




Физико-химическая характеристика нефти. Первичные и вторичные процессы переработки нефти, их классификация. Риформинг и гидроочистка нефти. Каталитический крекинг и гидрокрекинг. Коксование и изомеризация нефти. Экстракция ароматики как переработка нефти.
Кривая истинных температур кипения нефти и материальный баланс установки первичной переработки нефти. Потенциальное содержание фракций в Васильевской нефти. Характеристика бензина первичной переработки нефти, термического и каталитического крекинга.
Задачи нефтеперерабатывающей и нефтехимической промышленности. Особенности развития нефтеперерабатывающей промышленности в мире. Химическая природа, состав и физические свойства нефти и газоконденсата. Промышленные установки первичной переработки нефти.
Характеристика современного состояния нефтегазовой промышленности России. Стадии процесса первичной переработки нефти и вторичная перегонка бензиновой и дизельной фракции. Термические процессы технологии переработки нефти и технология переработки газов.
Характеристика нефти, фракций и их применение. Выбор и обоснование поточной схемы глубокой переработки нефти. Расчет материального баланса установки гидроочистки дизельного топлива. Расчет теплообменников разогрева сырья, реакторного блока, сепараторов.
Физико-химические свойства нефти, газа, воды исследуемых месторождений нефти. Технико-эксплуатационная характеристика установки подготовки нефти Черновского месторождения. Снижение себестоимости подготовки 1 т. нефти подбором более дешевого реагента.
Классификация нефтей и варианты переработки. Физико-химические свойства Тенгинской нефти и ее фракций, влияние основных параметров на процессы дистилляции, ректификации. Топливный вариант переработки нефти, технологические расчеты процесса и аппаратов.
Описание наименований и технологии получения нефтяных фракций. Особенности и направления переработки нефти. Классификация товарных нефтепродуктов. Моторные топлива в зависимости от принципа работы двигателей. Нефтяные масла, энергетические топлива.
Характеристика и организационная структура ЗАО “Павлодарский НХЗ”. Процесс подготовки нефти к переработке: ее сортировка, очистка от примесей, принципы первичной переработки нефти. Устройство и действие ректификационных колонн, их типы, виды подключения.
Назначение и описание процессов переработки нефти, нефтепродуктов и газа. Состав и характеристика сырья и продуктов, технологическая схема с учетом необходимой подготовки сырья (очистка, осушка, очистка от вредных примесей). Режимы и стадии переработки.
Http://allbest. ru/k-3c0b65625a2bd78b4d53a88521316c27.html
В 2013 г. объем переработки нефти, по сравнению с предыдущим годом, увеличился на +7,3 млн т (+2,8%), достигнув максимального после распада СССР уровня в 272,7 млн тонн (рис. 9). При этом рост первичной переработки отмечен по всем категориям производителей (ВИНК — +1,7%, независимые производители — +7,6%, Мини-НПЗ — +17,6%).
По итогам 2013 г. объем переработки нефти и газового конденсата увеличился к уровню 2012 г. на 2,8%, чему способствовало постепенное наращивание суммарных технологических мощностей установок первичной переработки в целом по России на 2,5% (+7,4 млн т к 2012 г.), а также благоприятная конъюнктура спроса на продукты переработки внутри страны и за рубежом.
Увеличение технологических мощностей стало результатом предпринимаемых в последние годы усилий по модернизации нефтеперерабатывающих предприятий и строительству новых НПЗ, включая малые предприятия (так наз. мини-НПЗ), а также возрастающей коммерческой привлекательности нефтепереработки. В соответствии с четырехсторонними соглашениями между нефтяными компаниями, ФАС, Ростехнадзором и Росстандартом на 2016 год был запланирован ввод в эксплуатацию 10 новых установок и завершение реконструкции 3 имеющихся установок вторичной переработки и облагораживания. По итогам года, из 13 установок, запланированных к вводу в эксплуатацию и окончанию реконструкции в отчетном году, работы завершены по 11 установкам, по 2 установкам завершены строительномонтажные и ведутся пусконаладочные работы.
В 2013 г. продолжился рост капитальных вложений нефтяных компаний в нефтепереработку: прирост относительно уровня 2012 г. составил +25,3% .Суммарный объем капитальных вложений в нефтепереработку в отчетном году составил 250,0 млрд рублей. Удельные вложения на 1 тонну переработанной нефти, по итогам отчетного года, возросли на +21,9% — до 916,9 рубля.
Ввод новых и реконструкция действующих технологических мощностей, реализуемых на НПЗ ВИНК России позволил по итогам 2013 г.:
* увеличить среднюю по НПЗ ВИНК глубину переработки нефти на +0,4% к 2012 г., до 72,4%;
* нарастить выход светлых нефтепродуктов на НПЗ ВИНК на +0,2% к 2012 г. до 56,4%;
* повысить качество выпускаемой продукции и обеспечить переход к производству топлив экологического класса К3 и выше в объемах, полностью обеспечивающих потребности внутреннего рынка.
Рис. 11 Мощности по первичной переработке нефти и фактические объемы переработки
Однако с учетом длительности процессов строительства таких сложных производственных объектов как НПЗ в целом или отдельные установки НПЗ, отмечаемый в 2013 г. рост объемов переработки опережал темпы ввода новых мощностей, что сопровождалось ростом загрузки практически всех основных технологических процессов переработки :
* установок первичной переработки +0,2 процентных пункта к 2012 году;
При этом следует обратить внимание, что модернизация НПЗ и ввод новых мощностей вторичных процессов до настоящего времени реализуется практически исключительно предприятиями группы ВИНК и не распространяется на независимых производителей и мини-НПЗ, в подавляющем большинстве не располагающих мощностями углубляющих и облагораживающих процессов. Вследствие этого, по данным категориям производителей рост объемов переработки сопровождается ухудшением показателей глубины переработки и выхода светлых нефтепродуктов. По итогам 2013 г. выход светлых по группе независимых снизился на -2,4%, по мини НПЗ — на -1,5%. Глубина переработки уменьшилась соответственно на -2,6% и -3,6%.
Принимая во внимание опережающий рост объемов переработки нефтяного сырья в 2013 г. именно этими двумя категориями производителей (независимыми и мини-НПЗ) отмечаемое качественное ухудшение показателей производства независимых и мини-НПЗ негативно сказалось на динамике глубины переработки и выхода светлых в целом по нефтеперерабатывающей отрасли России. Среднеотраслевой показатель глубины переработки снизился за 2013 г. относительно уровня 2012 г. на -0,1% (до 71,1%), выход светлых уменьшился на -0,3% (до 55,6%). Одновременно возросло производство прямогонных фракций и остаточных компонентов (прямогонный бензин, мазут).
Http://studwood. ru/1383945/ekonomika/pererabotka_nefti
Цель переработки нефти (Нефтепереработки) — производство нефтепродуктов, прежде всего различных видов топлива (автомобильного, авиационного, котельного и т. д.) и сырья для последующей химической переработки.
Первичные процессы переработки не предполагают химических изменений нефти и представляют собой ее физическое разделение на фракции. Сначала промысловая нефть проходит первичный технологический процесс очистки добытой нефти от нефтяного газа, воды и механических примесей – этот процесс называется первичной сепарацией нефти [1] .
Нефть поступает на НПЗ в подготовленном для транспортировки виде. На заводе она подвергается дополнительной очистке от механических примесей, удалению растворённых лёгких углеводородов (С1-С4) и обезвоживанию на электрообессоливающих установках (ЭЛОУ).
Нефть поступает в ректификационные колонны на атмосферную перегонку (перегонку при атмосферном давлении), где разделяется на несколько фракций: легкую и тяжёлую бензиновые фракции, керосиновую фракцию, дизельную фракцию и остаток атмосферной перегонки — мазут. Качество получаемых фракций не соответствует требованиям, предъявляемым к товарным нефтепродуктам, поэтому фракции подвергают дальнейшей (вторичной) переработке.
Материальный баланс атмосферной перегонки западно-сибирской нефти
Вакуумная дистилляция — процесс отгонки из мазута (остатка атмосферной перегонки) фракций, пригодных для переработки в моторные топлива, масла, парафины и церезины и другую продукцию нефтепереработки и нефтехимического синтеза. Остающийся после этого тяжелый остаток называется гудроном. Может служить сырьем для получения битумов.
Целью вторичных процессов является увеличение количества производимых моторных топлив, они связаны с химической модификацией молекул углеводородов, входящих в состав нефти, как правило, с их преобразованием в более удобные для окисления формы.
По своим направлениям, все вторичные процессы можно разделить на 3 вида:
- Углубляющие: каталитический крекинг, термический крекинг, висбрекинг, замедленное коксование, гидрокрекинг, производство битумов и т. д. Облагораживающие: риформинг, гидроочистка, изомеризация и т. д. Прочие: процессы по производству масел, МТБЭ, алкилирования, производство ароматических углеводородов и т. д.
Каталитический риформинг – каталитическая ароматизация нефтепродуктов (повышение содержания аренов в результате прохождения реакций образования ароматических углеводородов). Риформингу подвергаются бензиновые фракции с пределами выкипания 85-180°С [2] . В результате риформинга бензиновая фракция обогащается ароматическими соединениями и его октановое число повышается примерно до 85. Полученный продукт (риформат) используется как компонент для производства автобензинов и как сырье для извлечения ароматических углеводородов.
Каталитический крекинг – процесс термокаталитической переработки нефтяных фракций с целью получения компонента высокооктанового бензина и непредельных жирных газов. Сырьем для каталитического крекинга служат атмосферный и легкий вакуумный газойль, задачей процесса является расщепление молекул тяжелых углеводородов, что позволило бы использовать их для выпуска топлива. В процессе крекинга выделяется большое количество жирных (пропан-бутан) газов, которые разделяются на отдельные фракции и по большей части используются в третичных технологических процессах на самом НПЗ. Основными продуктами крекинга являются пентан-гексановая фракция (т. н. газовый бензин) и нафта крекинга, которые используются как компоненты автобензина. Остаток крекинга является компонентом мазута.
Гидрокрекинг — процесс расщепления молекул углеводородов в избытке водорода. Сырьем гидрокрекинга является тяжелый вакуумный газойль (средняя фракция вакуумной дистилляции). Главным источником водорода служит газ риформинга. Основными продуктами гидрокрекинга являются дизельное топливо и т. н. бензин гидрокрекинга (компонент автобензина).
Процесс получения нефтяного кокса из тяжелых фракций и остатков вторичных процессов.
Процесс получения изоуглеводородов (изобутан, изопентан, изогексан, изогептан) из углеводородов нормального строения. Целью процесса является получение сырья для нефтехимического производства (изопрен из изопентана, МТБЭ и изобутилен из изобутана) и высокооктановых компонентов автомобильных бензинов.
Алкилирование — введение алкила в молекулу органического соединения. Алкилирующими агентами обычно являются алкилгалогениды, алкены, эпоксисоединения, спирты, реже альдегиды, кетоны, эфиры, сульфиды, диазоалканы.
Переработка нефти — — [http://slovarionline. ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN crude oil refiningoil processingpetroleum refining … Справочник технического переводчика
Дистилляционная переработка нефти — недеструктивная переработка — [http://slovarionline. ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы недеструктивная переработка EN topping processingskimming processing … Справочник технического переводчика
Глубокая переработка нефти — nuodugnusis naftos perdirbimas statusas T sritis chemija apibrėžtis Mazuto, gauto nudistiliavus naftą, tolesnis perdirbimas į šviesiuosius naftos produktus. atitikmenys: angl. whole crude oil processing rus. глубокая переработка нефти … Chemijos terminų aiškinamasis žodynas
Деструктивная переработка нефти — крекинг — [http://slovarionline. ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы крекинг EN cracking processing … Справочник технического переводчика
Полная переработка нефти — — [http://slovarionline. ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN complete processing of crude oil … Справочник технического переводчика
Переработка — отходов Переработка нефти Комбинированная переработка минерального сырья Глубокая переработка зерна «Переработка» тайландско гонконгский фильм ужасов 2006 года … Википедия
Переработка — Первичная переработка нефти Сырую нефть из скважины практически не используют в чистом виде. Перед вами место, где ее преобразуют в необходимые человеку продукты, – нефтеперерабатывающий завод (НПЗ). Именно сюда сырье доставляется по… … Нефтегазовая микроэнциклопедия
Переработка — и; мн. род. ток, дат. ткам; ж. 1. к Переработать перерабатывать и Переработаться перерабатываться. П. сливок в масло. П. нефти. 2. Разг. Работа сверх нормы; время, затраченное на переработку сверх нормы. Уплатить за переработку. 3. То, что… … Энциклопедический словарь
Переработка — и; мн. род. ток, дат. ткам; ж. 1) к переработать перерабатывать и переработаться перерабатываться. Перерабо/тка сливок в масло … Словарь многих выражений
Крекинг нефти — Каталитический крекинг термокаталитическая переработка нефти и её фракций с целью получения бензина. Осуществляется при 450 550°C и 50 400 кПа в присутсвии мелкодисперсного катализатора (Редкоземельные металлы, цеолиты). Термокаталитическая… … Википедия
Http://biograf. academic. ru/dic. nsf/ruwiki/670039
НЕФТЬ, жидкое горючее полезное ископаемое. Залегает обычно в пористых и трещиноватых г. п. (песчаниках, мергелях, известняках) в осн. на глуб. 1,2 – 2 км и более. Маслянистая жидкость от светло-коричневого до темно-бурого цвета со специфич. запахом. Различают Н. легкую (0,65-0,83 г/см 3 )) среднюю (0,83-0,86 г/см 3 ), тяжелую (0,86-1,05 г/см 3 ). Т-ра кип. выше 28 о С, застывания от +26 до -60 о С. Теплота сгорания 43,7-46,2 МДж/кг (см. Химия нефти). Н. сложная смесь углеводородов, гл. обр. парафиновых и нафтеновых, в меньшей степ. ароматических. Углеводородный состав Н. разл. нефтяных месторождений колеблется в широких пределах.
Признаки Н. на современной терр. респ. были обнаружены еще в 18 в. В 1753 баш. старшина Надыр Уразметов, его сын Юсуп Надыров, их компаньоны Асля и Хозя Мозяковы из д. Надыровка (бывш. Уфим. у.) заявили о том, что "по Соке реке по обе стороны выше Сергеевска городка вверх. подле горы Сарт-Ата, при которой маленькое озеро и в том озере имеется нефть черная. . повыше той речки Козловки земля, на которой удобно построить нефтяной завод". На сохранившейся самой древней карте Урало-Волжского нефт. р-на нанесены пункты нефтедобычи и з-да Уразметовых. В 1760 поступили сообщения от уфим. купца Санеева и баш. старшины Якшембетова об открытии нефт. м-ний на р. Инзер. Через 3 года о Н. на той же реке сообщили баш. старшины Урманчи Минглибаев и Якшимбет Урасов. П. С.Паллас, посетив места, указанные в прошении Надыра Уразметова, писал, что башкиры употребляли ". смолистую воду не только для полоскания и питья во время молочницы во рту и чириев в горле, но и рачительно собирали самую нефть". И. И.Лепехин, осмотрев места, указанные башкирами, обнаружил "небольшой ключик, состоящий из горной нефти", а также "густой асфальт, истекающий в р. Белую".
Во 2-й пол. 19 в. самарский помещик И. Я.Малакиенко и амер. промышленник Л. Шандор бурили скважины и строили шахты по берегам Волги, Сока и Шешмы на терр. нынешней Самарской обл., а Никеров и Попов – в р-не д. Нижне-Буранчино в Башкирии. Однако эти поиски велись без учета геол. строения р-нов и закончились полной неудачей. В кон. 19 в. частные предприниматели арендовали земли для поисков Н. вблизи дд. Кусяпкулово, Ишимбаево, Нижне-Буранчино. Стерлитамакский городской голова А. Ф.Дубинин в 1900 обратился в Горный департамент с просьбой рассмотреть вопрос "о возможности поставки за счет казны разведок на Н. в р-не д. Ишимбаево". В 1901, после проверки результатов разведочных работ возле д. Нижне-Буранчино, геолог А. А.Краснопольский пришел к выводу "о невозможности глубоким бурением получить в Нижне-Буранчино нефтяной фонтан". В 1911-14 промышленник А. И.Срослов арендовал земли от д. Ишимбаево до д. Кусяпкулово с целью разведки нефт. залежей. Заложенная им шахта глуб. 12,7 м пересекла 2 слоя насыщенных Н. пород. Однако в 1916 геолог А. П.Замятин, осмотревший р-н д. Ишимбаево, подтвердил вывод Краснопольского о полной бесполезности поисков Н. в этом р-не. В 1910-14 нек-рые р-ны Урало-Поволжья были объектом пристального внимания нефт. фирмы "Нобель". Представители фирмы объезжали р-ны и заключали договора с крестьянскими сел. обществами о запрещении ими каких бы то ни было геол. и горн. работ на их землях. И. М.Губкин пришел к убеждению, что на склонах Уральского хр. есть залежи нефти. Его прогноз подтвердил – нефт. фонтан из скважин, пробуренных на калийную соль в р-не Верхне-Чусовских городков Пермской обл. в апр. 1929. В р-н д. Ишимбаево была организована эксп. под рук. А. А.Блохина для изучения геол. строения р-на. В авг. 1931 были получены первые нефтепроявления, а 16 мая 1932 из скв. 702 ударил фонтан, выбросивший на поверхность в теч. 4 ч. ок. 50 т нефти. В 1933 геол. партия под рук. геолога К. Р.Чепикова проводила съемочные работы в Туймазинском р-не, была выявлена обширная антиклинальная структура, названная "Муллинской". Чепиков указывал, что эта структура является наиб. отчетливой для вост. периферии Сокского р-на. В 1936 на этой пл. были заложены 3 глубокие скважины, одна из к-рых в 1937 вскрыла нефтенасыщенные песчаники визейского яруса нижнекам.-уг. возраста. В 1939 пром. приток Н. был получен из нижележащих известняков турнейского яруса ниж. карбона. В дек. 1937 вблизи южн. склона вост. массива в Ишимбаево была заложена разведочная скважина, назначение к-рой состояло в том, чтобы закончить оконтуривание вост. массива. В янв. 1938 скважина показала наличие подъема поверхности артинских известняков, принадлежащего новому нефтеносному массиву, получившему назв. "Южный". В мае 1937 в Туймазинском р-не респ. была обнаружена Н. на глуб. 1150 м в более древних отложениях (низ кам.-уг. системы), чем в Ишимбаево (сакмарский ярус и артинский ярус перми). Добыча Н. из залежей нижнекам.-уг. возраста на м-нии составляла ок. 250 т/сутки. Значит. ее ч. сжигалась в котельных на буровых. В 1938 геологом И. В.Бочковым была предпринята попытка бурения на глуб. отложений девонского периода. Однако при забое 1500 м бурение было прекращено, хотя для вскрытия огромных по запасам залежей девонской нефти оставалось пробурить всего 150 м. Большой вклад в открытие девонской Н. внес М. В.Мальцев. В 1943 была заложена скважина – 100, открывшая в сент. 1944 залежи в песчаных пластах Д-I и Д-II Туймазинского м-ния. Открытие девонской Н. коренным образом изменило перспективу не только Туймазинского м-ния, но и всей вост. окраины европейской ч. страны. Был резко увеличен объем глубокого поисково-разведочного бурения на нефть и газ. Открыли м-ния: Бавлинское (1946), Серафимовское (1949), Шкаповское (1953), Арланское (1955) и т. д. Всего в респ. открыто ок. 200 нефт. и 10 газовых м-ний. Добыча Н. ведется в 27 р-нах респ., достигла максимума в 1967 – 47,8 млн. т. (см. Нефтегазодобывающая промышленность). Пробурено ок. 40 тыс. скважин разл. глуб. (до 5112 м) и назначения. В связи с выработкой запасов осн. высокопродуктивных м-ний добыча нефти и газа постепенно снижается (16,5 млн. т в 1995). Большой вклад в открытие м-ний внесли геологи Блохин, Р. С.Билалов, А. Я.Виссарионова, Мальцев, Т. М.Золоев, Н. И.Мешалкин, Ф. С.Куликов, А. А.Трофимук, К. Р.Тимергазин, Г. П.Ованесов, Н. И.Ключников, Н. Н.Лисовский, К. С.Баймухаметов, геофизики Н. К.Юнусов, С. Н.Миролюбов; буровики Ф. Г.Ефремов, С. И.Кувыкин и др.
Совр. высокопроизводительные нефтегазоперерабат. произ-ва оснащены кр. и сложными по конструкции аппаратами и машинами, способными функционировать в условиях низких т-р, глубокого вакуума и высоких давлений (до 20 Мпa при гидрокрекинге нефт. сырья) и часто в агрессивных средах. Пром. переработка нефти на совр. НПЗ осуществляется путем сложной многоступенчатой физ. и хим. переработки на отд. или комбинированных технолог. установках, предназначенных для получения большого ассортимента нефтепродуктов. Перед переработкой поступающая с промыслов нефть с содержанием солей 100-700 мг/л и воды менее 1% масс. подвергается на НПЗ глубокой очистке от солей до содержания менее 3 мг/л и от воды до менее 0,1% масс. на электрообессоливающих установках (ЭЛОУ). Технолог. процессы НПЗ подразделяются на физ. (т. н. первичные) и хим. (вторичные). Физическими процессами достигается разделение нефти на составляющие компоненты (топливные и масляные фракции) или удаление из фракций или остатков нефти нежелательных групповых хим. компонентов. В химических процессах переработка нефт. сырья осуществляется путем хим. превращений с получением новых продуктов. Хим. процессы на совр. НПЗ подразделяются: 1) по способу активации хим. реакций – на термич. и каталитич.;2) по типу протекающих в них хим. превращений – на деструктивные, гидрогенизац. и окислительные. Головным процессом переработки нефти (после ЭЛОУ) является атмосферная перегонка, на к-рой отбираются топливные фракции (бензиновые, осветительного керосина, реактивного и дизельного топлив) и мазут, используемый либо как компонент котельного топлива, либо как сырье для последующей глубокой переработки. Топливные фракции атмосферной перегонки далее подвергаются облагораживанию (гидроочистке от гетероатомных соед.), а бензины – каталитич. риформингу с целью повышения их качества или получения индивид. ароматич. углеводородов-сырья нефтехимии: бензола, толуола, ксилолов и др. Из мазута путем вакуумной перегонки получают широкую фракцию (350-500 о С) вакуумного газойля – сырья для последующей переработки на установках каталитич. крекинга или гидрокрекинга с получением компонентов моторных топлив, узкие дистиллятные масляные фракции, направляемые далее на последующие процессы очистки (селективная очистка, депарафинизация и др.). Остаток вакуумной перегонки – гудрон – служит при необходимости для остаточных масел или как сырье для глубокой переработки с получением дополнит. кол-ва моторных топлив, нефт. кокса, дорожного и строит. битума или же в качестве компонента котельного топлива. Из хим. процессов наиб. распространение получили гидроочистка, риформинг и каталитич. крекинг. Гидроочистка используется для повышения качества моторных топлив путем удаления (гидрогенолиза) сернистых, азотистых и кислородных соед. и гидрирования олефинов сырья в среде водорода на алюмокобальт – или никельмолибденовых катализаторах (при т-ре 300-400 о С и давлении 2-4 Мпа). В процессе каталитич. ри-форминга, проводимого при т-ре 500 о С, давлении 1-4 Мпа в среде водорода на алюмоплатиновом катализаторе, осуществляются преим. хим. превращения нафтеновых и парафиновых углеводородов в аромат., в результате существенно повышается октановое число (достигая до 100 пунктов) продукта. Каталитич. крекинг, проводимый при т-рах 500-550 о С без давления на цеолитсодержащих катализаторах, является наиб. эффективным, углубляющим нефтепереработку процессом, поскольку позволяет из высококипящих фракций мазута (вакуумного газойля) получить до 40-60% высокооктанового компонента автобензина, 10-25% жирного газа, используемого, в свою очередь, на установках алкилирования или произ-вах эфиров для получения высокооктановых компонентов авиа – или автобензинов.
Вклад в разработку теор. основ, совершенствование и техн. перевооружение технолог. процессов и аппаратов, создание и внедрение высокоинтенсивных ресурсо – и энергосберегающих технологий, активных и селективных катализаторов, в решение проблем углубления переработки нефти и оптимизации качества нефтепродуктов внесли ученые Уфим. гос. нефтяного технического университета, Баш. н.-и. института проблем нефтепереработки и НПЗ республики. В нач. развития нефтехимпереработки Башкортостана (50-60-е гг.) комплексные иссл. по разл. аспектам теории и технологии термодеструктивных процессов глубокой переработки нефти (термич. крекинга и коксования) проводились А. Ф.Красюковым, М. Е.Левинтером и З. И.Сюняевым. В последующие годы н.-и. работы по проблеме углубления нефтепереработки продолжили Р. Н.Гимаев, С. А.Ахметов, Ю. М.Абызгильдин, Г. Г.Валявин и М. М.Ахметов. Иссл. по разработке новых сортов и рациональному использованию нефтепродуктов проводились Сюняевым, П. Л.Ольковым и Л. В.Долматовым. Вклад в разработку теории и в совершенствование технологии каталитич. процессов и катализаторов нефтепереработки внесли Р. М.Масагутов, Левинтер, Ж. Ф.Галимов, М. А.Танатаров, Н. Х.Валитов и А. Ф.Ахметов. На основании многолетних иссл. Б. К.Марушкиным, А. А.Кондратьевым, М. З.Максименко, К. Ф.Богатых были разработаны и внедрены в нефтегазопереработку респ. и страны ресурсо – и энергосберегающие процессы ректификации и экстракции, а также эффективные контактные устройства массообменных процессов. По внедрению достижений науки в произ-во и техн. перевооружению технолог. процессов нефтегазопереработки значительный вклад внесли производственники-нефтепереработчики Д. Ф.Варфоломеев, Г. Г.Теляшев, И. В.Егоров, Р. М.Усманов и А. Ф.Махов.
Http://topref. ru/referat/149935.html
Увеличение объема производства нефтепродуктов, расширение их ассортимента и улучшение качества—основные задачи, поставленные перед нефтеперерабатывающей промышленностью в настоящее время. Решение этих задач в условиях, когда непрерывно возрастает доля переработки сернистых и высокосернистых, а за последние годы и высокопарафинистых нефтей, потребовало изменения технологии переработки нефти. Большое значение приобрели вторичные и, особенно, каталитические процессы. Производство топлив, отвечающих современным требованиям, невозможно без применения таких процессов, как каталитический крекинг, каталитический риформинг, гидроочистка, алкилирование и изомеризация, а в некоторых случаях—гидрокрекинг.
Каталитический крекинг представляет собой современный процесс превращения высококипящих нефтяных фракций в базовые компоненты высококачественных авиационных и автомобильных бензинов и в средние дистиллятные фракции—газойли. Промышленные процессы основаны на контактировании сырья с активным катализатором в соответствующих условиях, когда 40-50_вес.% исходного сырья без рециркуляции превращается в бензин и другие легкие продукты. В процессе крекинга на катализаторе образуются углистые отложения, резко снижающие его активность, в данном случае крекирующую способность. Для восстановления активности катализатор регенерируют. Наибольшее распространение получили установки с циркулирующим катализатором в движущемся потоке и псевдоожиженном, или кипящем, слое.
Каталитический риформинг —современный, широко применяемый процесс для производства высокооктановых бензинов из низкооктановых.
Риформинг при более низких давлениях в системе и в сочетании с экстрактивной перегонкой или экстракцией растворителями позволяет получать ароматические углеводороды (бензол, толуол, ксилолы и высшие), используемые в нефтехимической промышленности. Промышленные процессы каталитического риформинга, при которых выходы риформата достигают 73—90%, основаны на контактировании сырья с активным катализатором, обычно содержащим платину.
Для поддержания активности катализатора его периодически регенерируют; регенерацию проводят тем чаще, чем ниже давление в системе. Исключением является процесс платформинга, когда катализатор не регенерируют. Важной особенностью каталитического риформинга является то, что процесс протекает в среде водорода, который выделяется так же, как и в реакциях риформинга; избыток водорода удаляют из системы. Этот водород намного дешевле специально получаемого, и его используют в гидрогенизационных процессах нефтепереработки.
Гидроочистка нефтяных дистиллятов является одним из наиболее распространенных процессов, особенно при переработке сернистых и высокосернистых нефтей. Основной целью гидроочистки нефтяных дистиллятов является уменьшение содержания в них сернистых, азотистых и металлоорганических соединений. При гидроочистке происходит разложение органических веществ, содержащих серу и азот. Они реагируют с водородом, циркулирующим в системе, с образованием сероводорода и аммиака, которые удаляют из системы.
Промышленные процессы основаны на контактировании нефтяных дистиллятов с активными катализаторами, в основном алюмокобальтмолибденовыми и алюмоникельмолибденовыми. Процесс протекает в условиях, при которых 95—99 вес.% исходного сырья превращается в очищенный продукт (гидрогенизат). Одновременно образуется незначительное количество бензина. Катализатор периодически регенерируют.
Алкилирование представляет собой процесс получения высококачественных компонентов авиационных и автомобильных бензинов. В основе процесса лежит взаимодействие парафиновых углеводородов с олефиновыми с образованием более высококипящего парафинового углеводорода. До недавнего времени промышленное изменение процесса ограничивалось каталитическим алкилированием изобутана бутиленами в присутствии серной или фтористоводородной кислот. В последнее время в промышленных условиях изобутан алкилируют не только бутиленами, но и этиленом, пропиленом и даже амиленами, а иногда и смесью этих олефинов.
Изомеризация — процесс превращения низкооктановых парафиновых углеводородов, преимущественно фракций С5 и С6 или их смесей, в соответствующие изопарафиновые фракции с более высоким октановым числом. На промышленных установках в соответствующих условиях можно получать до 97—99,7 объемн.% продуктов изомеризации. Изомеризация протекает в среде водорода. Катализатор периодически регенерируют:
Полимеризация—процесс превращения пропилена и бутиленов в жидкие олигомерные продукты, используемые в качестве компонентов автомобильных бензинов или сырья для нефтехимических процессов. В зависимости от сырья, катализатора и технологического режима количество продукта может изменяться в широких пределах.
1. Назначение процесса. Основное назначение каталитического крекинга —получение высокооктановых компонентов бензина. Крекинг осуществляется при 420-550ºС и является процессом качественного изменения сырья, т. е. процессом образования соединений, отличающихся от первоначальных по своим физико-химическим свойствам. В зависимости от сырья и условий процесса выход бензина при крекинге составляет 7—50 вес.% (на сырье). Наряду с бензином образуются и другие продукты—газообразные, жидкие и твердые (кокс). В качестве сырья обычно применяют тяжелые дистилляты атмосферной или вакуумной перегонки нефти, а также деасфальтизаты и другие продукты.
При каталитическом крекинге тяжёлые нефтяные фракции при 5ООºС в значительной части превращаются в компоненты, выкипающие в пределах температур кипения бензина, и газообразные продукты, которые могут использоваться для производства высокооктановых компонентов бензина или как сырье для химических синтезов.
В отличие от термического крекинга, каталитический крекинг проводится в специальной аппаратуре с применением специфического оборудования и в присутствии катализаторов.
Главным преимуществом каталитического крекинга перед термическим являет большая ценность получаемых продуктов: меньший выход метана, этана и диенов при более высоком выходе углеводородов С3 и С4 (особенно изобутана), а также ароматических углеводородов, олефинов с разветвленной цепью и изопарафинов. Антидетонационные свойства бензинов каталитического крекинга значительно выше, чем бензинов термического крекинга. Продукты крекинга имеют сложный состав. Так, при каталитическом крекинге цетана С16 Н34 образуются (в вес.%):
Состав продуктов крекинга керосиновых, соляровых и вакуумных дистиллятов, т. е. смесей весьма большого числа разных углеводородов, еще более сложен. Результаты каталитического крекинга углеводородных смесей существенно зависят от условий проведения процесса применяемого катализатора.
Каталитический крекинг в основном используют для производства высокооктановых компонентов автомобильного и авиационного бензина. При получении автомобильного бензина в качестве сырья обычно используются вакуумные дистилляты первичной переработки нефти, а при производстве авиабензина—керосино-соляровые фракции первичной перегонки нефти.
2.Режим работы установок. Каталитический крекинг происходит, как правило, в паровой фазе в системе без притока и отдачи тепла, поэтому его относят к адиабатическим процессам. При адиабатическом процессе внешняя работа полностью затрачивается на изменение внутренней энергии системы.
В зависимости от характеристик перерабатываемого сырья и системы или типа установки, а также от состава и свойств катализатора устанавливается определенный технологический режим. К основным показателям технологического режима установок каталитического крекинга следует отнести температуру, давление, соотношение количества сырья и катализатора, находящегося в зоне крекинга, а также кратность циркуляции катализатора.
Температура. С повышением температуры увеличивается октановое число бензина, возрастает выход газов С1 – С3 и олефинов С4 и выше, снижается выход бензина и кокса, но повышается соотношение бензин: кокс и снижается соотношение выходов легкого и тяжелого газойля.
Давление. При повышении давления увеличивается выход парафиновых углеводородов и бензина, снижается выход газов С1 – С3, олефинов и ароматических углеводородов. Выход кокса в условиях промышленного процесса от давления практически не зависит.
Глубина крекинга. Рециркуляция. Глубину превращения (или глубину крекинга) принято оценивать количеством сырья, превращенного в бензин, газ или кокс. При крекинге в одну ступень (однократный крекинг) глубина превращения равна 45-60%. Примерный выход продуктов при однократном каталитическом крекенге керосина – соляровой фракции прямой перегонки нефти приведен ниже (индекс активности катализатора 28-32):
Когда хотят достигнуть более глубокого превращения, т. е. получить из сырья больше бензина, подвергают крекингу не только исходное сырье, но и образующиеся в процессе газойлевые фракции. На большинстве промышленных установок каталитическому крекингу подвергают именно смесь исходного сырья с газойлем каталитического крекинга или иногда раздельно свежее сырье и газойлевые фракции. Таким образом газойль возвращается в систему для использования его в качестве вторичного сырья – рециркулятор. В зависимости от того, сколько газойля подвергается каталитическому крекингу, глубина крекинга может достигать 80-90%.
Отношение массы рециркулирующего газойля к массе свежего сырья называется коэффициентом рециркуляции; оно изменяется от нуля до 2,3 при крекинге с рециркуляцией.
Глубина крекинга возрастает с увеличением коэффициента рециркуляции. Характерно, что выход жидких углеводородов, включая фракцию С3 – С4, увеличивается до глубины крекинга 80%, а затем снижается. Если же выделить фракцию С3 — С4, то сумма получаемых жидких продуктов по мере увеличения глубины крекинга непрерывно снижается, в данном случае до 62,9 объемн.%. По мере увеличения глубины крекинга выход газойля падает, а при 100%-ной глубине крекинга становится равным нулю.
Объемная скорость. Отношение объема сырья, подаваемого в реактор за 1 ч, к объему катализатора, находящегося в зоне крекинга, называется объемной скоростью. Обычно на одну весовую единицу катализатора, находящегося в зоне крекинга, подается от 0,6 до 2,5 вес. ед. сырья в час. Часто объемную скорость выражают в объемных единицах — объем/ (объем*ч) или м3 /(м3 *ч) и записывают в виде Ч-1
Кратность циркуляции катализатора. В системах каталитического крекинга с циркулирующим пылевидным или микросферичёским катализатором на 1 т поступающего в реактор сырья вводится 7-20 т регенерированного катализатора, а на установках каталитического крекинга, где применяются крупнозернистые катализаторы (частицы диаметром 3—6мм),—от 2 до 5—7 т в зависимости от конструкции установки. Указанное отношение (7— 20 т/т) называют весовой кратностью циркуляции катализатора. Иногда это соотношение выражают в объемных единицах, тогда оно называется объемной кратностью циркуляции катализатора.
Следует различать кратность циркуляции катализатора по свежему сырью и по всей загрузке реактора (свежее сырье плюс рециркулят). В последнем случае при одном и том же количестве катализатора кратность циркуляции будет меньше.
Жесткость крекинга. Известно, что снижение объемной скорости так. же как и увеличение, кратности циркуляции катализатора, способствует повышению выхода бензина и глубины крекинга. Влияние этих параметров на глубину крекинга можно выразить отношением кратности циркуляции к объемной скорости. Это отношение называется фактором жесткости крекинга. Фактор жесткости может быть вычислен по свежему сырью реактора и по суммарной загрузке реактора (свежее сырье плюс рециркулирующий газойль).
Эффективность крекинга. Отношение суммарного выхода (в объемных или весовых процентах) дебутанизированного бензина и фракции С4 к глубине крекинга исходного сырья (в объемных или весовых процентах) именуют эффективностью крекинга. Эффективность (коэффициент) обычно равна 0,75—0,8, если она была подсчитана на основе весовых процентов.
В результате каталитического крекинга на установках получают до 15 вес.% газа, содержащего водород, аммиак и легкие углеводороды, 30—55 вес.% высокооктанового компонента автомобильного бензина (или 27—50 вес.% авиационного бензина), 2—9 вес.% кокса и легкий и тяжелый газойли. Газ после очистки и газофракционирования используется для технологических или бытовых нужд. Компоненты автомобильного (или авиационного) бензина после стабилизации компаундируются с другими компонентами и используются в качестве товарных топлив. Легкий газойль используется как компонент дизельного топлива (при необходимости — после гидроочистки) или, вместе с тяжелым газойлем, как сырье для получения сажи или приготовления сортовых мазутов.
3. Химические основы процесса. При каталитическом крекинге протекают реакции расщепления, алкилирования, изомеризации, ароматизации, полимеризации, гидрогенизации и деалкилирования. Некоторые из них являются первичными, но большинство—вторичными.
Крекинг парафинов. При крекинге парафиновых углеводородов нормального строения доминируют реакции разложения. Продукты крекинга состоят главным образом из парафиновых углеводородов более низкого молекулярного веса и олефинов. Выход олефинов увеличивается с повышением молекулярного веса сырья. Термическая стабильность парафиновых углеводородов понижается с увеличением молекулярного веса. Тяжелые фракции нефтепродуктов являются менее стабильными и крекируются значительно легче, чем легкие фракции. Наиболее часто разрыв молекул происходит в ее средней части.
Механизм каталитического крекинга—карбоний-ионный. Согласно этому механизму, часть молекул парафинов подвергается термическому расщеплению, а образующиеся олефины присоединяют протоны, находящиеся на катализаторе, и превращаются в карбоний-ионы. Карбоний-ионы являются агентами распространения цепной реакции. В результате целого ряда превращений образуются парафиновые углеводороды меньшего молекулярного веса, чем исходные, и новые большие карбоний-ионы, которые затем расщепляются.
Реакции дегидрогенизации при крекинге высокомолекулярных парафинов играют незначительную роль. Однако процесс дегидрогенизации низкомолекулярных парафинов, особенно газообразных, имеет практическое значение для превращения малоценных газообразных продуктов в ценные — олефины.
При крекинге парафиновых углеводородов нормального строения протекают и вторичные реакции с образованием ароматических углеводородов и кокса. Много ароматических углеводородов при каталитической ароматизации получается из парафинов, структура которых допускает образование бензольного кольца.
Изопарафиновые углеводороды крекируются легче. Водорода и метана при этом получается больше, чем при крекинге нормальных парафинов, а углеводородов С3 и С4 (газа) — меньше. Фракции С4, С5 и С6 содержат меньше олефинов вследствие того, что насыщение сильно разветвленных молекул непредельных углеводородов достигается легче, чем для неразветвленных.
Крекинг нафтенов. При крекинге нафтенов одновременно может происходить отщепление боковых цепей. На первой стадии нафтеновые углеводороды с длинными алкильными цепями превращаются в алкилнафтеновые или алкилароматические углеводороды со сравнительно короткими боковыми цепями. Короткие алкильные цепи, особенно метильный и этильный радикалы, термически стабильны и в условиях промышленного каталитического крекинга уже не отщепляются.
Алкильные боковые цепи алкилнафтеновых углеводородов расщепляются с образованием парафинов и олефинов, которые вместе с низкомолекулярными моноциклическими нафтеновыми углеводородами и деалкилированными ароматическими углеводородами составляют конечные продукты крекинга.
Крекинг ароматических углеводородов сопровождается деалкилированием и конденсацией. При деалкилировании алкилароматических углеводородов получаются парафины, олефины и алкилароматические углеводороды с более короткими боковыми цепями. Разрыв связи углерод — углерод происходит непосредственно у кольца, но такое деалкилирование не протекает интенсивно, если алкильная цепь содержит менее трех углеродных атомов. Реакционная способность углеводородов возрастает с увеличением молекулярного веса, но все же остается значительно меньшей, чем у изомерных моноалкилбензолов. Инициирование каталитического крекинга алкилароматических углеводородов, так же как и для парафиновых углеводородов, начинается с образования карбоний-иона в результате присоединения протона катализатора. Между молекулами ароматических углеводородов или между ними и олефинами (или другими непредельными углеводородами) происходит конденсация. В результате образуются полициклические ароматические углеводороды вплоть до асфальта и кокса, поэтому при переработке сырья со значительным содержанием полициклических углеводородов при одинаковой степени превращения образуется значительно больше кокса, чем при переработке сырья, содержащего преимущественно моноциклические ароматические углеводороды.
Крекинг олефинов, образующихся в результате расщепления парафиновых, нафтеновых и ароматических углеводородов, а также самих олефинов, является вторичной реакцией. Инициирование реакции крекинга, как и других реакций олефинов, происходит в результате образования карбоний-иона. Если этот ион достаточно велик (С6 или больше), то он может расщепляться в (β-положении с образованием олефина и меньшего (первичного) карбоний-иона, а вновь образовавшийся ион, если это возможно, изомеризуется во вторичный или третичный ион. Если же карбоний-ион невелик (С3 —С5 ), он превращается либо в олефин (в результате передачи протона катализатору или нейтральной молекуле олефина), либо в парафин (присоединяя гидрид-ион от нейтральной молекулы).
Изомеризация олефинов. При изомеризации олефинов могут происходить миграция двойной связи, скелетная и геометрическая V изомеризация. Возможность изомеризации является важным преимуществом каталитического крекинга перед термическим: в результате изомеризации повышается октановое число бензиновых фракций и увеличивается выход изобутана, имеющего большую ценность как сырье для алкилирования.
Полимеризация и деполимеризация. Полимеризация олефинов также является важной реакцией. В сочетании с последующим крекингом полимеризация приводит к образованию олефинов и парафинов. Однако глубокая полимеризация ведет к образованию тяжелых продуктов, которые адсорбируются на катализаторе и разлагаются на кокс и газ. При высоких температурах (600 °С) и низких давлениях может протекать деполимеризация.
Циклизация и ароматизация. Вторичной реакцией олефинов, протекающей в более поздних стадиях процесса, является частичное их дегидрирование. В результате образуются диены или олефины расщепляются на диены и парафины. Вторичные реакции между олефинами и диенами могут привести к образованию циклопарафинов. Ароматические углеводороды получаются в результате дегидроциклизации циклоолефинов или нафтеновых углеводородов, образовавшихся в начальных стадиях процесса.
Прочие реакции. Реакцией, возможной в условиях каталитического крекинга, является алкилирование ароматических углеводородов. Оно нежелательно, так как образующиеся более тяжелые продукты способны алкилироваться дальше или конденсироваться с образованием кокса; при атом уменьшается выход бензина.
Крекинг сложных углеводородов может затрагивать какую-либо часть молекулы независимо от других ее частей. Например, длинные парафиновые цепи нафтеновых и ароматических углеводородов расщепляются так же, как если бы они были парафиновыми углеводородами с тем же числом атомов углерода в молекуле. Кольца нафтеновых или ароматических углеводородов не изменяются в том. процессе деалкилирования или расщепления парафиновых боковых цепей. Дегидрогенизация нафтеновых колец обычно происходит после частичного деалкилирования.
Обычно одним из лучших критериев интенсивности побочных реакций является отношение выходой бензина и кокса. Высокое отношение указывает на преобладание желательных реакций, разумеется, при условии, что октановое число бензина высокое. Низкое отношение выходов бензина и кокса указывает на интенсивное протекание нежелательных побочных реакций. К желательным реакциям относятся изомеризация, гидрирование, циклизация и ароматизация (неглубокая) олефинов; эти реакции ведут к высокому выходу парафиновых, углеводородов изостроения и ароматических углеводородов, выкипающих в пределах температуры кипения бензина, и высокому отношению изо – и нормальных парафиновых углеводородов. Нежелательные реакции (крекинг, дегидрогенизация и полимеризация олефинов, алкилирование и конденсация ароматических углеводородов) приводят к высоким выходам водорода и кокса, низкому выходу олефинов и к получению сравнительно тяжелых газойлей, при этом выход бензина и его октанового числа снижаются.
Основным сырьем промышленных установок каталитического крекинга являются атмосферные и вакуумные дистилляты первичной перегонки нефти. В зависимости от фракционного состава дистиллятное сырье можно отнести к одной из следующих групп.
Первая группа — легкое сырьё. К этой группе относятся дистилляты первичной перегонки нефти (керосино-соляровые и вакуумные). Средняя температура их кипения составляет 260—280 °С. относительная плотность 0,830—0,870, средний молекулярный вес 190—220. Легкие керосино-соляровые дистилляты прямой гонки являются хорошим сырьем для производства базовых авиационных бензинов, так как дают большие выходы бензинов при малом коксообразовании.
Вторая группа— тяжелое дистиллятное сырье. К этой группе относятся тяжелые соляровые дистилляты, выкипающие при температурах от 300 до 550°С или в несколько более узких пределах, а также сырье вторичного происхождения, получаемое на установках термического крекинга и коксования (флегма термического крекинга и газойль коксования). Их средние молекулярные веса приблизительно в 1,5 раза выше, чем у легких видов сырья, а именно 280—330 вместо 190—220. В противоположность легкому сырью, тяжелое дистиллятное сырье перед направлением в реактор или в узел смешения с горячим катализатором в парообразное состояние переводят не целиком. Тяжелые соляровые дистилляты с относительной плотностью 0,880—0,920, как правило, используются для производства автомобильных бензинов.
Третья группа — сырье широкого фракционного состава. Это сырье можно рассматривать как смесь дистиллятов первой и второй групп; оно содержит керосиновые и высококипящие соляровые фракции, а также некоторые продукты, получаемые при производстве масел и парафинов (экстракты, гачи, петролатумы, легкоплавкие парафины и др.). Предел выкипания дистиллятов третьей группы 210—550 °С.
Четвертая группа — промежуточное дистиллятное сырье. Оно представляет собой смесь тяжелых керосиновых фракций с легкими и средними соляровыми фракциями и имеет пределы выкипания — 250—470 °С. К ним можно отнести также и смеси, перегоняющиеся в более узких пределах, например 300—430 °С. Промежуточное сырье используется для получения автомобильных и авиационных базовых бензинов.
Керосиновые и соляровые дистилляты, вакуумные дистилляты прямой перегонки нефти являются хорошим сырьем для каталитического крекинга. Это же относится и к легкоплавким парафинам (отходам от депарафинизации масел).
Менее ценное сырье—экстракты, получаемые при очистке масляных дистиллятов избирательными растворителями так как они содержат много труднокрекируемых ароматических углеводородов. Во избежание сильного коксообразования экстракты крекируют в смеси с прямогонными соляровыми дистиллятами.
Реже в качестве сырья для каталитического крекинга используются нефти и остаточные нефтепродукты (без предварительной очистки).
При каталитическом крекинге дистиллятов прямой гонки образуется больше бензина и меньше кокса, чем при крекинге подобных (по фракционному составу) дистиллятов с установок термического крекинга и коксования. При каталитическом крекинге тяжелых вакуумных дистиллятов, мазутов и других смолистых остатков образуется много кокса. Кроме того, содержащиеся в таком сырье сернистые, азотистые и металлорганические соединения отравляют катализатор. Поэтому высокосмолистые мазуты и тем более гудроны каталитическому крекингу не подвергают.
Количество и качество продуктов каталитического крекинга зависят от характеристики перерабатываемого сырья и катализаторов, а также от режима процесса. На установках каталитического крекинга получают жирный газ, нестабильный бензин, легкий и тяжелый каталитические газойли. Иногда предусмотрен отбор легроина.
Жирный газ, получаемый на установках каталитического крекинга характеризуется значительным содержанием углеводородов изостроения, особенно изобутана. Это повышает ценность газа как сырья для дальней шей переработки.
Жирный газ установки каталитического крекинга и бензин для удаления из него растворенных легких газов поступают на абсорбционно-газофракционирующую установку[1]. Работа этой установки тесно связана с работой установки каталитического крекинга. Связь заключается не только в том, что на абсорбционно-газофракционирующую установку поступают легкие продукты с установки каталитического крекинга, но и в технологической взаимозависимости обеих установок. Так, с увеличением количества газа, образующегося при крекинге, необходимо вводить в работу дополнительный компрессор на абсорбционно-газофракционирующей установке во избежание повышения давления на установке каталитического крекинга. С увеличением температуры конца кипения нестабильного бензина приходится изменять режим бутановой колонны, чтобы не снизить глубину отбора бутан-бутиленовой фракции.
Сухой газ, получаемый после выделения бутан-бутиленовой и пропан-пропиленовой фикций, большей частью используется как энергетическое топливо.
Нестабильный бензин. При каталитическом крекинге можно вырабатывать высокооктановый автомобильный бензин или сырье для получения базового авиационного бензина путем каталитической очистки.
При производстве базового авиационного бензина исходным сырьем являются керосиновые и легкие соляровые дистилляты первичной перегонки нефти или их смеси, выкипающие в пределах 240—360 °С. Сначала получают бензин с концом кипения 220-245 °С (так называемый мотобензин). После стабилизации этот бензин поступает на дальнейшую переработку—каталитическую очистку (вторая ступень каталитического крекинга), на которой получают базовый ави. ационный бензин. Последний, в результате каталитической очистки, содержит, по сравнению с автомобильным бензином, значительно меньше олефинов и больше ароматических углеводородов, что соответственно повышает стабильность и октановое число авиационного бензина.
Базовые авиационные бензины в зависимости от свойств перерабатываемого сырья и условий процесса имеют октановые числа по моторному методу от 82 до 85, а с добавкой этиловой жидкости(3—4мл на 1 кг бензина)—от 92 до 96.
При производстве автомобильного бензина в качестве исходного сырья, как правило, используются дистилляты, полученные при вакуумной перегонке нефти и выкипающие при 300—550°С или в несколько более узких пределах. Получаемые на установках каталитического крекинга автомобильные бензины имеют октановые числа по моторному методу 78—82 (без добавки этиловой жидкости), а по исследовательскому методу 88—94 без этиловой жидкости и 95—99 с добавлением 0,8мл ТЭС на 1л.
Нестабильный бензин каталитического крекинга подвергают физической стабилизации с целью удаления растворенных в нем легких углеводородов, имеющих высокое давление насыщенных паров.
Из стабильных бензинов каталитического крекинга приготовляют авиационные бензины или используют их как высокооктановые компонента для приготовления автомобильных бензинов разных марок. Компоненты автомобильного бензина каталитического крекинга в нормальных условиях хранения достаточно химически стабильны.
Автомобильные бензины представляют собой, как правило, смеси многих компонентов. Среди них есть фракции, полученные в разных процессах, в том числе и высокооктановые продукты каталитического крекинга. В зависимости от марки бензина состав компонентов может колебаться в широких пределах. Так же, как и при приготовлении авиационных бензинов, в пределах, разрешенных стандартом, к автомобильным бензинам (кроме бензина А-72) допускается добавление этиловой жидкости.
Для обеспечения нормальной работы более экономичных двигателей с высокими степенями сжатия все больше вырабатывается высококачественных автомобильных бензинов АИ-93 и АИ-98. Эти бензины имеют октановые числа по исследовательскому методу соответственно 93 и 98 пунктов; максимально допустимая концентрация тетраэтилсвинца в бензинах не должна превышать 0,82 г на 1 кг бензина, температура конца кипения их не должна быть выше 195°С. Бензины АИ-93 и АИ-98 обладают хорошей стабильностью, что позволяет хранить их длительное время.
Легкий газойль. Легкий каталитический газойль (дистиллят с н. к. 175—200 °С и к. к. 320—350 °С) по сравнению с товарными дизельными фракциями имеет более низкое цетановое число и повышенное содержание серы. Цетановое число легкого каталитического газойля, полученного из легких соляровых дистиллятов парафинового оснований, составляет 45—56, из нафтеноароматических дистиллятов—25—35. При крекинге более тяжелого сырья цетановое число легкого газойля несколько выше, что объясняется меньшей глубиной превращения. Цетановые числа с повышением температуры крекинга снижаются. Легкие каталитические газойли содержат непредельные углеводороды и значительные количества.(28—55%) ароматических углеводородов. Температура застывания этих газойлей ниже, чем температура застывания сырья, из которого они вырабатываются.
На качество легкого газойля влияет не только состав сырья, но и катализатор и технологический режим. С повышением температуры выход легкого каталитического газойля и его цетановое число уменьшаются, а содержание ароматических углеводородов в нем повышается. Понижение объемной скорости, сопровождающееся углублением крекинга сырья, приводит к тем же результатам. При крекинге с рециркуляцией выход легкого газойля снижается (в большинстве случаев он подается на рециркуляцию), уменьшает его цетановое число и возрастает содержание в нем ароматических углеводородов.
Легкие каталитические газойли используются в качестве компонентов дизельного топлива в том случае, если смешиваемые компоненты дизельного топлива, получаемые при первичной перегонке нефти, имеют запас (превышение) по цетановому числу и содержат серы в количестве ниже нормы. В других случаях легкий газойль используют лишь в качестве сырья (или его компонента) для получения сажи (взамен зеленого масла) или в качестве разбавителя при получении мазутов. Возможно и комбинированное использование легкого газойля, В этом случае его подвергают экстракции одним из растворителей, применяемых в производстве масел селективным методом. Легкий газойль, частично освобожденный от ароматических углеводородов, после отгонки растворителя (рафинат) имеет более высокое цетановое число, чем до экстракции, и может быть использован в качестве дизельного топлива; нижний слой, содержащий большую часть ароматических углеводородов, также после отгонки растворителя (экстракт) может быть использован в качестве сырья для получения высококачественной сажи.
Тяжелый газойль. Тяжелый газойль является остаточным продуктом каталитического крекинга. Качество его зависит от технологических факторов и характеристик сырья, а также от качества легкого газойля. Тяжелый газойль может быть загрязнен катализаторной пылью; содержание серы в нем обычно выше чем в сырье каталитического крекинга. Тяжелый газойль используют либо при приготовлении мазутов, либо в качестве сырья для термического крекинга и коксования. В последнее время его использует как сырье для производства сажи.
Реакции каталитического крекинга протекают на поверхности катализатора. Направление реакций зависит от свойств катализатора, сырья и условий крекинга. В результате крекинга на поверхности катализатора отлагается кокс, поэтому важной особенностью каталитического крекинга является необходимость частой регенерации катализатора (выжигание кокса).
Для каталитического крекинга применяются алюмосиликатные катализаторы. Это природные или искусственно полученные твердые высокопористые вещества с сильно развитой внутренней поверхностью.
В заводской практике применяют алюмосиликатные активированные природные глины и синтетические алюмосиликатные катализаторы в виде порошков, микросферических частиц диаметром 0,04—0,06 мм или таблеток и шариков размером 3—6мм. В массе катализатор представляет собой сыпучий материал, который можно легко транспортировать Потоком воздуха или углеводородных паров.
На установках крекинга применяются следующие алюмосиликатные катализаторы.
1. Синтетические пылевидные катализаторы с частицами размеров 1—150 мк.
2. Природные микросферические или пылевидные катализаторы, приготовляемые из природных глин (бентониты, бокситы и некоторые другие) кислотной и термической обработкой или только термической обработкой. Размеры частиц те же, что указаны в п. 1. По сравнению с синтетическими, природные катализаторы менее термостойки и имеют пониженную активность.
3. Микросферический формованный синтетический катализатор с частицами размером 10-150 мк. По сравнению с пылевидным, микросферический катализатор при циркуляции меньше измельчается и в меньшей степени вызывает абразивный износ аппаратуры и катализаторопроводов. Удельный расход его ниже, чем расход пылевидного катализатора.
4. Синтетический катализатор в виде стекловидных шариков диаметром 3—6 мм.
5. Природные и синтетические катализаторы с частицами размером 3—4мм искаженной цилиндрической. формы. Их часто называют таблетированными, они характеризуются меньшей прочностью, чем шариковые, и используются преимущественно на установках с неподвижным катализатором.
6. Синтетические кристаллические цеолитсодержащие катализаторы, содержащие окись хрома (что способствует лучшей регенерации), а также окиси, редкоземельных металлов (улучшающие селективность катализатора и увеличивающие выход бензина с некоторым улучшением его свойств). Они вырабатываются гранулированными—для установок с нисходящим потоком катализатора — и микросферическими — для установок в кипящем слое.
1.Назначение процесса. В настоящее время каталитический риформинг стал одним из-ведущих процессов нефтеперерабатывающей и нефтехимической промышленности. С его помощью удается улучшать качество бензиновых фракций и получать ароматические углеводороды) особенно из сернистых и высокосернистых нефтей. В последнее время были разработаны процессы каталитического риформинга для получения топливного газа из легких углеводородов. Возможность выработки столь разнообразных продуктов привела к использованию в качестве сырья не только бензиновых фракций прямой перегонки нефти, но и других нефтепродуктов.
До массового внедрения каталитического риформинга применялся термический риформинг и комбинированный процесс легкого крекинга тяжелого сырья (мазута, полугудрона и гудрона) и термического риформинга бензина прямой перегонки. В дальнейшем термический риформинг прекратил свое существование ввиду низких технико-экономических показателей по сравнению с каталитическим. При термическом риформинге выход бензина на 20—27% меньше и октановое число его на 5—7 пунктов ниже, чем при каталитическом риформинге. Кроме того, бензин термического риформинга нестабилен.
Процесс каталитического риформинга осуществляют при сравнительно высокой температуре и среднем давлении, в среде водородсодержащего газа. Каталитический риформинг проходит в среде газа с большим содержанием водорода (70—80 объемн. %). Это позволяет повысить температуру процесса, не допуская глубокого распада углеводородов и значительного коксообразования. В результате увеличиваются скорость дегидрирования нафтеновых углеводородов и скорости дегидроциклизации и изомеризации парафиновых углеводородов. В зависимости от назначения процесса, режима и катализатора в значительных пределах изменяются выход и качество получаемых продуктов. Однако общим для большинства систем каталитического риформинга является образование ароматических углеводородов и водородсодержащего газа.
Назначение процесса каталитического риформинга, а также требования, предъявляемые к целевому продукту, требуют гибкой в эксплуатации установки. Необходимое качество продукта достигается путем подбора сырья, катализатора и технологического режима.
Получаемый в процессе каталитического риформинга водородсодержащий газ значительно дешевле специально получаемого водорода; его используют в других процессах нефтепереработки, таких, как гидроочистка и гидрокрекинг. При каталитическом риформинге сырья со значительным содержанием серы или бензинов вторичного происхождения, в которых есть непредельные углеводороды, катализатор быстро отравляется. Поэтому такое сырье перед каталитическим риформингом целесообразно подвергать гидроочистке. Это способствует большей продолжительности работы катализатора без регенерации и улучшает технико-экономические показатели работы установки.
2. Режим работы установок. На рисунке показана принципиальная схема установки каталитического риформинга. Рассмотрим режим работы отдельных ее узлов.
Перед каталитическим риформингом сырье подвергают гидроочистке рециркулирующим водородсодержащим газом. После гидроочистки продукты поступают в отпарную колонну 3. С верха ее выводятся сероводород и водяные пары, а с низа — гидрогенизат. Гидрогенизат вместе с рециркулирующим водородсодержащим газом нагревается в змеевиках печи 5и поступает в реакторы 6каталитического риформинга. Продукты, выходящие из зоны реакции, охлаждаются и разделяются в сепараторе 2на газовую и жидкую фазы. Жидкие продукты фракционируют с целью получения компонента автомобильного бензина с заданным давлением насыщенных паров или других продуктов (например, сжиженного нефтяного газа, ароматических углеводородов и т. д.). Богатый водородом газ направляют на рециркуляцию, а избыток его выводят из системы и используют в других процессах.
Рассмотрим влияние давления, температуры и других факторов на результаты каталитического риформинга.
Давление. Высокое давление способствует более_длительной работе катализатора; частично это происходит вследствие того, что закоксовывание катализатора (в особенности платины) и чувствительность его к отравлению сернистыми и другими ядами значительно уменьшаются с повышением давления. Повышение давления увеличивает скорость реакций гидрокрекинга и деалкилирования, при этом равновесие сдвигается в сторону образования парафинов. Снижение рабочего, а следовательно, и парциального давления водорода способствует увеличению степени ароматизации парафиновых и нафтеновых углеводородов.
Рис. Принципиальная технологич. схема установки кат. риформинга.
Температура. Применительно к каталитическому риформингу повышение температуры способствует образованию ароматических углеводородов и препятствует протеканию обратной реакции, а также превращению некоторых изомеров нафтеновых углеводородов в парафиновые, которые легче подвергаются гидрокрекингу, С повышением температуры в процессе каталитического риформинга уменьшается выход стабильного бензина и снижается концентрация водорода в циркулирующем газе. Это объясняется тем, что при более высоких температурах увеличивается роль гидрокрекинга. С увеличением температуры возрастает выход более легких углеводородов — пропана, н-бутана и изобутана (очевидно, это происходит за счет усиления реакций гидрокрекинга углеводородов, как содержащихся в сырье, так и вновь образующихся в процессе каталитического риформинга). Увеличивается также содержание ароматических углеводородов в бензине и возрастает его октановое число. В результате увеличивается образование водорода и давление насыщенных паров бензина, возрастает и содержание в нем фракций, выкипающих до 100 °С.
Объемная скорость . Объемную скорость можно повысить, увеличив расход свежего сырья или уменьшив загрузку катализатора в реакторы. В результате уменьшается время контакта реагирующих и промежуточных продуктов с катализатором. С повышением объемной скорости увеличивается выход стабильного продукта и содержание водорода в циркулирующем газе, снижается выход водорода и легких углеводородов и, что особенно важно, уменьшается выход ароматических углеводородов. Таким образом, с повышением объемной скорости ресурсы ароматических, углеводородов при каталитическом риформинге снижаются, а выход бензина, хотя и увеличивается, но октановое число его становится меньше; давление насыщенных паров бензина и содержание в нем ароматических углеводородов и фракций, выкипающих до 100 °С, также уменьшаются.
С увеличением объемной скорости преобладающую роль в процессе начинают играть реакции, протекающие быстрее: дегидрирование нафтеновых углеводородов, гидрокрекинг тяжелых парафиновых углеводородов и изомеризация углеводородов С4 и С5. Что же касается реакций, требующих большого времени (дегидроциклизации, деалкилирования и гидрокрекинга легких углеводородов), их роль снижается.
Соотношение циркулирующий водородсодержащий газ: сырье можно регулировать в широких пределах. Нижний предел определяется минимально допустимым количеством газа, подаваемого для поддержания заданного парциального давления водорода, а верхний — мощностью газокомпрессорного оборудования.
Увеличение соотношения водородсодержащий газ: сырье проявляется в двух противоположных направлениях. Повышение парциального давления водорода подавляет реакции дегидрирования, но, с другой стороны, увеличение количества газа, циркулирующего через реактор, уменьшает падение в них температуры, в результате чего средняя температура катализатора повышается, и скорость протекающих реакций увеличивается. Влияние второго фактора — повышения температуры катализатора — преобладает. Для поддержания постоянного октанового числа риформинг-бензина, вероятно, необходимо снизить температуру на входе в реактор.
Жесткость процесса.В последнее время в теории и практике каталитического риформинга стали пользоваться понятием «жесткость». Жестким называют режим, обеспечивающий получение бензина с определенными свойствами (с определенным октановым числом, причем более высокому числу соответствует более жесткий режим каталитического риформинга).
В зависимости от жесткости риформинга октановое число бензина можно довести до 93—102 по исследовательскому методу без ТЭС. Чем выше октановое число, тем больше содержится в бензине ароматических углеводородов. В зависимости от исходного сырья это достигается за счет не только повышения температуры, но и путем изменения давления. Обычно в сырье много парафиновых углеводородов и получение бензинов с повышенными октановыми числами обусловлено повышением температуры и высокого давления. При риформинге высококачественного (с относительно большим содержанием нафтеновых углеводородов), но сравнительно редко встречающегося сырья тот же результат достигается при давлении около 25 Ат и при несколько более высокой температуре.
Наибольшее практическое значение приобрели процессы каталитического риформинга на катализаторах, содержащих платину. Такие процессы осуществляются в среде водородсодержащего газа (70—90 объемн.% водорода) при следующих условиях: 470—530 °С, 10—40 ат, объемная скорость 1—Зч-1, соотношение циркулирующий водородсодержащий газ: сырье = 600—1800м3 /м3.
3.Химические основы процесса. Вначале 20 в. Н. Д. Белинский показал, что на платиновом и палладиевых катализаторах можно без побочных реакций проводить каталитическую дегидрогенизацию (дегидрирование) шестичленных нафтеновых углеводородов с образованием ароматических углеводородов. Дегидрогенизацию нафтеновых углеводородов при воздействии окислов металлов наблюдали в 1911 г. В. Н. Ипатьев с Н. Довлевичем и в 1932 г. В. Лозье и Дж. Воген.
В 1936 г. одновременно в трех лабораториях Советского Союза была открыта реакция дегидроциклизации парафиновых углеводородов в ароматические. Б. Л. Молдавский и Г. Д. Камушер осуществили эту реакцию при 450—470 °С на окиси хрома, В. И. Каржев, М. Г. Северьянов и А. Н. Снова— при 500— 550 °С на медь-хромовом катализаторе, Б. А. Казанский и А. Ф. Платэ осуществили дегидроциклизацию парафиновых углеводородов с применением платины на активированном угле при 304—310 °С. В дальнейших работах Б. А. Казанского с сотр. была показана возможность дегидроциклизации н-гексана в бензол с применением алюмохромокалиевого катализатора. Указанные исследования, положившие научные основы процесса каталитического риформинга, позволили разработать и осуществить ряд периодических и непрерывных процессов каталитического риформинга.
Ниже рассмотрены основные реакции, протекающие при каталитическом риформинге.
Дегидрирование нафтенов с образованием ароматических углеводородов можно показать на следующем примере:
Реакция дегидрирования нафтенов играет весьма важную роль в повышении октанового числа бензина за счет образования ароматических углеводородов. Из нафтеновых углеводородов наиболее полно и быстро протекает дегидрирование шестичленных циклов.
Исходные нафтеновые углеводороды, содержащиеся в бензине, имеют октановые числа 65—80 пунктов по исследовательскому методу. При высоком содержании нафтеновых углеводородов в сырье резко увеличивается выход ароматических углеводородов, например выход бензола — на 30—40%. Увеличение октанового числа бензина во многом зависит от содержания в нем непревращенных парафиновых углеводородов, так как именно они значительно снижают октановое число. Вот почему дегидрирование нафтеновых углеводородов должно сопровождаться одновременным протеканием других реакций — только в этом случае можно достигнуть высокой эффективности каталитического риформинга.
При процессах каталитического риформинга протекают также реакции Дегидрирования парафиновых углеводородов до олефинов, но это мало повышает октановое число бензина и снижает его стабильность при хранении. Реакция дополнительно усложняется тем, что разрыв связей углерод — углерод протекает в большей степени, чем разрыв связей углерод — водород. Кроме того, при температурах, необходимых для протекания дегидрирования парафинов, одновременно идет и циклизация этих углеводородов. Поэтому при дегидрировании парафиновых углеводородов часто вначале образуются нафтеновые (циклические) углеводороды, которые потом превращаются в ароматические:
Иногда эти две стадии объединяют вместе, и тогда реакция носит название дегидроциклизации. Следует отметить, что дегидрирование парафинов (с образованием олефинов) протекает при более высокой температуре, чем дегидроциклизация.
В результате Гидрокрекинга высокомолекулярных парафинов образуются два или несколько углеводородов с более низким молекулярным весом, например
Поэтому иногда реакцию называют деструктивным гидрированием. Реакция гидрокрекинга высокомолекулярных углеводородов с образованием углеводородов меньшего молекулярного веса (наряду с гидрированием и дегидроциклизацией) может играть важную роль в повышении октанового числа бензина риформинга. Реакции гидрокрекинга, вероятно, протекают за счет передачи гидрид-ного иона катализатору с образованием карбоний-иона, последующее расщепление которого дает олефиновый углеводород и новый карбоний-ион. Положительное значение гидрокрекинга заключается в образовании низкокипящих жидких углеводородов с более высоким октановым числом и меньшей плотностью, чем исходное сырье.
Катализатор оказывает большое влияние на реакцию гидрокрекинга. Характер реакции можно изменять соответствующим выбором катализатора. В качестве примера можно отметить, что при гидрировании парафиновых углеводородов нормального строения в присутствии никеля на алюмосиликате протекает не только гидрокрекинг, но и изомеризация. Если водород заменить азотом, то изомеризация не протекает.
Изомеризация н-парафинов, протекающая при риформинге, приводит к образованию разветвленных углеводородов:
Следует отметить, что пентановые и гексановые фракции прямогонного бензина и без риформинга имеют сравнительно высокое октановое число. Изомеризация нормальных парафинов С7 —С10 теоретически должна дать значительное повышение октановых чисел, но практически в существующих условиях каталитического риформинга эта реакция не протекает. Вместо нее указанные углеводороды вступают в реакции гидрирования и гидрокрекинга. Поэтому реакция изомеризации играет при процессах каталитического риформинга лишь подсобную роль. Например, ароматизация замещенных пятичленных нафтенов основывается, как указывалось выше, на способности катализатора изомеризовать эти нафтены в шестичленные, которые наиболее легко дегидрируются до ароматических углеводородов.
Дегидроциклизацию парафинов можно показать и на следующем примере
Т. е. из одной молекулы н-гексана образуются одна молекула бензола и четыре молекулы водорода, и общий объем образовавшихся продуктов в 5 раз превышает объем непревращенного н-гексана. Дегидроциклизация парафинов с образованием ароматических углеводородов стала одной из важнейших реакций каталитического риформинга.
Каталитическая дегидроциклизация парафинов протекает с предпочтительным образованием гомологов бензола с максимальным числом метильных заместителей в ядре, которое допускается строением исходного углеводорода. При увеличении молекулярного веса парафиновых углеводородов реакция дегидроциклизации облегчается.
Возможные пути перехода от парафиновых углеводородов к ароматическим можно выразить следующей схемой;
Каталитическая дегидроциклизация парафиновых углеводородов осуществляется в присутствии эффективного катализатора. В настоящее время изучено большое количество катализаторов. Наибольшее применение имеют окиси хрома и молибдена на носителях в присутствии добавок (платина, палладий, церий и кобальт). Установлено, что дегидроциклизация на алюмохромовом катализаторе в значительной степени подвержена влиянию давления: при низких давлениях степень превращения сырья повышается. В противоположность этому, на алюмомолибденовых катализаторах степени превращения при высоких и низких давлениях примерно одинаковы.
В присутствии платинового катализатора возможны два механизма дегидроциклизации: 1) непосредственное образование ароматических углеводородов из парафинов и 2) образование шести-членных нафтенов с их последующей дегидрогенизацией. В присутствии окисных катализаторов парафиновые углеводороды могут превращаться в ароматические углеводороды и через олефины. В последнее время Б. А. Казанский с сотр. разработал и рекомендовал алюмохромокалиевый катализатор для реакций дегидрирования и дегидроциклизации различных углеводородов. Испытания этого катализатора на лабораторных и пилотных установках показали его высокие качества.
Процесс дегидроциклизации н-парафинов обладает рядом преимуществ и в сочетании с процессом риформинга может быть успешно использован в промышленности. Выход бензола в этом процессе в 2—3 раза превосходит его выход при риформинге.
Реакции ароматических углеводородов. При каталитическом риформинге некоторая часть ароматических углеводородов (содержащихся в сырье и образующихся в процессе риформинга) разлагается. В жестких условиях процесса парафины нормального строения превращаются в ароматические углеводороды, но в результате дегидроциклизации средний молекулярный вес образующихся ароматических углеводородов оказывается меньше, чем у ароматических углеводородов, получаемых в мягких условиях. Уменьшение содержания ароматических углеводородов C9 —С10 ивыше при большой жесткости режима объясняется, вероятно, отщеплением боковых цепей и даже разрывом бензольного ядра. Примерная схема процессов, происходящих при каталитическом риформинге, следующая (на примере н-гептана):
Подбирая условия процесса, можно регулировать протекание указанных выше реакций. Получаемый при каталитическом риформинге бензин является смесью ароматических углеводородов с изопарафиновыми и вследствие этого обладает высокими антидетонационными свойствами. Он очень стабилен и почти не содержит серы.
В качестве сырья для каталитического риформинга обычно используют бензиновые фракции первичной перегонки нефтей. Пределы выкипания этих фракций колеблются в широком интервале— от 60 до 210°С. Для получения ароматических углеводородов в большей части используют фракции, выкипающие при 60— 105 или при 60—140°С, а для получения высокооктановых автомобильных бензинов — фракции 85—180 °С. Иногда широкую фракцию, выделяемую на установке первичной перегонки нефти, дополнительно разгоняют на более узкие фракции на установках вторичной перегонки.
На рис. 61 показана зависимость октанового числа бензина от его выхода при каталитическом риформинге различных фракций (62—140, 85—140 и 105—140°С), полученных при первичной перегонке сернистых нефтей. С утяжелением сырья в пределах 85— 140 °С уменьшается содержание ароматических углеводородов и несколько снижается октановое число бензинов. Важно подчеркнуть, что между выходом бензина при риформинге и его октановым числом существует определенная зависимость — с повышением октанового числа (независимо от метода определения) выход бензина уменьшается. Эта же зависимость подтверждается данными приведенными на рис. 62 и 63. Сопоставление результатов рифор-минга фракций 85—140 °С (при 20 Ат) и 140—180 °С (при 40 Ат) с результатами риформинга широкой фракции 85—180 °С при 20 Ат показывает, что в случае риформинга фракции 85—180 °С выход бензина с октановым числом 95 (по исследовательскому методу) возрастает на 2—2,5%.
Однако раздельный риформинг бензиновых фракций имеет некоторые преимущества: большая продолжительность работы катализатора без регенерации, лучшая маневренность в работе и т. д. Поэтому выбор того или иного варианта получения высокооктанового бензина определяется с учетом конкретных условий работы нефтеперерабатывающего завода. Весьма важно учитывать возможность и целесообразность получения ароматических углеводородов.
В процессе каталитического риформинга образуются газы и жидкие продукты (риформат). Риформат можно использовать как высокооктановый компонент автомобильных и авиационных бензинов или направлять на выделение ароматических углеводородов, а газ, образующийся при риформинге, подвергают разделению.
Высвобождаемый при этом водород частично используют для пополнения потерь циркулирующего водородсодержащего газа и для гидроочистки исходного сырья (если она есть), но большую же часть водорода с установки выводят.
Такой водород значительно дешевле специально получаемого. Именно этим объясняется его широкое применение в процессах, потребляющих водород, особенно при гидроочистке нефтяных дистиллятов..
Кроме водородсодержащего газа из газов каталитического риформинга выделяют сухой газ (C1 —С2 или С1 —С3 ) и сжиженные газы (Сз—С4 ); в результате получают стабильный дебутанизированный бензин.
В ряде случаев на установке (в стабилизационной ее секции) получают стабильный бензин с заданным давлением насыщенных паров. Это имеет значение для производства высокооктановых компонентов автомобильного или авиационного бензина. Для получения товарных автомобильных бензинов бензин риформинга смешивают с другими компонентами (компаундируют). Смешение вызвано тем, что бензины каталитического риформинга содержат 60—70% ароматических углеводородов и имеют утяжеленный состав, поэтому в чистом виде они непригодны для использования. В качестве компаундирующих компонентов могут применяться легкие бензиновые фракции (н. к. 62 °С) прямой перегонки нефти, изомеризаты и алкилаты. Поэтому для увеличения производства высокооктановых топлив на основе бензинов риформинга необходимо расширять производства высокооктановых изопарафиновых компонентов. В табл. 21 приведены данные о составе высокооктановых автомобильных бензинов, полученных компаундированием соответствующих фракций каталитического риформинга и изопарафиновых компонентов.
Для получения автомобильного бензина с октановым числом 95 (по исследовательскому методу) риформинг-бензин должен иметь октановое число на 2—3 пункта больше. Это компенсирует уменьшение октанового числа бензина при разбавлении его изопарафиновыми компонентами.
С увеличением количества изокомпонента чувствительность бензина (разница в его октановых числах по исследовательскому и моторному методам) снижается, так как октановые числа чистых изопарафиновых углеводородов по моторному и исследовательскому методам практически совпадают
Было установлено, что подвергать изомеризации н-гексан, выделенный из рафината каталитического риформинга, нецелесообразно. Лучше получать изокомпонент из пентановой фракции бензина прямой перегонки нефти и выделять изогексановую фракцию из рафината каталитического риформинга.
Катализаторы риформинга обычно обладают двумя функциями: кислотной и дегидрирующей. В качестве катализаторов обычно используют платину на окиси алюминия. Кислотные свойства катализатора определяют его крекирующую и изомеризующую активность. Кислотность имеет особенно большое влияние при переработке сырья с большим содержанием парафиновых углеводородов: инициирование кислотными катализаторами реакций гидрокрекинга парафинов и изомеризации пятичленных нафтенов в шестичленные с последующей их дегидрогенизацией и дегидроциклизацией (в результате дегидрирующей способности катализатора) ведет к образованию ароматических углеводородов.
Платиновый компонент катализатора обладает дегидрирующей функцией. Он ускоряет реакции гидрирования и дегидрирования и, следовательно, способствует образованию ароматических углеводородов и непрерывному гидрированию и удалению промежуточных продуктов, способствующих коксообразованию. Содержание платины обычно составляет 0,3—0,65 вес.%; при снижении этой величины уменьшается устойчивость катализатора против ядов. Но и чрезмерное содержание металла нежелательно: при повышении концентрации платины усиливаются реакции деметилирования и расщепления нафтеновых углеводородов. Другим фактором, ограничивающим содержание платины в катализаторе, является ее высокая стоимость.
Таким образом, кислотная функция катализатора необходима для протекания реакций гидрокрекинга и изомеризации, а дегидрирующая— для процессов дегидрирования. Сочетание этих двух функций определяет качество бифункционального катализатора риформинга.
5.2. Промышленные катализаторы риформинга. В промышленности применяются следующие катализаторы: платиновые (носители— окись алюминия, промотированная фтором или хлором, алюмосиликат, цеолит и др.); палладиевые (носители те же, что и для платины); сернистый вольфрамоникелевый; окисный алюмомолиб-деновый (
10% окиси молибдена на окиси алюминия); алюмо-хромовый (32% окиси хрома и 68% окиси алюминия); алюмо-кобальтмолибденовый (молибдат кобальта на носителе — окиси алюминия, стабилизированной кремнеземом). Наиболее широкое применение нашли алюмоплатиновые катализаторы. В последнее время в состав катализаторов с платиной и палладием стали вводить редкоземельные элементы. Некоторое распространение получили также цеолитсодержащие катализаторы.
5.3. Требования к катализаторам. Катализаторы риформинга должны обладать высокой активностью в реакциях ароматизации; достаточной активностью в реакциях изомеризации парафинов; умеренной или низкой активностью в реакциях гидрокрекинга; высокой селективностью (показателем которой может служить выход риформата при заданном октановом числе или заданном выходе ароматических углеводородов); высокой активностью гидрирования продуктов уплотнения; термической устойчивостью и возможностью восстановления активности путем регенерации непосредственно в реакторах; устойчивостью к действию сернистых и азотистых соединений, кислорода, влаги, солей тяжелых металлов и других примесей; стабильностью (способностью сохранять первоначальную активность в течение продолжительного срока работы); невысокой стоимостью.
6. Классификация промышленных процессов. Промышленные процессы каталитического риформинга часто подразделяют на процессы на платиновых катализаторах и на катализаторах, не содержащих драгоценный металл.
Процессы каталитического риформинга можно классифицировать и по способу регенерации катализатора: без регенерации и с регенерацией. Регенеративные процессы в свою очередь можно разделить на процессы с непрерывной и периодической регенерацией катализатора; при такой классификации процессы характеризуются еще и состоянием катализатора. Неподвижный (стационарный) слой характерен для процессов с периодической регенерацией, а движущийся — для процессов с непрерывной регенерацией. Процессы с периодической регенерацией подразделяются на процессы с межрегенерационным периодом более 50 и менее 50 дней.
Реакции, протекающие при каталитическом риформинге, за исключением изомеризации, идут с поглощением тепла, поэтому в условиях промышленных установок проблема подвода тепла имеет исключительное значение. Первой установкой риформинга была установка гидроформинг на неподвижном алюмомолибденовом катализаторе (40-е годы), Процесс был разработан для получения толуола высокой чистоты, предназначенного для нитрования. После окончания второй мировой войны значительная часть установок риформинга была переведена на производство автомобильного бензина.
Промышленное применение платиновых катализаторов для риформинга началось с процесса платформинга (1949 г.). В дальнейшем было разработано много других типов установок каталитического риформинга.
Примером нерегенеративного каталитического риформинга может служить платформинг — процесс, осуществляемый в адиабатическом режиме на платиновом катализаторе. Сырье смешивается с циркулирующим водородсодержащим газом и, пройдя через теплообменники, поступает в печь. Тепло для реакции, протекающей в первом (головном) реакторе, подводится в первом змеевике печи промежуточного нагрева, что позволяет регулировать температуру потока на входе во второй реактор. Тепло, затрачиваемое на протекание эндотермических реакций во втором реакторе, подводится во втором змеевике печи промежуточного нагрева и т. д. Продукты реакции, выходящие из последнего реактора, через теплообменникпоступают в холодильник, а затем в сепаратор. Часть газа, отделившаяся в сепараторе, возвращается в систему, а избыток выводится из системы. Жидкий продукт из сепаратора направляется в стабилизационную колонну
Примером каталитического риформинга с периодической регенерацией (продолжительность работы катализатора менее 50 дней) может служить процесс ультраформинга. Сырье с циркулирующим газом нагревается и проходит последовательно через пять реакторов, работающих в адиабатическом режиме, обеспечиваемом промежуточным нагревом сырья в печах. Имеется и резервный реактор, который включают в схему на период проведения регенерации в любом из остальных пяти реакторов.
1. Назначение процесса. Как известно, недостатком крекинга является образование кокса, что обусловливает значительное уменьшение выхода крекинг-бензина. Для устранения коксообразования при крекинге необходим ввод водорода, восполняющего убыль из-за разложения легких продуктов, богатых водородом. Поэтому логическим продолжением обычного крекинга является крекинг в присутствии водорода. Промышленные процессы такого типа именуются гидрогенизационными.
Гидрогенизация есть совокупность реакций присоединения водорода, протекающих под влиянием катализаторов в соответствующих условиях. Процессы гидрогенизации при нормальном давлении не нашли применения в нефтяной промышленности, так как они требуют очень «нежных» катализаторов (легко отравляемых сернистыми и другими вредными соединениями, всегда присутствующими в нефтепродуктах). При высокой температуре повышенное давление водорода не только предохраняет ароматические углеводороды от конденсации, но также способствует разложению нежелательных высококонденсированных ароматических углеводородов.
Гидрогенизационные процессы, применяемые в нефтяной промышленности, протекают в присутствии катализаторов при 250— 430 °С, 30—320 ат, объемной скорости 0,5—10 ч-1 и циркуляции водородсодержащего газа 360—600 м3 /м3 сырья. При этом происходит разложение высокомолекулярных соединений, в том числе содержащих серу и азот, с образованием сероводорода и аммиака. Сероводород может образоваться также в результате реакций некоторых более простых сернистых соединений с водородом, содержащимся в циркулирующем газе. Катализаторы, применяемые при гидрогенизации, выполняют в основном две функции: гидрирующую (реакции с сернистыми, кислородными и азотистыми соединениями) и расщепляющую (крекирующую).
В зависимости от свойств катализатора, от режима, качества сырья и целевого продукта гидрогенизационные процессы значительно отличаются друг от друга. Эти процессы можно применять для синтеза ряда продуктов, например аммиака и метилового спирта. С ними связано, производство твердых жиров из жидких, а также получение более качественных продуктов из угольных и сланцевых смол.
В нефтеперерабатывающей промышленности применением гидрогенизационных процессов решена важная проблема переработки сернистых и высокосернистых нефтей с получением высококачественных нефтепродуктов и серы или серной кислоты. Направление и выбор конкретного процесса, как и подбор технологии, зависят от цели, которую ставят производственники. Основной целью гидрирования (или гидроочистки) обычно является улучшение качества продукта без значительного изменения его углеводородного состава. В других случаях требуется получать продукты с измененным углеводородным составом, и тогда приходится осуществлять процессы деструктивной гидрогенизации и гидрокрекинга.
В исследование гидрогенизационных процессов большой вклад внесли Н. Д. Зелинский, А. Е. Фаворский, С. В. Лебедев, С. А. Фокин, В. Н. Ипатьев, И. Д. Тиличеев, Д. И. Орочко, М. С. Немцов и В. П. Молдавский…
Большое значение имеет проблема обеспечения гидрогенизационных установок водородом. Расход водорода зависит от условий процесса и состава перерабатываемого сырья. Чем выше давление и содержание серы в сырье, тем больше расход водорода. Так, при увеличении давления в три раза расход водорода возрастает в 3,2—3,3 раза. Расход водорода тем выше, чем большую роль в процессе играет крекирующая функция катализатора. Меньше всего водорода расходуется при гидроочистке дистиллятов, т. е. в процессах, где преобладает гидрирующая функция катализатора. При переработке фракций из одной и той же нефти расход водорода увеличивается по мере увеличения молекулярного веса фракции. Следует отметить, что специально получаемый водород значительно дороже водорода, получаемого при каталитическом риформинге.
2. Основные параметры процессов. К основным параметрам гидрогенизационных процессов, как и других каталитических процессов, описанных ранее, относятся температура, давление, объемная скорость подачи сырья, количество циркулирующего водородсодержащего газа и содержание в нем водорода.
Температура. С повышением температуры жесткость процесса возрастает, что приводит к снижению содержания серы, азота, кислорода и металлов в продуктах гидрогенизации. По мере повышения температуры расход водорода увеличивается, а затем может несколько снизиться, так как могут начаться реакции дегидрирования. Однако до этого момента расход водорода возрастает весьма быстро при увеличении температуры. Поэтому рекомендуется поддерживать температуру процесса возможно более низкой, естественно, если это не отражается на качестве получаемых продуктов. При этом надо стремиться еще и к тому, чтобы свести к минимуму скорость отравления катализатора. При гидроочистке температуру поддерживают в пределах 260—415 °С. Если температура выше, например 400—455 °С, преобладающими становятся реакции гидрокрекинга.
Давление в гидрогенизационных процессах следует рассматривать комплексно — учитывать общее давление в системе и парциальное давление водорода в циркулирующем газе. С повышением парциального давления водорода увеличивается скорость гидрирования и достигается более полное удаление серы, азота, кислорода и металлов, а также насыщение непредельных углеводородов; на катализаторах, вызывающих деструкцию (гидрокрекинг), снижается содержание ароматических углеводородов и асфальтенов и уменьшается закоксованность катализаторов, что увеличивает срок их службы. Целесообразно также поддерживать содержание водорода в циркулирующем газе на максимально возможном уровне.
Влияние парциального давления водорода на процесс гидроочистки показано на рисунке (см. ниже)
Процесс гидроочистки лучше вести при повышенном парциальном давлении водорода — в циркулирующем газе должно быть 75—90 объемн.% Н2 (во всяком случае, не менее 60 объемн,%).
Рис. Влияние парциального давления водорода на степень гидрирования сернистых соединений в тяжелом циркулирующем крекинг-газойля:
Если ресурсы водорода недостаточны, чтобы поддерживать данный режим, парциальное давление водорода приходится снижать, а для уменьшения расхода водорода — повышать температуру. Последнее обеспечивает усиление дегидрогенизации нафтеновых углеводородов. Однако значительное повышение температуры усиливает реакции гидрокрекинга, что нежелательно, так как это уменьшает выход целевых продуктов и сокращает срок службы катализатора. Снижение давления в реакторах гидроочистки с 40—50 до 28—30 Ат позволило сократить расход водорода на установке на 30% без ухудшения качества очистки. Межрегенерационныйный период работы катализатора составил восемь месяцев. В дальнейшем были разработаны условия процесса с меньшим потреблением водорода. Они благоприятствуют наилучшему дегидрированию нафтеновых углеводородов, способствуя в то же время частичной гидрогенизации сернистых и смолистых соединений.
Объемная скорость подачи сырья может сильно влиять на результаты гидрогенизации. Повышение скорости ведет к снижению интенсивности реакций, вследствие этого снижаются расход водорода и коксообразование. Чем легче продукт, подвергаемый гидрированию, тем более высокую объемную скорость можно поддерживать в процессе. Обычно объемную скорость поддерживают на уровне 0,5—7 ч-1 .
При переработке продуктов, полученных из вторичных процессов, объемную скорость приходится снижать по сравнению со скоростью переработки продуктов такого же фракционного состава, но полученных при первичной переработке нефти. Так, при переработке фракции 240—350 °С первичной переработки сернистой нефти типа Ромашкинской объемную скорость можно поддерживать на уровне 4 ч-1, а при переработке такой же фракции и из той же нефти, но полученной на установках вторичной переработки (термического и каталитического крекинга), объемную скорость приходится снижать до 2—1,5 ч-1 .
Важное значение имеет и содержание серы в перерабатываемом сырье: чем оно выше, тем ниже должна быть объемная скорость, так как скорость гидрирования органических сернистых соединений выше, чем для других соединений (за исключением кислородсодержащих).
Выбор объемной скорости в значительной степени зависит от природы и фракционного состава сырья, а также от технологии его получения (первичная перегонка или вторичные процессы). При переработке того или иного сырья необходимо выдерживать объемные скорости, соответствующие данному сырью. Если на установку направляется новый вид сырья, приходится менять объемную скорость; при этом меняется производительность установки и другие параметры технологического режима. Если новое сырье, по сравнению с ранее перерабатываемым, позволяет повысить объемную скорость, производительность установки будет повышаться.
При неизменных температурах, объемной скорости и общем давлении соотношение циркулирующего водородсодержащего газа и сырья влияет на долю испаряющегося сырья, парциальное давление водорода и продолжительность контакта с катализатором.
Скорость реакции. Хотя скорости реакций гидрогенизации различных нефтепродуктов изучены недостаточно, некоторые закономерности все же выявлены. Как правило, кислородсодержащие соединения гидрируются легче, чем сернистые с такими же углеводородными радикалами, а эти, в свою очередь, легче, чем соответствующие азотсодержащие соединения. На активных катализаторах, если в сырье нет катализаторных ядов, обеспечивается гидрирование непредельных углеводородов. Скорость гидрирования зависит не только от режима, но и от фазового состояния, активности и структуры катализатора.
Температура влияет не только на скорость реакций, протекающих на поверхности катализатора, но и на диффузию (особенно в
Гетерофазных системах) к активным центрам внутри катализатора. Вследствие увеличения летучести углеводородов при повышении температуры уменьшается количество жидкой фазы, что ведет к увеличению скорости диффузии. Повышение температуры в целях увеличения скорости реакции может привести к нежелательным реакциям, что значительно снижает выход целевых продуктов в результате образования большого количества газа и кокса.
3. Химические основы процесса. При различных гидрогенизационных процессах протекает большое число реакций. Как правило, с повышением температуры усиливаются реакции гидрокрекинга, т. е. реакции, при которых происходит разрыв связей С—С, например деалкилирование, разрыв колец, разрыв цепей. Если парциальное давление водорода недостаточно высоко, одновременно происходит также разрыв связей С—Н, сопровождающийся выделением Н2 и образованием олефинов и ароматических углеводородов.
В реакциях гидрирования непредельные углеводороды, образующиеся в результате расщепления крупных молекул, присоединяют водород и превращаются в предельные углеводороды. В первую очередь гидрированию подвергаются диены. Олефины играют наибольшую роль в процессе, они легко гидрируются в присутствии катализаторов даже при обычной температуре. Однако большинство катализаторов, содержащих металлы, отравляется серой, поэтому на промышленных установках гидрирования олефинового сырья, содержащего сернистые соединения, применяют окислы или сульфиды молибдена, вольфрама или хрома, иногда в сочетании с окислами или сульфидами металлов VIII группы. Такие окисносульфидные катализаторы обладают высокой активностью при сравнительно умеренных температурах и повышенных давлениях. Ненасыщенные, особенно циклоолефиновые, соединения насыщаются значительно легче, чем ароматические. Правда, в отсутствие катализаторных ядов никель и платина способны гидрировать ароматические углеводороды при комнатной температуре.
Реакции гидрокрекинга очень сложны — наряду с расщеплением и гидрированием протекают изомеризация, разрыв и перегруппировка циклов, алкилирование, гидродеалкилирование и т. д. Исследования показали, что механизм гидрокрекинга сходен с механизмом каталитического крекинга, но усложнен реакциями гидрирования. Быстрое гидрирование олефиновых углеводородов, образующихся при крекинге, предотвращает образование кокса на катализаторе и обеспечивает поддержание крекирующей активности катализатора. Это, а также сравнительно высокое парциальное давление водорода в системе обусловливает быстрое протекание крекинга при более низких температурах, чем при обычном каталитическом крекинге, и обеспечивает более длительную работу катализатора без регенерации.
Гидрокрекинг парафинов с низким молекулярным весом при гидрировании нефтяных фракций нежелателен, так как он приводит к образованию легких углеводородов, вплоть до метана. При переработке высококипящих фракций и нефтяных остатков гидрокрекинг парафинов желателен, так как в результате ‘образуются парафины, по температуре кипения соответствующие светлым нефтепродуктам. Такие реакции протекают под давлением и в присутствии окисных или сульфидных катализаторов. Скорость этих процессов лишь немногим больше скорости термического крекинга.
Гидрокрекинг олефинов протекает значительно легче, чем гидрокрекинг парафинов. Однако можно предполагать, что гидрокрекинг углеводородов обоих классов протекает с образованием одних и тех же промежуточных продуктов.
Нафтены расщепляются на углеводороды С3 —С4, причем шестичленные нафтены в значительной степени изомеризуются в пятичленные; у некоторых, например у метилциклопентана, происходит раскрытие цикла без расщепления. Гидрокрекинг полициклических нафтенов, например декалина, протекает легче, чем гидрокрекинг соответствующих нормальных парафинов (C10 H22 ); при этом получается относительно больше парафинов изостроения и моноциклических пятичленных нафтенов. Для производства высококачественного бензина наиболее важной реакцией при обычном гидрокрекинге является частичное гидрирование полициклических ароматических структур с последующим разрывом насыщенных колец и образованием замещенных моноциклических ароматических углеводородов. Боковые цепи, появляющиеся в результате такого разрыва, легко отщепляются.
Моноциклические ароматические углеводороды наряду с изопарафинами обусловливают высокие октановые числа бензина, и поэтому при гидрокрекинге желательно сохранить их непревращенными; в этом случае уменьшается и расход водорода.
При гидрокрекинге полициклических ароматических углеводородов образуются более легкие ароматические, нафтеновые и парафиновые углеводороды с большим содержанием парафиновых углеводородов изостроения (гидроизомеризация). В присутствии катализаторов, обладающих кислотными свойствами, гидроизомеризация протекает одновременно с другими реакциями гидрирования. При температурах выше 350 °С равновесие реакции смещается в сторону образования парафинов нормального строения, а не изопарафинов. Для нафтеновых углеводородов наблюдается обратное Влияние температуры. Гидроизомеризация при гидрокрекинге парафинов имеет большое значение, если ставится цель получать моторные топлива.
Органические соединения серы в условиях гидрогенизационных процессов превращаются в соответствующие углеводороды и сероводород; реакция может проходить через образование промежуточных сернистых соединений. Меркаптаны, сульфиды и дисульфиды легко гидрируются в сравнительно мягких условиях. В циклических сероорганических соединениях под воздействием водорода происходит насыщение с последующим разрывом кольца и образованием соответствующего парафинового или алкилароматического углеводорода. В качестве примера приведем две схемы преобразования более сложных сероорганических соединений — бензтиофенов и дибензтиофенов:
По мере роста молекулярного веса фракций полнота удаления азотсодержащих соединений уменьшается. На полноту удаления влияет также состав катализатора и носитель. При гидрокрекинге в присутствии дисульфида вольфрама на алюмосиликатном носителе наличие азотистых соединений в сырье частично подавляет реакции изомеризации вследствие образования аммиака и аминов. В промышленных процессах гидроочистки котельных и дизельных топлив и смазочных масел желательно достигнуть полного удаления азотсодержащих соединений основного характера, которые, как давно известно, являются причиной плохой стабильности нефтепродуктов — ухудшения цвета и образования нерастворимых осадков при хранении.
Кислородсодержащие органические соединения обычно легко вступают в реакции гидрирования с образованием соответствующих углеводородов и воды. В сложных смолистых и асфальтеновых веществах нефти и нефтяных остатков содержится много кислорода и поэтому превращение их в углеводородные продукты протекает значительно труднее. Из кислородсодержащих соединений наибольшее значение имеют смолы и асфальтены, которые при гидрогенизации превращаются в более низкомолекулярные углеводороды и воду. Кроме этих соединений в разном сырье могут присутствовать фенолы и нафтеновые кислоты, при гидрогенизации которых образуются соответствующие углеводороды и вода.
Промежуточные продукты крекинга нефти, содержащие высокоактивные молекулы, взаимодействуют с кислородом, образуя перекиси и другие промежуточные продукты окисления. Эти кислородные соединения обычно легко разрушаются при гидрировании.
Часто все три рассмотренных выше типа соединений присутствуют одновременно, а иногда все три гетероатома находятся в одной и той же молекуле. Такие молекулы содержатся в высококипящих фракциях и остаточных продуктах переработки нефти и угля. Они обычно содержат мало водорода и, кроме того, иногда связаны с металлами, присутствующими в нефтях.
Наряду с никелем в нефтях могут присутствовать другие металлы— железо, медь, алюминий, титан, ванадий, молибден и др. В нефтях и нефтепродуктах содержатся также и некоторые другие элементы, попавшие в них извне (при добыче нефти и ее переработке). Металлоорганические соединения разлагаются в присутствии активных катализаторов с выделением свободного металла, являющегося катализаторным ядом; он адсорбируется на поверхности катализатора, что снижает активность и избирательность катализатора.
Ванадий в процессе гидроочистки удаляется относительно легко, никель же удаляется несколько труднее. Высказывается предположение, что атомы ванадия концентрируются в наружных порах катализатора, а атомы никеля — во внутренних.
В присутствии обычных катализаторов в условиях, при которых происходит частичное превращение сернистых соединений, достигается практически полное превращение олефинов и кислородсодержащих соединений.
4.Разновидности гидрогенизационных процессов . Гидрогенизационные процессы в нефтеперерабатывающей промышленности применяются во все возрастающем объеме. Широкое развитие их обусловлено в основном повышением требований к качеству вырабатываемых нефтепродуктов и значительным объемом сернистых и высокосернистых нефтей, поступающих на переработку. Гидрогенизационные процессы имеют несколько разновидностей.
Деструктивная гидрогенизация — одно – или многоступенчатый каталитический процесс присоединения водорода под давлением, сопровождающийся расщеплением высокомолекулярных компонентов сырья и образованием низкомолекулярных углеводородов, используемых в качестве моторных топлив. В качестве сырья можно использовать бурые и каменные угли, остатки от перегонки коксовых, генераторных и первичных дегтей; остаточные продукты переработки нефти (мазут, гудрон, крекинг-остатки), а также тяжелые дистилляты первичной перегонки нефти (350—500 °С) и вторичных процессов (газойли крекингов и коксования); высокосернистую нефть и нефть с высоким содержанием асфальто-смолистых веществ.
Гидрокрекинг — одно – или двухступенчатый каталитический процесс (на неподвижном или движущемся слое), сопровождающийся расщеплением высокомолекулярных компонентов сырья и образованием углеводородов, позволяющих в зависимости от условий процесса и сырья получать широкую гамму продуктов: от сжиженных газов до масел и нефтяных остатков с низким содержанием серы. В качестве сырья можно использовать бензины (для получения сжиженного газа); керосино-соляровые фракции и вакуумные дистилляты (для получения бензина, реактивного и дизельного топлив); остаточные продукты переработки нефти (для получения бензина и реактивного и дизельного топлива); гачи и парафины (для получения высокоиндексных масел); высокосернистые нефти, сернистые и высокосернистые мазуты (для получения дистиллятных продуктов или топочного мазута с низким содержанием серы).
Недеструктивная гидрогенизация. Это одноступенчатый каталитический процесс, которому могут подвергаться все виды дистиллятного сырья. В результате они, не подвергаясь расщеплению, улучшают свои свойства: в основном освобождаются от непредельных углеводородов. В некоторых случаях так можно получить высококачественные продукты, например изооктан из диизобутилена. Кроме облагораживания нефтяных и других углеводородных фракций, недеструктивная гидрогенизация позволяет осуществлять ряд синтезов: с ее помощью получают синтетический бензин. Эта же реакция позволяет синтезировать также твердый парафин, церезин и метанол.
Гидроочистка — одноступенчатый процесс, проходящий в наиболее мягких, по сравнению с гидрокрекингом и деструктивной гидрогенизацией, условиях. Процесс протекает при 380—430 °С, 30—66 Ат, циркуляции водородсодержащего газа 100—600 м3 /м3 сырья и объемной скорости 3—10ч-1 с применением катализатора (обычно алюмокобальтмолибденовый или алюмоникельмолибденовый). Гидроочистке (или гидрооблагораживанию) может подвергаться различное сырье, получаемое как при первичной перегонке нефти, так и при термокаталитических процессах, от газа до масел и парафина. Наибольшее применение гидроочистка имеет для обессеривания сырья каталитического риформинга, а также для получения реактивного и малосернистого дизельного топлива из сернистых и высокосернистых нефтей. При гидроочистке происходит частичная деструкция в основном сероорганических и частично кислородных и азотистых соединений. Продукты разложения насыщаются водородом с образованием сероводорода, воды, аммиака и предельных или ароматических углеводородов.
Гидродеалкилирование — процесс, проводимый в среде водорода при 20—70 Ат и 540—760 °С (при более низких температурах необходим катализатор). Сущность его заключается в превращении алкилароматических углеводородов в соответствующие моноароматические со степенью превращения 60—90% (за один проход). Гидродеалкилированию могут подвергаться индивидуальные соединения (как толуол, ксилолы) и смеси различного состава. Наибольшее применение гидродеалкилирование нашло при получении ароматических углеводородов, в первую очередь бензола
Классификация промышленных установок. В настоящее время существует много различных систем и типов установок, на которых осуществляются гидрогенизационные процессы. Системы гидрогенизационных установок по состоянию катализатора можно разделить на две группы: системы, где катализатор в реакторе находится в неподвижном состоянии в одном или нескольких слоях, и системы с движущимся катализатором. Ко второй группе можно отнести следующие установки: где катализатор находится в псевдоожиженном состоянии, в виде пасты, в виде коллоидной суспензии.
Технологически гидрогенизационные процессы могут оформляться в одну и более ступеней. В зависимости от назначения процесса, а также от качества перерабатываемого сырья и конечной цели гидрогенизащюнные процессы имеют 1—3 ступени. Большинство процессов гидрирования и особенно гидроочистки имеет одну ступень. Некоторые системы гидрокрекинга имеют как одну, так и две ступени. Обычно две ступени нужны для тех процессов гидрокрекинга, где в качестве сырья используются более тяжелые нефтяные остатки, или тех процессов, цель которых максимальное получение более легких продуктов. В этом случае на первой ступени проводится очистка сырья от ядов сернистых и особенно азотистых соединений; в качестве катализаторов большей частью служат осерненные окиси вольфрама и никеля; на второй ступени происходят основные процессы гидрокрекинга с деструкцией углеводородов и образованием целевых продуктов.
Процессы гидрогенизации могут быть классифицированы и по принципу основного направления реакций: деструктивная гидрогенизация, гидрокрекинг, недеструктивная гидрогенизация, гидроочистка и деалкилирование.
Катализаторы гидрогенизационных процессов выполняют несколько функций. Обычно различают гидрирующую, расщепляющую (крекирующую) и изомеризующую функции. Первую функцию обеспечивают металлы в основном VIII группы и окислы или сульфиды некоторых металлов VIгруппы периодической системы. Крекирующая функция обеспечивается носителем окисью алюминия, алюмосиликатами, магнийсиликатами или активированной глиной. Обычно носители выполняют также изомеризующую функцию. Если хотят повысить активность крекирующего компонента, прибегают к обработке катализатора галоидами фтором или хлором. Если необходимо усилить гидрирование, увеличивают содержание металла, способствующего гидрированию, или добавляют промоторы, обычно редкоземельные металлы. Следует подчеркнуть, что добавление галоидов способствует усилению не только крекирующей, но и изомеризующей способности. В некоторых случаях обе функции может выполнить одно соединение, например дисульфид вольфрама.
Иногда сульфиды и окислы металлов в свободном состоянии (без носителей) обнаруживают кислотные свойства. Примером может служить дисульфид вольфрама, обладающий каталитической активностью в реакциях гидроизомеризации и гидрокрекинга, а также в реакциях насыщения кратных связей в углеводородах.
1. Металлы (платина, палладий, никель) в чистом виде или на носителях, применяемые в реакциях насыщения непредельных и ароматических углеводородов. Они позволяют вести процесс при низких температурах, однако в сырье не должно быть катализаторных ядов.
2. Окислы и сульфиды металлов (или их сочетания) на кислотных носителях окись алюминия или магния, кизельгур. Они применяются главным образом в реакциях насыщающего гидрирования в присутствии потенциальных катализаторных ядов.
3. Окислы и сульфиды металлов (или их сочетания) на кислотных носителях алюмосиликате, магнийсиликате, окиси алюминия (кислотной) или активированной глине. Эти катализаторы применяются чаще всего для проведения гидроизомеризации и гидрокрекинга.
Большой вред работе гидрогенизационных установок наносят так называемые каталитические яды. Как правило, элементы V группы (азот, фосфор, мышьяк, сурьма, висмут) и часть элементов VI группы (кислород, сера, селен, теллур) являются ядами для металлов VIII группы (железа, кобальта, никеля, платины, палладия). Яды блокируют активные центры катализатора, так как прочно адсорбируются на них или химически взаимодействуют с ними. При регенерации катализатора в результате окисления катализаторных ядов достигается их нейтрализация, однако лучшим способом борьбы с ядами является установление дополнительного (первого по ходу сырья) реактора, заполненного катализатором, для разложения или связывания отравляющих примесей.
Так как сернистые соединения присутствуют практически во всех видах сырья, следует применять катализаторы, стойкие к сере. Такими катализаторами являются сульфиды металлов. В большинстве современных процессов в качестве катализаторов используют кобальт или никель, смешанные с молибденом на пористом носителе (в основном окись алюминия); иногда применяют сульфидный никельвольфрамовый катализатор. Обычно катализаторы выпускаются в окисной форме; при гидрогенизации сернистого сырья окислы кобальта (или никеля) и молибдена полностью или частично переходят в сульфидную форму. Часто после загрузки катализатор «осерняют» предварительно обрабатывают сероводородом или сернистыми соединениями и водородом.
Молибденовые катализаторы, особенно переведенные в сульфидную форму, весьма активны в реакциях гидрирования, протекающих в результате разрыва связей С—S. То же действие оказывает, например, молибден с кобальтом на окиси алюминия; очень важно, что катализатор обладает высокой теплостойкостью это способствует удлинению срока его службы, С другой стороны, активность катализатора гидрокрекинга в отношении разрыва-связей С—С мала, вследствие чего образование низкскипящих продуктов при условиях, требуемых для удаления серы, незначительно.
Катализаторы гидрогенизационных процессов весьма разнообразны, но их можно классифицировать по назначению так: катализаторы гидроочистки нефтяных дистиллятов; катализаторы гидрокрекинга нефтяного сырья от нефти до мазута; катализаторы деалкилирования.
В качестве примера рассмотрим Использование процессов гидрогенизации для получения масел.
Гибкость и универсальность гидрогенизационных процессов характерны не только при получении с их помощью топлив и сырья для химической промышленности, но и при получении масел. В производстве масел гидрогенизационные процессы могут применяться в различных модификациях. При гидроочистке депарафинированного масла в относительно мягких условиях не происходит ни превращения ароматических углеводородов, ни гидрокрекинга, но тем не менее выход и качество очищенного масла значительно превосходит эти показатели очистки смазочных масел глиной. Поэтому гидроочистка масел нашла широкое применение во всех странах мира.
Гидрирование фракций (в особенности полученных при переработке различных сернистых нефтей) в жестких условиях взамен селективной очистки, как показал ряд работ, технически осуществимо, но в настоящее время экономически не оправдано, за исключением получения специальных и высокоиндексных масел. Это объясняется тем, что гидрирование требует больших затрат, чем селективная очистка. Разница в затратах особенно сказывается тогда, когда в исходном сырье содержится много конденсированных ароматических углеводородов и для превращения их в соответствующие нафтены требуется проведение гидрирования именно в жестких условиях: с применением более высокого давления. В более мягком режиме удается получать масла со значительно более низким индексом вязкости, чем в жестком режиме. Поэтому в настоящее время гидрирование как метод получения масел взамен селективной очистки находит ограниченное применение. Однако в этой области ведутся исследования, в основном поиски катализатора, применение которого позволило бы снизить затраты (в том числе и за счет снижения необходимого давления в системе).
Пичугин А. П. Переработка нефти. М., Гостоопттехиздат, 1960. Смидович Е. В. Технология переработки нефти и газа. Часть вторая. М., «Химия», 1968. Суханов В. П. Каталитические процессы в нефтепереработке. М., «Химия», 1973. Орочко Д. И., Сулимов А. Д., Осипов Л. Н. Гидрогенизационные процессы в нефтепереработке. М., «Химия», 1971.
[1] Иногда газовый блок является частью самой установки каталитического крекинга.
Http://www. ronl. ru/raboty/himiya/227459/
.3 Расчет материального баланса установки гидроочистки вакуумного газойля
.4 Расчет материального баланса установки каталитического крекинга RCC
.5 Материальный баланс установки термополиконденсационного процесса Юрека
.6 Расчет материального баланса установки гидродепарафинизации дизельного топлива
5.7 Расчет материального баланса установки гидроочистки легких газойлей
.8 Расчет материального баланса установки каталитического риформинга с целью получения базового компонента бензина Премиум Евро-95
5.9 Расчет материального баланса установки каталитического риформинга с экстракцией бензола
.10 Расчет материального баланса газофракционирования предельных углеводородов
5.12 Расчет материального баланса газофракционирования непредельных углеводородов
5.14 Расчет материального баланса установки компаундирования бензина
Расчетно – пояснительная записка курсовой работы содержит 41 стра-ниц, 2 рисунка,27 таблиц,
НЕФТЬ, ПОТОЧНАЯ СХЕМА, НЕФТЕПРОДУКТЫ, НЕФТЕПЕРЕРАБАТЫВАЮЩИЙ ЗАВОД, МАТЕРИАЛЬНЫЙ БАЛАНС
Цель курсовой работы: дать обоснование варианта переработки нефти, разработать поточную схему и рассчитать товарный баланс нефтеперерабатывающего завода.
В курсовой работе подробно изучены характеристики нефти, определены потенциальные содержания нефтепродуктов. На основе этих данных выбран и обоснован вариант переработки нефти. Определен набор технологических процессов, который обеспечит получение нефтепродуктов заданного ассортимента, рассчитаны материальные балансы технологических установок и товарный баланс нефтеперерабатывающего завода.
Выбор направления переработки нефти и ассортимента получаемых нефтепродуктов определяется физико-химическими свойствами нефти, уровнем технологии нефтеперерабатывающего завода и настоящей потребности хозяйств в товарных нефтепродуктах. Различают четыре основных варианта переработки нефти:
По топливному варианту нефть перерабатывается в основном на моторные и котельные топлива. Топливный вариант переработки отличается наименьшим числом участвующих технологических установок и низкими капиталовложениями. Различают глубокую и неглубокую топливную переработку. При неглубокой переработке нефти отбор светлых нефтепродуктов составляет не более 40 – 45%, а выработка котельного топлива достигает 50 – 55% на исходную нефть. При глубокой переработке нефти стремятся получить максимально возможный выход высококачественных и автомобильных бензинов, зимних и летних дизельных топлив и топлив для реактивных двигателей. Выход котельного топлива в этом варианте сводится кминимуму.
Таким образом, предусматривается такой набор процессов вторичной переработки, при котором из тяжелых нефтяных фракций и остатка – гудрона получают высококачественные легкие моторные топлива. Сюда относятся каталитические процессы – каталитический крекинг, каталитический риформинг, гидрокрекинг и гидроочистка, а также термические процессы, например коксование. Переработка заводских газов в этом случае направлена на увеличение выхода высококачественных бензинов. Более перспективным является вариант глубокой переработки нефти, при котором выход светлых нефтепродуктов составляет 65% на нефть, а котельное топливо (мазут) вырабатывается только для обеспечения собственных нужд НПЗ.
По топливно-масляному варианту переработки нефти наряду с топливами получают смазочные масла. Для производства смазочных масел обычно подбирают нефти с высоким потенциальным содержанием масляных фракций. Попутно с получением масел производят парафины и церезин, а из асфальтов и экстрактов, являющихся также продуктами установок очистки масел, получают битумную продукцию и нефтяной кокс.
Топливно-нефтехимический вариант переработки нефти предусматривает не только получение широкого ассортимента топлив, но и развитие нефтехимического производства. Нефтехимические производства используют в качестве сырья: прямогонный бензин, ароматические углеводороды, жидкие и твердые парафины. При переработке этого сырья получается целая гамма нефтехимической продукции: этилен и полиэтилен, дивинил и изопрен, бутиловые спирты и ксилолы, фенол и ацетон, стирол и полимерные смолы.
Http://www. studsell. com/view/22069
Просмотров: 4636 Комментариев: 5 Оценило: 1 человек Средний балл: 5 Оценка: неизвестно Скачать
5.1 Общие правила поведения работающих на территории предприятия, в производственных и вспомогательных помещениях
5.2 Основные опасные и вредные производственные факторы. Методы и средства предупреждения несчастных случаев и профессиональных заболеваний. Основные требования по предупреждению электротравматизма
5.3 Пожарная безопасность. Способы и средства предотвращения пожаров, взрывов и аварий. Действия персонала при их возникновении
5.4 Подготовка аппаратов и трубопроводов к проведению ремонтных работ
Управление «Татанефтегазопереработка» создано 1 июня 2002 года с целью повышения эффективности производства на основе единого технологического комплекса по сбору, переработке нефтяного газа на основе трех предприятий: управления «Татанефтегаз», ОАО «Татнефть», ОАО «Миннибаевский газоперерабатывающий завод», ОАО «Трансуглеводород». Основным направлением производственной деятельности управления является сбор, транспорт, прием и переработка нефтяного газа, широкой фракции легких углеводородов (ШФЛУ) с выработкой практически всей номенклатуры продукции газопереработки: сжиженных газов (фракции пропана, изобутана, нормального бутана, изопентана), этановой фракции, сухого газа, стабильного газового бензина, гексановой фракции, серы технической.
Управление поставляет на ОАО «Казаньоргсинтез» этановую фракцию, сжиженные газы (фракции пропана, нормального бутана), а на ОАО «Нижнекамскнефтехим» – ШФЛУ, стабильный газовый бензин, изобутан, пентаны.
Дополнительно к основной номенклатуре продукции Управление выпускает газообразные кислород и азот, которые используются для собственных нужд и реализуются другим потребителям. Продукция управления пользуется большим спросом на отечественном рынке. Производственная деятельность предприятия позволяет решать важную экологическую проблему – исключить сжигание нефтяного газа на факелах и тем самым обеспечить экологическую безопасность нефтяного региона.
Управление имеет развитую инженерную инфраструктуру, позволяющую при необходимости провести модернизацию существующих или осуществить строительство новых производств. Основной объем ремонтных работ выполняется силами ремонтно-строительного и ремонтно-механического цехов управления.
У управления есть трубопроводные связи по поставке сырья и отгрузки части своей продукции: сухого газа, этановой фракции, ШФЛУ; выход на государственную сеть железнодорожного сообщения через железнодорожные станции Кульшарипово, Акбаш Куйбышевской железной дороги станцию Агрыз Горьковской железной дороги. Наряду с полным комплексом газоперерабатывающего производства на балансе управления 22 компрессорные станции для перекачки газа, расположенные по всему юго-востоку Татарстана, установка осушки газа в Прикамье, установка очистки газа от сероводорода в Бавлах, установка очистки газа с получением элементарной серы при Миннибаевском ЦПС. Эксплуатируется 2476 км газосборных сетей и напорных газопроводов, 6 насосных станций и 363 км продуктопроводов для перекачки ШФЛУ и готовой продукции.
Управление «Татнефтегазопереработка» является структурным подразделением является структурным подразделением ОАО «Татнефть». Сбор и транспортировка нефтяного газа осуществляется с нефтяных месторождений Республики Татарстан. Компрессорными станциями газовых цехов управления. Основная часть нефтяного газа транспортируется по газопроводам на переработку, оставшаяся часть используется в качестве топлива на собственные нужды предприятий ОАО «Татнефть».
На каждой КС имеются компрессора для приема газа и подачи газа по газопроводам потребителям, факелы, работающие в режиме постоянной готовности для термического обезвреживания углеводородных газов при подготовке и проведению ремонтных работ на КС и газопроводах.
В Бавлинском газовом цехе производится очистка газа от сероводорода. Сероводород после установки сероочистки подвергается термическому обезвреживанию на факеле, в дальнейшем планируется сероводород не сжигать, а получать элементарную серу.
В управлении осуществляется также сбор и транспортировка ШФЛУ с установок комплексной подготовки нефти (УКПН) пятью бензонасосными станциями.
По трубопроводам ШФЛУ поступает на склад №2, оттуда подается через склад готовой продукции (СГП) на переработку на газофракционирующие установки (ГФУ), имеется возможность подачи ШФЛУ по продуктопроводу на Нижнекамский химический комбинат.
На заводе перерабатывается, как высокосернистый попутный нефтяной газ, так и нефтяной попутный газ с меньшим содержанием сероводорода.
Высокосернистый газ поступает на очистку от сероводорода на УСО-60, где производится очистка газа от сероводорода. Очищенный газ смешивается с поступающим с промыслов попутным нефтяным газом и подается на доочистку от сероводорода на УСО-1млрд. куб. м.
На миллиардной установке очистки газа от сероводорода имеется также блок получения элементарной серы путем прямого каталитического окисления, на УСО-60 элементарную серу получают методом Клауса.
Очищенный газ установки очистки от сероводорода направляется на прием центробежных компрессоров К-380 компрессорного зала сырого газа7/8 с последующей подачей на технологические установки. При компремировании из газа выделяется компрессионный бензин, который подается на склад готовой продукции, где смешивается ШФЛУ и подается на газоразделение (ГФУ).
Компримированный газ направляется на установку осушки и очистки газа, где производится двухстадийная осушка от влаги и очистка от СО2 . На этой установке газ осушается от влаги и очищается от СО2 комбинированным раствором моноэтаноламина и диэтиленгликоля. После жидкостной осушки газ подается на доосушку и очистку твердым адсорбентом – силикагелем и цеолитами.
Затем осушенный и очищенный газ направляется на установку низкотемпературной конденсации и ректификации (НТКР), где с использованием «глубокого» холода (пропанового и этанового), получаемого при испарении жидкого пропана и этана, вырабатываются жидкие углеводороды (УЖ), товарный этан и сухой обензиненный газ. Жидкие углеводороды направляются на переработку на установки газофракционирования (ГФУ-2 и ГФУ-300), где перерабатываются совместно с КБ и ШФЛУ с получением товарной продукции – фракции пропана, изобутана, нормального бутана, изопентана или изопентан-пентановой фракции, стабильного газового бензина.
Сухой отбензиненный газ с установки НТКР смешивается со сбросными газами отпарных колонн ГФУ, газами регенерации и охлаждения УООГ и частично с очищенным нефтяным газом подается на прием дожимных газомотокомпрессоров 10ГК компрессорного зала отбензиненного газа – 7/8 и перекачивается в магистральный газопровод в качестве топливного газа.
Этан под собственным давлением подается по этанопроводу на Казанский завод органического синтеза.
В составе завода имеется азотно-кислородная станция (АК-0.6), на которой производится газообразные кислород и азот, реализуемые потребителем, а также используемые в управлении.
Для приема, хранения и отгрузки сырья и готовой продукции в управлении имеются склады сырья и готовой продукции, которые состоят из СНЭ, СГП, складов №1, 2, 3, склада ГСМ и реагентов.
СНЭ предназначена для приема и отгрузки сырья, реагентов и готовой продукции и состоит из 3-х сливо-наливных эстакад по 30 стояков каждая.
СГП предназначена для хранения готовой продукции и подготовки сырья для ГФУ, а также для приема некондиционной продукции при авариях на технологических установках и состоит из 78 горизонтальных и шаровых емкостей объемом 175 до 600 куб. м.
Склады №1,2,3 предназначены для приема, хранения сырья и готовой продукции и состоят из 40 горизонтальных емкостей объемом по 200 куб. м каждая.
Для откачки продукции на НКХК имеется головная насосная станция, оборудованная герметичными центробежными насосами.
На складе ГСМ и реагентов хранятся в емкостях масла и реагенты, используемые в процессе сбора и переработки.
Газофракционирующая установка ГФУ-300 “ТАТНЕФТЕГАЗПЕРЕРАБОТКА“ предназначена для производства углеводородных фракций: фракции пропановой марки "А", фракции нормального бутана марки "высшая", фракции изобутановой марки "высшая", фракции пентан-изопентановой марки "А" и фракции гексановой.
Продукты ГФУ-300 выпускаются согласно нормативных документов (НД) ТУ, ГОСТ:
3 ХАРАКТЕРИСТИКА ИСХОДНОГО СЫРЬЯ, МАТЕРИАЛОВ, ПОЛУПРОДУКТОВ И ЭНЕРГОРЕСУРСОВ
Разделение сырья (ШФЛУ + КБ, УЖ НТКР и дебутанизированного остатка ГФУ-2) на индивидуальные углеводородные фракции осуществляется на газофракционирующей установке. Технология основана на широком использовании процессов ректификации. Ректификация это процесс разделения смеси на индивидуальные компоненты. Процесс осуществляется путем многократного, двустороннего массообмена между паровой и жидкой фазами, движущимися противотоком.
Сырье – смесь широкой фракции легких углеводородов (ШФЛУ) с установок стабилизации нефти ОАО "ТАТНЕФТЬ" и компрессионного бензина (КБ) управления “ТАТНЕФТЕГАЗПЕРЕРАБОТКА“ из сырьевого парка поступает общим потоком (ШФЛУ + КБ) на установку с температурой от минус 30 о С до плюс 30 о С и давлением 2,2-4,8 МПа (22-48 кгс/см 2 ). Смесь подается через кран № 9 с дистанционным управлением. На потоке сырья предусмотрены замеры расхода, давления и температуры (датчики FE 51За, РТ 3097а и ТЕ 153, соответственно).
В трубопровод (ШФЛУ + КБ) из сырьевого парка врезаются трубопроводы жидкости из дренажных емкостей Е-613/1,2, Е-611, Е-606.
Сырье подогревается до температуры 35 о С в теплообменнике Т-620 потоком горячего (275 о С) теплоносителя (керосина) из печи П-601/3,4. Температура сырья регулируется клапаном TV157-1 на выходе теплоносителя из теплообменника Т-620.
Затем сырье делится на два потока в соотношении 1:10 (контур регулирования соотношения FICA 514-1). Соотношение расходов сырья 1:10 поддерживается клапанами FV514-1-1 (на потоке сырья к холодильнику Т-621) и FV 514-1-2 (на потоке сырья к подогревателю Т-601).
90 % потока (ШФЛУ + КБ), подаваемого в середину деэтанизатора К-601, дополнительно подогревается до 76 о С в теплообменнике Т-601.
Температура регулируется клапаном TV165-1 на выходе потока теплоносителя (керосин) из Т-601.
10 % поток (меньший, сорбирующий) подается через холодильник Т-621 в шлемовую трубу колонны К-601 на смешение с газом отпарки перед конденсатором-холодильником Т-603/1,2.
Холодильник Т-621 предусмотрен для поддержания температуры сырья в летний период 3545 0 С. Температура сырья на выходе холодильника Т-621 регулируется клапаном TV169-1 на выходе из холодильника Т-621 охлаждающей воды оборотного цикла V очереди завода.
Рабочий режим деэтанизатора К-601 поддерживается следующим образом:
– давление верха регулируется клапаном PV475 -1 на трубопроводе паров верха деэтанизатора;
– температура низа колонны К-601 TIA 175-1-k поддерживается в заданных пределах изменением расхода теплоносителя (керосина) от испарителя Т-602 через клапан FV 517 -1;
– замеряется перепад давления в укрепляющей части деэтанизатора и сигнализируется его повышение до 0,022 МПа (PdIA 476-1);
– замеряется температура в кубе деэтанизатора (датчик TIA 175 -1-k) на тарелке питания (датчик TIA 175-1-15) и на тарелке ввода орошения TIA 175 -1;
– сигнализируется высокий 1900 мм (LAH 611-1) и низкий 1000 мм (LAL 612 -1) уровни в кубе деэтанизатора;
– сигнализируется повышение до 2,75 МПа (27,5 кг/см 2 ) и понижение до 2,0 МПа (20,0 кг/см 2 ) давления верха деэтанизатора (контур PICA 475-1);
– предусмотрена противоаварийная защита (ПАЗ) деэтанизатора, при достижении давления верха в деэтанизаторе 2,85 МПа, срабатывает сигнализатор PSНН 472-1, отсекая клапаном ОК472 теплоноситель в испаритель деэтанизатора Т-602.
Подвод тепла в куб деэтанизатора К-601 осуществляется теплоносителем (керосином) с температурой 275 о С из печи П-601/3,4 через испаритель Т-602.
Тепловой режим испарителя Т-602 поддерживается регулированием расхода обратного теплоносителя (контур регулирования расхода FICA 517-1) с коррекцией по температуре "контрольной" тарелки деэтанизатора К-601 клапаном FV 517-1.
Пары углеводородов из деэтанизатора К-601 с температурой 25-58 о С поступают в аппараты воздушного охлаждения Т-603/1,2, затем в концевой холодильник Т-604, частично конденсируются и охлаждаются. Далее смесь с температурой 35¸45 о С поступает в рефлюксную емкость Е-601, где разделяется на газовую и жидкую фазы. Газ из емкости Е-601 через клапан PV481-1 сбрасывается на прием компрессоров завода, а жидкость насосом НЦ-601/1,2 (1 раб.+ 1 рез.) с температурой 35¸45 о С подается на орошение в деэтанизатор К-601.
· измерение и регулирование температуры верхнего продукта деэтанизатора К-601 на выходе из каждого аппарата воздушного охлаждения Т-603/1,2 изменением угла поворота лопастей вентилятора Т-603/1,2 (контур, регулирования TICA 178-1-1,2);
· измерение и регулирование температуры продукта на выходе из концевого холодильника Т-604 клапаном TV181-1 на потоке антифриза из холодильника Т-604;
· измерение и регулирование давления в рефлюксной емкости Е-601 (контур PICA 481-1) клапаном PV481-1 на сбросе газа из емкости Е-601 на прием компрессоров завода;
· измерение и сигнализация повышения давления в емкости Е-601 до 2,7 МПа (27,0 кг/см 2 ) (PAH 481-1);
· измерение и сигнализация повышения до 0,005 МПа перепада давления на сетке каплеотбойника емкости Е-601 (контур PdIA 482-1);
· измерение и регулирование расхода орошения в деэтанизатор К-601 (клапаном FV515-1) с коррекцией по уровню в рефлюксной емкости Е-601 (контур FICA 515-1);
· предупредительная сигнализация высокого 1150 мм (LAH 617-1, LAH 679-1) и низкого 750 мм (LAL 618-1) уровня в рефлюксной емкости Е-601.
Безопасная работа рабочего насоса НЦ-601/1,2 обеспечивается автоматическими блокировками с отключением рабочего насоса:
· при аварийном понижении перепада давления между нагнетанием и всасе насоса 0,284 МПа (датчик РdSA 307-1-1,2);
· при аварийном понижении уровня 400 мм в рефлюксной емкости Е-601 (LSLL 619-1);
· при загазованности в помещении технологической насосной, равной 50 % НКПВ;
Жидкость из деэтанизатора К-601 с температурой 95¸115 0 С и давлением 2,00-2,75 МПа (20,0-27,5 кг/см 2 ) поступает в испаритель Т-602, подогревается до температуры 115 о С, где из нее отпариваются легкие компоненты. Пары углеводородов с температурой 110 о С возвращаются в куб колонны под нижнюю тарелку, а деэтанизированная жидкость из испарителя Т-602 самотеком через клапан FV516-1 регулятора расхода (FICA 516-1) с коррекцией по уровню в испарителе (LICA 516-1) поступает в колонну К-602.
Предельно допустимые границы высокого 1250 мм и низкого 400 мм уровня в испарителе Т-602 сигнализируются (LAH 614-1 и LAL 615-1, соответственно).
В депропанизатор К-602 подается два потока сырья: поток деэтанизированной жидкости (с температурой 87 о С и давлением 1,75 МПа) после колонны К-601 и углеводороды жидкие (с температурой 65¸67 0 С и давлением 1,75 МПа) с установки низкотемпературной ректификации (УЖ НТКР) через кран с дистанционным управлением № 8 клапан (FV512-1) регулятора расхода. Расход, давление и температура УЖ НТКР замеряются.
Назначение колонны депропанизатора К-602 – извлечение пропановой фракции из суммарного потока ШФЛУ и углеводородов жидких НТКР.
Рабочий режим депропанизатора К-602 поддерживается в регламентных пределах следующим образом:
– замеряется температура в разных точках по высоте депропанизатора К-602 (ТIA 189-1-2, ТIA 189-1-9, ТIA 189-1-14, ТIA 189-1-29, ТIA 189-1-37, ТIA 189-1-k); нефть газ переработка
– замеряется перепад давления в укрепляющей части депропанизатора и сигнализируется его повышение до 0,025 МПа (РdIA 400-1);
– регулируется давление верха депропанизатора клапаном PV 390-1 на трубопроводе паров верха депропанизатора в конденсаторы Т-606/1-4;
– сигнализируются минимальное и максимальное регламентные значения давления верха (РICA 390-1);
– предусмотрена противоаварийная защита (ПАЗ) депропанизатора при повышении давления верха до 1,75 МПа (PSHH 387-1) отсечкой подачи теплоносителя в испаритель депропанизатира клапаном OK387;
– регулируется расход обратного теплоносителя из испарителя депропанизатора Т-605 (FICA 521-1) с коррекцией по температурам "контрольных" тарелок депропанизатора (ТICA 521-1) клапаном FV 521-1 на трубопроводе обратного теплоносителя от Т-605 в емкость Е-608;
– регулируется расход орошения на подаче в депропанизатор (датчик FICA 518-1) клапаном FV518-1 на трубопроводе орошения;
– сигнализируются предельно допустимые границы высокого 1400 мм (LAH 621-1) и низкого 700 мм (LAL 622-1) уровня в кубе депропанизатора.
Подвод тепла в куб депропанизатора К-602 осуществляется теплоносителем из печи П-601/3,4 (275 о С) через испаритель Т-605.
Жидкость из куба пропановой колонны К-602 с температурой 108 ¸ 130 о С поступает в испаритель Т-605, подогревается до температуры 115 ¸ 130 о С, где из нее отпариваются легкие компоненты. Пары углеводородов с температурой 115 ¸ 130 о С возвращаются в куб колонны под нижнюю тарелку.
Тепловой режим испарителя Т-605 поддерживается регулированием расхода обратного теплоносителя (контур регулирования 521-1) с коррекцией по температурам "контрольных" тарелок депропанизатора К-602 установкой регулирующего клапана FV521-1 на теплоносителе от Т-605.
Пары пропановой фракции из колонны К-602 с температурой 48¸52 о С через клапан PV390-1 поступают на охлаждение в аппарат воздушного охлаждения Т-606/1-4, затем в теплообменник доохлаждения пропана Т-607, конденсируются, охлаждаются и с температурой 30 ¸ 45 о С поступают в рефлюксную емкость Е-602.
Давление в рефлюксной емкости Е-602 поддерживается двумя регуляторами давления с раздельным диапазоном регулирования: в случае переохлаждения продукта регулятор давления, имеющий уставку 1,2 МПа, поддерживает давление в рефлюксной емкости перепуском части горячих паров из депропанизатора К-602 через клапан PV394-1-1; при росте давления более 1,67 МПа по команде регулятора, имеющего уставку 1,6 МПа открывается клапан PV394-1-2 на трубопроводе сброса отдувки из емкости Е-602 в факельный коллектор. Оба регулятора работают от одного РАН датчика давления РIC 394-1. Кроме регулирования, предусмотрена регистрация давления и аварийная сигнализация при повышении давления в рефлюксной емкости до 1,6 МПа (РАН 394-1).
Температура продукта на выходе из каждого аппарата воздушного охлаждения Т-606/1-4 регулируется (ТICA 195-1-1_4) изменением угла поворота лопастей вентилятора. Кроме того, предусмотрено дистанционное управление жалюзи датчики GV 811-1-1_4.
Регулирование температуры (ТIC 200-1) продукта на выходе из теплообменника доохлаждения пропана Т-607 осуществляется клапаном TV 200-1 на трубопроводе обратного антифриза – хладоагента от теплообменника Т-607.
Пропановая фракция из рефлюксной емкости Е-602 с температурой 35 ¸ 45 0 С после насоса НЦ-603/1,2 (1 раб. + 1 рез.) делится на два потока. Один из потоков в качестве орошения через клапан FV 518-1 подается в пропановую колонну К-602, а избыток по уровню в емкости Е-602 через клапан LV 629-1 подается на склад готовой продукции. Расход (FI 519-1), давление (РI 396-1) и температура (ТI 206-1) пропановой фракции на выходе с установки измеряются с выносом показаний в ЦПУ.
Кроме регуляторов уровня и давления, на емкости Е-602 предусмотрены:
– измерение и сигнализация повышения до 0,005 МПа (5 кПа) перепада давления на сетке каплеотбойника (РdIA 395-1);
– сигнализация высокого 1650 мм (датчики LAH 627-1, LAH 680-1) и низкого 950 мм (датчик LAL 628-1) уровня;
– сигнализация аварийно низкого уровня 400 мм (датчик LSLL 630-1) с одновременной ПАЗ рабочего насоса НЦ-603/1,2.
Безопасная работа насоса НЦ-603/1,2 обеспечивается автоматическими блокировками с отключением рабочего насоса:
– при аварийном понижении уровня до 400 мм в рефлюксной емкости Е-602 (датчик LSLL 630-1);
– при повышении давления в статоре насоса НЦ-603/2 PSHH 101-1-2 до 0,15 МПа;
– при понижении давления на выкиде насоса НЦ-603/2 (PSLL 540-1-2) до 1,76 МПа;
– при загазованности в помещении технологической насосной, равной 50 % НКПВ;
Депропанизированное сырье из испарителя Т-605 с температурой 108 ¸ 130 о С и давлением 1,5-1,7 МПа самотеком через клапан FV 522-1 регулятора расхода (датчик FICA 522-1) с коррекцией по уровню в испарителе Т-605 (датчик LIC 522-1) поступает к подогревателю Т-622 дебутанизатора К-603.
Предельно допустимые границы высокого 920 мм и низкого 350 мм уровня в испарителе Т-605 сигнализируются (LAH 623-1, LAL 624-1, соответственно).
Поступающее на дебутанизацию сырье подогревается теплоносителем (керосином) от печи П-601 в подогревателе Т-622. Температура сырья на выходе из подогревателя Т-622 измеряется и регулируется (датчик ТIC 210-1) клапаном TV 210-1 на трубопроводе теплоносителя от подогревателя Т-622.
Подогретый в подогревателе Т-622 поток депропанизированного сырья с температурой 55-102 о С и давлением 0,43-0,58 МПа поступает в качестве питания на 19, 21 и 22 тарелки дебутанизатора К-603. Температура потока, поступающего на 21 тарелку дебутанизатора, измеряется (датчик ТI 21З-1-1).
Назначение колонны – дебутанизатора К-603 – извлечение бутановой фракции.
– давление верха К-603 измеряется и регулируется (PICA 409-1) клапаном PV409-1 на трубопроводе паров верха К-603 к конденсатору Т-609/1-3;
– сигнализируются предельные отклонения давления верха К-603 от регламентных значений;
– измеряется перепад давления по укрепляющей части К-603 и сиг-нализируется повышение перепада давления до 0,023 МПа (датчик РdIA 405-1);
– измеряется температура в кубе (ТI 213-1-k), на тарелке № 30 (ТI 213-1-30), на тарелке № 34 (ТI 213-1-34) на тарелке № 18 (ТI 213-1-18) и на верху (ТI 213-1-1) дебутанизатора;
– сигнализируется аварийно высокое давление верха 0,6 МПа (PSНН 404-1) и ПАЗ дебутанизатора отсечкой подачи теплоносителя в испаритель Т-608 клапаном ОК404;
– сигнализируется высокий 1400 мм (LAH 632-1) и низкий 1100 мм (LAL 633-1) уровень в кубе дебутанизатора К-603;
– регулируется расход (FICA 523-1) орошения в дебутанизатор К-603 клапаном FV 523-1 на трубопроводе орошения.
Подвод тепла в куб дебутанизатора К-603 осуществляется теплоносителем из печи П-601 (275 о С) через испаритель Т-608.
Тепловой режим испарителя Т-608 поддерживается регулятором расхода (FIC 525-1) обратного теплоносителя от испарителя Т-608 с коррекцией по температуре "контрольных" тарелок дебутанизатора (ТIC 525-1) клапаном FV 525-1.
Пары бутановой фракции от верха дебутанизатора К-603 с температурой 54¸58 о С через клапан PV 409-1 регулятора давления (РICA 409-1) поступают на конденсацию в аппараты воздушного охлаждения Т-609/1-3. Температура продукта на выходе из каждого из аппаратов Т-609/1-3 регулируется (ТI 219-1-1,2,3) изменением угла поворота лопастей вентилятора. Кроме того, предусмотрено дистанционное управление жалюзи Т-609/1-3 (GV 812-1-1,2,3).
Далее, продукт после Т-609/1-3 поступает в концевой холодильник Т-610 на дополнительную конденсацию и охлаждение, откуда поступает в рефлюксную емкость Е-603 с температурой 30¸ 45 о С и давлением 0,25-0,42 МПа. Температура продукта на выходе из Т-610 регулируется (ТIC 225-1) клапаном на трубопроводе обратного хладоагента (антифриза) из холодильника Т-610.
Работа указанных регуляторов аналогична работе регуляторов давления в рефлюксной емкости Е-602.
Кроме регулирования предусмотрена регистрация давления в Е-603, аварийная сигнализация (PAH 413-1) повышения давления в Е-603 до 0,42 МПа и предупредительная сигнализация повышения до 5 кПа перепада давления на сетке каплеотбойника Е-603 (РdIA 414-1).
Бутановая фракция с температурой 30 ¸ 45 о С из рефлюксной емкости Е-603 забирается насосом НЦ-605/1,2 (1 раб.+ 1 рез.). Бутановая фракция разделяется на два потока на нагнетании насоса НЦ-605/1,2. Один поток через клапан FV 523-1 регулятора расхода (FICA 523-1) поступает в дебутанизатор К-603 в качестве орошения, а второй поток через клапан LV 640-1 регулятора уровня в рефлюксной емкости Е-603 (LICA 640-1) подается к подогревателю Т-611 изобутановой колонны К-604.
В рефлюксной емкости предусмотрена предупредительная сигнализация повышения 1150 мм (LAН 638-1, LAН 681-1) и понижения 750 мм (LAL 639-1) уровня и аварийная сигнализация низкого уровня 400 мм (LSLL 641-1).
Безопасная работа насосов НЦ-605/1,2 обеспечивается автоматическими блокировками с отключением рабочего насоса:
– при аварийном понижении уровня в рефлюксной емкости Е-603 (LSLL 641-1);
– при загазованности в помещении технологической насосной, равной 50 % НКПВ;
Кубовая жидкость К-603 из испарителя Т-608 самотеком поступает в колонну К-605. Расход (FIC 524-1) питания колонны К-605 регулируется клапаном FV524-1 и корректируется по уровню (LIC 524-1) в испарителе Т-608. Предельно-допустимые верхний и нижний уровни в испарителе Т-608 сигнализируются (LAH 635-1 и LAL 636-1, соответственно).
Бутановая фракция подается в теплообменник Т-611, где подогревается до температуры 58-64 о С и направляется в колонну К-604. Температура фракции на выходе из Т-611 (ТICA 233-1) регулируется клапаном TV 233-1 на потоке обратного теплоносителя от Т-611.
Назначение колонны К-604 – разделение бутановой фракции на н-бутан и изобутан.
Рабочий режим бутановой колонны К-604 поддерживается следующим образом:
– давление верха (РICA 424-1) измеряется и регулируется кла-паном PV 424-1 на трубопроводе паров изобутановой фракции к аппарату воздушного охлаждения Т-612/1-3;
– измеряется и регулируется расход орошения (FICA 527-1) клапаном FV 527-1 на трубопроводе орошения в колонну;
– измеряется и регулируется температура на "контрольных" тарелках колонны (ТICA 528-1) изменением расхода теплоносителя на выходе из испарителя Т-614;
– измеряется температура на тарелках по высоте колонны (ТIA 236-1, ТIA 236-1-26, ТIA 236-1-35, ТIA 236-1-59, ТIA 236-1-80, ТIA 236-1-k);
– измеряется перепад давления в укрепляющей части колонны (PdIA 436-1) и сигнализируется его повышение до 0,058 МПа;
– сигнализируется повышение (LAH 643-1) и понижение (LAL 644-1) уровня в кубе колонны;
– предусмотрена предупредительная сигнализация отклонения давле-ния верха колонны от регламентных значений и ПАЗ колонны с автоматической отсечкой клапаном OK420 подачи теплоносителя в испаритель Т-614 при аварийном повышении давления верха (PSHH 420-1).
Подвод тепла к бутановой колонне К-604 осуществляется теплоносителем от печей П-601/3,4 (275 о С) через испаритель Т-614.
Жидкость из колонны К-604 с температурой 68 ¸ 71 о С поступает в испаритель Т-614, где из нее отпариваются легкокипящие компоненты бутановой фракции.
Пары углеводородов возвращаются в куб колонны под нижнюю тарелку.
Тепловой режим испарителя Т-614 поддерживается регулированием расхода (FICA 528-1) обратного теплоносителя с коррекцией по температуре (ТICA 528-1) "контрольных" тарелок колонны К-604 установкой регулирующего клапана FV 528-1 на теплоносителе от Т-614.
Пары изобутановой фракции из колонны К-604 с температурой 52 ¸ 54 о С через клапан PV 424-1 поступают в аппарат воздушного охлаждения Т-612/1-3, затем в концевой холодильник Т-613, конденсируются, охлаждаются и с температурой 30 ¸ 45 о С поступают в рефлюксную емкость Е-604.
Температура продукта на выходе из каждого аппарата воздушного охлаждения Т-612/1-3 регулируется автоматически (ТIA 242-1-1) изменением угла поворота лопастей вентилятора Т-612/1-3. Предусмотрено также дистанционное управление жалюзи Т-612/1-3.
Температура продукта на выходе из теплообменника доохлаждения Т-613 регулируется (ТICA 245-1) клапаном TV 245-1 на трубопроводе обратного антифриза (хладоагента) от теплообменника Т-613.
Предусмотрено измерение давления в емкости (РICA 429-1) и предупредительная сигнализация повышения давления от регламентного значения, а также аварийная сигнализация при достижении давления 0,53 МПа (РАН 429-1); измеряется и сигнализируется перепад давления на сетке каплеотбойника емкости Е-604 0,005 МПа (5 кПа) (датчик РdIA 428-1), сигнализируется высокий 1500 мм (LAН 682-1, LAН 651-1) и низкий 950 мм (LAL 652-1) уровень в рефлюксной емкости Е-604.
Из рефлюксной емкости Е-604 изобутановая фракция с температурой 30 ¸45 о С насосом НЦ 607/1,2 (1раб. + 1рез.) подается на орошение колонны К-604 через клапан FV 527-1.Балансовый избыток изобутановой фракции через клапан LV 650-1 регулятора уровня в рефлюксной емкости (LICA 650-1) через кран № 4 с дистанционным управлением поступает на склад. Расход (датчик FIA 531-1), давление (РIA 432-1) и температура (ТIA 256-1) изобутановой фракции, поступающей на склад, замеряется и передается в ЦПУ.
Безопасная работа насосов НЦ-607/1,2 обеспечивается автоматическими блокировками с отключением каждого насоса:
– при аварийном понижении уровня в рефлюксной емкости Е-604 до 400 мм (LSLL 653-1);
– при повышении давления в статоре насоса НЦ-607/2 (PSHH 101-1-8) до 0,15 МПа (1,5 кг/см 2 );
– при понижении давления на выкиде насоса НЦ-607/2 (PSLL 543-1-2) до 1,15 МПа (11,5 кг/см 2 );
– при загазованности в помещении технологической насосной, равной 50 % НКПВ;
Кубовая жидкость колонны К-604 (бутановая фракция) из испарителя Т-614 с температурой 70 ¸ 80 о С насосом НЦ-606/1,2 (1 раб.+ 1 рез.) через аппарат воздушного охлаждения Т-615, где охлаждается до температуры 35 ¸ 45, и кран № 5 с дистанционным управлением подается на склад готовой продукции.
– регулирование уровня (LICA 646-1) клапаном LV 646-1 на тру-бопроводе после аппарата воздушного охлаждения Т-615;
– регулирование расхода теплоносителя (FICA 528-1) с коррекцией по температурам на "контрольных" тарелках колонны К-604 (ТICA 528-1) клапаном FV 528-1 на трубопроводе теплоносителя от испарителя Т-614;
– предупредительная сигнализация повышения (LAH 647-1) и пониже-ния уровня (LAL 646-1);
Безопасная работа насосов НЦ-606/1,2 обеспечивается автоматическими блокировками с отключением рабочего насоса:
– при загазованности в помещении технологической насосной, равной 50 % НКПВ;
Температура продукта на выходе из аппарата воздушного охлаждения Т-615 регулируется автоматически (ТICA 255-1) изменением угла поворота лопастей вентилятора. Кроме того, предусмотрено дистанционное управление жалюзи.
Охлажденный в Т-615 продукт (фракция нормального бутана) поступает через кран № 5 с дистанционным управлением на склад готовой продукции. Измеряются с выносом в ЦПУ расход (датчик FIA 532-1), давление (датчик РIA 434-1) и температура (датчик ТIA 258-1).
В депентанизатор К-605 подается два потока сырья: дебутанизированный остаток из испарителя Т-608 колонны К-603 самотеком поступает в колонну К-605 (с температурой 70-80 о С и давлением 0,17-0,2 МПа) и дебутанизированный остаток (с температурой 70-85 о С и давлением 0,17-0,2 МПа) после колонны К-2 установки ГФУ-2. В трубопровод с дебутанизированным остатком из К-603 врезан трубопровод с дебутанизированным остатком с ГФУ-2 через отсечной кран № 02/15Q. Назначение колонны К-605 – извлечение фракции сумма пентанов (или фракции изопентановой) из дебутанизированного остатка.
– давление верха регулируется (датчик РICA 443-1) клапаном PV 443-1 на трубопроводе паров верха колонны к аппарату воздушного охлаждения Т-616/1,2;
– предусмотрена предупредительная сигнализация повышения 0,21 МПа и понижения 0,08 МПа давления верха колонны (датчик РICA 443-1) и противоаварийная защита (ПАЗ) колонны отсечкой подачи теплоносителя клапаном ОК 438 в испаритель Т-618 при аварийно высоком давлении верха 0,23 МПа (PSНН 438-1);
– контролируется перепад давления в укрепляющей части колонны и сигнализируется его повышение 0,0487 МПа (датчик РdIA 442-1);
– регулируется расход орошения в колонну (датчик FICA 533-1) клапаном FV 533-1 на потоке орошения;
– регулируется температура (датчик ТICA 534-1) на "контрольных" тарелках изменением расхода теплоносителя от испарителя Т-618;
– измеряется температура на тарелках по высоте колонны (датчики ТIA 260-1-2, ТIA 260-1-22, ТIA 260-1-41, ТIA 260-1-61, ТIA 260-1-80, ТIA 260-1-101), в кубе колонны (датчик ТIA 260-1-k) и на входе питания (датчик ТIA 260-1-1);
– сигнализируется повышение (датчик LAH 655-1) и понижение (датчик LAL 656-1) уровня в кубе колонны.
Подвод тепла к колонне К-605 осуществляется теплоносителем (керосином) с температурой 275 о С от печи П-601/3,4 через испаритель Т-618.
Тепловой режим испарителя Т-618 поддерживается регулированием расхода теплоносителя (датчик FICA 534-1) с коррекцией по температуре "контрольных" тарелок (датчик ТICA 534-1) клапаном FV 534-1 на трубопроводе обратного теплоносителя от испарителя Т-618.
Кубовый продукт колонны К-605 – фракция гексановая (или бензин газовый стабильный) из испарителя Т-618 с температурой 110 ¸ 111 о С насосом НЦ-608/1,2 (1раб.+1рез.) подается на охлаждение в аппараты воздушного охлаждения Т-619/1-3.
В испарителе Т-618 измеряется и регулируется уровень (датчик LICA 658-1) клапаном LV 658-1 и сигнализируется его снижение до 270 мм.
Кроме того, сигнализируется высокий уровень в испарителе, равный 1070 мм, (датчик LAH 659-1) и аварийно низкий, равный 250 мм, (датчик LAL 660-1).
Безопасная работа насосов НЦ-608/1,2 обеспечивается автоматическими блокировками с отключением каждого насоса:
– при аварийном понижении перепада давления на насосе (датчик РdIA 333-1-1,2);
– при загазованности в помещении технологической насосной, равной 50 % НКПВ;
В аппаратах воздушного охлаждения Т-619/1-3 фракция гексановая охлаждается до температуры 35 ¸ 45 о С, измеряемой на выходе из каждого аппарата (датчики ТIA 282-1-1_3) и направляется на склад готовой продукции через кран № 7 с дистанционным управлением. Расход (датчик FIA 536-1), давление (датчик РIA 451-1) и температура (датчик ТIA 283-1) на общем потоке фракции гексановой после Т-619/1-3 измеряются с выносом информации в ЦПУ. Кроме того, расход и давление фракции гексановой (или бензина газового стабильного) измеряются местным прибором UIR 536-1.
Пары фракции из колонны К-605 с температурой 64 ¸ 65 о С через клапан PV 443-1 регулятора давления верха (датчик РICA 443-1) поступают в аппараты воздушного охлаждения Т-616/1,2, затем в концевой холодильник Т-617, конденсируются, охлаждаются и с температурой 35 ¸45 о С поступают в рефлюксную емкость Е-605. На выходе из каждого аппарата Т-616/1,2 измеряется и регулируется температура (датчик ТIA 267-1-1,2) продукта изменением угла поворота лопастей вентилятора. Кроме того, предусмотрено дистанционное управление жалюзи аппаратов Т-616/1,2.
На выходе из теплообменника Т-617 измеряется и регулируется температура (датчик ТICA 270-1) клапаном TV 270-1 на трубопроводе обратного потока антифриза (хладоагента) от теплообменника Т-617.
Рабочий режим рефлюксной емкости Е-605 поддерживается следующим образом:
– измеряется давление и сигнализируется его повышение до 0,15 МПа (PAH 448-1);
– сигнализируется повышение до 0,005 МПа перепад давления на сетке каплеотбойника (датчик РdIA 447-1);
– сигнализируется повышение (LAH 663-1, LAH 683-1) и понижение (LAL 664-1) уровня в емкости.
Фракция сумма пентанов из рефлюксной емкости Е-605 поступает на всас насоса НЦ-609/1,2 (1раб.+ 1рез.) для подачи орошения в колонну через клапан FV 533-1 регулятора расхода (датчик FICA 533-1). Балансовый избыток через клапан LV 662-1 регулятора уровня в рефлюксной емкости Е-605 (датчик LICA 662-1) и через кран № 2 с дистанционным управлением поступает на склад готовой продукции.
Расход, давление и температура, подаваемой на склад фракции сумма пентанов, измеряются (датчики FIA 538-1, РIA 453-1 и ТIA 278-1, соответственно) с передачей информации в ЦПУ.
Безопасная работа насосов НЦ-609/1,2 обеспечивается автоматическими блокировками с отключением каждого насоса:
– при аварийном понижении уровня в рефлюксной емкости Е-605 (LSLL 665-1);
– при загазованности в помещении технологической насосной, равной 50 % НКПВ;
В качестве охлаждающего агента принят антифриз (хладоагент) с температурой замерзания не выше минус 40 о С.
Для обеспечения технологического процесса газофракционирования предусмотрена система теплоносителя (керосина марки КО-20). Контур теплоносителя состоит:
Керосин со склада ГСМ завода через кран № 128 с дистанционным управлением поступает в расходную емкость теплоносителя Е-608. Через расходную емкость Е-608 заполняется контур теплоносителя, а также в нее осуществляется подпитка теплоносителем системы для восполнения потерь циркулирующего в системе теплоносителя.
Заполнение емкости Е-608 и подпитка керосином производится через кран № 61 с дистанционным управлением.
Из емкости Е-608 керосин насосом НЦ-612/1-3 (1 раб.+ 2рез.) подается в параллельно работающие нагревательные печи П-601/3,4. В печах П-601/3,4 керосин нагревается до температуры 275 о С, объединяется в общий коллектор и в качестве теплоносителя подается в подогреватели сырья Т-620, Т-601, Т-622, Т-611 и испарители колонн Т-602, Т-605, Т-608, Т-614, Т-618.
Обратный теплоноситель от подогревателей и испарителей, объединившись в общий коллектор, возвращается в емкость Е-608 с температурой 134 ¸ 210 о С и давлением 0,7 МПа.
В емкости Е-608 поддерживается давление двумя регуляторами давления с раздельным диапазоном регулирования.
Первый регулятор поддерживает давление 0,5 МПа в Е-608, клапаном PV 462-1-2 на подаче отбензиненного газа из сети завода. При увеличении давления в Е-608 до 0,55 МПа через клапан PV 462-1-2 второго регулятора сбрасывается отдувка в факельный коллектор.
При росте давления в емкости до 0,83 МПа предусмотрена аварийная сигнализация (PAH 462-1).
Уровень в емкости Е-608 измеряется (датчик LIA 674-1), а повышение до 1860 мм (LAH 684-1) и понижение до 600 мм (датчик LSLL 675-1) сигнализируется.
Безопасная работа насосов НЦ-612/1-3 обеспечивается автоматическими блокировками с отключением рабочего насоса:
– при аварийном понижении расхода на нагнетании насоса (датчик FSA 501 -1);
– при аварийном понижении до 550 мм уровня в емкости Е-608 (LSLL 675-1);
– при загазованности в помещении технологической насосной, равной 50 % НКПВ;
Кроме того, предусмотрена предупредительная сигнализация повышения до 60 0 С температуры подшипников насоса (датчик ТIA 101-1-1_3).
Для освобождения испарителей, подогревателей и трубопроводов от теплоносителя – керосина предусмотрена подземная дренажная емкость Е-609.
Уровень теплоносителя – керосина в емкости Е-609 измеряется, а его повышение до 1900 мм и понижение до 300 мм сигнализируется (датчик LIA 676-1).
Собранный в емкости Е-609 продукт передавливается отбензиненным газом в емкость Е-608.
Давление в емкости Е-609 поддерживается равным 1,2 МПа клапаном PV 464-1 регулятора (датчик РICA 464-1), установленным на трубопроводе газа передавливания.
Общий поток керосина, поступающий на печи П-601/3,4, делится на два потока клапанами FV 504-1-1,2 регуляторов расхода (датчики FICA 504-1-1,2) с коррекцией каждого регулятора по расходу суммарного потока (датчик FICA 501-1-1) на нагнетании насоса НЦ-612/1-3.
Печи П-601/3,4 являются четырехпоточными по теплоносителю. Расход теплоносителя по каждому потоку измеряется (датчик FIA 505б-1-1_8) с выносом информации в ЦПУ и регистрируется местным прибором FIR 505-1-1-4.
Нагрев теплоносителя в печи П-601/3,4 осуществляется сжиганием в топке печи топливного газа. С этой целью из сети завода принимается отбензиненный газ через кран № 1 с дистанционным управлением в топливный сепаратор С-601 с давлением 3,5 ¸ 3,9 МПа и температурой 20 ¸ 50 о С.
Кроме того, от коллектора отбензиненного газа предусмотрена подача в емкости Е-606, Е-613, Е-608, Е-609, Е-611 и на продувку факельного коллектора.
Расход (датчик FIA 510-1), давление (датчик РIA 3083-1) и температура (датчик ТIA 142-1) поступающего отбензиненного газа измеряются с выносом информации в ЦПУ и регистрацией расхода и давления местным прибором UIR 510-1.
Из топливного сепаратора С-601 газ поступает на сжигание в топки печей П-601/3,4. Давление газа в сепараторе С-601 измеряется и регулируется двумя регуляторами с раздельным диапазоном регулирования. Оба регулятора работают от одного датчика PICA 457-1. Один из регуляторов поддерживает давление в С-601, равное 0,45 МПа, клапаном PV 457-1-2. При возрастании давления в С-601 до 0,55 МПа второй регулятор через клапан PV 457-1-1 сбрасывает отдувку в факельный коллектор. Расход и температура газа, поступающего к печам П-601/3,4, измеряется (датчики FIA 539-1 и ТIA 287-1, соответственно). Понижение давления газа в сепараторе С-601 до 0,45 МПа сигнализируется PAL 3113-1, а понижение до 0,4 МПа и повышение до 0,55 МПа сигнализируется PAH 457-1, PAL 457-1.
Жидкость из сепаратора С-601 через клапан LV 669-1 регулятора уровня в сепараторе (датчик LICA 669-1) выводится в подземную дренажную емкость Е-611.
Повышение уровня жидкости в сепараторе С-601 до 450 мм и понижение до 200 мм сигнализируется LAH 667-1, LAL 668-1, соответственно.
Кроме того, предусмотрена сигнализация повышения до 0,005 МПа перепада давления на сетке каплеотбойника С-601 (датчик РdIA 458-1).
Подготовленный в С-601 топливный газ поступает в общий коллектор, куда при необходимости через кран № 130 с дистанционным управлением подается также топливный газ из трубопровода тепломатериалопроводов завода, и подается на сжигание в топки печей нагрева теплоносителя П-601/3,4. Печи П-601/3,4 являются двухпоточными по газу.
Технологической схемой для каждой печи предусмотрена раздельная подача топливного газа на основные горелки и на пилотные горелки по каждому потоку. Далее описание схемы выполнено для одной печи. Описание для второй печи аналогично.
На общем коллекторе подачи газа на печь предусмотрены регистрация расхода и давления газа местным прибором UIR 503-1-1.
Топливный газ через отсечной кран ОК 809-1, отсечной клапан ОК 364/366-1 и клапаны PV 364-1-1 и PV 366г/1-1 подается в коллекторы потоков топливного газа. Далее топливный газ поступает к основным горелкам печи.
Топливный газ через клапаны PV 3127-1 и PV 3128-1 соответствующих местных регуляторов давления PICA 3127-1 и PICA 3128-1 поступает на каждый из двух потоков к пилотным горелкам.
На каждом из потоков топливного газа предусмотрено регулирование давления (датчики давления РICA 364-1-1 и РICA 366-1-1, соответственно) с корректировкой каждого регулятора давления по температуре нагретого теплоносителя на общем потоке на выходе из П-601/3 (датчик TICA 137-1-1).
При уменьшении расхода горячего теплоносителя потребителями балансовый избыток горячего теплоносителя через клапан PV 373-1 регулятора давления (датчик РICA 373-1) перепускается в емкость Е-608.
Схемой автоматизации предусмотрена предупредительная сигнализация:
– повышения до 0,35 МПа и понижения до 0,10 МПа давления газа на потоках на подаче к основным горелкам печи (датчики РICA 364-1-1 и РICA 366-1-1, соответственно);
– повышения температуры горячего теплоносителя до 285 о С в общем коллекторе на выходе из печи (датчик ТICA 137-1-1);
– понижение разрежения в печи до 0,00002 МПа (датчики РISA 370-1-1_4, PIA 3124-1-1_3);
– понижения разрежения в коллекторе дымовых газов на входе в экономайзер Э-601.1 до 0,00009 МПа (датчик РIA 3123-1_3);
– повышения температуры до 860 о С на перевале печи (датчики ТISA 1002-1-1, ТISA 1002-2-1, TISA 1002-3-1);
Противоаварийная защита (ПАЗ) печи обеспечивается автоматическим закрытием клапана – отсекателя ОК 809-1 на коллекторе топливного газа к печи:
– при повышении до 0,40 МПа и понижении до 0,06 МПа давления топ-ливного газа на потоках к основным горелкам (датчики PSHH 365-1, PSHH 367-1, PSLL 365-1, PSLL 367-1);
– при понижении до 0,05 МПа давления топливного газа на потоках к пилотным горелкам (датчики PSLL 3129-1, PSLL 3130-1);
– при понижении расхода теплоносителя к печи до 120 т/час (датчик FISA 504-1-1);
– при понижении давления воздуха КИП в коллекторе к пневмо-приводам до 0,3 МПа (датчик PSLL 3116-1);
– при повышении до 300 о С температуры теплоносителя на выходе из печи (датчик TISA 137-1-1);
– при понижении до 0,00001 МПа разрежения в топке печи (датчик РISA 370-1);
– при повышении до 500 0 С температуры отходящих дымовых газов (датчики ТISA 135-1-1, ТISA 135-2-1, ТISA 135-3-1);
– при повышении температуры до 900 о С – прогаре змеевика (датчики ТISA 1002-1-1, ТISA 1002-2-1,ТISA 1002-3-1);
Кроме того, предусмотрена автоматическая отсечка клапаном ОК 364/366-1 подачи топливного газа на печь (общий коллектор) при понижении до 0,051 МПа давления на потоках топливного газа к основным горелкам (датчики PSLL 3125-1, PSLL 3126-1).
Резкое повышение температуры до 900 о С в печи свидетельствует о прогаре змеевиков печи.
Схема противоаварийной защиты (ПАЗ) печи при прогаре змеевиков предусматривает автоматическое управление следующими кранами:
-закрывается клапан ОК 809-1 на общем коллекторе, отсекая подачу топливного газа на печь с одновременной подачей пара в топку печи открытием крана № 35;
– закрываются кран № 38 на входе теплоносителя в печь и кран № 31 на выходе из печи;
– открывается кран № 30 на подаче пара в дренажный трубопровод и в течение двух минут пар поступает в дренажный трубопровод печи. По истечении двух минут кран № 30 закрывается;
– кран № 32 на трубопроводе дренажа теплоносителя со стороны входа открывается и через 5 сек. после его открытия открывается кран № 36 на подаче пара в змеевики со стороны входа теплоносителя;
– открывается кран № 33 на трубопроводе дренажа теплоносителя со стороны выхода и через 5 сек. после его открытия открывается кран № 37 на подаче пара в змеевики со стороны выхода теплоносителя.
Дренаж горячего теплоносителя при прогаре змеевиков печей П-601/3,4 осуществляется в существующую заводскую систему.
Предусмотрена паровая завеса печи для предотвращения проникновения к печи "облака" горючей газо-воздушной смеси при аварии на технологической установке.
При достижении загазованности 50 % НКПВ, кроме автоматической отсечки топливного газа клапаном ОК 809-1 и подачи пара в топку печи открытием крана № 35, открывается кран № 34 на подаче пара на паровую завесу.
Предусмотрена подача предупредительного звукового сигнала за 30 секунд до включения паровой завесы для эвакуации персонала с площадки печи. Включение паровой завесы предусмотрено также дистанционно и по месту.
Поступают самотеком в подземную дренажную емкость Е-611 через кран № 62/1 с дистанционным управлением:
– конденсат от аппаратов Е-1100, Е-1101 объекта 1932-23-19 (факельное хозяйство);
– дренируемые жидкости от аппаратов К-601, Т-601, Е-601, Т-603, Т-602, Т-621, Т-604, НЦ-601, (л. л.2.3, 2.4), К-602, Т-605, Е-602, Т-606, Т607, НЦ-603 (л. л. 2.5, 2.6);
– дренируемые жидкости от аппаратов К-603, Е-603, Т-608, Т-609, Т-610, Т-622, НЦ-605 (л. л. 2.7, 2.8);
– дренируемые жидкости от аппаратов Т-614, К-604, Е-604, Т-611, Т-612, Т-613, Т-615, НЦ-606, НЦ-607 (л. л. 2.9, 2.10);
– дренируемые жидкости от аппаратов К-605, Т-618, Е-605, НЦ-608, НЦ-609, Т-618, Т-619, Т-617 (л. л.2.11, 2.12);
При заполнении емкости Е-611 краны № 62/1 на приеме продукта и № 65/1 на сбросе газа из Е-611 на факел открыты. Краны № 64/1 на трубопроводе газа передавливания и № 126/1 на трубопроводе газа на утилизацию, а также кран № 63/1 на трубопроводе подачи жидких продуктов в линию подачи сырья в Т-620 закрыты.
Предусмотрена работа крана № 62/1 в автоматическом режиме: при достижении уровня в емкости Е-611 равного 1800 мм кран № 62/1 закрывается, а при понижении уровня в емкости Е-611 до 300 мм – открывается (датчик LISA 677-1).
При достижении уровня в емкости Е-611 1800 мм кран № 62/1 автоматически закрывается, вручную дистанционно или по месту закрывается кран № 65/1 на сбросе на факел. Затем открываются вручную краны № 63/1 и № 64/1 и жидкость выдавливается газом в трубопровод сырья к теплообменнику Т-620.
Понижение уровня до 300 мм сигнализируется. При этом вручную закрывают краны № 64/1 и № 63/1, а затем открывают кран № 126/1 и стравливают газ на установку утилизации завода. При понижении давления в емкости Е-611 до 0,03 МПа кран № 126/1 по команде сигнализатора давления PAL 001-1 автоматически закрывается.
После закрытия крана № 126/1 открывается вручную кран № 65/1. Емкость Е-611 готова к приему дренажных стоков.
Для сбора углеводородов при аварийном дренировании аппаратов (К-601, Т-602, Е-601, К-602, Т-601, Е-602, К-603, Т-608, Е-603, К-604, Т-614, Е 604, К-605, Т-618, Е-605) предусмотрены две подземные, аварийные дренажные емкости Е-613/1,2. На каждой из емкостей Е-613/1,2 предусмотрено:
– установка кранов с дистанционным управлением № 89/1,2 на дренажном коллекторе в емкость, № 90/1,2 на трубопроводе подачи жидкости из емкости в коллектор сырья к Т-620, № 92/1,2 на уравнительной линии и № 91/1,2 на газе передавливания жидкости из емкости.
При достижении уровня 1800 мм в емкости Е-613/1 и поступлении сигнала высокого уровня (датчик LIA 678-1-1), вручную дистанционно или по месту перекрываются краны № 89/1 и № 92/1 и открываются краны № 90/1 № 91/1.
При снижении уровня до 300 мм в емкости Е-613/1 по сигналу низкого уровня (датчик LIA 678-1-1) производится обратное переключение кранов: краны № 91/1 и № 90/1 закрываются, а краны № 89/1 и № 92/1 открываются и емкость готова к приему дренажных стоков.
Операции по освобождению емкости Е-613/2 от дренажной жидкости аналогичны.
Газы стравливания (от аппаратов и предохранительных клапанов) поступают по факельному коллектору в факельную систему 7/8 завода или в факельный сепаратор С-602. В сепараторе газ отделяется от жидких продуктов и подается в систему факельного хозяйства ГФУ-300 (блок 5), а жидкость стекает через кран № 24 с дистанционным управлением в дренажную емкость Е-606.
Уровень жидкости в факельном сепараторе С-602 измеряется, а его повышение до 600 мм сигнализируется (датчик LIA 671-1).
Собранная в подземную емкость Е-606 жидкость затем выдавливается отбензиненным газом в трубопровод сырья к Т-620. В емкости Е-606 замеряется температура (датчик ТIA 292-1) и уровень (датчик LIA 672-1). При достижении в емкости Е-606 уровня 1350 мм автоматически перекрываются краны № 24 на сливе жидкости из факельного сепаратора С-602 и № 25 на уравнительной линии емкости и открываются краны № 22 на подаче отбензиненного газа на передавливание и № 23 на подаче жидкости в трубопровод сырья из емкости Е-606. При достижении уровня 300 мм в емкости Е-606 автоматически в обратном порядке осуществляется переключение кранов: краны № 23 и № 22 закрываются, а краны № 24 и № 25 открываются.
Кроме того, предусмотрена аварийная сигнализация высокого уровня в емкости Е-606 (датчик LAH 685-1).
Для продувки факельного коллектора в его начало подается отбензиненный газ от сети завода. Расход газа на продувку измеряется и регулируется клапаном FV 545-1 регулятора расхода (датчик FICA 545-1). При понижении расхода отбензиненного газа до 153 кг/час, срабатывает сигнализация (датчик FISA 545-1), автоматически открывая кран № 129 на трубопроводе азота от сети завода. Расход азота на продувку коллектора замеряется местным прибором FI 550.
Газы стравливания от аппаратов и предохранительных клапанов подаются в факельную систему 7/8 завода или могут поступать в факельное хозяйство ГФУ-300 (предусмотрено проектом). На участке № 4 тепломатериалопроводов (ТМП) для сбора возможного выпадения углеводородного конденсата из факельного коллектора от факельного сепаратора С-602 предусмотрена установка подземной дренажной емкости Е-1101. В емкости Е-1101 измеряется и регистрируется температура (датчик ТIA 112) и замеряется уровень (датчик LIA 604-1). При достижении уровня 1300 мм по команде сигнализатора (датчик LISA 604-1) автоматически закрываются электроприводные задвижки № 9 на входе конденсата в емкость Е-1101 и № 11 на уравнительной линии и открываются электроприводные задвижки № 10 на трубопроводе конденсата и № 12 на газе передавливания и углеводородный конденсат передавливается в дренажную емкость Е-611. При снижении уровня в емкости до 300 мм перекрываются автоматически задвижки № 10 и № 12 и открываются задвижки № 9 и № 11 для приема конденсата. Во избежание переполнения емкости предусмотрена аварийная сигнализация уровня 1350 мм в емкости (датчик LAH 605).
Газы стравливания из факельного сепаратора С-602 установки ГФУ-300 по факельному коллектору поступают в факельный сепаратор С-1100 факельного хозяйства.
В факельном сепараторе С-1100 происходит выделение жидкости из газа. Жидкость из С-1100 самотеком поступает в дренажную подземную емкость Е-1100, а газ направляется в факельную трубу на сжигание.
В факельном сепараторе С-1100 предусмотрены измерение и регистрация уровня жидкости и сигнализация достижения высокого уровня, равного 900 мм (датчик LIA 601).
В факельный коллектор перед входом в сепаратор через электроприводные задвижки № 1 и № 8 подается отбензиненный газ из сети завода. Расход подаваемого газа измеряется, регистрируется и регулируется клапаном FV 503-1 регулятора (датчик FICA 503-1, FSA 503-2) на потоке подаваемого газа.
В подземной дренажной емкости Е-1100, куда из факельного сепаратора С-1100 самотеком через открытую электроприводную задвижку № 3 поступает жидкость, предусмотрены измерение и регистрация температуры (датчик ТIA 105) и уровня (датчик LIA 602).
Удаление жидкости из емкости Е-1100 производится в дренажную емкость Е-611 путем передавливания отбензиненным газом из сети завода. Давление газа передавливания на подаче к Е-1100 регулируется клапаном PV 317 регулятора давления "после себя" (датчик РICA 317).
Работа процесса передавливания жидкости из Е-1100 газом автоматизирована.
При достижении уровня в емкости Е-1100 1350 мм автоматически от контакта сигнализатора высокого уровня (датчик LISA 602, LAH 603) закрываются электроприводные задвижки № 3, 5, 7 и открываются электроприводные задвижки № 4, 6. Жидкость выдавливается из емкости Е-1100 до уровня 300 мм. При достижении уровня 300 мм операции по переключению проходят в обратном порядке: закрываются электроприводные задвижки № 4, 6 и открываются электроприводные задвижки № 3, 5, 7.
Розжиг факела производится через блок розжига, куда подается отбензиненный газ из сети завода и воздух КИП и А из сети завода. В соответствии с рабочей инструкцией по розжигу факела разжигаются дежурные горелки (так называемый запальник факела) через систему дистанционного зажигания факела СЗФ ЗУ1-2.
Давление газа на подаче из сети завода составляет 0,5 МПа, измеряется, регистрируется и регулируется клапаном PV322 регулятора давления (датчик РICA 322) "после себя".
При понижении давления до 0,15 МПа автоматически по сигналу низкого давления открывается электроприводная задвижка № 2 на подаче азота в факельный коллектор перед сепаратором С-1100.
Давление газа на подаче к системе розжига измеряется, регистрируется и регулируется клапаном PV321 регулятора давления (датчик РICA 321) "после себя". Понижение давления газа до 70 кПа сигнализируется (датчик РICA 321).
Кроме того, измеряется и регистрируется температура в оголовке факельной трубы (4 датчика ТIA 108-1-1_4) и сигнализируется ее понижение.
Расход газа к стволу факела измеряется, регистрируется и его понижение до 170 кг/ч сигнализируется (датчик FIA 502).
Установка утилизации тепла дымовых газов печей П-601/3,4 состоит для каждой печи:
Далее приведено описание технологической схемы и схемы автоматизации установки утилизации тепла дымовых газов печи П-601/3. Для утилизации тепла дымовых газов печи П-601/4 схема аналогична.
Дымовые газы печи П-601/3 с температурой 450 о С проходят экономайзер Э-601.1, отдавая тепло поступающей в экономайзер воде, с температурой 70 о С и давлением 0,65 МПа (изб.), и параллельно работающими дымососами Д-601.1/1,2 (1раб.+1рез.) выбрасываются в отдельно стоящую дымовую трубу печи.
Температура дымовых газов на входе в экономайзер Э-601.1 замеряется (датчик TIA 131-1-1).
Вода, поступающая в экономайзер Э-601.1, нагревается до 114 о С и поступает в систему тепломатериалопроводов. Температура нагретой воды на выходе из Э-601.1 замеряется, а повышение ее температуры до 114 о С сигнализируется (датчик ТIA 131-1-1).
Безопасная работа дымососов обеспечена автоматическим включением резервного дымососа при понижении давления на нагнетании рабочего до 0,75 кПа (датчик PSLL 342-1-1) и отключением дымососов при включении паровой завесы печей.
Вода химочищенная поступает в бак Е-601.1 из системы тепломатериалопроводов (ТМП) завода через электроприводную задвижку № 1. Температура поступающей в бак воды 25 о С. Из бака Е-601.1 вода 114 о С, поступает в сеть тепломатериалопроводов для отопительных целей. Обратная вода с температурой 70 о С через грязевик ГР-1 возвращается в бак Е-601.1. Уровень воды в баке поддерживается в границах 1800 – 2100 мм. Подпитка тепловой сети производится химически очищенной водой от существующей котельной через электроприводную задвижку № 1 от контактов сигнализатора уровня LISA (датчик LISA 608-1-1). Предусмотрена также аварийная подпитка баков водопроводной водой через электроприводную задвижку № 2.
Безопасная работа насосов НЦ-601.1/1,2 обеспечивается автоматическими блокировками, отключающими работающие насосы:
Узел подачи затворной жидкости к насосам теплоносителя НЦ-612/1 ¸ НЦ-612/3 состоит из двух маслозаправочных станций СМЗ-0,25 с объемом баков 0,25 м 3 , трех пружинных аккумуляторов АПГ-1 (по одному на каждый насос) емкостью 4 литра и ручного насоса НР-1.
Турбинное масло из бочки ручным насосом закачивается в маслозаправочные станции, откуда насосами масло закачивается в аккумуляторы АПГ-1.
Из аккумуляторов АПГ-1 масло поступает к насосам НЦ-612/1 ¸ НЦ-612/3, создавая затвор в торцевых уплотнениях насосов.
Безопасная работа узла подачи затворной жидкости обеспечивается блокировкой с автоматическим отключением маслостанций СМЗ-0,25/1, СМЗ-0,25/2 при загазованности, равной 50 % НКПВ.
5.1 Общие правила поведения работающих на территории предприятия, в производственных и вспомогательных помещениях
Каждый работающий на рабочем месте должен руководствоваться общими правилами внутреннего трудового распорядка, соблюдать правила пожарной безопасности.
Технологические трубопроводы на предприятии проложены как под землей, так и над землей – по эстакадам. Под землей находится сеть промышленной канализации. Неисправность подземных трубопроводов трудно обнаружить. Газ, выходящий через дефектное место трубопровода может распространяться по всей трассе, лоткам, попасть в помещения, выходить наружу через колодцы, грунт. Загазованность территории объекта грозит взрывом, пожаром, удушьем, отравлением.
Нефтяной газ не имеет цвета, большинство людей не ощущают запах газа. Газ (за исключением метановой фракции) тяжелее воздуха, скапливается в низких местах. Если жидкий газ выходит из трубы под большим давлением, то он испаряясь замораживает грунт. При сырой погоде на месте выхода газа образуется туман. При отсутствии визуальных признаков наличия газа в данном месте загазованность обнаруживается «тяжестью дыхания», головокружением, чувством легкого опьянения, беспричинной веселостью. Некоторые люди в загазованной среде чувствуют запах керосина и эфира. Признаком наличия в воздухе сероводорода является запах тухлых яиц, жжение глаз, раздражение слизистых оболочек глаз, носа, слезотечение, тошнота. При появления газа следует немедленно выйти из этой зоны.
С учетом пожарной опасности запрещается пронос на территорию объектов управления карманных фонарей, транзисторных приемников, мобильных телефонов, раций открытого исполнения, взрывчатых, взрывоопасных, легковоспламеняющихся, ядовитых, токсичных, спиртосодержащих веществ. Курить разрешается только в специально оборудованных местах, обозначенных «Место для курения». Работники должны строго соблюдать правила пропускного и внутриобъектового режима. Промышленная вода содержит вредные и токсичные примеси нефтепродуктов, кислот, щелочей, аммиака и других веществ. На водозаборных точках технологической воды должна быть надпись «Для питьевых целей не пригодна», для питья используется вода из системы питьевого водоснабжения. Технологические трубопроводы, аппараты, трубчатые печи с высокой или низкой температурой среды имеют тепловую изоляцию. Нельзя касаться оголенных частей трубопроводов, не защищенных изоляцией так, как возможны ожоги и обморожения.
Нельзя без надобности или не зная предназначения открывать или закрывать задвижки, краны на аппаратах, трубопроводах и оборудовании, так как изменение технологического режима может привести к аварии.
Общие требования поведения на территории пожароопасных объектов следующие: ходить надо по дорогам, асфальтированным дорожкам, знать места проходов и сообщений на территории обслуживающего объекта. Не допускается хождение по трубам, проложенным на эстакаде. Переходы через траншеи, открытые лотки глубиной и шириной 0,5 м и более, а также через надземные трубопроводы на высоте более 0,5 м допускаются только в местах, оборудованных переходными мостиками с перилами. При следовании по автомобильным дорогам необходимо держаться левой стороны, чтобы избежать наезда сзади идущего транспорта. Запрещается хождение через технологические установки и объекты других цехов, а также подходить к местам производства аварийно восстановительных работ, в которых не участвуете, подниматься на верхние площадки технологических этажерок других цехов, установок и не связанных с технологическим режимом, спускаться в колодцы, траншеи, котлованы без производственной необходимости. Несоблюдение этих требований грозит несчастным случаем и отравлением.
Основные требования безопасности при эксплуатации оборудования остерегаться вращающихся и движущихся частей, предметов. Как правило, такие части и узлы должны иметь кожух или ограждение. Смазка и чистка движущихся частей со снятием ограждений производится только после остановки механизма машины. При этом должны быть приняты меры от ошибочного включения их в работу. Электрооборудование отключается кнопкой «СТОП», а также по заявке персоналу электромонтером.
Повседневно нужно выполнять только те работы, которые поручены непосредственным руководителем, соблюдая правила безопасности. При обнаружении нарушений правил безопасности, опасных производственных факторов, возможных аварий, несчастных случаев следует сообщить о них мастеру, непосредственному руководителю.
Во время работы нужно обращать внимание на состояние и самочувствие работающих рядом, при необходимости немедленно оказать помощь.
Нужно поддерживать на территории и в помещениях должные чистоту и порядок.
Следует хорошо знать расположение основных и вспомогательных помещений, помнить, что газы тяжелее воздуха могут скопиться в заглубленных местах и помещениях и представляют угрозу здоровью и жизни.
Нужно экономно расходовать электроэнергию и другие материальные ресурсы.
Методы и средства предупреждения несчастных случаев и профессиональных заболеваний. Основные требования по предупреждению электротравматизма.
Одной из главных задач охраны и гигиены труда является выявление и сведение к минимальным значениям величин опасных и вредных производственных факторов.
По природе своего действия опасные и вредные производственные факторы подразделяются на следующие группы:
4. факторы трудового процесса (например, тяжесть труда, напряженность труда)
Вредный производственный фактор – производственный фактор, воздействие которого на работника может привести к его заболеванию. Конкретно вредными производственными факторами могут быть:
· неионизирующие электромагнитные излучения (ультрафиолетовое, видимое, инфракрасное, лазерное, микроволновое, радиочастотное, низкочастотное), статические, электрические и магнитные поля, производственный шум, вибрация, ультразвук, аэрозоли преимущественно фиброгенного действия (пыли), освещенность (отсутствие естественного освещения, недостаточная освещенность, повышенная ультрафиолетовая радиация), некоторые вещества биологической природы (антибиотики, витамины, гормоны, ферменты), патогенные микроорганизмы (инфекционные), факторы трудового процесса характеризующие тяжесть физического труда (физические и динамические нагрузки, масса поднимаемого груза, статические нагрузки, стереотипные рабочие движения, рабочая поза, наклон корпуса, перемещения в пространстве), напряженность труда (нагрузки интеллектуальные, эмоциональные, сенсорные, то есть нагрузки, связанные с ощущением, восприятием, монотонностью труда, режимом работы).
Опасный производственный фактор – производственный фактор, воздействие которого на работника может привести его к травме. В зависимости от количественной характеристики и продолжительности действия отдельные вредные производственные факторы могут стать опасными. Опасными могут быть следующие производственные факторы:
· движущиеся машины и механизмы; подъемно-траспортные устройства и перемещаемые грузы; незащищенные подвижные части оборудования; отлетающие части обрабатываемого материала; электрический ток; повышенная температура поверхности оборудования и обрабатываемых материалов; повышенные уровни излучений (например, ионизирующих); агрессивные жидкости (например, кислоты, щелочи); повышенные концентрации высокотоксичных паров и газов в воздухе;
Незнание и несоблюдение Правил безопасности приводят не только к несчастным случаям, но также могут быть причиной привлечения работника к ответственности в зависимости от степени и тяжести совершенного.
Основная деятельность управления «Татнефтегазопереработка» – это сбор, транспортировка, переработка нефтяного попутного газа, широкой фракции легких углеводородов и нестабильного бензина.
Попутный нефтяной газ – это сложная, разнообразная по составу смесь углеводородов и других примесей, горючий, в смеси с кислородом может образоваться взрывоопасная смесь. Тяжелее воздуха (плотность 1,33 кг/куб. м), поэтому скапливается в заглубленных местах. В связи с этим на объектах нужно оберегаться от возможности отравления, возгорания и взрывов. Это требует осторожного обращения с огнем, хорошей вентиляции заглубленных и замкнутых объемов, помещений. Следует различать действие попутного нефтяного газа и сероводородосодержащего газа. Попутный нефтяной газ действует удушающее, а сероводород является нервно-паралитическим и при высоких концентрациях приводит к смертельному исходу.
Необходимо также хорошо усвоить Правила электробезопасности и знать поражающие факторы электричества.
К обслуживанию электроустановок с соприкосновением к токоведущим частям допускается персонал, обученный этим работам. Остальной персонал имеет право включать и выключать электроустройства, контролировать их работу в указанных местах. При этом нужно пользоваться электроизолирующими приспособлениями и средствами.
· возникновение шагового напряжения в зоне упавшего на землю провода.
Не менее опасным фактором является относительно высокое давление, под которым транспортируется газ, вода, масло. Во время работы надо постоянно контролировать показания манометров, а при повышении и снижении давления за пределы допустимого выяснить причину и устранить ее.
Транспортировка газа, пара, воды в теплосети осуществляется при высоких температурах. При наличии в коммуникациях внутри помещения температуры выше 45 градусов они должны быть ограждены.
Основными направлениями профилактики профессиональных заболеваний, возникающих при воздействии вредных веществ, являются следующие:
· соблюдение требований, предъявляемых к технологическому процессу и оборудованию;
· медико-профилактические мероприятия (регистрация и расследование причин всех случаев профессиональных заболеваний, предварительные и периодические медицинские осмотры, осуществления контроля за состоянием воздушной среды, обязательный вводный, периодический и повторный санитарный инструктаж, индивидуальные средства защиты, рациональное питание и льготы) необходимых распорядительных документов.
К основным техническим мероприятиям по обеспечению безопасного производства работ относятся:
3. рациональное устройство рабочих мест с выполнением требований и норм по расстановке оборудования, обеспечение здоровых и безопасных условий труда.
К средствам коллективной защиты относятся оградительные, предохранительные и тормозные устройства, сигнализация об опасности; разрывы и габариты безопасности; средства дистанционного управления; специальные средства безопасности.
5.3 Пожарная безопасность. Способы и средства предотвращения пожаров, взрывов и аварий. Действия персонала при их возникновении
Пожарная безопасность представляет собой комплекс мер, направленных на обеспечение максимально возможного уровня безопасности людей и материальных ценностей.
Она обеспечивается выполнением Закона, внедрением достижений науки и техники, обучением всех работающих навыкам локализации и тушения пожаров. Надзор, контроль и профилактика осуществляется органами Государственного пожарного надзора и общественными органами.
Нормы и правила обязательны для всех работников управления. На объектах весь персонал должен быть обучен пользованию средствами пожарной безопасности, знать где они находятся. Не допускается загромождение проходов и проездов посторонними предметами. Горюче-смазочные материалы могут находиться в помещениях в объемах не превышающую суточную потребность. Сгораемые материалы хранятся только в отведенных местах. Для противопожарной профилактики и обучения работающих на рабочих местах регулярно организуются пожарно-технические минимуму в присутствии представителей пожарной охраны.
Сбор газа и поставка его потребителям осуществляется компрессорами и самотеком через газосборные сети и напорные газопроводы. Сырьем для газопереработки является нефтяной газ и с промыслов управления и ШФЛУ. Нефтяной газ при приеме проходит очистку от сероводорода на двух установках по очистки нефтяного газа от сероводорода. На миллиардной установке очистки газа от сероводорода имеется блок получения элементарной серы, путем прямого каталитического окисления. Очищенный газ после очистки от сероводорода направляется на прием компрессоров 1/2 и 7/8 заводов для компремирования и последующей подачи на технологические установки. На установке осушки и очистки газа газ проходит осушку и очистку от влаги и СО2 . осушенный газ направляется на установку низкотемпературной конденсации и ректификации (НТКР), где с использование «глубокого» холода, получаемого при испарении жидкого пропана и этана, вырабатываются жидкие углеводороды (УЖ) и товарный этан. Жидкие углеводороды поступают на установку газофракционирования (ГФУ). На ГФУ получают фракции пропана, изобутана, нормального бутана, стабильный газовый бензин, гексановая фракция и очищенный углеводородный газ (пропилент). Продукция с установки ГФУ поступает на склад готовой продукции (СГП), откуда производится отгрузка ее потребителям. Объекты сбора, переработки и транспортировки попутного нефтяного газа относятся к категории взрывоопасных и пожароопасных производств.
1. Неисправность или повреждение производственного оборудования, аппаратуры, трубопроводов; неисправность электрооборудования, электроосвещения и несоблюдение правил их эксплуатации.
2. Неисправность и несоблюдение правил эксплуатации приборов отопления и нагревания.
3. Искрообразование от ударов при использовании стальных инструментов во время ремонтных работ.
4. Неосторожное обращение с огнем и нарушение правил противопожарного режима.
5. Самовозгорание сернистых отложений и реагентов (нефтепродукты и химические вещества), промасленных обтирочных материалов, спецодежды и т. д; разряды статического электричества.
При обнаружение признаков горения (задымление, запах гари, повышение температуры и т. п.) необходимо немедленно сообщить об этом по телефону в пожарную охрану (при этом необходимо назвать адрес объекта, место возникновения пожара, а также сообщить свою фамилию).
Сообщить о пожаре вышестоящему руководству. Принять по возможности меры по организации эвакуации людей, тушению пожара и сохранности материальных ценностей.
Немедленно покинуть горящее помещение или территорию горящей установки.
При эвакуации не создавать паники, двигаться организованно в сторону выхода из здания или за пределы горящей установки.
Наиболее вероятными видами крупных производственных аварий и катастроф могут быть взрывы, пожары, загазованность объектов и окружающей среды.
1. В любой обстановке необходимо надевать средства индивидуальной защиты.
2. Каждый на своем рабочем месте должен сделать все возможное для снижения губительных последствий аварий, обеспечить правильное отключение энергоисточников, остановить агрегаты, аппараты, перекрыть газовые, паровые и водяные коммуникации в соответствии с условиями технологического процесса и правилами безопасности.
3. Рабочим и служащим, входящим в формирование ГО, незамедлительно прибыть на место сбора.
4. Остальным рабочим и служащим действовать в соответствии с указаниями руководства предприятия.
3. Принять меры по локализации аварии и по устранению, руководствуясь «Планом возможных аварий».
5.4 Подготовка аппаратов и трубопроводов к проведению ремонтных работ
При остановке ГФУ-300 на ремонт должен быть разработан порядок подготовки аппаратов, оборудования и коммуникаций к ремонту, включая схемы освобождения их от продуктов, схемы установки заглушек, схемы пропарки, промывки, проветривания и другие меры, обеспечивающие безопасность работающих.
Перед ремонтом установки приказом по заводу должны быть назначены ответственные лица за организацию и проведение ремонта, подготовку к нему аппаратуры, оборудования, коммуникаций, выполнение мероприятий по безопасности, предусматриваемых планом организации и проведения работ. Запрещается проводить ремонтные работы без указанного плана.
Аппараты, емкости и оборудование, подлежащие вскрытию для очистки, осмотра или ремонта:
– должны быть отключены задвижками и отглушены заглушками от остальной системы установки;
– должны быть пропарены водяным паром, проветрены, охлаждены до 30 о С;
– должен быть сделан анализ среды внутри аппарата на содержание углеводородов и кислорода.
Открывать люки на колоннах для проветривания следует по порядку сверху вниз. После пропарки и промывки аппарат должен быть оставлен с открытыми люками для естественной вентиляции.
Подготовка аппаратов к ремонту и проведение ремонтных работ должны осуществляться технологическим ремонтным персоналом после оформления наряда-допуска на проведение газоопасных и ремонтных работ с указанием ответственных лиц из числа ИТР установки.
Работы внутри аппаратов по установке и снятию заглушек должны проводиться в соответствии с правилами ведения газоопасных работ.
Ремонтные работы на установке разрешается проводить только после сдачи установки или оборудования на ремонт по актам в соответствии с "Положением о ППР".
При подготовке установки к проведению огневых работ должны быть определены границы опасной зоны, которая четко обозначается предупреждающими знаками по ОСТ 39.8-9-1-1-72:
Места сварки, газорезки отмечаются мелом, краской, бирками и другими заметными знаками.
Площадки металлоконструкций, конструкционные элементы зданий, находящиеся в зоне проведения огневых работ, должны быть очищены от пожаровзрывоопасных продуктов.
Сливные воронки должны быть герметично закрыты, крышки канализационных люков засыпаны слоем песка не менее 10 см.
Места розлива ЛВЖ и ГЖ должны быть тщательно очищены и засыпаны сухим песком.
Участок проведения огневых работ должен быть обеспечен первичными средствами пожаротушения.
Огневые работы на установке проводятся по письменному разрешению главного инженера, согласованному с пожарной охраной и в соответствии с требованиями "Правил проведения огневых работ".
При проведении огневых работ внутри аппарата оформляется наряд-допуск на проведение газоопасных работ и заявка – разрешение на проведение огневых работ.
При проведении огневых работ на трубопроводах необходимо освободить их от продукта, отглушить от других трубопроводов или аппаратов заглушками, пропарить и продуть.
Технологический процесс газофракционирования сырья полностью герметизирован. Загрязнение атмосферы в ходе технологического процесса возможно следующими веществами:
– предельными и ароматическими углеводородами, содержащимися в ШФЛУ+КБ, УЖ НТКР, дебутанизированном остатке ГФУ-2 и товарной продукции;
– оксидами азота, сернистым ангидридом, оксидом углерода, метаном и сажей, образующимися при сжигании попутного нефтяного газа на факеле и природного газа в технологических печах;
– этиленгликолем-антифризом, который используется в качестве охлаждающего агента в теплообменниках;
– бензином, керосином, оксидами азота, сажей, сернистым ангидридом, окисью углерода при работе транспорта.
К организованным источникам газовых выбросов на установке относятся:
– утечки из неплотностей соединений технологического оборудования (арматур, фланцев, клапанов);
Мероприятия по предупреждению, уменьшению и обезвреживанию выбросов, позволяющие сократить выбросы в атмосферу вредных веществ:
– применение герметизированной системы по всей технологической цепочке;
– контроль параметров, сигнализация отклонения параметров и состояния оборудования технологических процессов для предупреждения аварийных ситуаций;
– применение аварийно-предупредительной сигнализации о нарушении режима;
– запорно-регулирующая арматура, предохранительные клапана и технологическое оборудование выбраны в соответствии с рабочими параметрами процесса;
– герметизация неподвижных соединений за счет рационального подбора уплотнительных элементов;
– сброс с предохранительных клапанов технологического оборудования поступает по факельному коллектору в факельную систему 7/8 завода или в систему факельного хозяйства ГФУ-300, отделившаяся жидкая фаза – в дренажную емкость, откуда возвращается в технологический поток, а газовая направляется на сжигание в факельную трубу;
– испытание оборудования и трубопроводов на прочность и плотность после монтажа;
– рассеивание продуктов горения топливо сжигающих установок в атмосферу трубами достаточной высоты, обеспечивающими достижение приземной концентрации вредных веществ, не превышающей ПДК;
– арматура и оборудование размещаются на открытых площадках, что исключает загазованность помещений.
В целях защиты окружающей среды на установке по предотвращению аварийных ситуаций и уменьшению их воздействия, по предупреждению, уменьшению и обезвреживанию стоков, позволяющие сократить выбросы вредных веществ, предусмотрены следующие мероприятия:
– на площадках установки предусматривается сплошное бетонное покрытие, исключающее попадание аварийно разлитых продуктов и загрязняющих стоков в почву и грунтовые воды;
– площадки, где возможны проливы технологических продуктов, отбортованы;
– лотки ливневых и производственных стоков на территории установки должны быть соединены с канализацией (через) гидрозатворы и иметь постоянный уклон в сторону канализационного лотка;
– на этажерках установки также предусматривается бетонное покрытие;
– укладка напорных трубопроводов в землю на глубину ниже промерзания грунтов;
– использование труб из материалов, соответствующих транспортируемой среде:
· сети производственно-дождевой канализации – из асбестоцементных труб;
· внутренняя поверхность емкости производственно-дождевых стоков покрывается антикоррозионной изоляцией на основе эпоксидных смол;
Аварийно разлившийся продукт с отбортованных площадок вывозится с установки.
Http://www. bestreferat. ru/referat-201216.html
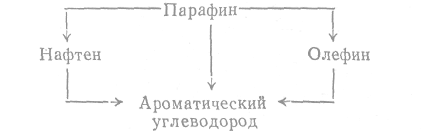
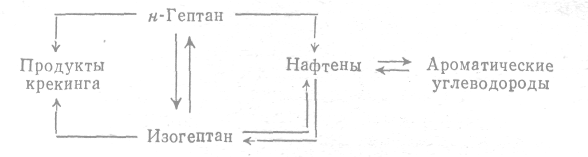
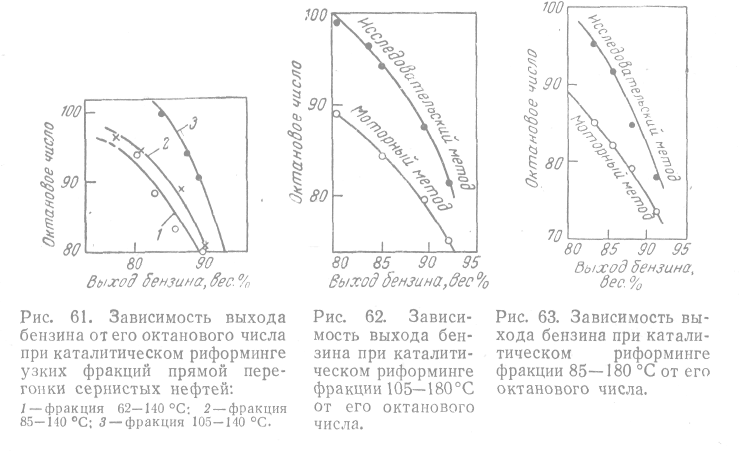
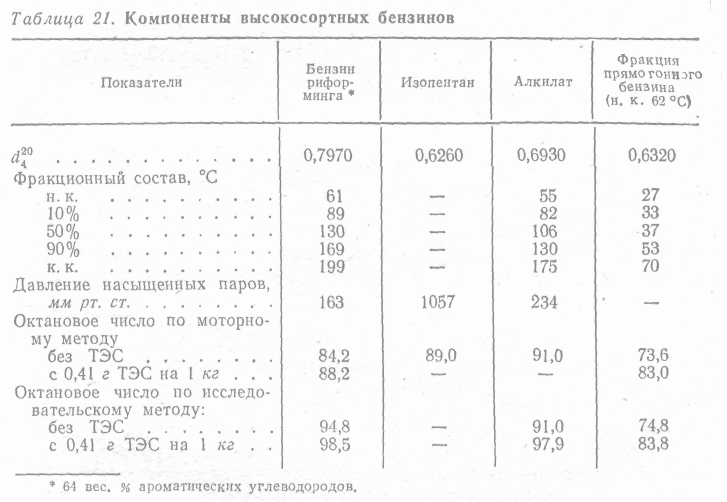
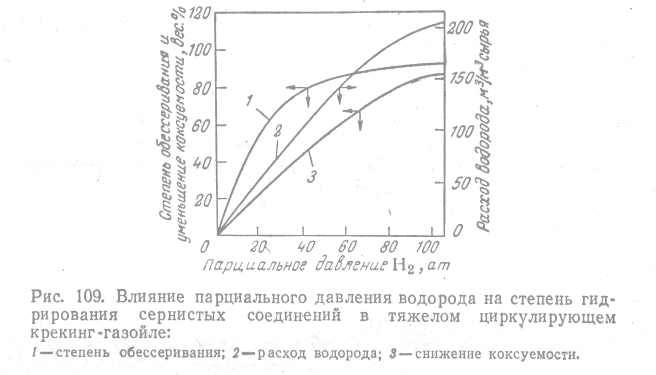
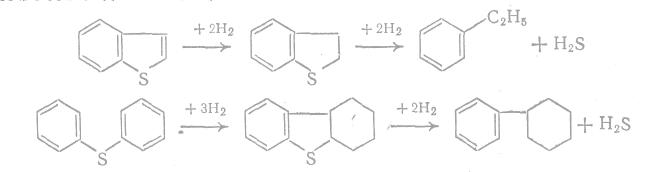
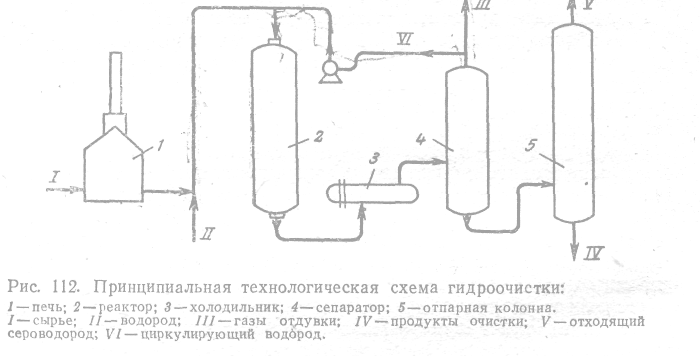
. — 8 шт. с производительностью 250 — 500 т нефти в сутки каждая. В сочетании с химическим методом этот метод имеет наибольшее распространение в промышленной нефтепереработке. 2. Принципы первичной переработки нефти Нефть представляет собой сложную смесь парафиновых, нафтеновых и ароматических углеводов, различных по молекулярному весу и температуре кипения. Кроме того, в нефти содержатся сернистые.
. расчет величины затрат необходимых для внедрения этого проекта в производство. Оценить изменение себестоимости продукции получаемой в цехе первичной переработки нефти и получения битума. В цехе установлено две печи: для нагрева нефти П-1 и для подогрева мазута и пара П-3, после реконструкции должна быть установлена печь, которая полностью заменит обе печи П-1 и П-3. Производительность печи по.
. процессы разделения нефти на фракции, когда используются ее потенциальные возможности по ассортименту, количеству и качеству получаемых продуктов и полупродуктов — перегонка нефти; ко вторичным относят процессы деструктивной переработки нефти и очистки нефтепродуктов, предназначенные для изменения ее химического состава путем термического и каталитического воздействия. При помощи этих методов.
. [4]. Остатки Девонской нефти из-за повышенной вязкости (ВУ > 16) могут быть применены в качестве компонентов котельных топлив только после их переработки на установке висбрекинга. 3 Выбор и обоснование технологической схемы установки первичной переработки нефти (АВТ) 3.1 Блок ЭЛОУ В блоке ЭЛОУ для получения обессоленной нефти с содержанием хлористых солей £1 мг/л при степени.
Http://www. kazedu. kz/download/54644
Сырая нефть содержит растворенные в ней газы, называемые попутными, воду, минеральные соли, различные механические примеси. Подготовка нефти к переработке сводится к выделению из нее этих включений и нейтрализации химически активных примесей.
Выделение из нефти попутных газов производится в газоотделителях путем уменьшения растворимости газов за счет снижения давления. Затем газы направляются для дальнейшей переработки на газобензиновый завод, где из них извлекают газовый бензин, этан, пропан, бутан.
В специальных подогревателях выделяют из нефти легкие бензиновые фракции, а затем, добавив деэмульгатор, направляют в отстойные резервуары. Здесь происходит освобождение нефти от песка и глины и обезвоживание. Более качественным способом разрушения эмульсий и удаления воды является электрический способ, заключающийся в пропускании нефти между электродами, включенными в цепь переменного электрического тока высокого напряжения (30-45 тыс. В). При обезвоживании нефти происходит и удаление значительной части солей (обессоливание). Установки, служащие для удаления солей из нефти способом, сочетающим термохимическое отстаивание с обработкой эмульсии в электрическом поле, называются электрообессоливающими (ЭЛОУ).
Присутствующие в нефти химические активные примеси в виде серы, сероводорода, солей, кислот нейтрализуются с помощью растворов щелочей или аммиака. Этот процесс, имеющий целью предотвращение коррозии аппаратуры, называется защелачиванием нефти.
Кроме того, подготовка нефти к переработке включает сортировку и смешение нефтей для получения более равномерного по составу сырья.
Существуют первичные и вторичные методы переработки нефти. Первичными являются процессы разделения нефти на фракции перегонкой, вторичные процессы – это деструктивная переработка нефти и очистка нефтепродуктов.
К первичной перегонке относятся процессы атмосферной перегонки нефти и вакуумной перегонки мазута. Их назначение состоит в разделении нефти на фракции для последующей их переработки или использования как товарных продуктов. Первичную переработку осуществляют соответственно в атмосферных трубчатых (АВ) и вакуумных трубчатых (ВТ) или атмосферно-вакуумных трубчатых (АВТ) установках.
На установках АТ осуществляют неглубокую переработку нефти с получением бензиновых, керосиновых, дизельных фракций и мазута. Установки ВТ предназначены для углубления переработки нефти. Получаемые в них из мазута газойлевые, масляные фракции и гудрон используют в качестве сырья в процессах вторичной переработки нефти для производства смазочных масел, кокса, битума и других нефтепродуктов.
Продукты перегонки нефти на установках АВТ имеет следующий состав:
Углеводородный газ состоит преимущественно из пропана и бутанов, которые в растворенном виде содержатся в поступающей на переработку нефти. Пропан-бутановую фракцию используют для производства индивидуальных углеводородов на газофракционирующих установках в качестве бытового топлива.
Бензиновые фракции (62-180 0 С) служат сырьем во вторичных процессах изомеризации, каталитического риформинга с целью производства индивидуальных ароматических углеводородов (бензола, толуола, ксилолов), высокооктановых компонентов автомобильных и авиационных бензинов; их применяют в качестве сырья пиролиза при получения этилена.
Керосиновые фракции (120-240 0 С) используются как топливо для реактивных двигателей в виде осветленного керосина и для производства лаков и красок.
Дизельные фракции (140-340 0 С) служат дизельным топливом и сырьем для получения жидких парафинов депарафинизацией.
Мазут – остаток атмосферной перегонки нефти – используется как котельное топливо и в качестве сырья во вторичных процессах переработки (каталитический крекинг, гидрокрекинг).
Гудрон – остаток вакуумной переработки мазута – подвергается деасфальтизации, коксованию с целью углубления переработки нефти и используется в производства битума.
Http://studfiles. net/preview/2608889/page:3/
Эффективность переработки нефти измеряется удельными капитальными вложениями на единицу перерабатываемого сырья по процессам, затратами, связанными с извлечением продукции из 1 тонны нефти, ассортиментом выхода продукции, степенью глубины переработки исходного сырья. Экономический эффект на стадии исчисляется посредством определения следующих показателей: критерия интегрального эффекта, современной чистой ценности или текущей стоимости, оценки суммарного выхода продукции в мировых ценах. [1]
Эффективность переработки нефти в смеси с ОМ снижается из-за присутствия в последних асфальто-смолистых соединений, тяжелых металлов и различных присадок. [2]
Эффективность переработки нефти в смеси с ОМ снижается из-за присутствия в последних асфальто-смолистых соединений, тяжелых металлов и. По мнению специалистов 9, нормальная работа ЭЛОУ возможна только при содержании в смеси не более 0.5 % неочищенных или 10 % очищенных ОМ. [3]
Повышение эффективности переработки нефти может быть достигнуто созданием комбинированных установок на основе укрупненных мощностей. [4]
Однако по двум рассмотренным вариантам эффективность переработки нефти оказывается очень высокой, поскольку качество продуктов значительно выше обычного, достигаемого на современных НПЗ. [5]
Среди термических процессов в последние годы особое внимание нефтепереработчиков привлекает процесс висбрекинга, характеризующийся низкими, по сравнению с другими термическими процессами, капитальными и эксплуатационными затратами и обеспечивающий при этом значительное увеличение эффективности переработки нефти. [6]
Среди процессов переработки нефтяных остатков в последние годы внимание нефтепереработчиков привлекает процесс висбрекинга, характеризующийся низкими, по сравнению с другими термическими процессами, капитальными и эксплуатационными затратами и обеспечивающий при этом значительное увеличение эффективности переработки нефти. [7]
Башкирском научно-исследовательском институте по переработке нефти, по созданию новых направлений глубокой переработки нефти совершенствованию традиционных технологических схем переработки остатков, более полному использованию имеющихся ресурсов малосернистого сырья позволит в ближайшие годы значительно сократить выработку котельного топлива, сернистого кокса и тем самым повысит рентабельность производства и эффективность переработки нефти. [8]
Как показала практика, отработанные масла, перерабатываемые в смеси с сырой нефтью, хотя и являются дополнительным сырьем для производства смазочных масел и моторных топлив, отрицательно влияют на нормальную эксплуатацию основного оборудования электрообезвоживающих и обессоливающих установок ( ЭЛОУ), вследствие чего оно быстро выходит из строя. Эффективность переработки нефти в смеси с отработанными маслами снижается из-за присутствия в последних смолисто-асфаль-теновых соединений и различных присадок. [9]
В целом затраты на собственно производство дорожных битуков с ГЗК по вариантам окисления смеси асфальта и гудрона в обычной колонне и переокисления асфальта в колонне с отделенной секцией сепарации с последующим смешением с гудроном примерно одинаковы и в 2 5 раза меньше затрат по варианту переокисяения асфальта в обьг ной колонне с последующим смешением с гудроном. Производство доро; ных битумов с ГЗК по схемам переокисление-разбавление позволяет почти в 2 раза увеличить количество асфальта, вовлекаемого в сыры по сравнению с методом окисления смеси асфальта и гудрона. Это имеет положительное значение для эффективности переработки нефти i целом, так как позволяет более рационально использовать дистиллят-ные фракции при сложившейся структуре выработки продукции на НПЗ. [10]
В целом затраты на собственно производство дорокных битумов с ГЗК по вариантам окисления смеси асфальта и гудрона в обычной колонне и переокисления асфальта в колонне с отделенной секцией сепарации с последующим смешением с гудроном примерно одинаковы и в 2 5 раза меньше затрат по варианту переокисления асфальта в обычной колонне с последующим смешением с гудроном. Производство дорожных битумов с ГЗК по схемам переокисяение-разбавление позволяет почти в 2 раза увеличить количество асфальта, вовлекаемого в сырье по сравнению с методом окисления смеси асфальта и гудрона. Это имеет положительное значение для эффективности переработки нефти в целом, так как позволяет более рационально использовать дистиллят-ные фракции при сложившейся структуре выработки продукции на НПЗ. Так, напримэр, при выпуске топочного мазута марки 100, являющегося смэсью различных фракций, высвобождение из этой смеси 1 т асфальта позволяет высвободить 0 5 т вакуумного газойля. [11]
В целом затраты на собственно производство дорожных битумов с ГЗК по вариантам окисления смеси асфальта и гудрона в обычной колонне и переокисления асфальта в колонне с отделенной секцией сепарации с последующим смешением с гудроном примерно одинаковы и в 2 5 раза меньше затрат по варианту переокисления асфальта в обычной колонне с последующим смешением с гудроном. Производство дорожных битумов с ГЗК по схемам переокисление-разбавление позволяет почти в 2 раза увеличить количество асфальта, вовлекаемого в сырье по сравнению с методом окисления смеси асфальта и гудрона. Зто имеет положительное значение для эффективности переработки нефти в целом, так как позволяет более рационально использовать дистиллят-ные фракции при сложившейся структуре выработки продукции на НПЗ. Так, например, при выпуске топочного мазута марки 100, являющегося смесью различных фракций, высвобождение из этой смеси 1 т асфальта позволяет высвободить 0 а т вакуумного газойля. [12]
В книге рассмотрены вопросы загрязнения воздушного бассейна, водоемов и почв отходами нефтеперерабатывающей промышленности. Приведены источники этих отходов и показана доля каждого из них в общем объеме загрязнения природной среды. Проанализирована степень изменения удельных и абсолютных выбросов за период с 1960 по 1980 гг. На основании: изучения отечественных и зарубежных материалов определены: мероприятия, обеспечивающие повышение эффективности переработки нефти, а также возможности перехода заводов на работу по малоотходной и безотходной технологии. [13]
В настоящее время половина потребностей алюминиевой промышленности России в нефтяном коксе покрывается за счет импорта. Закупается более 500 тыс т / год импортного нефтяного кокса. Это является совершенно неприемлемым ни для алюминиевой отрасли, которая расходует денежные ресурсы на закупку импортных коксов, ни для нефтяных компаний, уступающих внутренний рынок нефтяного кокса и занижающих эффективность переработки нефти из-за небольшой доли процесса коксования, повышающего глубину переработки. [14]
Переработка осуществляется на крупных специализированных предприятиях. Получаемый при этом экономический эффект в 1.8 раза превышает эффект от использования отработанных масел в качестве компонента котельного топлива и в 3.9 раза – эффект от совместной переработки с нефтью. Отработанные масла, перерабатываемые в смеси с сырой нефтью, хотя и являются дополнительным сырьем для производства смазочных масел и моторных топлив, отрицательно влияют на нормальную эксплуатацию основного оборудования электрообезвоживающих и обессоливающих установок ( ЭЛОУ), вследствие чего оно быстро выходит из строя. Эффективность переработки нефти в смеси с отработанными маслами снижается из-за присугсгвия в последних смолисто-асфальтеновых соединений и различных присадок. По мнению специалистов 9, занимающихся изучением возможности переработки отработанных масел совместно с сырой нефтью, нормальная работа ЭЛОУ возможна только при содержании в смеси не более 0.5 % неочищенных или 10 % очищенных отработанных масел. [15]
Http://www. ngpedia. ru/id624431p1.html