




устройство мини нпз по переработке газового конденсата
Для предприятий, осуществляющих деятельность, направленную на переработку нефтяных продуктов особую ценность имеет сырьё в виде газового конденсата. Составляющими компонентами конденсатного вещества являются смеси из сильно закипающих углеродных элементов, с разнообразной структурой. В свою очередь углеводородные вещества есть результат выделения из газообразной продукции, в ходе добывания на участках газоконденсатного месторождения.
Конденсатные компоненты, по строению различаются на: вещества стабильного типа и элементы нестабильного действия реакций. К нестабильно действующим элементам конденсатного вещества можно определить широко облегченные частицы углеводородных масс, характеризующиеся повышенным напором перенасыщенных паровых выделений. Высокий напор и температурный режим в пластах сохраняют структуру бензинокеросиновых частиц в газообразном виде и определяют нефтяным компонентам жидкий состав элементы.
В производственных целях газообразные конденсирующие вещества добываются для сферы двигательного горючего, поддерживая органический синтез. Наиболее востребована переработка газового конденсата в товарно-продуктивные горючие вещества и нефтехимические элементы.
Перспективное производство функционирует на основе четко сформированного технологического проекта, с использованием качественного сырья. Это обеспечивает соответствие выпускаемой продукции высококачественным показателям двигательной продукции. Предприятия, на которых осуществляется переработка газового конденсата, обладают невысокими производственными мощностями. Однако, для получения такого же объема бензинового компонента с высокооктановыми составляющими посредством нефтепереработки, нужно задействовать мощности, превышающие конденсатное производство в несколько раз.
Весомым преимущественным показателем, оказывающим влияние на рыночную цену готового продукта, является необразование отходов производства большой массы. Утилизация – один из высокооплачиваемых этапов обработки конденсирующего сырья, который требует согласования с различными контролирующими органами, а также привлечения огромных трудовых ресурсов.
Технологический процесс операций, в соответствии с которыми выполняется переработка газового конденсата, спроектированы в едином звене, обеспечивающим бесперебойное функционирование, низкие издержки на монтаж технических линий и межсекторные перемещения. Процесс перерарботки может производиться разными способами. Временной показатель производственного процесса зависит от внедренных технологий и используемого оборудования.
Чаще всего промысловая переработка газового конденсата происходит методом низкотемпературного режима сепарации. При этом методе извлекается порядка 95% углеводородных элементов С5+. Рабочая температура составляет 243 К, при созданном давлении в 7,6 МПа. Дополнительно извлекаются и нетяжелые углеводородные компоненты, обладающие небольшим массовым объемом.
Наиболее глубокая переработка газового конденсата, на промышленных утилизирующих предприятиях, применяются воздействием минусовых температур, посредством особых технологий. Этот процесс включает ректификацию при минимальном напоре и рабочим температурным состоянием в 213 К. Уровень получения газовых веществ, углеводородного типа, и конденсатной массы, складывает порядка пятидесяти процентного этанового составляющего, около 80% пропанобутановой части, и 100% углеводородов С5+.
Конденсат нестабильного действия вырабатывается благодаря высокой вместимости этанового, бутанового и пропанового элементов. Данный тип конденсата выделяется на установках промысловой добычи природного газа в жидкой фазе. Его переправляют через трубопровод на установки стабилизации конденсата, и затем перерабатывают. Полученную в процессе перерарботки газового конденсата метан-этановую фракцию пускают в магистральный газопровод, а широкую фракцию легких углеводородов и стабильный конденсат используют в дальнейшем как сырье для производства моторного топлива.
Установка БДУ-2КН входящая в состав МиниНПЗ предназначена для разделения нефти или газового конденсата на бензиновую фракцию, керосиновую фракцию, дизельную фракцию и мазут на ректификационных колоннах насадочного типа с предварительным нагревом в трубчатой печи АНУ-0.8. . Дальнейшее доведение получаемых продуктов до ГОСТовских параметров осуществляется на блоке компаундирования входящего в инфраструктуру МиниНПЗ.
Материальный баланс рассчитан для среднетрубной нефти с содержанием светлых фракций до 50 % и газового конденсата с содержанием светлых фракций до 90 %. По необходимости технический керосин может выделяться, как отдельная фракция, так и быть включён в состав или бензиновой или дизельной фракции для получения различных марок топлив.
Выход каждой фракции зависит от перерабатываемого сырья и может быть определён по паспорту на сырьё.
Сырьё (нефть, газовый конденсат) подаётся насосом в блок рекуперации где нагревается в теплообменных аппаратах за счёт тепла выходящей с установки продукции (бензина, дизельного топлива, мазута). Далее сырьё попадает в бензиновый блок ББ-1, где из него в ректификационной колонне извлекаются бензиновая фракция. Затем сырьё проходя печь трубчатую Ану-1.25 и нагреваясь в ней, попадает в дизельный блок БД-1, где разделяется в ректификационной колонне на керосин, дизельную фракцию и мазут. Все продукты с блоков ББ-1 и БД-1 поступают в блок рекуперации тепла, в котором охлаждаются, передавая своё тепло сырью, проходят блок охлаждения и затем направляются в продуктовые ёмкости.
Сама установка БДУ-2КН занимает участок размером 10*9 м, однако необходимость сохранения противопожарных разрывов ставит определённые требования к площадке для Мини НПЗ при использовании полноценной инфраструктуры предприятия.
-
Минимальная площадь участка 1.5 га Минимальные размеры участка 150*100 м Оптимальные размеры участка 200*100 м или 150*150 м Расстояние до жилой зоны СЗЗ(санитарно —защитная зона) 1000 м
В СЗЗ не должны попадать предприятия здравохраненияя и пищевой промышленности.
Расстояние до соседнего предприятия технологически не связанного (от установки до забора) — 200 м
Расстояние до соседнего предприятия технологически связанного (от установки до забора) — 100 м
Тоже, что и переработки нефти. Только больше светлых фракций(дизельной, бензиновой, керосиновой) и минимум мазута, а если светлый конденсат, то вообще без них. Характеристики – зависит от того, на какой установке перерабатывать и что на выходе интересует. Вопрос слишком общий.
Перерабатывались сами на мини НПЗ. Сырье – конденсат компаундированный нефтью. Получили-прямогонный бензин, нефтяной растворитель – нефрас, печное топливо светлое, минимум мазута. Удастся продать-заработаете, если попадете в рынок. Нам удалось! Но времена бывают разные!
Насколько сейчас актуален вопрос по переработке СГК по давльческой схеме на миниНПЗ? Какие факторы при этом учесть? Связываться или нет? Я понимаю, вопросы глупо звучат, но на какие бы факторы Вы сейчас обратили внимание, если речь идет о 3-5 тыс. т. СГК с Уренгоя. Как правильно оценить привлекательность предложения? К сожалению, не имею опыта с СГК..Есть у кого проконсультироваться, но контрольный выстрел на форум. Буду признателен, если знатоки в двух прояснят ситуацию.
Считайте экономику и рынок сбыта ГП. Сейчас та ситуация когда СГК и БСГ практически в одной ценовой категории.
Спасибо. Александр Владимирович, а Вы берете СГК на переработку? Если Вам интересно, подробности мылом.
Главный фактор – это экономика. Считайте стоимость готовых нефтепродуктов и затраты, из этого и видно будет, стоит работать или нет.
Антон Владимирович! При переработке на так называемых Мини НПЗ как “Кубового” так и “колонного” типа, получается одно. разделение исходного сырья (как нефти и газового конденсата. так и не побоимся этого слова. нефтегазоконденсатной смеси) на три фракции: нефрас или в простонародье “прямогон” температура перегонки от 30 до 180 С, далее от 180 до 350-360 керосино-дизельная фракция (именуемая официально: Топливо судовое маловязкое или Печное топливо светлое) ну и замыкает парад участников. кубовый остаток. мазут прямогонный, количество примерно соответствует фракционному составу указанному в паспорте качества на сырье, у кондюка больше потери при перегонке.
Но это все не важно (в смысле решения вопроса по поставке товара на переработку), дело в том что переработка жидкого углеводородного сырья (ну типа нефть и газоконденсат). очень прибыльное дело, и по этому, владельцы Мини НПЗ уже Априори: – “Удачные бизнесмены”! и если владельцы завода (мини) приглашают к себе так называемых “давальцев” можно сделать вывод. а так ли всё хорошо, нет ли “дырок” (а то и чёрных дыр) в бюджете завода, если он не в состоянии купить себе банально сырья при сегодняшнем колоссальном разрыве на стоимость сырья и стоимость готового продукта.
PS В последнее время наблюдается тенденция по подоражанию бесплатного сыра в мышеловках!
Http://www. nge. ru/forum_tree_9_71393_0_0.htm
Из твердого сырья: муниципальные отходы, уголь, торф, древесные отходы. Из жидкого сырья: нефть, мазут, нефтешлам, отработанное масло.
Наши мини заводы роботы новинка века: ищем дилеров по всем странам мира. Сделай свою планету чистой, а себя успешным.
По плотности газового конденсата можно судить только о наличии, либо отсутствии более тяжёлых углеводородов или фракций. Делать заключение о выходе основного конечного продукта (бензина или дизельного топлива) можно лишь на основании анализа данного газового конденсата на фракционный состав, который и покажет, какая фракция будет основным конечным продуктом (бензина или дизельного топлива)
5. Массовая доля общей серы, %, не нормируется (определение по требованию потребителя).
6. Плотность при 20 градусов С, г/см3, не нормируется (определение обязательно).
7. Вязкость: при 20 (50) градусов С, мм2/сек, не нормируется (определение по требованию потребителя).
8. Фракционный состав, не нормируется (определение по требованию потребителя).
Нефтегазоконденсатная смесь представляет собой сложную смесь различных органических соединений, в основном углеводородов, отличающихся между собой температурами кипения и химическим строением молекул, входящих в их состав. Наряду с жидкими углеводородами, составляющими основу нефти и газового конденсата, в растворенном состоянии в ней присутствуют газовые углеводородные соединения, как правило, предельного характера. Добавление газового конденсата в нефть может преследовать различные цели.
1. Увеличить выход светлых нефтепродуктов (бензина, керосина, дизельного топлива), поскольку ГК содержит большое количество высокомолекулярных углеводородов, входящих в состав бензиновых, керосиновых, а также дизельных фракций нефти.
2. Получить так называемое газоконденсатное топливо, которое по сравнению с дизельным топливом по ГОСТ 305-82 имеет ряд преимуществ:
-высокая скорость горения и стабильность периода задержки воспламенения;
– пониженный износ узлов деталей цилиндропоршневой группы двигателя.
3. Удешевление процесса производства дистиллятных моторных топлив.
Мини-завод комплектуется установками на усмотрение заказчика под востребованный технологический процесс.
Http://www. potram. ru/index. php? page=46
Нефтяные шламы являются основными отходами нефтеперерабатывающих и нефтехимических предприятий. Данный тип отходов образуется в процессе бурения скважин, в результате очистки сточных вод содержащих нефть на очистных сооружениях и во время чистки резервуаров. Шламы представляют собой тяжелые нефтяные остатки, которые содержат в среднем (по массе):
Все шламы представляют собой определенную опасность, поэтому они хранятся в специальных шламонакопителях. Шламонакопители, представляющие собой земельные емкости открытого типа предназначенные для хранения шламов, занимают довольно большие территории. Кроме того, подобные сооружения пожароопасны, и являются источником потенциального загрязнения окружающей среды, которое происходит вследствие испарения нефтепродуктов. Результатом такого испарения является загрязнение почв и грунтовых вод. Поэтому сегодня обезвреживание и полная утилизация нефтяных шламов является одной из острейших проблем для нефтедобывающих регионов.
В настоящее время широко применяются следующие методы переработки и обезвреживания нефтяных шламов:
1. Сжигание нефтяного шлама в виде водных эмульсий с последующей утилизаций выделяющегося тепла. Этот способ является самым распространенным, поскольку он наиболее простой и надежный. Однако при данной технологии сложно добиться экономического эффекта, что недопустимо в современных условиях.
2. Обезвоживание и сушка нефтяного шлама с возвратом образованных нефтепродуктов в производство (данный процесс по сравнению с предыдущим более прогрессивный, однако требует куда больших капиталовложений).
3. Переработка нефтяного шлама в пирогаз. Данная технология позволяет повысить коэффициенты использования нефти, и сегодня является самой передовой, поскольку из отходов в данном случае получается высококачественное топливо. Однако не каждый мусороперерабатывающий завод решается установить у себя подобную установку ввиду ее относительно высокой стоимости. Хотя вовсе напрасно – сегодня завод по переработке шламов может являться рентабельным высокодоходным предприятием.
Газовый конденсат по своей сути является жидкими углеводами с содержанием таких легких газов как:
Переработка газового конденсата заключается в выделении газов из конденсата с целью получения таких видов продуктов в стабильном состоянии как:
Достигается это на крупных предприятиях специализирующихся на переработке газовых конденсатов посредством технологической процедуры, состоящей из таких этапов:
1. Ректификация, заключающаяся в процедуре разделения смеси посредством теплообмена между газовыми и жидкими компонентами;
2. Гидроочистка сернистых соединений в сырье посредством водорода при высоком уровне давления и температуры;
3. Изомеризация, заключающаяся в изменение структуры вещества с целью повышения его октанового числа.
Переработка газового конденсата – это выделение газов из конденсата, и получение, таким образом, двух продуктов в стабильном состоянии, подлежащих дальнейшему использованию: легких углеводов и прямогонного бензина (бензина газового стабильного).
Переработка осуществляется на заводах по переработке газовых конденсатов, самые крупные из которых обладают огромными мощностями (до 6 млн. тонн в год). Вкратце, технологический цикл делится на несколько фаз:
-
ректификация в специальных ректификационных колоннах, непрерывная или периодическая, представляющая процесс разделения смеси, путем теплообмена между жидкой и газовой составляющими; гидроочистка – процесс, направленный на снижение сернистых соединений в нефтепродуктах, происходящий при высокой температуре и повышенном давлении под воздействием водорода; изомеризация (с рециклом) – изменение структуры вещества для повышения октанового числа у бензинов, бывает высоко-, средне-, и низкотемпературной, последняя считается наиболее перспективным методом.
Итогом переработки конденсата является получение моторных топлив высокого качества (высокооктановых): бензинового, авиационного, дизельного, а также сырья (полимеров) для производства полиэтилена, полипропилена, полистирола, поливинилхлорида, синтетических каучуков, полиэфира, бутилового спирта, ацетона, фенола и т. д.
Переработка газового конденсата служит для получения таких видов продуктов:
-
Высококачественные моторные масла; Высокооктановые марки бензина; Различные виды полимерных материалов.
Установка по переработке газового конденсата включает в себя следующие блоки:
Блок ректификации продуктов гидроочистки на фракции для дальнейшей переработки;
Блок каталитического риформинга (см. технология каталитического риформинга и техническое описание);
Товарные бензины Нормаль-80 по ГОСТ Р 51105-97, Регуляр Евро-92 и Премиум Евро-95 по ГОСТ Р 51866-2002, (соответствует нормам Евро-3) и Супер Евро-98 по ГОСТ Р 51313-99. Установка рассчитана на максимальный выпуск Премиум Евро-95;
Требования к качеству современных высокооктановых автобензинов, выпускаемых по спецификации Евро-3 и выше ограничивают содержание в них Бензола величиной не более 1,0 % об.
Для достижения данного показателя по содержанию бензола в технологии используется процесс Гидроизомеризации, который включает в себя гидрирование бензола, содержащегося в фракции нк-85 С продуктов риформинга и в фракции нк-85 °С продуктов гидроочистки, с последующей его изомеризацией в метилциклопентан (МЦП). В процессе протекают также реакции изомеризация н-парафинов в изо-парафины, что также приводит к увеличению октанового числа получаемого продукта. Побочные реакции – раскрытие нафтеновых колец с образованием гексанов и гидрокрекинг сырья до продуктов с меньшим числом углеродных атомов, преимущественно пропана и бутанов.
В данной технологии на блоке гидроизомеризации использовано сырьё, состоящее из смеси фракции нк-85 °С гидрогенизата и фракции НК-85 °С риформата. На этом сырье получается гидроизомеризат с октановым числом по ииследовательскому методу ОЧИ не менее 79 (76 ОЧМ).
Для выпуска Товарного бензина Регуляр Евро-92, рекомендуются рецептура 60 % мас. тяжелого риформата и 40 % мас. гидроизомеризата, что соответствует балансовому выпуску продуктов на установке. Для производства бензинов Премиум Евро-95 и Аи-98 необходимо в составе использовать МТБЭ в концентрации до 15 % мас.:
Все права принадлежать их авторам. Данный сайт не претендует на авторства, а предоставляет бесплатное использование.
 Особо эффективной является переработка высококачественного сырья (газовый конденсат и ШФЛУ) в товарные нефтяные топлива и продукцию нефтехимии.
Особо эффективной является переработка высококачественного сырья (газовый конденсат и ШФЛУ) в товарные нефтяные топлива и продукцию нефтехимии.
Наличие качественного сырья позволяет сформировать технологическую схему и построить высокорентабельное предприятие с получением продукции, по номенклатуре и товарным показателям отвечающей современным требованиям к моторным топливам.
Для выпуска аналогичного количества высокооктановых бензинов при переработке нефти необходимо строить завод по глубокой переработке производительностью в 2-3 раза превышающей производительность предприятия перерабатывающего газовый конденсат.
Дополнительное преимущество, влияющее на себестоимость товарной продукции, – это отсутствие необходимости утилизировать тяжелые остатки, а это дорогостоящие процессы переработки, требующие значительных капитальных и эксплуатационных затрат.
Газоконденсатное сырье позволяет при строительстве установок по его переработке на территории РФ значительно снизить капитальные затраты на строительство, улучшить качество получаемой продукции, улучшить экологическую обстановку, снизить экспорт мазута.
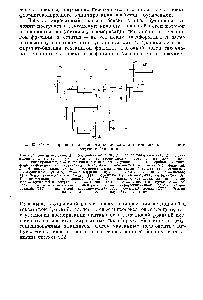
На блок – схеме 1 показана технология переработки газового конденсата в высококачественные топлива.
Набор технологических процессов по переработке газоконденсатного сырья проектируются как единый комплекс, что исключает удорожание строительства, упрощает эксплуатацию и дополнительные межцеховые перекачки.
Сырье (нестабильный газовый конденсат) поступает на блок первичной ректификации С-100.
В блоке первичной ректификации (С-100) проводят ректификацию нестабильного газового конденсата с получением фр. НК – 75 (95) °С сырья гидроочистки – С-200 и фр. 75 (95) – КК сырья гидроочистки – С-300.
1. Фракция НК – 75 (95) °С поступает в С-200 для гидрирования непредельных углеводородов и очистки от сернистых и азотистых соединений с последующей ректификацией на фракции, которые перерабатываются на установке низкотемпературной изомеризации (С-500) и установке дегидрирования пропан – бутановой фракции (С-600).
Олученная в С-200 гидроочищенная пентан – гексановая фракция поступает на установку изомеризации (С-500).
Сжиженные газы, полученные после гидроочистки и ректификации в С-200, поступают на установку (С – 600) для получения сырья установки получения метил – третбутилового эфира МТБЭ (этил – третбутилового эфира /ЭТБЭ/) С-700 и установки риформинга (олигомеризации) непредельных газов (С-900).
Дегидрирование фр. С3-С4 осуществляется непрерывно в кипящем слое катализатора, при давлении близком к атмосферному и температуре 560-580ºС.
2. Фракция 75 (95)ºС – КК поступает в С – 300 для гидрирования непредельных углеводородов и очистки от сернистых и азотистых соединений с последующей ректификацией на фракции фр. 85 -140 (180)ºС для переработки на установке каталитического риформинга (С-400) и фр.180 – КК для получения дизельного топлива или топлива для реактивных двигателей.
2. Разделения потоков базовых компонентов топлива для реактивных двигателей и дизельного топлива.
После С-300 фр. 85-140 (180)ºС подается в С-400 на каталитическое риформирование.
Проведение процесса каталитического риформинга осуществляется в одну ступень на полиметаллическом катализаторе при пониженном давлении.
Технологической схемой предусматривается осушка и увлажнение циркулирующего водородсодержащего газа, осернение и оксихлорирование катализатора.
Дегидрированная фр. С4 из С – 600 поступает в процесс производства МТБЭ (ЭТБЭ) основанный на реакции селективного взаимодействия изобутилена, входящего в состав углеводородных фракции С4, с метанолом (этанолом) в мягких условиях (температура 50-80ºС, давление 7-12атм в зависимости от используемого сырья).
Технология позволяет производить как МТБЭ, так и ЭТБЭ, что значительно повышает качество производимых реформулированных бензинов.
Дегидрированная фр. С3 С-600 и отработанная фр. С4 установки МТБЭ (С-700) поступают на установку олигомеризации (риформинга) газов (фр. С3-С4), содержащих непредельные углеводороды, с применением твердых цеолитсодержащих катализаторов с получением в качестве товарного продукта высокооктанового компонента бензина.
Очищенная в процессе риформинга (олигомеризации) фракция сжиженных газов направляется в качестве рецикла на установку (С-600) дегидрирования.
От бензина риформинга газов отделяется фракция С5 для последующей этерификации с получением высокооктанового компонента (С-800).
Легкий бензин С-600 направляется в секцию 800 на этерификацию для получения высокооктанового компонента бензина.
Компонентный состав бензина комплекса по переработке газового конденсата
Секция-100. Установка деэтанизации газового конденсата ООО «САПР-НЕФТЕХИМ»
Секция-200. Гидроочистка фракции НК 75(95)°С с блоком ОАО ВНИИ НП ректификации сырья для установок дегидрирования и изомеризации
Секция-300. Установка гидроочистки фракции 75(95)°С-КК ОАО ВНИИ НП с блоком ректификации сырья для каталитического риформинга и получения компонента реактивного топлива и дизельного арктического топлива
Секция-400. Каталитический риформинг фракции 75(95)…140°С ООО «САПР-НЕФТЕХИМ»
Секция-500. Каталитическая изомеризация фракции НК 75°С ОАО «НПП Нефтехим» (г. Краснодар) ООО «НПФ «ОЛКАТ» г. С. Петербург
Секция-600. Установка дегидрирования пропан-бутановой ОАО НИИ «Ярсинтез» Фракции ООО «НПФ «ОЛКАТ»
Секция-800. Блок этерификации легкого бензина риформинга ОАО НИИ «Ярсинтез» /(олигомеризации) газов ООО «САПР – НЕФТЕХИМ»
Секция-900. Установка риформинга (олигомеризации) ООО «САПР-НЕФТЕХИМ» непредельных газов с установок дегидрирования и МТБЭ
Следует отметить, что Российская Федерация владеет в полном объеме современными технологиями для переработки газоконденсатного сырья в высококачественные товарные топлива.
В процессе буровых работ из газовой смеси, находящейся в залежах, образуется бесцветная или же слабоокрашенная жидкость — это газовый конденсат. Он представляет собой смесь углеводородов жидкого типа. Содержание жидкой части в кубометре конденсата колеблется в пределах 10–700 кубических сантиметров (по массе — 5–10 граммов на тот же объём). Своим названием данная фракция обязана механизму её образования — путём конденсации из природных газов.
Как и любой конденсат, газовый также выпадает в момент перехода вещества из газообразного в жидкое ввиду снижения давления и температуры. В данном случае в роли сжижающихся веществ выступают тяжёлые углеводороды, содержащиеся в пластах. В естественных условиях залежи бензино-керосиновых фракций и более высокомолекулярных компонентов находятся под давлением до 60 МПа, при бурении же оно резко снижается. Основная масса данного сырья извлекается на газоконденсатно-нефтяных и чистых газоконденсатных месторождениях. Конденсат, хоть и в гораздо меньших количествах, образуется при переработке попутного нефтяного газа при сепарации «чёрного золота» в промышленных условиях.
Залежи газового конденсата бывают первичными и вторичными. Первые находятся на глубинах более 3,5 километра, в их образовании не принимают участие скопления нефти. В свою очередь, вторичные залежи возникают при обратном испарении нефтяного сырья. Кроме этого, залежи газоконденсата классифицируются по степени насыщенности. Так, отличительным свойством насыщенных пластов является идентичность показателей давления в недрах и давления начала конденсации. Ненасыщенные залежи характеризуются уровнем пластового давления, величина которого больше отметки, при котором начинается процесс конденсации.
Добыча газового конденсата: 1 — углеводородные залежи; 2 — подача газожидкостной смеси на перерабатывающий завод; 3 — охлаждение и низкотемпературное разделение; 4 — полученный в результате сепарации газ поступает потребителям; 5 — конденсат поступает на НПЗ для дальнейшей переработки
Добыча газового конденсата сопряжена с определёнными технологическими трудностями. Дело в том, что при переходе в жидкое состояние углеводороды остаются в каналах породы, извлечение сырья из которых очень трудоёмко. Для предотвращения «застревания» конденсата в недрах операторам добычи приходится поддерживать обычное для залежей давление искусственным путём. В настоящее время не выработано эффективного метода максимального извлечения конденсата, применяется по большей мере технология обратной закачки газа в пласт после его отбензинивания, то есть отфильтровывания наиболее ценных компонентов.
Газовый конденсат является полноценным полезным ископаемым и не уступает ни по своему значению для экономики, ни по богатому набору ценных компонентов чистому природному газу и нефти. Впрочем, по составу конденсат намного ближе к нефтяному сырью, чем к «голубому топливу». Именно поэтому добывающие компании в обязательном порядке дополнительно указывают количество газового конденсата в своей отчётности о разработке месторождений углеводородов. Хотя в основном конденсат добывается операторами газовых месторождений, на профессиональном жаргоне он получил знаменитое название — «белая нефть».
Основные сферы применения газоконденсата — это производство топлива и продуктов нефтехимии. В топливном сегменте из конденсата производится готовое к применению горючее в широком ассортименте — от бензинов популярных марок до топлива для котельных. В частности, производится бензин Аи-80, Аи-92, Аи-95. Бензиновое горючее, которое получается из газового конденсата, обладает низкой детонационной стойкостью, поэтому в производственном процессе приходится дополнительно использовать антидетонаторы.
Также из конденсата производится широкофракционное топливо для дизелей быстроходных транспортных средств, которое может использоваться в суровом климате — температуре до минус 30 градусов по Цельсию. Кроме того, выпускается газоконденсатное топливо с присадками, пригодное для использования в условиях ещё больших холодов. Для получения горючего зимнего применения газоконденсат проходит процедуру депарафинизации, в противном случае топливо имеет высокую температуру застывания и помутнения, то есть может использоваться лишь в летний период.
Для удовлетворения потребностей промышленных и коммунально-бытовых предприятий в топливе из конденсата вырабатывают технические пропан, бутан и их смеси. В нефтехимической сфере газоконденсатное сырьё выступает в роли базы для получения ароматических углеводородов (ксилола, олуола, бензола) и олефинов — составляющих для дальнейшего производства волокон, смол, каучука и пластмасс. В роли сырьевых компонентов выступают выделяемые из конденсата изопентановая, пентан-гексановая фракции и те же смеси бутана и пропана.
Для получения упомянутых продуктов добытый газовый конденсат отправляется на переработку. Производственный процесс предусматривает в первую очередь превращение нестабильного газоконденсата в стабильный. Последний отличается тем, что он не содержит растворенных газов. Такие газы — это в основном фракции бутана и метана — образуются в составе сырья при добыче, когда давление снижается до уровня в 4–8 МПа по мере выборки основных объёмов конденсата.
На перерабатывающих мощностях конденсат доводится до нужного состояния с помощью процедуры дегазации и очистки от примесей. Полученное стабильное сырьё в зависимости от места, где его производят, подразделяется на промысловый (если переработка осуществляется рядом со скважиной) и заводской (отправляемый на газоперерабатывающие заводы). Нестабильный конденсат после прохождения деэтанизации транспортируется под собственным давлением по магистралям-конденсатопроводам. После прибытия на ГПЗ такой исходный материал подвергается первичной переработке, в результате которой получаются бензин, дизельное топливо, сжиженные газы, мазут.
Типовой алгоритм переработки нестабильного конденсата выглядит так:
-
После извлечения из недр смесь транспортируется на установку комплексной подготовки. С помощью установки осуществляется сепарация конденсата и газовой части. Газ, полученный в результате сепарации, подаётся до врезки в газопровод магистрального типа, а оттуда передаётся потребителям. Конденсат, в свою очередь, перекачивается до врезки конденсатопровода, откуда подаётся к другой установке, предназначенной для подготовки сырья к транспортировке. Установка подготовки сырья производит деэтанизацию конденсата. Продукты переработки распределяются следующим образом: деэтанизированный конденсат (84%), газ деэтанизации (14,7%). На потери приходятся ещё 1,3%. Далее газ деэтанизации, как и газ сепарации, подаётся в газопроводы и транспортируется потребителям. Деэтанизированный конденсат поступает в конденсатопровод и отправляется на стабилизационный завод. Уже там сырьё перерабатывается до получения сжиженных газов, стабильного конденсата и дизтоплива. Для дальнейшей переработки стабилизированное сырьё перевозится наливным транспортом или перекачивается по специальным трубопроводным системам на нефтехимические и другие предприятия.
Несмотря на внедрение эффективных технологий переработки конденсата, на современном этапе освоения недр объёмы его добычи во всём мире значительно уступают показателям извлечения базовых углеводородов — нефти и газа. Такая ситуация сложилась исторически и связана с тем, что газоконденсатная отрасль сравнительно молода. На протяжении продолжительного времени нефтяные компании были заинтересованы только в добыче «чёрного золота», а газовые — разрабатывали традиционные залежи. Необходимость в освоении месторождений газоконденсата увеличивается по мере истощения обычных газовых блоков.
Россия же может похвастаться внушительными запасами газового конденсата. Разведанные ресурсы и перспективные залежи оцениваются геологами в общей сложности в 2 млрд тонн. Тем не менее, темпы освоения месторождений конденсата растут крайне медленным образом. В частности, среднегодовая добыча последних лет колеблется в пределах 30 млн тонн, в том числе на шельфовых участках — на уровне 2,5 млн тонн. Рост показателя извлечения сырья каждый год составляет до 5–10% в год. Напомним, Пронедра писали ранее, что в «Газпроме» пообещали увеличить добычу конденсата на 10% за три года.
Газоконденсатный промысел № 22 Уренгойского нефтегазоконденсатного месторождения
Наращивание добычи, в то же время, приходится по большей части на сухопутные блоки, в то время, как в шельфовых зонах её интенсивность падает. Среди российских регионов по уровню извлечения конденсата лидирует Уральский федеральный округ, где добывается до 76% данного сырья. Присоединение Крыма к России практически не изменило статистику добычи — уровень добычи на полуострове в разрезе общероссийского показателя не превышает 0,16%.
Возможности перерабатывающих мощностей в России значительно превышают добычу. Российские предприятия за год способны переработать более 56 млн тонн сырья, однако годовой объём поставок конденсата на стабилизацию — в полтора раза меньший. Хотя прогноз по добыче газового конденсата как по России, так и по всему миру в целом, является положительным и предусматривает ежегодный рост этого показателя, есть определённые факторы, сдерживающие развитие отрасли. Основной причиной медленных темпов прироста и затягивания в вопросах разработки новых месторождений является дефицит специализированных трубопроводных систем для транспортировки конденсата.
Помимо того, что Россия не сумела наладить устойчивое развитие добычи конденсата, а также обеспечение им внутреннего рынка и загрузку национальных перерабатывающих мощностей, она по-прежнему серьёзно уступает основным экспортёрам сырья по объёмам поставок. Основным игроком международного рынка газоконденсата являются США, обеспечивающие чуть ли не треть поставок. Остальные объёмы поделили между собой Канада, Австралия, Алжир и южноамериканские государства. Российский же экспорт пока минимален. К примеру, группа «Газпром» поставляет за границу около от 250 тыс. до 600 тыс. тонн такого сырья в год. Колебания объёма экспорта в сторону уменьшения связано с перераспределением объёмов поставок в пользу внутреннего рынка.
Строительство морского порта Сабетта на берегу Карского моря для перевалки углеводородного сырья Южно-Тамбейского газоконденсатного месторождения (ЯНАО) и дальнейшей транспортировки природного газа и газового конденсата в страны Азиатско-Тихоокеанского региона
Небольшими темпами, но в целом экспорт данного сырья из России растёт. Перед РФ открываются достаточно реальные перспективы освоить масштабные поставки в Азиатско-Тихоокеанский регион, рынок которого характеризуется непрекращающимся увеличением спроса. Налаживанию экспорта в Азию будет способствовать и чисто географический фактор, минимизирующий транспортно-логистические расходы.
Впрочем, оптимистичные прогнозы для России не поддерживают скептически настроенные отраслевые аналитики, предполагающие, что и азиатский рынок будет полностью завоёван американскими и австралийскими поставщиками. Попытки стимулировать и урегулировать газоконденсатный сегмент в России, в том числе путём аннулирования пошлин на экспорт и пересмотра фискальных выплат, пока носят характер временных решений и свидетельствуют лишь о том, что долгосрочная стратегия развития отрасли в настоящее время в стране отсутствует.
Несмотря на сложившуюся ситуацию, нельзя не отметить и положительные сдвиги, которые сыграли на пользу расширению национального газоконденсатного бизнеса. На нынешнем этапе российский рынок конденсата мало зависит от факторов внешнего характера и остаётся стабильным. Опыт последних лет продемонстрировал, что на газоконденсатный промысел не влияют даже такие мощные рычаги, как колебания курсов валют и изменения налогового законодательства.
Железнодорожный терминал слива стабильного газового конденсата (СГК) на Омском НПЗ
Вне зависимости от внешних потрясений последних лет, российские операторы, которые ориентируются на зарубежных покупателей, продолжают экспортные поставки, а предприятия, заинтересованные в участии во внутреннем рынке, стабильно обеспечивают наличие достаточного предложения. Устойчивости отрасли способствует её высокая экономическая рентабельность. В частности, степень доходности переработки газового конденсата выше, чем нефти.
Кроме того, в силу производственных особенностей объём выпуска светлых нефтепродуктов на заводах по переработке газоконденсата выше, чем на предприятиях, работающих с нефтью, хотя, напомним, нефтепереработка в России представлена достаточно широко. Благоприятные исходные условия всё же дают надежду на то, что развитие российского газоконденсатного сегмента будет проходить если и не быстро, но стабильно, а, следовательно, прогнозы оптимистов относительно запуска восточного направления экспорта со временем могут и сбыться.
Установка переработки газового конденсата получением дизельного топлива, растворителей (сольвент, бензол, толуол, уайт-спирит, гексановый растворитель. ).
Газовый конденсат наравне с нефтью и природным газом считается полезным ископаемым. Учет запасов этого вещества ведется в специальном Государственном балансе полезных ископаемых — он составляется отдельно по каждому конкретному виду углеводородов. Он занимает достаточно специфичное место в деятельности газовых и нефтяных компаний. Как правило, извлечение конденсата связывают с добычей природного газа, и, следовательно, в большей степени этот вид полезных ископаемых относится именно к деятельности газовых компаний. Однако, если принять во внимание состав, то правильнее будет отнести конденсат к светлой, так называемой «легкой» нефти. В связи с этим, когда говорят о добыче нефти, упоминается также и добыча газового конденсата. Его также называют «белой нефтью», так как он либо имеет светло-желтый от нефтяных примесей цвет, либо вообще является прозрачным.
На подобных установках можно получить такие продукты как дизельное топливо, прямогонный бензин и мазут. Область их применения чрезвычайно широка. Одним из самых важных преимуществ, которым обладает установка по переработке газового конденсата, является то, что ее можно развернуть на максимально близком к месту добычи сырья расстоянии. Она достаточно проста в монтаже и эксплуатации, а превосходные технические характеристики обеспечат долговременную, качественную и надежную работу оборудования без простоев и поломок, которые обычно обходятся достаточно дорого. В случае, когда установка находится в непосредственной близости к складу сырья, затраты на различную вспомогательную инфраструктуру становятся существенно меньше.
Также оборудование обладает следующими преимуществами: она оптимизирует технологический процесс, снижая таким образом энергопотребление, также конструкция является модульной, что обеспечивает удобство ее транспортировки и монтажа, она проста в управлении и конструкции, экологически и пожаробезопасна, максимально автономна в работе и имеет возможность гибкой коррекции различных технологических параметров и рационального использования сырья.
Http://www. taghimmash. ru/ru/processing-gas-condensate
Установка – Мини НПУ может выпускаться в различных модификациях, для производства бензина, дизельного топлива (ДТ), мазута из нефти или газоконденсата, отличающихся друг от друга объемом переработки сырья, конструктивным исполнением, типом подключаемых датчиков и устройств, которые согласуются с потребителем. 
-
Масса — не более 10 тонн; Габариты: * длинна — до 10 метров * ширина — до 5 метров * высота — 6.5 метров Мощность каждого нагревательного элемента установки — до 5 кВт; Суммарная мощность нагревательных элементов не более 250 кВт; Производительность сырьевого насоса — не менее 10 куб. метров; Время предварительного нагрева углеводородного сырья до температуры начала кипения — не более 2-х часов;
-
Среда — светлое и темное углеводородное сырье * содержание серы — не более 2.5% (масс.) * содержание воды — отсутствие * содержание механических примесей — отсутсвие * содержание хлористых солей — до 100 г/л Температура окружающего воздуха от -25С о до 40С о Относительная влажность при 25Со — 80% Напряжение — переменный ток 380 В Частота — 50 Гц Потребляемая мощность — не более 250 кВт Оборотная вода — 50 м 3
В Сибирской технологической компании «Цеосит» разрабатываются и реализуются в промышленности новые технологии переработки углеводородного сырья в моторные топлива и ценные химические продукты.
Особенностью нефтеперерабатывающего комплекса России, является высокая концентрация заводских мощностей вдоль транссибирской магистрали в Сибири и вдоль железнодорожной магистрали Екатеринбург-Ярославль в Европейской части страны. Север Сибири и Дальнего Востока – основные нефтегазодобывающие районы, находящиеся на расстоянии 2-4 тысячи км от магистрали, не имеют нефтеперерабатывающих заводов и, таким образом, отдавая сырье, не имеют возможности для индустриального развития, находятся в полной зависимости от поставок моторных топлив из промышленно развитых регионов.
Отличительной чертой нефтеперерабатывающих мощностей России является также относительно большая доля (
60%) заводов с производительностью 15 – 25 миллионов тонн в год, в то время как, например, в США и Канаде доля таких заводов составляет
16%. В то же время маломощных заводов (от 3 млн. и меньше) в России 2%, а в Северной Америке около 30%, и они равномерно распределены по территории.
Кроме того, остро стоит проблема переработки попутного нефтяного газа в связи с отсутствием рентабельных технологий. На севере Сибири, в Тюменской области и других добывающих регионах России громадные объемы попутного нефтяного газа (до 2-5 млн. тонн в год) сжигаются в факелах.
Проблему можно решить путем строительства непосредственно в местах добычи малотоннажных установок с применением эффективных технологий. Однако в настоящее время рынок малотоннажных заводов в России развивается стихийно: чаще всего производится закупка иностранных заводов по неоправданно высоким ценам, причем порой поставляется старое, демонтированное оборудование, которое не адаптировано к низким температурам Севера и Сибири.
Для решения указанной проблемы создания в отдаленных газо-нефтедобывающих регионах малотоннажных установок производства моторных топлив «Цеосит» предлагает ряд эффективных технологий.
«Цеоформинг» – процесс каталитической переработки низкооктановых бензиновых фракций (прямогонные бензиновые фракции нефтей и газовых конденсатов, газовые бензины и другие фракции, выкипающие в интервале температур 35-200°С) в высокооктановые неэтилированные автобензины на цеолитсодержащих катализаторах.
В случае использования в качестве исходного сырья нефтей и газовых конденсатов переработка осуществляется на одной установке в две стадии:
«Цеоформинг» обеспечивает производство высокооктановых бензинов от АИ-80 до АИ-95, удовлетворяющих требованиям ГОСТ 2084-77 и ГОСТ Р 51105-97 по всем показателям без введения каких-либо добавок и дополнительного компаундирования. Выходы товарных бензинов из низкооктановых бензиновых фракций составляют 70-85%.
В случае применения на малотоннажных установках процесс «Цеоформинг» имеет ряд существенных преимуществ перед традиционными процессами:
В результате указанных преимуществ капитальные затраты и эксплуатационные расходы значительно снижаются.
По лицензиям и базовым проектам «Цеосит» построены опытно-промышленные и промышленные установки “Цеоформинг”: Россия (Нижневартовский ГПЗ, 1992, – 5 тыс. т/год), Польша (НПЗ «Глимар», 1997, – 40 тыс. т/год, по проекту фирмы «Lurgi»), Киргизия (Бишкек, 1998, – 40 тыс. т/год), Грузия (Рустави, 2002, – 40 тыс. т/год), Южная Корея (г. Дайджон, 2001, демонстрационная установка, совместно с компанией «Samsung»).
В настоящее время «Цеосит» участвует в создании установок «Цеоформинг»:
Сравнение эффективности технологии «Цеоформинг» с традиционной технологией производства высокооктановых бензинов риформингом проводили ряд отечественных и зарубежных компаний с целью выбора наиболее эффективного процесса для применения на установках производительностью 5 – 500 тыс. тонн в год (по низкооктановой бензиновой фракции).
Независимая сопоставительная оценка эффективности технологии «Цеоформинг» и процесса риформинг проведена в 2000 году одной из крупных американских компаний Purvin and Gertz INC для мощности 200 тыс. тонн в год (по прямогонной бензиновой фракции). Делегация специалистов ЗАО «Арктикнефть» провела экспертизу установки «Цеоформинг» на НПЗ «Глимар» в Горличе (Польша) мощностью 40 тыс. тонн в год, построенной фирмой «Лурги» (Германия) по лицензии, Базовому инжинирингу и при непосредственном участии специалистов «Цеосит». Экспертизу проводили непосредственно на установке по данным анализа сырья, продуктов, режимных листов, материальных балансов и прочих документов по эксплуатации установки.
На основе детального анализа технологии обе компании сделали вывод, что в тех случаях, когда требуется только производство бензинов, и не преследуется цель получения водорода, более предпочтительно строительство установок «Цеоформинг». По заключению компаний установки «Цеоформинг» требуют меньший объем инвестиций на 25-35% (в зависимости от мощности), меньше также эксплуатационные расходы (на 25-30%).
«Цеосит» в кооперации с рядом проектных организаций, машиностроительных предприятий России, а также зарубежных компаний гарантируют строительство мини-НПЗ с применением процессов «Цеоформинг» с условием сдачи «под ключ».
При создании мини-НПЗ «Цеосит» проведет каталитические испытания сырья, определит выходы целевых товарных продуктов и их качество, по ТЗ Заказчика разработает регламент на проектирование. В регламенте «Цеосит» представит оптимизированную для данного типа сырья и его количества технологическую схему переработки, детальное описание технологического процесса, состав и характеристики основного оборудования, материальный баланс процесса, выдаст технологические гарантии. На последующих этапах создания мини-НПЗ «Цеосит» осуществит авторский надзор, проведет экспертизу разработанного технического проекта на соответствие выданным в регламенте показателям, обеспечит контроль качества поставляемой партии катализатора, примет участие в пуско-наладке в части контроля параметров технологического процесса.
Технология «Цеосин» – получение моторных топлив (высокооктановых бензинов, дизельных топлив) и ценных органических продуктов из попутного нефтяного газа, природного газа, углей, органических отходов, био-отходов (в том числе био-илов) и другого углеродсодержащего сырья через синтез-газ на бифункциональных катализаторах.
В мировой практике известны несколько альтернативных процессов получения синтетических моторных топлив из угля, природного газа. Наиболее разработанными и внедренными являются процесс Фишера-Тропша, процесс фирмы Мобил, отличающиеся многостадийностью превращения получаемого из исходного сырья синтез-газа в моторные топлива.
В предлагаемой технологии «Цеосин» применение бифункциональных катализаторов позволяет осуществить производство синтетических моторных топлив из синтез-газа в одну стадию. Сравнительная характеристика процессов Фишера-Тропша (Sasol), процесса фирмы Мобил, TIGAS и «Цеосин» приведена в Таблице 1.
Получаемые процессом «Цеосин» углеводородные фракции, в отличие от перечисленных выше процессов, не требуют дополнительной каталитической переработки, являются сортными моторными топливами, соответствующими требованиям ГОСТ на товарные бензины с октановыми числами от 80 до 93 (по исследовательскому методу). Синтетические высокооктановые бензины процесса «Цеосин» характеризуются низким содержанием ароматических углеводородов (10-45% масс.) и бензола (менее 0,6 %), олефинов 3-7%, а также отсутствием соединений серы и азота.
Преимуществом технологии является более упрощенная технологическая схема установки, уменьшение по сравнению с аналогами объема капвложений и эксплуатационных затрат. В технологической схеме предусмотрена полная утилизация выделяющегося в процессе тепла с одновременным производством электроэнергии. Производство на установке дополнительно к моторным топливам тепла и электроэнергии улучшает экономические показатели проекта в целом. Часть не вовлекаемого в синтез бензинов газа направляется на выработку электроэнергии (количество вырабатываемой электроэнергии достаточно для обеспечения 80 % потребностей установки). В случае необходимости увеличения объема вырабатываемой электроэнергии мощность стадии производства синтез-газа может быть увеличена.
Избыточное низкопотенциальное тепло используется для отопления жилищ или в тепличном хозяйстве.
Технология одностадийного производства высокооктановых бензинов из синтез-газа с применением бифункциональных катализаторов прошла неоднократные пилотные испытания.
Каталитический синтез углеводородов из синтез-газа осуществляется при давлении 30-80 атм. и температуре 240-420°С. В зависимости от типа применяемого катализатора и технологических условий процесс может быть направлен либо на преимущественное образование высокооктанового бензина (ОЧ от 80 до 93 по исследовательскому методу), либо бензиновой фракции и до 25-30 % дизельной фракции.
Производительность катализатора – 3-5 т товарного автобензина с ОЧ не менее 80 по ИМ на 1м 3 катализатора в сутки.
Выход товарного автобензина – около 1 т бензина из 2300-2500 нм 3 природного газа (либо из 4-6 тонн угля). Время межрегенерационного пробега катализатора – не менее 1000 часов.
Оценки экономической эффективности предлагаемого процесса «Цеосин» показывают, что минимальная мощность, при которой установка с применением процесса будет рентабельной, составляет 30-40 тыс. тонн в год по товарному продукту.
1. Сертификат соответствия.
2. Разрешение на приминение.
3. Экспертиза пром безопасности.
4. Технический реламент.
5. Технический паспорт установки.
1. Назначение установки
2. Характеристика сырья и продуктов его переработки.
3. Принцип работы установки.
4. Основная арматура, контрольно-измерительные приборы и приборы безопасности.
5. Ресурсоэнергообеспечение.
6. Охрана окружающей среды.
Установка ФУСОИ-100предназначена для отделения от газоконденсата и товарной нефти (далее сырья) фракции легких углеводородов с концом кипения 180° – 360°С, которые используются в качестве прямогонного бензина, дизельного топлива, котельного топлива, жидкого мазута. Технологическая схема фракционирования включает в себя две модульные установки для нагрева и отделения легких углеводородов с одновременной их ректификацией и конденсацией, блок насосов, блок горизонтальных емкостей для нефтепродуктов, насосы охлаждающей воды или воздушные охладители, градильная установка. Технология фракционирования включает в себя процесс получения легких бензиновых фракций из сырья и получения на их основе товарного автомобильного бензина с добавлением присадок. После отбора легкого бензина, дизельного топлива, остаточная фракция -жидкий мазут может использоваться как печное топливо бытовое, промышленное и т. д.
2. Характеристика сырья и продуктов его переработки
Для обеспечения нормальной работы установки и выхода качественных нефтепродуктов, нефть или газовый конденсат, поступающие на установку должны отвечать следующим требованиям:
Сера общая – не более 1;
Парафин – не более 9;
Вода – не более 0,15;
Хлористые соли – не более 20 мг/дм3
2.2. Выход продукции в процентном отношении в зависимости от исходного сырья:
Выход фракций до 360 °С – не менее 45 %.
Остаток после отделения светлых фракций до 360 °С соответствует мазуту марки М100 по ГОСТ 10585-75.
Прочие параметры должны соответствовать требованиям ГОСТ 9965-76 на нефть, поставляемую на нефтеперерабатывающие предприятия и предназначенную для переработки.
В связи с тем, что основным назначением установки является производство моторных топ л ив, наличие смол и асфальтенов в сырье не регламентируется.
За основу сырьевой базы принят газовый конденсат Уренгойского месторождения, нефтегазоконденсатная смесь Черноерковского месторождения Краснодарского края, Гудермесского месторождения Чеченской республики, Абаданского месторождения (Иран).
2.3. Физико-химические свойства углеводородного сырья.
2.5. Физико-химическая характеристика продуктов переработки углеводородного сырья.
2.5.1. Характеристика качества прямогонных бензиновых фракций.
При использовании в качестве сырья газового конденсата наблюдаете некоторое отклонение показателей качества фракции дизельного топлива о требований ГОСТ – кинематическая вязкость и температура вспышки. Но та как основными целевыми фракциями являются бензиновая и фракци дизельного топлива, их качественные характеристики можно регулироват режимом работы ректификационного аппарата.
Необходимо отметить, что существует возможность широко и мягк варьировать качественные показатели целевых фракций за счет изменени параметров процесса ректификации двухмодульной конструкции, дл достижения их соответствия требованиям ГОСТ. Кроме этого, корректировк тех или иных параметров топлив возможна применением различных присадок.
Необходимость изменения каких-либо показателей качества отдельны фракций определяется после исследования работы установки на конкретно! сырье, в каждом случае отдельно.
С места работы оператора при помощи пульта управления включается сырьевой насос, которым подается исходное сырье из сырьевой емкости по трубопроводу в нагреватель углеводородов (Куб.ем.бен.). По мерному стеклу, расположенному на нагревателе, определяется первоначально необходимый объем для заполнения нагревателя, после чего подача сырья насосом отключается. Включается нагреватель, при помощи которого сырье первоначально подогревается до 180 градусов по Цельсию. Начинается первоначальный этап испарения легких фракций бензина, которые, расширяясь устремляется вверх по ректификационной колонне (К.Р.бен.) через колпачковые тарелки и затем через шлемовую трубу опускаются в водяной охладитель бензина (охл,бен.), где, конденсируясь и охлаждаясь до 40 градусов, поступают в сборник накопитель бензина в виде светлой фракции бензина, где и находится до заполнения этого резервуара. Накопленный бензин затем при помощи включенного насоса для бензина по команде с пульта управления (2) откачивается в основной резервуарный парк – БЕНЗИН.
При прекращении испарения паров бензина в Куб.ем.бен. остается обезбензиненное сырье, прогретое до 160 – 180 градусов. Открывается вентильная задвижка и данная смесь самотеком поступает в теплообменник бензина (Т.Б) .
При помощи насоса по трубопроводам обезбензиненное сырье подается в нагреватель углеводородов (Куб.ем.диз.) и заполняется до верхней точки по мерному стеклу. С пульта управления включается в работу жидкостная горелка Г2 и сырье подогревается до необходимой температуры. Прогретые углеводороды до 360 градусов проходят процесс ректификации при давлении 0.5 атмосфер в тарельчато колпачковой колонне( К.Р.диз.) и ,пройдя шлемовую трубу Ш 2 , опускаются для охлаждения в водяной охладитель дизеля (Охл.диз.). Конденсируясь в охладителе, пары, оседая, поступают в сборник-накопитель дизеля, затем по мере заполнения насосом откачивается в основной резервуарный парк – ДИЗЕЛЬ.
Образующийся в процессе перегонки на остатке в нагревательной емкости (Куб.ем.д.) мазут самотеком при температуре 360 градусов поступает в теплообменник дизеля (ТД).
При первоначальном прогреве обоих нагревателей до заданных температур и начала работы обеих ректификационных колонн, при помощи вентильных задвижек регулируется поточная беспрерывная подача исходного сырья в Куб.ем. б., подача обезбензиненного сырья в Куб.ем.д., слив мазута в Охл.д., последующая откачка насосами в основной резервуарный парк – МАЗУТ.
Из бассейна подается по трубопроводам при помощи насосов охлаждающая вода в Охл.д. и Охл.б., которая возвращается в этот же бассейн. В контакт с нефтепродуктами вода не вступает и может использоваться для подогрева парка нефтепродуктов, бытовых помещений и т.
Весь процесс перегонки контролируется с места оператора, указатели температур и давления расположены с просматриваемой зоны. Установка снабжена аварийными датчиками, автоматическими самозащищенными горелками зарубежного производства. Установка данной конструкции выполнена так, чтобы оператор при минимальном опыте работы мог самостоятельно контролировать качество продукции в основном по мерному стеклу выходящих светлых фракций. При обнаружении потемнения готовой продукции в предварительном накопительном баке бензина или дизельного топлива, можно устранить выход некачественной продукции путем перекачки в первоначальное поступление, без риска попадания в парк готовых нефтепродуктов.
Получение качественного продукта бензина, дизельного топлива котельного топлива или мазута зависит от параметров исходного сырья.
Linas Technology – Distillation of 21 century
Технология ЛИНАС – ректификация ХХI века
Установка НПУ-50 мощностью 50000 тонн нефти в год является наиболее востребованной на рынке мини НПЗ в России.
На базе НПУ-50 разработана установки НПУ-65, которая отличаются более мощной печью, увеличенными холодильниками и более мощными насосами.
НПУ-50 имеет высокую экономическую эффективность наряду с низкими затратами на эксплуатацию данной установки.
НПУ-50 может быть использована для переработки нефти, газового конденсата и их смеси. Производительность НПУ-50 при переработке газового конденсата сильно зависит от состава газового конденсата. При содержании бензиновой составляющей около 55% объемных в газовом конденсате НПУ-50 может иметь производительность около 4,0-4,4 тонны в час. При использовании нефти или ее смеси с конденсатом плотностью выше 805 кг/м 3 производительность НПУ-50 равна 6,25 тонны в час. Реальный опыт работы на одном из НПЗ показал, что лучше работать на смеси газового конденсата и нефти. Это позволяет снизить выход мазута, увеличить выход дизельной фракции и лучше сбалансировать её состав. Тем не менее, уменьшение выхода мазутной фракции ниже 10-20% приводит к неравномерной загрузке теплообменного оборудования установки и к увеличению отложений кокса в змеевике печи и в колонне.
Установка успешно прошла экспертизу по промышленной безопасности и имеет разрешение на применение Ростехнадзора России.
В 2005 году компания Линас-Техно завершила монтаж первой НПУ-50, которая расположена в Красноярском крае. НПУ-50 является глубоко модернизированным вариантом НПУ-8(12). Технология работы НПУ-50 прошла всестороннюю проверку в лаборатории Линас и в промышленном масштабе.


НПУ-50 на месте постоянной эксплуатации (Красноярский край)
В августе 2006 года в Западной Сибири была запущена в промышленную эксплуатацию НПУ-50, использующая в качестве сырья газовый конденсат. На фото ниже представлен общий вид мини-НПЗ и непосредственно фото НПУ-50. Позднее установка была модернизирована для отбора дополнительной – керосиновой – фракции.
НПУ-50 на месте эксплуатации
В январе-феврале 2007 года группой компаний Линас осуществлен запуск в промышленную эксплуатацию очередной установки НПУ-50. Установка расположена на Черниговском НПЗ (Кузбасс). В качестве сырья используются различные виды нефти Западной Сибири. На фото ниже представлен общий вид мини-НПЗ и непосредственно установки НПУ-50.


НПУ-50 на месте эксплуатации
В конце июня 2008 года группой компаний Линас осуществлен запуск в промышленную эксплуатацию очередной установки НПУ-50. Установка расположена в Западной Сибири, в Курганской области. В качестве сырья используются различные виды нефти Западной Сибири. Данная установка НПУ-50 выполнена по новой технологической схеме с вынесенной отдельно печью нагрева сырья. На фото ниже представлен общий вид установки НПУ-50.
НПУ-50 на месте эксплуатации
Новейшая модель НПУ-50-4 была запущена в промышленную эксплуатацию на Черниговской НПЗ (Кузбасс) в марте 2009 года. Данная модель установки обеспечивает повышенный выход дизельной фракции. Позднее еще несколько усовершенствованных моделей НПУ-50 с увеличенной глубиной отбора светлых фракций были запущены в Красноярском крае, в Курганской и Кемеровской областях.


НПУ-50-4 на месте эксплуатации
В 2014 году в Самарской области на нефтеперерабатывающем предприятии СТН-Терминал запущены две установки НПУ-50 нового поколения, построенные по вертикальной планировке. От предыдущих установок Линас они отличаются более высокими эксплуатационными характеристиками, более эффективным разделением смеси углеводородов и значительной компактностью расположения оборудования. Установки прошли испытания и признаны годными к промышленной эксплуатации.


Также новые установки Линас оснащены новой более эффективной системой управления и ПАЗ, соответствующей современным требованиям промышленной безопасности.



В марте 2018 года в г.Томске успешно завершены испытания установки КБР-50, разработанной, изготовленной и запущенной компанией Линас-Техно по заказу компании ООО «НПО РеаСиб». Установка КБР-50 создана на основе установки НПУ-50 и ориентирована на разделение фракций в нефтехимии. Она предназначена для разделения углеводородного сырья на три фракции, применяемые для приготовления буровых растворов. Особенностью установки является новая ректификационная колонна Линас, позволяющая получать узкие многокомпонентные фракции с практически нулевым перекрытием между фракциями. Другой особенностью установки является наличие двух печей. Благодаря своим уникальным особенностям, установка КБР-50 позволяет решать широкий класс задач в нефтехимии, в отличие от установок типа НПУ-50, используемых только в нефтепереработке. Данная установка является 18-ой промышленной установкой, спроектированной и построенной нашей компанией.




Основные технические характеристики
нефтеперегонной установки НПУ-50
Назначение: атмосферная перегонка нефти, газового конденсата или их смеси.
Получаемые фракции: бензиновая фракция, фракция дизельная, мазут М100 по ГОСТ 10585-99 или судовое топливо. По желанию заказчика колонна может быть оснащена дополнительными секциями для отбора керосиновой фракции.
Основные технические характеристики НПУ-50 представлены в таблице 1.
Сырьем для установки служит сырая нефть, газовый конденсат или их смесь. Более подробно требования к качеству нефти описаны здесь. Особенности работы на газовом конденсате изложены здесь.
Модульная конструкция установки позволяет доставлять к месту монтажа отдельные блоки обычным грузовым транспортом. При необходимости возможен демонтаж и перемещение установки на новое место.
Воздушная система охлаждения позволяет эксплуатировать установку в безводной местности и не загрязнять окружающую среду. Горелка печи комбинированная. При пуске установке горелка работает на нефти. После выхода на рабочий режим горелка переключается на питание мазутом, получаемым на установке. Возможны варианты использования в качестве дополнительного топлива природного или прямогонного газа. При оснащении установки мобильной дизельной электростанцией возможна эксплуатация в местностях, удаленных от линий электропередач.
Установка НПУ-50 работает полностью в автоматическом режиме. Запуск и остановка установки производятся в ручном режиме.
Установка НПУ-50 полностью герметична, что предотвращает загрязнение окружающей среды. Воздушная система охлаждения и безводная технология перегонки нефти также повышают экологическую безопасность установки.
Для эксплуатации НПУ-50 не используется пар для увеличения выхода светлых продуктов и увеличения температуры вспышки дизельной фракции. Ректификационная эффективность технологии Линас без использования пара позволяет достигать такого же уровня извлечения светлых продуктов как и на традиционной ректификационной колонне в присутствии острого пара. Как следствие отсутствия острого пара исчезает проблема отделения влаги из дизельной фракции. Регулирование температуры вспышки дизельной фракции в колонне Линас осуществляется в дополнительной секции, которая является частью колонны Линас, и за счет регулирования процесса флегмообразования в верхней ректификационной секции.
Малое содержание углеводородов в ректификационной колонне (в 50-100 раз ниже классической колонны) значительно повышают ее взрыво-пожаробезопасность в сравнении с существующими аналогами.
Установка может быстро перенастраиваться на работу с различными видами нефти и газового конденсата, а также на их смеси.
В холодное время года линии установки обогреваются самогреющим кабелем.
Конструкция установки защищена двумя патентами России, международной заявкой и многочисленными ноу-хау.
Принятая технология представляет собой атмосферную перегонку нефти. С целью снижения затрат энергии на нагрев и испарение нефти, предварительный подогрев сырья осуществляется за счет последовательного отбора тепла от выходящих из колонны дизельной фракции и мазута. Отдавая нефти тепло в теплообменниках, дизельная фракция и мазута охлаждаются до необходимых температур. В технологической схеме принят нагрев нефти в змеевике трубчатой печи.
Технологическая схема НПУ-50 является усовершенствованной модификацией схемы НПУ-8.
Отличительные особенности технологической схемы НПУ-50:
- работа под низким избыточным давлением 0,01-0,03 МПа (0,1-0,3 атм) или при атмосферном давлении улучшает условия отбора фракций с установки, позволяет использовать прямогонный газ в качестве технологического топлива для печи установки, что значительно улучшает экономические показатели переработки нефти;
- прямогонный газ напрямую отводится из дизельного подогревателя в сепаратор бензина в обход зон высокотемпературного нагрева нефти и ректификационной колонны, что позволяет улучшить условия нагрева нефти, стабилизировать работу подогревателей и колонны;
- прямогонный газ, являющийся отходом производства, может использоваться в качестве “бесплатного” технологического топлива для работы печи при условии достаточного содержания его в сырье.

Технологическая мнемосхема НПУ-50
Качество нефти оказывает решающее воздействие на процесс эксплуатации оборудования НПУ и на качество получаемых нефтепродуктов. Для оценки пригодности нефти для переработки на НПУ необходимо учитывать целый комплекс ее свойств. Статья, посвященная вопросам качества нефти, находится здесь.
Прямогонный газ может использоваться в качестве альтернативного вида топлива для печи нагрева сырья (при условии достаточного количества в сырье).
Однако он является ценным топливом, и экономически более выгодно поставить в составе НПЗ установку по компримированию газа. На выходе будет получаться сжиженная пропан-бутановая фракция, которую можно использовать как в технологических, так и в бытовых целях.
Бензиновая фракция, получаемый в результате перегонки углеводородного сырья, содержит углеводородные фракции с диапазоном кипения от начала кипения до 150-215 о С. Октановое число фракции при этом в зависимости от исходного состава нефти, может колебаться в диапазоне 56-72 по моторному методу. Такая фракция не пригодна для непосредственного использования в качестве моторного топлива. При снижении флегмовой нагрузки на верхнюю ректификационную секцию возможно получение тяжелых бензиновых (нефрасовых) или бензино-керосиновых фракций с концом кипения до 240 о С.
Бензиновая фракция может быть использован в следующих вариантах:
- В качестве топлива двигателей внутреннего сгорания после введения антидетонационных добавок (процесс компаундирования). Это позволяет получать товарный неэтилированный бензин непосредственно в товарно-сырьевом парке установки. Стоимость компаундированного бензина конкурентоспособна с отпускной ценой бензина, производимого на крупных нефтеперерабатывающих заводах. Таким образом можно получать бензин Нормаль-80 по ГОСТ Р 51105-97. Однако это возможно лишь при условии малого содержания серы в исходном сырье.
- В качестве сырья для каталитических установок по получению высокооктанового бензина.
- В качестве сырья для нефтехимических заводов, например, для получения полиэтилена.
Дизельная фракция
Дизельная фракция, получаемая на установке, может удовлетворять требованиям ГОСТ 305-82 и быть пригодной для непосредственного использования при условии низкого содержания серы в исходном сырье. Если серы в исходном сырье много, то потребуется сероочистка полученной фракции. Установка может оперативно настраиваться на получение летней или зимней дизельных фракций. При получении зимней фракции выход полезного продукта несколько снижается, примерно на 5%. При необходимости возможно получение арктической фракции.
При оснащении установки дополнительным блоком вакуумной отпарки мазута выход дизельной фракции увеличивается на 5-8% от общей производительности установки.
Изменяя технологические режимы на установках Линас также возможно получение судового маловязкого топлива, различных технологических топлив и иных дизельных фракций.

Дизельные фракции, получаемые по технологии НПУ-50: слева “зимняя”, справа “летняя”.
Топочный мазут является остаточным продуктом перегонки нефти. На НПУ-50 получается мазут М100 по ГОСТ 10585-99. Мазут М100 получается как в летнем, так и в зимнем режиме.
Благодаря оригинальной конструкции стриппинга установки НПУ-50 удается получать мазут с температурой вспышки в открытом тигле до 165-175 о С. При этом удается увеличить извлечение дизельной фракции из мазута на 3-4% по сравнению с НПУ-8(12).
Мазут может быть использован в качестве топлива в котельных для получения пара, тепла, горячей воды, на электростанциях, может использоваться в качестве сырья для получения покрытий кровельных материалов, мастик для дорожного строительства, и других битумных материалов. Также мазут может использоваться в качестве технологического топлива НПУ-50.
На установках Линас нового поколения с вертикальной планировкой возможно непосредственное получение темного судового топлива с температурой вспышки в закрытом тигле выше 60 о С.
При работе установки на газовом конденсате основными продуктами разгонки являются бензиновая фракция, дизельная фракция и печное топливо (остаток перегонки).
Ниже приводятся примеры материального баланса НПУ-50, полученные в реальных условиях эксплуатации.
Газовые конденсаты широко вовлекаются в переработку на нефтеперерабатывающих заводах. Наиболее рациональным путем переработки газовых конденсатов считается их индивидуальная переработка, являющаяся высокоэффективным производством, экономически более выгодным, чем переработка нефти, и позволяю- [c.77]
СТАБИЛИЗАЦИЯ И ПЕРЕРАБОТКА ГАЗОВЫХ КОНДЕНСАТОВ [c.329]
В связи с разработкой и освоением газоконденсатных месторождений встает проблема глубокой переработки газовых конденсатов. [c.38]
Отметим, что по мощности установки переработки газового конденсата 6 млн. т/год завод соответствует НПЗ по переработке нефти 10 млн. т/год. [c.166]
В регионах Ближнего и Среднего Востока средняя мощность НПЗ возросла в период 1993—2000 гг. с 6,0 млн. т/год до 6,65 млн. т/год (при увеличении числа НПЗ с 42 до 45). В Азиатско-Тихоокеанском регионе в этот период увеличение численности НПЗ было максимальным (со 125 до 205), однако средняя мощность снизилась с 5,46 млн. т/год до 4,92 млн. т/год. Снизилась средняя мощность НПЗ в регионе Восточной Европы и бывшего СССР — с 7,0 млн. т/год до 5,8 млн. т/год (при сохранении численности НПЗ). В России средняя мощность НПЗ традиционно была самой высокой (в 1998 г. она составляла 10,4 млн. т/год, без учета мощностей Грозненского НПЗ, мини-НПЗ и предприятий по переработке газового конденсата ОАО Газпром ) [21]. Если учесть все эти предприятия, то по состоянию на [c.16]
В связи с широкими перспективами добычи и переработки газовых конденсатов в качестве сырья может быть использована выделенная из них бензиновая фракция. По физико-химическим свойствам газоконденсатный бензин близок к широким фракциям прямогонных бензинов, но в нем содержится [c.50]
Интенсификация процессов первичной перегонки нефти на установках АТ и АВТ ОАО “Орскнефтеоргсинтез”, вовлечение в процесс перегонки газовых конденсатов, использование в качестве сырья лёгких оренбургских нефтей, а также специфика получения авиационного керосина привели к тому, что в отдельных случаях производительность установки 22-4 по сырью могла достигать 180 т/ч. При такой производительности наблюдалась неустойчивая работа колонны К-5, содержание углеводородов Сб+ в дистилляте достигало 50 % и более, а наличие углеводородов С4 и сероводорода в стабильном бензине приводило к тому, что дистиллят колонн К-5 и К-1 (Н.К.-62 °С), как правило, направлялся на установку ГФУ (45/1) для дегазации и очистки от сероводорода. Планируемое увеличение объёмов переработки газовых конденсатов и легких оренбургских нефтей вызвало необходимость увеличения производительности установки 22-4 по сырью до 2 млн тонн в год (250 т/ч). [c.9]
Глава 14. Технология переработки газового конденсата 1. Сы )он и стабильный конденсат. Сырьевая характеристика коиден [c.247]
Сразу же после освобождения захваченных врагом районов Краснодарского края в феврале 1943 г. началось восстановление кубанских промыслов. Краснодарского НПЗ запущена атмосферная трубчатка позже — битумная установка по переработке газового конденсата. В 1945 г. возобновил вьшуск продукции и Туапсинский НПЗ. [c.114]
Отдуваемый водородсодержащий газ 1. Содержание сероводорода, % объем, не более 0,01 ТОПЛИВНЫЙ газ для печей комплекса по переработке газового конденсата [c.12]
Свои проблемы существуют при переработке газового конденсата (УП), которая обычно совмещается с переработкой газа. На рис. 6.4 показаны общие схемы переработки трех наиболее известных в стране газовых конденсатов. Объединяющим принципом для них является начальная их дистилляция на фракции с последующим облагораживанием фракций – гидроочисткой от серосодержащих соединений и каталитическим риформингом (ароматизацией) бензиновой фракции. [c.283]
В процессе переработки газового конденсата и нефти образуются новые соединения углеводородов – непредельные углеводороды (алкены), а также соединения с тройной [c.24]
Критические параметры углеводородов – давление и температура – имеют важное значение при ректификации, так как в случае выхода за критические параметры этот процесс нарушается. Это явление объясняется тем, что углеводороды при температуре выше критической не превращаются в жидкость за счет изменения давления и, наоборот, при давлении выше критического жидкость не переходит в паровую фазу, а остается в псевдожидком состоянии. При переработке газового конденсата и нефти температура и давление, как правило, не достигают критических параметров. [c.31]
В некоторых случаях из газовых конденсатов Сибири и Дальнего Востока по простейшей технологии получают непосредственно на промыслах дизельное топливо, что крайне важно для обеспечения потребности в нем в труднодоступных отдаленных районах страны. Основная трудность при переработке газового конденсата, добываемого в районах Западной Сибири и Европейского Севера, заключается в обеспечении стабильности его поставок на НПЗ из-за удаленности промыслов от транспортных магистралей. Сложные проблемы возникают при переработке газовых конденсатов и легких нефтей Прикаспийской низменности (Оренбургская, Уральская, Гурьевская и Астраханская области). Характерная особенность химического состава газовых конденсатов – это наличие в них аномально высоких концентраций меркаптановой серы – в пределах 0,1-0,7 % масс, при содержании общей серы до 1,5 %. Этот показатель позво- [c.665]
Павлова С. П., Майоров В. И., Пак Д. А. Промысловая переработка газовых конденсатов с получением моторных топлив. Газовая промьпи-ленность. Сер. Подготовка и переработка газа и газового конденсата. Вып. 3, М., 1982. [c.245]
Переработка газовых конденсатов осуществляется и на нефтеперерабатывающих заводах (НПЗ). В настоящее время некоторые количества конденсатов перерабатываются на Киришском, Ухтинском, Ново-Ярославском, Рязанском и на Уфимских НПЗ. Однако совместная переработка на НПЗ нефти с газовым конденсатом, содержащим большое количество светлых (50-70%) затруднительна и приводит к нарушению технологического режима АТ и АВТ, так как они обычно рассчитаны на переработку нефти с содержанием светлых нефтепродуктов 45-50%. Исходя из вышесказанного можно сделать вывод, что газовые конденсаты должны перерабатываться на конденсатоперерабатьшающих установках или на ГПЗ, имеющих свободные мощности. [c.55]
Учитывая все многообразие сырьевых потоков.перерабатываемых н НПЗ,в ток числе к поступэющих в последние годы на переработку газовых конденсатов.8 также отсутствие экспериментальнкх данных по фазовому состоянию таких сложных углеводородных смесей в широком [c.53]
Расишрение энерг0ресу]эс0в труднодоступных северных районов возможно путем разработки технологии переработки газовых конденсатов, скапливаемых на компрессорных станциях ежегодный их объем достигает [c.5]
Корсаков С.Н., Сковпень М.С. Переработка газовых конденсатов на опытной блочной малогабаритной установке // Тез. докл. IV Всероссийской конф. молодых ученых, специалистов и студентов по проблемам газовой промышленности России Новые технологии в газовой промышленности , Москва, 25-27 сентября 2001 г.- Москва, РГУ им. Губкина. 2001. [c.23]
Настояшее время характеризуется вводом в эксплуатацию крупнейших газоконденсатных месторождений Крайнего Севера. Этот процесс сопровождается строительством новых установок по переработке конденсата по схеме производства моторного топлива. При этом надо иметь в виду, что снижение пластового давления одновременно приводит также к изменению фракционного состава конденсата. Данные фактического анализа конденсата Карадагского ГКМ приведены на рис. 1.2 [9]. С падением пластового давления с 38 до 8 МПа содержание бензиновых фракций в составе конденсата увеличилось в два раза, а содержание фракции, соответствующей дизельному топливу, уменьшилось в 1,8 раза. Отсюда следует, что проектирование установок переработки газового конденсата должно быть осушествлено с учетом этих факторов. Это в первую очередь, касается блока получения бензина. В противном случае при сохранении производительности установки по сырью этот блок не обеспечит ее нормальную работу. [c.17]
Мальковский П.А. Совершенствование технологии и аппаратов переработки газовых конденсатов Дис. д-ра техн. наук. Казань, 2003. [c.196]
Изложены последние взг/1яды на технологии переработки природного газа и газового конденсата. Приведены данные, накопленные в ходе развития и становления газоперерабатывающей подотрасли по современным методам расчета технологических процессов, выбору и использованию технологий осушки и сероочистки газа для его последующего газопроводного транспорта, технологий ректификации газа с получением индивидуальных углеводородов. Содержит современный анализ и яути повышения эффективности работы производства газовой серы и снижения выбросов вредных веществ в окружающую среду, а также данные по особенностям переработки газового конденсата с получением моторных топлив. Рассмотрены вопросы перспективного развития газопереработки и газохимии, решение которых позволит реализовывать не сырье, а товарную продукцию как на вяутреннем, так и на внешнем рынках. [c.1]
Библиография для Переработка газовых конденсатов: [c.102] Смотреть страницы где упоминается термин Переработка газовых конденсатов: [c.289] [c.290] [c.215] [c.26] [c.34] [c.47] [c.33] [c.3] [c.84] [c.78] [c.165] [c.165] [c.167] [c.34] [c.145] [c.200] [c.22] [c.667] Смотреть главы в:
Подготовка сырья для нефтехимии (1966) — [ c.217 , c.218 ]