




Информация
«Лига» — сварка на воде
Газосварочные аппараты «Лига» работают от сети 220В на дистиллированной воде.
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов.

Рис. 1. Газосварочный аппарат «Лига-02»
Принцип работы «Лиги» таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
Максимально достигаемая температура пламени — 2600 º С.
Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы).
В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Область применения
- пайка, сварка и резка чёрных (толщиной до 4,5 мм) и цветных металлов
- ювелирные и стоматологических работы
- ремонт сложной техники (холодильники, автомобили)
- пайка и ремонт металлических оправ, очковой оптики
- ремонт и монтаж сантехнического оборудования
- обработка стекла, в том числе кварцевого
- сварка термопар (никель-константановых, платиновых и т.п.)
- закалка, местный отжиг, нормализация и отпуск
- запайка ампул биологических и медицинских препаратов
Модификации и комплектация
На данный момент осуществляется производство двух модификаций газосварочного аппарата «Лига» — «Лиги-02» и «Лига-22».
В зависимости от области применения существует пять различных комплектаций — 02, 02С, 02О, 22 и 22Д.
Комплектация всех аппаратов вне зависимости от модификации включает в себя горелку (тип в зависимости от комплектации), запасное сопло, охладитель-обогатитель и заправочное устройство.
Лига электролизная газовая установка
Электролизная газосварочная установка «ЛИГА».
Электролизная газовая установка «ЛИГА» предназначена для выработки смеси газов (кислород и водород), пламя которых служит источником нагрева до 2600 градусов для высоко- и низкотемпературной пайки, резки металлов и других материалов (стекла, керамики и т.п.), сварки.
- Ремонта сложной техники (холодильники, автомобили);
- Сварки термопар: платиновых, никель-константановых и т.п.;
- Ювелирных и стоматологических работ;
- Обработки стекла, а том числе кварцевого;
- Сварки, пайки и резки черных (толщиной 2,5 (4,5) мм) и цветных металлов;
- Запайки ампул биологических и медицинских препаратов;
- Ремонта и монтажа сантехнического оборудования;
- Закалки, местного отжига, нормализации и отпуска.
| Комплектация | ЛИГА-02 | ЛИГА-22 |
| Питание | 220В, 50Гц | 220В, 50Гц |
| Максимальная потребляемая мощность, кВт | 1,8 | 3,5 |
| Максимальное действующее значение тока, А | 9 | 18 |
| Производительность газовой смеси, л/мин | до 5 | до 10 |
| Максимальная толщина свариваемой стали, мм | 2..2,5 | 4..4,5 |
| Давление газа, атм | до 0,4 | до 0,4 |
| Средний расход топлива (дистиллированной воды), куб.см/час | 150 | 300 |
| время непрерывной работы при полной заправке, час (без дозаправки водой) | 3 | 3 |
| Габариты, мм | 240х280х395 | 2 корпуса “ЛИГА-02” |
| Масса, кг | 21 | 40 |
“ЛИГА-02”: Базовый аппарат. Комплектуется горелкой “Стандартная”.
“ЛИГА-22”: Стандартный комплект (2 корпуса «Лига-02»). Комплектуется мощной горелкой.
Лига электролизная газовая установка
Лига электролизная газовая установка
Использование аппарата “ЛИГА” делает простой сварку, пайку и резку стали и цветных металлов, при наличии только домашней электпической сети и дистиллированой воды не требуется никаких тяжелых баллонов с огнеопасным газом.Сварочный аппарат “ЛИГА” работает с чистым пламенем температурой до 2600 °С, полученным при сгорании водорода и кислорода, выроботанных путем электролиза воды.Очень легкий контроль производительности делает сварочный аппарат легко приспосабливаемым для выполнения самых разных задач.
Встроенная система контроля давления и уровня подает сигнал в случае привышения давления и уровня над оптимальными и может выключить электрическое питание, обеспечивая двойную безопасность. Эксплуатационные затраты аппаратов “ЛИГА” ниже: для пром. предпреятий в 25,2 раза, для частных лиц – в 113.2 раза, чем эксплуатационные затраты ацетиленовых аппаратов.
Особенности модификаций и комплектаций
Базовый аппарат. Комплектуется горелкой “Стандартная”.
Для ювелирных и стоматологических работ
(в комплект входят ювелирная горелка и два доп. сопла).
Для оптических работ
(в комплект входит только горелка типа “Игла”).
Стандартный комплект (2 корпуса “Лига-02”). Комплектуется мощной горелкой.
Комплектуется дополнительным охладителем-обогатителем и горелкой. Возможна одновременная работа с двумя горелками.
Комплектация всех аппаратов вне зависимости от модификации включает в себя горелку (тип в зависимости от комплектации), запасное сопло, охладитель-обогатитель и заправочное устройство.


| Модель | Лига-02 | Лига-22 |
| Питание | 220В, 50 Гц | |
| Потребляемая мощность, кВт | 1,8 | 3,5 |
| Макс. действующее значение тока, А | 9 | 18 |
| Давление газа, атм. | до 0,4 | до 0,4 |
| Макс. температура пламени, º C | 2600 | 2600 |
| Производительность газовой смеси, л/мин. | до 6 | до 12 |
| Средний расход топлива (воды), см 3 /ч | 150 | 350 |
| Время непрерывной работы, часов | 4 | 4 |
| Макс. толщина свариваемой стали, мм | 2,5 | 4,5 |
| Габариты, мм | 240x280x395 | 2 корпуса «Лига-02» |
| Масса, кг | 20 | 40 |

электролизных газовых установок типа «ЛИГА»
для сварки низкоуглеродных сталей и
высокотемпературной пайкиметаллов.
Установка предназначена для :
— резки, пайки и сварки чёрных ( толщиной до 2 мм. )
и цветных металлов;
— ремонта сложной техники (холодильники, автомобили);
— ювелирных и стоматологических работ;
— обработки стекла, в том числе кварцевого;
— сварки термопар : никельконстантановых, платиновых
и.т.п.;
— закалки, местного отжига, нормализации и отпуска;
— запайки ампул биологических и медицинских
препаратов;
— ремонта водопроводных сетей .
Основные особенности кислородо-водородного пламени с
углеводородными добавками.
1.1. Более низкая теплотворная способность и температура по сравнению с
ацетилено-кислородным пламенем.
1.2. Невозможность изменять соотношение основных компонентов
(окислительно-восстановительных характеристик) пламени кислорода и
водорода за счет электролизного блока установки.
1.3. Изменение окислительно-восстановительного характера пламени
достигается за счет насыщения смеси кислорода и водорода парами
углеводородов (бензин, бензол, гексан).
1.4. Соотношение смеси газов в пламени отличается количественно от
соотношения газов в пламени кислородо-ацетиленовой или кислородо-
пропановой горелки (более H2
O и меньше CO2)
1.5. Восстановительный потенциал кислородо-ацетиленового пламени больше
по сравнению с кислородо-водородным пламенем .
2. Основные условия проведения сварки кислородно-водородным
пламенемисходя из указанных выше особенностей пламени.
2.1. Правильный подбор расхода (производительности) кислорода-водородной
смеси, диаметр сопла в зависимости от толщины и размеров свариваемых
деталей.
Соотношение диаметра сопла и производительности аппарата определяет
скорость истечения смеси из сопла («жесткое» или «мягкое» пламя). Скорость
истечения должна быть такова, чтобы в процессе сварки не было раздувания
сварочной ванночки с одной стороны, а с другой чтобы пламя «сидело» на
сопле, а не уходило во внутрь горелки. Производительность установки
регулируется с помощью регулятора «количества смеси» установленного на
лицевой панели основного блока установки.
2.2. Применение соответствующей углеводородной добавки.
В качестве углеводородных добавок могут выступать предельные или
непредельные углеводороды с температурами кипения от 300
до 800
с. (Бензины,
гексан, гептан – предельные углеводороды; бензол, тонуол – непредельные
углеводороды).
Предпочтительнее в качестве добавки в кислородно-водородную смесь
выбирать бензол, пары которого значительно повышают восстановительный
потенциал пламени по сравнению с другими углеводородами.
2.3. Подбор количества добавки в кислородо-водородную смесь.
Введение избыточного количества углеводородной добавки приводит к
некоторому снижению температуры пламени. Недостаток углеводородной
добавки приводит к кипению сварочной ванночки и повышенному образованию
окислов (шлаков). Подбор производится опытным путем по состоянию
сварочной ванночки. С помощью регулятора «качества смеси», установленного3
на охладителе-обогатителе или на горелке, при этом должны изменяться цвет
пламени и размеры его ядра. Зеркало сварочной ванночки должно быть
спокойным, без кипения, без образования большого количества искр.
Допускается образование окислов (шлака) по краям сварочной ванночки.
2.4. Подбор сварочной присадочной проволоки .
Учитывая меньший восстановительный потенциал кислородо-водородного
пламени, следует применять присадочную проволоку с легированием
марганцем и кремнием СВ-08Г2С, СВ-08ГС.
Применение проволоки СВ-08 и СВ-08А приводит к повышенному
шлакованию и пористости шва.
2.5. Особенности работы при использовании кислородно-водородного пламени
с углеводородными добавками.
Учитывая меньшую теплотворную способность и меньшую температуру,
кислородно-водородного пламени по сравнению с ацетилено-кислородным,
требуется большее время прогрева и более медленное выполнение сварки.
В связи с меньшей глубиной проплава кромки свариваемых деталей
должны толщиной более 3 мм быть с разделкой, а кромки деталей с небольшой
толщиной (1-2 мм) должныбыть установленыдля сварки с зазором =0,5-0,7 мм.
Амплитуда движений горелки должна быть такой, чтобы сварочная
ванночка находилась в восстановительной зоне пламени. Восстановительная
зона пламени распространяется не более 1-3 мм от конца ядра пламени (в
зависимости от производительности).
3. Рекомендации по применению аппаратов «ЛИГА» для пайки
металлов.
Кислородо-водородное пламя с углеводородными добавками можно
применять при всех видах газопламенных паяльных работ. Ограничение
применения могут наложить только габариты изделия, подлежащего пайке из-за
невозможности нагреть его до температуры необходимой для расплавления
припоя.
Необходимую мощность пламени при пайке приблизительно можно
определить по формуле
V=kS, где V расход горючего (газа л/час)
S – толщина наиболее массивной детали (мм).
К – коэффициент учитывающий свойства металлов (л/ч. мм.)
Значение Кследующие:
К = 100-200 углеводистые стали
К = до 70 коррозийные стойкие сплавы
К = 150-250 медь
К = 100-120 латунь4
3.1. Необходимые условия для выполнения паяного соединения.
3.1.1. Выбор припоя по совместимости с металлом изделий (ниже приведены
основные видыприпоев)
3.1.2. Подготовка поверхностей подлежащих пайке (травление, механическая
очистка).
3.1.3. Обеспечение величиныи равномерности зазора при пайке.
Припой Зазорыпри пайке
медь и её сплавы стали
Серебряные 0,05 – 0,25 0,03 – 0,12
Медноцинковые
и медно-фосфористые
0,06-0,3 0,12 – 0,15
Примечание: При пайке алюминиевых сплавов зазоры паяных швов и
величины нахлестов определяются опытным путем по степени заполнения
зазора припоем.
3.1.4. Правильный подбор флюса, обеспечивает защиту расплавленных припоев
от окисления, растворение окислов образуемых при нагреве, растекание
припоя.
3.1.5. Пламя должно быть мягким с избытком углеводородной добавки. Нагрев
необходимо вести равномерно широким факелом, не касаясь ядром пламени
ни флюса, ни припоя до температурырасплавления припоя.
3.2. Рекомендуемые припои и флюсы для высокотемпературной пайки низко
углеродистых и низколегированных сталей.
Флюсы Припои
Бура, борная кислота Л63, Л68, ЛОК 62-06-04
ПВ200, ПВ209 ЛОК 59-1-03
ПВ 201 ПМЦ 36
ФК-235 ПМЦ 58-5
3.3. Рекомендуемые припои и флюсы без высокотемпературной пайки
высоколегированных коррозийно-стойких сталей.
Флюсы Припои
ПВ – 209
ФК – 235
ПСр 45
ПСр 72
МЦФЖ
П-81
ПСрФ 2-5 5
3.4. Рекомендуемые припои и флюсы для высокотемпературной пайки меди и её
сплавов.
Флюсы Припои
Бура, борная кислота
ПВ – 209
П – 235
ПМЦ 36
МЦФЖ
П-14
МФ1
ПФ 07
ПСр 45
Пср 72
3.5. Рекомендуемые флюсыи припои для пайки алюминия и его сплавов.
Флюсы Припои
34 А
Ф 3
34 А
35 А
В 65
Германиевый № 1
Советы сварщику
Подбор производительности кислородо-водородной смеси, диаметра сопла в зависимости от толщины и размеров свариваемых деталей.
Соотношение диаметра сопла и производительности аппарата определяет скорость истечения смеси из сопла («жесткое или «мягкое» пламя). Скорость истечения должна быть такова, чтобы в процессе сварки не было раздувания сварочной ванночки с одной стороны, а с другой, чтобы пламя «сидело» на сопле, но не уходило вовнутрь горелки.
Производительность установки регулируется с помощью регулятора тока, установленного на лицевой панели аппарата.
В качестве углеводородных добавок могут выступать предельные или непредельные углеводороды с температурой кипения от 30 до 80 градС.
Бензины, гексан, гептан – предельные углеводороды; бензол, толуол – непредельные углеводороды.
Предпочтительнее в качестве добавки в кислородо-водородную смесь выбирать бензол, пары которого значительно повышают восстановительный потенциал пламени по сравнению с другими углеводородами.
Подбор количества добавки в кислородо-водородную смесь.
Введение избыточного количества углеводородной добавки приводит к некоторому снижению температуры пламени. Недостаток углеводородной добавки приводит к кипению сварочной ванночки и повышенному образованию окислов (шлаков). Подбор производится опытным путем по состоянию сварочной ванночки. С помощью регулятора качества смеси, установленного на охладителе-обогатителе или на горелке, при этом должны изменяться цвет пламени и размеры его ядра. Зеркало сварочной ванночки должно быть спокойным, без кипения, без образования большого количества искр. Допускается образование окислов (шлака) по краям сварочной ванночки.
Учитывая меньший восстановительный потенциал кислородо-водородного пламени, следует применять присадочную проволоку с легированием марганцем и кремнием СВ08Г2С, СВ08ГС, СВ12ГС.
Применение проволоки СВ08 и СВ08А приводит к повышенному шлакованию и пористости шва.
Особенности работы при использовании кислородо-водородного пламени с углеводородными добавками.
Учитывая меньшую теплотворную способность и меньшую температуру кислородо-водородного пламени по сравнению с ацетилено-кислородным, требуется большее время прогрева и более медленное выполнение сварки.
В связи с меньшей глубиной проплава, кромки свариваемых деталей толщиной более 3 мм должны быть с разделкой, а кромки деталей с небольшой толщиной (1-2 мм) должны быть установлены для сварки с зазором 0,5-0,7 мм.
Амплитуда движений горелки должна быть такой, чтобы сварочная ванночка находилась в восстановительной зоне пламени. Восстановительная зона пламени распространяется не более 1-3 мм от конца ядра пламени (в зависимости от производительности).
Рекомендации по применению аппаратов «ЛИГА» для пайки.
Пайка отличается от сварки тем, что основной металл не плавится, а нагревается лишь до температуры расплавления припоя, которая должна быть значительно ниже, чем температуры плавления основного металла. Эта особенность процесса позволяет использовать пайку при соединении не только однородных, но и разнородных металлов с получением прочного и непроницаемого паяного шва.
Кислородо-водородное пламя с углеводородными добавками можно применять при всех видах газопламенных паяльных работ. Ограничение применения могут наложить только габариты изделия, подлежащего пайке, из-за невозможности нагреть его до температуры, необходимой для расплавления припоя.
Необходимые условия для выполнения паяного соединения.
• Выбор припоя по совместимости с металлом изделий.
• Подготовка поверхностей, подлежащих пайке (травление, механическая очистка).
• Обеспечение величины и равномерности зазора при пайке:
При пайке алюминиевых сплавов зазоры паяных швов и величины нахлестов определяются опытным путем по степени заполнения зазора припоем.
• Правильный подбор флюса обеспечивает защиту расплавленных припоев от окисления, растворение окислов, образуемых при нагреве, растекание припоя.
• Пламя должно быть мягким с избытком углеводородной добавки. Нагрев необходимо вести равномерно широким факелом, не касаясь ядром пламени ни флюса, ни припоя до температуры расплавления припоя
Лига электролизная газовая установка
Инструкция по эксплуатации на электролизную газосварочную установку «Лига – 02/22»

1.1. Электролизная газовая установка «Лига», именуемая в дальнейшем “установка”, предназначена для выработки смеси газов (водород и кислород), пламя которых служит источником нагрева до 2600 градусов для высоко- и низкотемпературной пайки, сварки, резки металлов и других материалов (стекла, керамики и т. д.).

– пайки, сварки и резки чёрных (толщиной до 2,5 (4,5) мм) и
– сварки термопар: никель-константановых, платиновых и т. п.;
– запайки ампул биологических и медицинских препаратов;
– пайки и ремонта металлических оправ, очковой оптики.
Средний расход топлива (дистиллированной воды), см3/час
Время непрерывной работы при полной заправке, часов

1. Регулятор тока, 2. Светодиодные индикаторы, 3. Выходной штуцер, 4. Водяной затвор, 5. Горелка со встроенным пламегасителем, 6. Сменное сопло, 7. Охладитель-обогатитель.
4.1. Внешний вид установки приведен на рис. 2.
При протекании электрического тока через воду выделяются газообразные водород и кислород. Для увеличения к. п.д. процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь, которая не расходуется в процессе выработки газовой смеси.
Расходуемым материалом в установке является вода, поэтому в процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается датчик уровня, который подает прерывистый звуковой и световой сигнал.
Произведённая в электролизёре водород-кислородная газовая смесь пробулькивается через водяной затвор (барботёр) 4, который также играет роль пламяпреградителя при обратном ударе.
Газовая смесь насыщена парами воды. Для того чтобы от них избавиться, газовая смесь проходит через охладитель-обогатитель 7, в котором конденсируется избыточная влага. Кроме того, охладитель-обогатитель 7 используется для того, чтобы иметь возможность менять состав пламени, т. е. соотношение горючего и окислителя.

Рис.3. Внешний вид охладителя – обогатителя.
1. Корпус, 2. Штуцер ввода газовой смеси, 3. Пробка на отверстии для заправки летучим углеводородом, 4. Колесо регулятора, 5. Сливное отверстие, 6. Тройник выхода газа на горелку.
Это устройство позволяет дозированно с помощью колеса-регулятора 4 (рис.3) вводить в газовую смесь пары летучих углеводородов (бензол, бензин, ацетон, спирт и т. п.). Полученная газовая смесь по шлангам поступает в горелку 5 (рис.2), оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока. Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается крайний правый светодиод.
4.2 Внешний вид охладителя-обогатителя приведен на рис. 3.
4.3 Изготовитель оставляет за собой право вносить изменения в конструкцию газосварочного аппарата Лига.
При работе двух установок одновременно необходимо выполнять следующие правила эксплуатации:
1.Включить аппараты в сеть. При этом заработают вентиляторы. Включить «ПУСК», повернув ручку управления током до загорания двух-трех световых индикаторов на одном аппарате, не зажигая горелки, включить «ПУСК» до загорания двух – трех световых индикаторов на втором аппарате. Через водяные затворы должны пойти пузырьки газа, хорошо видимые в прозрачном окне. Поджечь газ.
2.С целью стабилизации давления в аппаратах, необходимо пропорционально увеличивать ток через оба аппарата. Диаметр сменных сопел выбирается в зависимости от количества горящих светодиодов на обоих аппаратах в сумме:
– если горит от 2 до 4 светодиодов, диаметр сопла – 1,1 – 1,3 мм;
ВНИМАНИЕ! При эксплуатации аппарата «Лига-22» не включать блоки электролизера на разные фазы.
Следует помнить, что установка является сложным устройством, обращение с которым требует точного соблюдения мер безопасности.
БУДЬТЕ ОСТОРОЖНЫ — В УСТАНОВКЕ ОПАСНОЕ ДЛЯ ЖИЗНИ НАПРЯЖЕНИЕ!
5.1. Категорически запрещается работа в пожароопасных помещениях.
5.2. Удалить на 0,5м от места выполнения работ все сгораемые материалы, в противном случае необходимо защитить их металлическим экраном.
5.3. После проведения работ с огнём необходимо осмотреть место проведения этих работ и устранить условия, способствующие возникновению пожара.
5.4. При выполнении работ по резке и сварке – глаза защитить очками с тёмными светофильтрами (Г-2).
5.5. При работе с электролитом (приготовлении, сливе, заливке его в установку, удаление с частей установки) необходимо пользоваться резиновыми перчатками. Попадание электролита на незащищённые участки тела вызывает ожоги, а на одежду – порчу ткани.
При попадании капель электролита на незащищённые участки тела немедленно промыть их проточной водой
5.6. При обслуживании установки необходимо пользоваться правилами “Техники безопасности при эксплуатации электроустановок”.
ВНИМАНИЕ! Корпус электролизёра должен быть заземлён.
5.7. Установка предназначена для работы в помещениях при температуре воздуха от +5оС до +40оС и относительной влажности до 80%.
При внесении устройства с холода в тёплое помещение необходимо дать ему прогреться в течение 1,5-2 часов. После этого включить устройство в сеть.
Примечание Может практиковаться работа при отрицательной температуре воздуха при условии хранения аппарата в тепле и самопрогреве во время работы.
5.8. ВНИМАНИЕ! Не допускается работа устройства при включённом регуляторе 1 (Рис.2) и не зажжённой горелке.
Рис.4. Лига-02 (обратная сторона электролизера).
1. Датчик давления, 2. Датчик уровня электролита, 3. Ось поворота,
4. Направление поворота для взвода датчика давления, 5. Отверстия датчика давления,
6. Корпус электролизера, 7. Пробка на заливном (сливном) отверстии, 8. Уровень электролита.
6.1. Электролизные установки Лига выпускаются уже заправленные электролитом (если это не оговорено особо).
6.2. Произвести внешний осмотр установки. Проверить комплектность.
6.3. Соединить охладитель-обогатитель шлангами с электролизером и горелкой.
6.4. Убедиться в том, что уровень электролита находится в необходимых пределах
(см. рис.4). В любом случае минимальный уровень должен быть не ниже датчика уровня 2, а максимальный – на 1см ниже большого отверстия в металлической пластине с обратной стороны электролизера.
6.5. Убедиться в том, что сопло горелки не засорено. При необходимости прочистить. При смене сопла на его резьбовую часть для улучшения герметичности можно наматывать ленту-ФУМ размером 2х40 мм.
7.1. Ручку регулятора тока 1 (см. рис. 2) вывести в крайнее левое положение (против часовой стрелки).
7.2. Проверить уровень жидкости в датчике давления 1 (рис.4).
Нормальный уровень – не выше верхнего отверстия (5). В противном случае – наклонить аппарат вдоль длинной стороны основания (3), как показано на рисунке(4), на угол больше 45 град., затем вернуть в исходное состояние. Датчик давления взведен, аппарат готов к работе.
ВНИМАНИЕ! Не взводить датчик давления во время работы аппарата.
7.3. Заправить охладитель-обогатитель (если это необходимо для работы) углеводородом (например, бензолом, бензином, спиртом, ацетоном). Для этого вывинчивают пробку 3 (рис.3) и в образовавшееся отверстие заливают до 150 мл бензина или другого углеводорода (приблизительно на 1-1,5 часа непрерывной работы). Затем завинчивают пробку на место. По мере работы необходимо доливать углеводород в охладитель-обогатитель.
7.4.Подсоединить устройство к сети. При этом заработают вентиляторы. Ручку регулятора тока плавно повернуть по часовой стрелке до загорания двух-трех светодиодных индикаторов.
7.5. Через водяной затвор должны пойти пузырьки газа, хорошо видимые в прозрачном окне с лицевой стороны электролизёра.
Уровень воды в водяном затворе перед включением установки может быть небольшим и проходить по нижним отверстиям в металлической пластине. После включения установки этот уровень должен подняться до необходимого: на 30-40 мм ниже выходного штуцера 3 (рис. 2).
В противном случае следует выключить установку из сети и с помощью чистого шприца через отверстие выходного штуцера 3 долить дистиллированной воды до необходимого уровня.
ВНИМАНИЕ! При отсутствии или слабом выделении пузырьков газа в водяном затворе вывести ток до нуля.
Убедиться в том, что шланги подачи газа не пережаты и сопло горелки не засорено.
Проверить, плотно ли затянута пробка в заливном отверстии.
Если не удалось восстановить свободное протекание газа по всем магистралям, обратиться в фирму-изготовитель.
7.6. Убедившись в наличии пузырьков в водяном затворе, поджечь газ, выходящий из сопла горелки 6 (рис.2).
7.7. Регулирование количества вырабатываемого газа осуществляется ручкой регулятора тока 1 (рис.2).
7.8. Регулирование степени обогащения газовой смеси парами
углеводорода происходит при перемещении колеса регулятора 4 (рис.3) из одного крайнего положения в другое. При этом характер и цвет пламени меняется от окислительного (сплошное жёлтое пламя), до восстановительного (голубое пламя). Для сварки стали необходимо добиться, чтобы длина голубого язычка пламени (ядра) достигала длины 4-5 мм. Для сварки рекомендуется устанавливать сопло большего диаметра, для резки – меньшего диаметра.
7.9. Гасить горелку нужно резко сдув пламя, как при гашении свечи. После этого выключить электролизёр. Для того чтобы легче было сдуть пламя, нужно увеличить расход газа ручкой 1 (рис.2) и/или перевести колесо регулятора 4 (рис.3) в режим наибольшего обогащения газа парами углеводорода. Если и в этом случае загасить горелку не удается, надо пережать наизлом шланг между штуцером 3 и охладителем-обогатителем 7 (рис.2). Будет слышен негромкий щелчок. После этого выключить электролизер.
7.10. ВНИМАНИЕ! Во время работы аппарат нагревается, поэтому во избежание засасывания из охладителя-обогатителя отстоя, бензина и т. д. рекомендуется после каждого выключения электролизера отсоединять шланг от штуцера 3 (рис.2.).
В случае попадания бензина в водяной затвор отсосать воду с бензином при помощи шприца с трубкой и 1-2 раза прополоскать водяной затвор дистиллированной водой.
Кроме того, необходимо периодически через сливное отверстие 5 (рис.3) сливать накопившийся в охладителе-обогатителе конденсат.
7.11. Во время работы уровень электролита в электролизере понижается, поэтому периодически (через 3 часа непрерывной работы или при срабатывании датчика уровня (см. п.4.1) необходимо восстанавливать уровень электролита, доливая в электролизер дистиллированную воду (соответственно 300. 400 мл).
– набрать в прилагающийся шприц до 150 мл дистиллированной воды,
– вывинтить пробку 7 (рис.4) на заднем окне электролизера, в образовавшееся отверстие горизонтально вставить на глубину около 350 мм трубку со шприцом на конце
– постепенно вынимая трубку из аппарата, заправить воду равномерно по всей его длине.
(это необходимо для выравнивания концентрации электролита по всему объему электролизера).
При необходимости повторить. Через 5-10 минут уровень электролита должен установиться приблизительно на 15-20 мм ниже заливного отверстия (см. рис. 4). После этого завернуть обратно пробку 7 (рис.4).
8.1. Не реже одного раза в год или через каждые 150-200 часов непрерывной работы следует провести замену электролита.
Для этого необходимо: вывинтить пробку 7 (рис.4) из заливного (сливного) отверстия и выходной штуцер 3 (рис.2). Завернуть штуцер вместо пробки и слить старый электролит, поставив электролизёр вертикально водяным затвором 4 (рис.2) вверх.
Для промывки электролизёра залить и слить 1,5 литра дистиллированной воды (один-два раза) (см. п.7.11). После этого аккуратно залить электролит с помощью прилагающегося заправочного устройства. В установку Лига-02 заливается 1500 мл свежего электролита.
8.2. В водяной затвор 4 через штуцер 3 (рис.2) залить 40-50 мл дистиллированной воды.
8.3. Приготовление электролита для установки Лига-02.
Развести в чистой термостойкой стеклянной или пластиковой посуде дистиллированной водой сухую щелочь – едкое кали (КОН) из расчета 100 грамм на 1 литр воды (т. е. на 1,5 литра воды – 150-170 грамм сухой щелочи). При приготовлении электролита рекомендуется добавлять щелочь в воду небольшими порциями, помешивая, избегая при этом перегрева раствора.
8.4. Промывка охладителя-обогатителя и горелки.
Если регулирование состава пламени в соответствии с п.7.7 ухудшилось или не происходит совсем (что может произойти, например, при опрокидывании охладителя-обогатителя или при переполнении его отстоем и тяжелыми фракциями углеводорода), необходимо его промыть. Для этого: отсоединяют шланги от всех трёх штуцеров охладителя-обогатителя, вывинчивают пробку 3 (рис.3) и помещают охладитель-обогатитель под струю воды. После заполнения воду выливают. Затем промывку повторяют 2-3 раза.
При ухудшении прохождения газа через горелку промыть ее водой или слабым раствором борной кислоты, сняв предварительно шланг и открутив сопло.
1.Аппарат не включается, светится последний светодиод.
Устранить засорения в газовой магистрали или утечку газа в электролизере.
5.Вскипание электролита и его выброс в водяной затвор.
Чрезмерный ток через электролизер. Концентрация электролита не соответствует требуемой.
Уменьшить ток через электролизер. Если это не помогает – сменить электролит.
Слить отстой, промыть шланги, горелку, охлад.-обогатитель.
Лига электролизная газовая установка
Замена щелочи в газосварочной установке “Лига 02/22”
 Электролизная газовая установка «Лига», предназначена для выработки смеси газов водорода и кислорода , пламя которых служит источником нагрева до 2600 градусов для высоко- и низкотемпературной пайки, сварки, резки металлов и других материалов (стекла, керамики и т.д.). Данного типа аппараты «Лига» работают от сети 220В на дистиллированной воде.
Электролизная газовая установка «Лига», предназначена для выработки смеси газов водорода и кислорода , пламя которых служит источником нагрева до 2600 градусов для высоко- и низкотемпературной пайки, сварки, резки металлов и других материалов (стекла, керамики и т.д.). Данного типа аппараты «Лига» работают от сети 220В на дистиллированной воде.
Принцип работы «Лиги» таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Полученная газовая смесь по шлангам поступает в горелку.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щѐлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси. В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Не реже одного раза в год или через каждые 150-200 часов непрерывной работы следует провести замену электролита. Для этого необходимо:
- Выкрутить пробку из заливного (сливного) отверстия и выходной штуцер.
- Завернуть штуцер вместо пробки и слить старый электролит, поставив электролизёр вертикально водяным затвором вверх.
- Для промывки электролизёра залить и слить 1,5 литра дистиллированной воды (один-два раза).
- После этого аккуратно залить электролит с помощью прилагающегося заправочного устройства.
- В установку Лига-02 заливается 1500 мл свежего электролита.
- В водяной затвор через штуцер залить 40-50 мл дистиллированной воды.
Приготовление электролита для установки Лига-02.
Технология приготовления электролита для аппарата Лига-02 заключается в строгом соблюдении следующих технологических последовательностей:
- налить в термостойкую посуду 1,5 литра воды. Приготовление электролита должно производиться в чистой чугунной, железной или пластмассовой посуде. (Недопускается использование при приготовления щ елочного электролита оцинкованной, луженной, медной, алюминиевой, свинцовой, обычной стеклянной и керамической посуды) ;
- при помощи стальных щипцов или лопатки опустить в воду небольшими порциями кусочки щелочи – едкое кали (КОН) (ГОСТ 9285-69) из расчета 100 грамм на 1 литр воды. Для заправки аппарата Лига-02 понадобится 150-170 грамм сухой щелочи гидроокиси калия. (Важно помнить, чтобы предотвратить возникновения бурной реакции с выделением тепла нужно щелочь добавлять в воду, а не наоборот);
- для ускорения растворения чешуек щелочи KOH в воде, раствор необходимо перемешивать пластмассовой, эбонитовой, стальной или стеклянной мешалкой;
- изолировав посуду с электролитом от доступа воздуха нужно дать ему остыть.
Полученный для заливки Лига-02 щелочной раствор представляют собой прозрачную, жидкости, без запаха. На дне раствора допускается наличие небольшого количества темного осадка.
ВАЖНО! При приготовлении щелочного электролита необходимо  строго соблюдать меры предосторожности при работе с химически опасными веществами. Щелочь – один из сильнейших разъедающих химических реактивов, вызывающий сильные химические ожоги. При работе с щелочью необходимо использовать средства индивидуальной защиты глаз и рук. Не допускайте пролива щелочных растворов на одежду. Для последующего хранения электролита необходимо разлить его в стеклянные бутыли, после чего герметично закрыть резиновыми пробками или залить парафином. Наклеить этикетки с указанием состава раствора, его плотности и даты производства.
строго соблюдать меры предосторожности при работе с химически опасными веществами. Щелочь – один из сильнейших разъедающих химических реактивов, вызывающий сильные химические ожоги. При работе с щелочью необходимо использовать средства индивидуальной защиты глаз и рук. Не допускайте пролива щелочных растворов на одежду. Для последующего хранения электролита необходимо разлить его в стеклянные бутыли, после чего герметично закрыть резиновыми пробками или залить парафином. Наклеить этикетки с указанием состава раствора, его плотности и даты производства.
Где купить едкий кали (KOH) для аппарата Лига-02/22?
 Чтобы купить едкое кали (KOH) ГОСТ 9285-69 для электролизной газовой установки «Лига» на нашем сайте, нужно пройти по ссылке и оформить покупку. Отгрузка продукции осуществляется после поступления денежных средств к продавцу. В Новосибирске едкий кали можно забрать самовывозом. Отгрузка в регионы осуществляется через транспортные компании или почту.
Чтобы купить едкое кали (KOH) ГОСТ 9285-69 для электролизной газовой установки «Лига» на нашем сайте, нужно пройти по ссылке и оформить покупку. Отгрузка продукции осуществляется после поступления денежных средств к продавцу. В Новосибирске едкий кали можно забрать самовывозом. Отгрузка в регионы осуществляется через транспортные компании или почту.
Лига электролизная газовая установка
Приципиальная схема сварки Лига-02
Люди, помогите пожалуйста. У моей электролизной сварки Лига-02 сгорела микросхема на плате управления. Причем микросхема раскололась и номер не прочитать. Схем на неё не нашел ни где. Может кто поможет схемой или скажет номер микросхемы. Могу сказать одно, что на плате управления четыре микросхемы, две К1401УД2Б, К561ЛА7, а четвертая разлетелась.
Здавствуйте, уважаемые! Не стал создавать новую тему. У знакомого сварщика издох аппарат Лига-41. Говорит, что-то с блоком управления, типа туда попала шелочь, пошел дым. Я еще не смотрел, но вдруг у кого-нибудь есть принципиальная схема этого чуда, поделитесь, пожалуйста.
ЗЫ Схему вышеописанного аппарата (Лига-2) скачал, только видно плоховато.
на сайте производителя и естественно продавцов выложена информация что Лига 41 подходит для сварки стальных труб до 5мм толщиной. приобрел аппарат, попробовал варить 3/4″е трубы с толщиной стенки 2,8мм-полная хрень. температуры чтобы держать сварочную ванну как при использовании ацетилена нехватает, много шлака как при электросварке. варил в разных режимах от 5 до 9, добавлял в охладитель-обогатитель бензин, но толку никакого. причем чувствуется что аппарат выдает то на что способен, то есть газа столько что шипение как будто он идет под давлением из баллонов, восстановительное пламя также ровно держится, но процессы идущие в сварочной ванне и около не позволяют варить нормально. цель сообщения, уточнить возможно я что-то неправильно делаю, потому как инструкция конечно к аппарату составлена так что без высшего технического не разберешься. чувствуется что только в одной стране мира такое могли сделать, с заботой о потребителе.
потому как на видео об этом типе аппаратов в ютубе показано как отлично сварщики справляются со сваркой стали и на более слабых аппаратах,а я взял самый мощный, использовал на разной силе тока, результат никакой. возможно аппарат только и создан для ювелиров да стоматологов. а судьба газосварщика нераздельно связана с баллонами 
Олегович Сварочный аппарат “ЛИГА” работает с чистым пламенем температурой до 2600 градусов,с такой температурой сродни только паять.. Вы пропаном сварить чё нибудь толще 2хмм попробуйте.этот аппарат сродни пропановой горелке. ацетилен им не заменить ИМХО.
Олегович написал :
на сайте производителя и естественно продавцов выложена информация что Лига 41 подходит для сварки стальных труб до 5мм толщиной. приобрел аппарат, попробовал варить 3/4″е трубы с толщиной стенки 2,8мм-полная хрень. температуры чтобы держать сварочную ванну как при использовании ацетилена нехватает, много шлака как при электросварке. варил в разных режимах от 5 до 9, добавлял в охладитель-обогатитель бензин, но толку никакого. причем чувствуется что аппарат выдает то на что способен, то есть газа столько что шипение как будто он идет под давлением из баллонов, восстановительное пламя также ровно держится, но процессы идущие в сварочной ванне и около не позволяют варить нормально. цель сообщения, уточнить возможно я что-то неправильно делаю, потому как инструкция конечно к аппарату составлена так что без высшего технического не разберешься. чувствуется что только в одной стране мира такое могли сделать, с заботой о потребителе.
потому как на видео об этом типе аппаратов в ютубе показано как отлично сварщики справляются со сваркой стали и на более слабых аппаратах,а я взял самый мощный, использовал на разной силе тока, результат никакой. возможно аппарат только и создан для ювелиров да стоматологов. а судьба газосварщика нераздельно связана с баллонами 
Привет!
прочитал твое сообщение о сварке гремучим газом. Первое что хочется сказать: Сварка металлов водородом получается великолепно,
НО! Нужно провести много времени за настройкой состава газа, в котором будет нужное количество углерода и необходимое количество
кислорода. Поймать “золотую середину” можно с легкостью, но нужен опыт и часы работы с аппаратом. Если говорить о ошибках которые
допускают пользователи работая с газом Брауна, всё опять-же сводится исключительно к неверно выбранной пропорции водородо-
кислородной смеси со смесью газа с углеродом.
Работать чистым газом Брауна можно, но только с цветными металлами. При работе с черным металлом обязательно добавление углерода.
Дело в том что чистая смесь газов, водорода с кислородом уже является самодостаточной, в её составе уже имеется как топливо
(водород) так и окислитель (кислород), но когда Вы поджигаете пламя, в состав газа затягивается дополнительный кислород из
окружающего воздуха. При этом в пламени сгорает водород и только нужное количество кислорода для образования воды, а излишки
кислорода попадают в свариваемый металл делая сварной шов пористым, очень хрупким и совершенно не крепким. Такое пламя, с
излишками кислорода называется окислительным. Для исправления ситуации необходимо защитить газ выходящий из сопла горелки от
окружающего воздуха с излишками кислорода. Сделать это очень просто, и именно для этого в сварочный аппарат добавляется бензин.
Газ из электролизера пропускается внутри барботера через бензин, тем самым газ обогащается углеродом. Думаю всем известно что
углерод активно поглощает кислород, по этому газ обогащенный углеродом защищает пламя от излишков кислорода, в следствии чего
мы получаем восстановительное пламя в котором минимум лишнего окислителя.
Чтобы понять какое пламя Вы используете в настоящий момент, нужно обратить внимание на характер пламени:
Окислительное пламя горит очень тихо, пламя тонкое, острое и длинное, цвет пламени ярко оранжевый и без голубого язычка в
центре. Температура окислительного пламени имеет высокую температуру, примерно 2800°С, но эпицентр высокой температуры очень
мал, вокруг сгорающего пламени образуется водяной пар, который моментально охлаждает нагреваемый объект.
Нейтральное пламя горит относительно тихо, основной факел пламени оранжевый, но в центре виднеется четкий язычок синего
цвета длиной до 1 см. Такое пламя имеет очень высокую температуру, от 3000°С (при работе под номинальным давлением газа), до
3500°С (в случае увеличенного давления в системе сварочного аппарата)
Восстановительное пламя при большом расходе горит шумно, с шипящим звуком, факел имеет имеет пушистый, так называемый
“лисий” хвост, всё пламя при достаточном количестве углерода имеет голубой цвет. Температура восстановительного пламени очень
мала (относительно) не более 1600-1800°С. Качественно сварить черный металл таким пламенем не возможно, по причине относительно
низкой температуры. Для примера, ниже видео где я пытаюсь восстановительным пламенем, (в избытке обогащенным углеродом),
расплавить серебренную цепь, это получается с большим трудом.

Посмотреть изменения характера пламени, от окислительного,
нейтрального, до восстановительного можно на видео ниже:
Лига электролизная газовая установка
Аппарат водородной сварки “Лига 02С” с 2 горелками
Описание
Электролизная газовая установка „Лига-02“ предназначена для выработки смеси газов (водород и кислород), пламя которых служит источником нагрева до 2600 °C для высоко- и низкотемпературной пайки, сварки, резки металлов и других материалов. В зависимости от установленного сменного сопла диаметр иглы пламени может составлять 0,6, 0,7 и 0,9 мм. Обеспечивается мгновенный и постоянный нагрев. Особенно рекомендуется для пайки металла с температурой плавления выше 1900 °С.
Надёжность в эксплуатации и полная безопасность при использовании водородной горелки обеспечивает постоянство результатов, так необходимое в процессе изготовления ювелирных изделий.
Технические характеристики
Питание: 220 В / 50 Гц.
Потребляемая мощность: 1,8 кВт.
Максимальная сила тока: 9 А.
Давление газа: до 0,4 атм.
Максимальная температура пламени: 2600°C.
Производительность газовой смеси: до 6 л/мин.
Средний расход топлива (воды): 150 см3/ч.
Время непрерывной работы: 4 ч.
Максимальная толщина свариваемой стали: 2,5 мм.
Габариты: 240 x 280 x 395 мм.
Масса: 20 кг.
- горелка “стандартная” сопла d-0,7; 0,9; 1,1мм,
- горелка ювелирная “игла” d-0,2-0,7мм
Документы
Внимание! Для того, чтобы Вы могли просмотреть документы по товару, Вам необходимо авторизоваться.
Если Вы ещё не зарегистрированы как пользователь нашего Каталога, просим Вас зарегистрироваться.
В соответствии с Федеральным законом от 27.07.2006 года № 152-ФЗ «О персональных данных»
даю своей волей согласие считать мои персональные данные – общедоступными персональными данными.
К моим общедоступным персональным данным относятся следующие:
Я даю согласие на обработку моих персональных данных неограниченному кругу лиц.
Я осведомлен(а) и согласен(а), что мои общедоступные данные могут ООО «Рута Лоджистик»
(ОГРН: 1116658009071 ИНН: 6658383498 КПП: 665801001, юр. адрес: Свердловская обл, Екатеринбург г, Посадская ул, дом № 23, к.5)
обрабатываться методом смешанной (в том числе автоматизированной) обработки, систематизироваться, храниться, распространяться
и передаваться с использованием сети общего пользования Интернет в том числе третьим лицам.
ООО «Рута Лоджистик» использует предоставленные Клиентом данные в течение всего срока регистрации Клиента на Сайте в целях:
- для регистрации/авторизации Клиента на Сайте;
- для обработки заказов Клиента и выполнения своих обязательств перед Клиентом;
- для осуществления деятельности по продвижению товаров и услуг;
- анализа покупательских особенностей Клиента и предоставления персональных рекомендаций.
Перечень персональных данных не является исчерпывающим и уточняется, исходя из отношений между клиентом и ООО «Рута Лоджистик».
Лига электролизная газовая установка
Лига-02С – сварочный аппарат на воде | ВЭМЗ (Россия)






Наличие: На складе
Производитель: ВЭМЗ (Россия)
Только официальные поставки!
![]() р.
р.
![]() дн.
дн.
![]() р.
р.
![]() дн.
дн.
Если вас не устраивают стоимость или сроки доставки, свяжитесь с нами, подберем для вас оптимальный вариант. Дата доставки зависит от фактического наличия товара и не является публичной офертой.
Ответим на вопросы, расскажем о товаре и поможем с выбором
Описание Лига-02С – сварочный аппарат на воде | ВЭМЗ (Россия)
Газосварочные аппараты «Лига» работают от сети 220В на дистиллированной воде.
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов.
Принцип работы «Лиги» таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
Максимально достигаемая температура пламени — 2600 ºС.
Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы).
В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Лига электролизная газовая установка
Газосварочный аппарат Лига 02
Уникальный электролитический аппарат для газовой сварки и резки ЛИГА работает на обычной дистиллированной воде. Теперь не требуется громоздких баллонов с газом. Аппарат производит электрохимическое разделение дистиллированной воды на смесь двух газов (водород + кислород). Дистиллированная вода намного дешевле заправки, покупки, а также транспортировки баллонов. Кроме того, аппарат для газовой сварки ЛИГА обеспечивает создание пламени температурой до 2600 градусов. При помощи различных горелок возможна:
- Сварка – Пайка – Резка черных и цветных металлов толщиной до 4,5 мм.
- Таким образом, использовать аппарат для газовой сварки ЛИГА до 45 раз выгоднее по сравнению с обычной газовой сваркой/резкой.
Для ввода в газовую смесь смесей паров летучих углеводородов (таких как спирт, бензин, бензил и т. п.) используется охладитель-обогатитель, оснащенный специальным колесом — регулятором. Полученная в результате добавления смесь поступает в горелку аппарата по шлангам. При этом аппарат для газовой сварки оснащается горелкой, со встроенным пламегасителем «сухого» типа. Далее количество произведенной газовой смеси регулируется регулятором подачи электрического тока. Это позволяет газосварщику увеличивать или уменьшать силу пламени в резаке.
| Модель | Лига-02 /02С | Лига-22 |
| Питание | 220В,50 Гц | 220В,50 Гц |
| Потребляемая мощность, кВт | 1,8 | 3,5 |
| Макс. действующее значение тока, А | 9 | 18 |
| Давление газа, атм. | до 0,4 | до 0,4 |
| Макс. температура пламени, ºC | 2600 | 2600 |
| Производительность газовой смеси, л/мин. | до 6 | до 12 |
| Средний расход топлива (воды), см3/ч | 150 | 350 |
| Время непрерывной работы, часов | 4 | 4 |
| Средний расход топлива (воды), см3/ч | 150 | 350 |
| Макс. толщина свариваемой стали, мм | 2,5 | 4,5 |
| Габариты, мм | 240x280x395 | 2 корпуса «Лига-02» |
| Масса, кг | 20 | 40 |


Используется при проведении сварки и высокотемпературной пайки черных и цветных металлов толщиной от 0,5 до 2,5 мм.


Применяется в ювелирных и стоматологических работах, а также при изготовлении и ремонте металлических очковых оправ. В качестве сопла используется многоразовая металлическая игла.

Применяется при проведении сварки и высокотемпературной пайки черных и цветных металлов толщиной от 1 до 4,5 мм.
В зависимости от модификации в комплектацию аппарата входит одна или две из указанных выше горелок. При необходимости дополнительные горелки приобретаются отдельно.








Уникальный электролитический аппарат для газовой сварки и резки ЛИГА работает на обычной дистиллированной воде. Теперь не требуется громоздких баллонов с газом. Аппарат производит электрохимическое разделение дистиллированной воды на смесь двух газов (водород + кислород). Дистиллированная вода намного дешевле заправки, покупки, а также транспортировки баллонов. Кроме того, аппарат для газовой сварки ЛИГА обеспечивает создание пламени температурой до 2600 градусов. При помощи различных горелок возможна:
- Сварка – Пайка – Резка черных и цветных металлов толщиной до 4,5 мм.
- Таким образом, использовать аппарат для газовой сварки ЛИГА до 45 раз выгоднее по сравнению с обычной газовой сваркой/резкой.
Для ввода в газовую смесь смесей паров летучих углеводородов (таких как спирт, бензин, бензил и т. п.) используется охладитель-обогатитель, оснащенный специальным колесом — регулятором. Полученная в результате добавления смесь поступает в горелку аппарата по шлангам. При этом аппарат для газовой сварки оснащается горелкой, со встроенным пламегасителем «сухого» типа. Далее количество произведенной газовой смеси регулируется регулятором подачи электрического тока. Это позволяет газосварщику увеличивать или уменьшать силу пламени в резаке.
| Модель | Лига-02 /02С | Лига-22 |
| Питание | 220В,50 Гц | 220В,50 Гц |
| Потребляемая мощность, кВт | 1,8 | 3,5 |
| Макс. действующее значение тока, А | 9 | 18 |
| Давление газа, атм. | до 0,4 | до 0,4 |
| Макс. температура пламени, ºC | 2600 | 2600 |
| Производительность газовой смеси, л/мин. | до 6 | до 12 |
| Средний расход топлива (воды), см3/ч | 150 | 350 |
| Время непрерывной работы, часов | 4 | 4 |
| Средний расход топлива (воды), см3/ч | 150 | 350 |
| Макс. толщина свариваемой стали, мм | 2,5 | 4,5 |
| Габариты, мм | 240x280x395 | 2 корпуса «Лига-02» |
| Масса, кг | 20 | 40 |
Используется при проведении сварки и высокотемпературной пайки черных и цветных металлов толщиной от 0,5 до 2,5 мм.
Применяется в ювелирных и стоматологических работах, а также при изготовлении и ремонте металлических очковых оправ. В качестве сопла используется многоразовая металлическая игла.
Применяется при проведении сварки и высокотемпературной пайки черных и цветных металлов толщиной от 1 до 4,5 мм.
В зависимости от модификации в комплектацию аппарата входит одна или две из указанных выше горелок. При необходимости дополнительные горелки приобретаются отдельно.
Лига электролизная газовая установка
Лига-02С – сварочный аппарат на воде

При оформлении заказа, отправьте нам реквизиты своей клиники на почту zakaz@stomshop.pro, менеджеры выставят вам счет и отправят на указанный электронный адрес. Для ускорения отгрузки пришлите нам, пожалуйста, копию документа, подтверждающего оплату.
” # noqa data-cpo-delivery-prepayed=”true” data-cpo-is-prom-oplata=”false” > Подробнее
Газосварочные аппараты «Лига» работают от сети 220В на дистиллированной воде.
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов.
Принцип работы «Лиги» таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
Максимально достигаемая температура пламени — 2600 ºС.
Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы).
В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Лига электролизная газовая установка
Сварочный аппарат Лига-02



Электролизный сварочный аппарат Лига-02
Газосварочные аппараты «Лига» работают от сети 220В на дистиллированной воде.
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок Лига-02 уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов. Принцип работы Лига-02 таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
Максимально достигаемая температура пламени — 2600 ºС.
Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы).
В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Основные области применения – для пайки кондиционеров, для ювелирных, стоматологических и кузовных работ.
Лига-02 – заменит Вам автогенную сварку при решении многих задач.
Лига электролизная газовая установка
Электролизная газосварочная установка “Лига 02”

Газосварочные аппараты «Лига» работают от сети 220В на дистиллированной воде.
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов.
Принцип работы «Лиги» таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы).
В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Область применения
- пайка, сварка и резка чёрных (толщиной до 4,5 мм) и цветных металлов
- ювелирные и стоматологических работы
- ремонт сложной техники (холодильники, автомобили)
- пайка и ремонт металлических оправ, очковой оптики
- ремонт и монтаж сантехнического оборудования
- обработка стекла, в том числе кварцевого
- сварка термопар (никель-константановых, платиновых и т.п.)
- закалка, местный отжиг, нормализация и отпуск
- запайка ампул биологических и медицинских препаратов
«Лига-02» – Базовый аппарат. Комплектуется горелкой “Стандартная”.
Комплектация всех аппаратов вне зависимости от модификации включает в себя горелку (тип в зависимости от комплектации), запасное сопло, охладитель-обогатитель и заправочное устройство.
Технические характеристики:
Производительность газовой смеси – до 6 л/мин.,
Средний расход топлива (воды) – 150 см 3 /ч,
Макс. толщина свариваемой стали – 2,5 мм,
Лига электролизная газовая установка
Лига электролизная газовая установка




Популярные категории
Распродажа
Новинки
Производители


Видео
Новости
О компании
В настоящее время в каталоге нашей продукции вы найдете широкий спектр оборудования и сможете приобрести современный сварочный трансформатор или инвертор, установку для аргоно-дуговой сварки, а также материалы для сварки, средства защиты и пневмоинструмент.
Выбрав сварочный аппарат у нас, вы получите универсальное, мощное и экономичное оборудование для сварки любыми электродами и резки металлов. Инверторные сварочные аппараты от компании «Лига Сварки» — это ваш оптимальный выбор. Их главным достоинством является надежность, долговечность и доступная стоимость. Именно поэтому сварочные инверторы широко используются, как частными предпринимателями и рядовыми потребителям, так и крупными производственными компаниями и предприятиями.
Заказать любое сварочное оборудование на нашем сайте очень просто. Для этого вам необходимо лишь узнать его стоимость и заполнить форму заказа. Цены на всю продукцию, предлагаемую нашей компанией, вы можете узнать, посетив раздел нашего сайта «Прайс-лист». Ознакомившись с прайс-листом и выбрав необходимую модель сварочного аппарата, агрегата, генератора или любого другого оборудования, вы потратите всего несколько минут на оформление он-лайн заявки.
Работа компании «Лига Сварки» держится на трех могучих китах, которые называются:
- Высокое качество продукции
- Доступные цены
- Быстрая доставка по России
Поэтому купив сварочное оборудование в «Лига Сварки» один раз, вы обязательно захотите вернуться к нам снова!
Применение сварочного оборудования
Под сваркой понимают процесс, в ходе которого металлические детали соединяются между собой путем плавления. Диапазон применения существующего оборудования (сварочные аппараты, генераторы, инверторы) позволяет сваривать как многотонные металлические конструкции, так и миниатюрные детали размером в несколько миллиметров.
Тяжелое машиностроение, станкостроение, судостроительная и автодорожная отрасли, прокладка коммуникаций и строительство — сварные технологии применяются повсеместно. Наряду с давно существующими методами, такими как контактная и автоматическая дуговая, постоянно развиваются и другие виды сварки для работы с новыми материалами.
Сварщики специализируются на проведении собственно сварочных работ, и в создании технологий, как правило, участия не принимают. Миссия разработки новых методов и оборудования лежит на ученых — специалистах, пользующихся в работе научным подходом.
Разумеется, горячая сварка по-прежнему более востребована и шире распространена, нежели лазерная или индуктивная, однако требования некоторых отраслей промышленности постоянно возрастают, и работа над созданием принципиально новых методов ведется непрерывно.
Лига электролизная газовая установка
Лига 02 22
Лига 02 22
Инструкция по эксплуатации на электролизную газосварочную установку «Лига — 02/22»
1.1. Электролизная газовая установка «Лига», именуемая в дальнейшем «установка», предназначена для выработки смеси газов (водород и кислород), пламя которых служит источником нагрева до 2600 градусов для высоко- и низкотемпературной пайки, сварки, резки металлов и других материалов (стекла, керамики и т. д.).

— пайки, сварки и резки чёрных (толщиной до 2,5 (4,5) мм) и
— сварки термопар: никель-константановых, платиновых и т. п.;
— запайки ампул биологических и медицинских препаратов;
— пайки и ремонта металлических оправ, очковой оптики.
Средний расход топлива (дистиллированной воды), см3/час
Время непрерывной работы при полной заправке, часов

1. Регулятор тока, 2. Светодиодные индикаторы, 3. Выходной штуцер, 4. Водяной затвор, 5. Горелка со встроенным пламегасителем, 6. Сменное сопло, 7. Охладитель-обогатитель.
При протекании электрического тока через воду выделяются газообразные водород и кислород. Для увеличения к. п.д. процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь, которая не расходуется в процессе выработки газовой смеси.
Расходуемым материалом в установке является вода, поэтому в процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается датчик уровня, который подает прерывистый звуковой и световой сигнал.
Произведённая в электролизёре водород-кислородная газовая смесь пробулькивается через водяной затвор (барботёр) 4, который также играет роль пламяпреградителя при обратном ударе.
Газовая смесь насыщена парами воды. Для того чтобы от них избавиться, газовая смесь проходит через охладитель-обогатитель 7, в котором конденсируется избыточная влага. Кроме того, охладитель-обогатитель 7 используется для того, чтобы иметь возможность менять состав пламени, т. е. соотношение горючего и окислителя.

1. Корпус, 2. Штуцер ввода газовой смеси, 3. Пробка на отверстии для заправки летучим углеводородом, 4. Колесо регулятора, 5. Сливное отверстие, 6. Тройник выхода газа на горелку.
Это устройство позволяет дозированно с помощью колеса-регулятора 4 (рис.3) вводить в газовую смесь пары летучих углеводородов (бензол, бензин, ацетон, спирт и т. п.). Полученная газовая смесь по шлангам поступает в горелку 5 (рис.2), оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока. Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается крайний правый светодиод.
4.2 Внешний вид охладителя-обогатителя приведен на рис. 3.
4.3 Изготовитель оставляет за собой право вносить изменения в конструкцию газосварочного аппарата Лига.

При работе двух установок одновременно необходимо выполнять следующие правила эксплуатации:
1.Включить аппараты в сеть. При этом заработают вентиляторы. Включить «ПУСК», повернув ручку управления током до загорания двух-трех световых индикаторов на одном аппарате, не зажигая горелки, включить «ПУСК» до загорания двух — трех световых индикаторов на втором аппарате. Через водяные затворы должны пойти пузырьки газа, хорошо видимые в прозрачном окне. Поджечь газ.
2.С целью стабилизации давления в аппаратах, необходимо пропорционально увеличивать ток через оба аппарата. Диаметр сменных сопел выбирается в зависимости от количества горящих светодиодов на обоих аппаратах в сумме:
— если горит от 2 до 4 светодиодов, диаметр сопла — 1,1 — 1,3 мм;
ВНИМАНИЕ! При эксплуатации аппарата «Лига-22» не включать блоки электролизера на разные фазы.
Следует помнить, что установка является сложным устройством, обращение с которым требует точного соблюдения мер безопасности.
БУДЬТЕ ОСТОРОЖНЫ — В УСТАНОВКЕ ОПАСНОЕ ДЛЯ ЖИЗНИ НАПРЯЖЕНИЕ!
5.1. Категорически запрещается работа в пожароопасных помещениях.
5.2. Удалить на 0,5м от места выполнения работ все сгораемые материалы, в противном случае необходимо защитить их металлическим экраном.
5.3. После проведения работ с огнём необходимо осмотреть место проведения этих работ и устранить условия, способствующие возникновению пожара.
5.4. При выполнении работ по резке и сварке — глаза защитить очками с тёмными светофильтрами (Г-2).
5.5. При работе с электролитом (приготовлении, сливе, заливке его в установку, удаление с частей установки) необходимо пользоваться резиновыми перчатками. Попадание электролита на незащищённые участки тела вызывает ожоги, а на одежду — порчу ткани.
При попадании капель электролита на незащищённые участки тела немедленно промыть их проточной водой
5.6. При обслуживании установки необходимо пользоваться правилами «Техники безопасности при эксплуатации электроустановок».
ВНИМАНИЕ! Корпус электролизёра должен быть заземлён.
5.7. Установка предназначена для работы в помещениях при температуре воздуха от +5оС до +40оС и относительной влажности до 80%.
При внесении устройства с холода в тёплое помещение необходимо дать ему прогреться в течение 1,5-2 часов. После этого включить устройство в сеть.
Примечание Может практиковаться работа при отрицательной температуре воздуха при условии хранения аппарата в тепле и самопрогреве во время работы.
5.8. ВНИМАНИЕ! Не допускается работа устройства при включённом регуляторе 1 (Рис.2) и не зажжённой горелке.

1. Датчик давления, 2. Датчик уровня электролита, 3. Ось поворота,
4. Направление поворота для взвода датчика давления, 5. Отверстия датчика давления,
6. Корпус электролизера, 7. Пробка на заливном (сливном) отверстии, 8. Уровень электролита.
6.1. Электролизные установки Лига выпускаются уже заправленные электролитом (если это не оговорено особо).
6.2. Произвести внешний осмотр установки. Проверить комплектность.
6.3. Соединить охладитель-обогатитель шлангами с электролизером и горелкой.
6.4. Убедиться в том, что уровень электролита находится в необходимых пределах
(см. рис.4). В любом случае минимальный уровень должен быть не ниже датчика уровня 2, а максимальный — на 1см ниже большого отверстия в металлической пластине с обратной стороны электролизера.
6.5. Убедиться в том, что сопло горелки не засорено. При необходимости прочистить. При смене сопла на его резьбовую часть для улучшения герметичности можно наматывать ленту-ФУМ размером 2х40 мм.
7.1. Ручку регулятора тока 1 (см. рис. 2) вывести в крайнее левое положение (против часовой стрелки).
7.2. Проверить уровень жидкости в датчике давления 1 (рис.4).
Нормальный уровень — не выше верхнего отверстия (5). В противном случае — наклонить аппарат вдоль длинной стороны основания (3), как показано на рисунке(4), на угол больше 45 град., затем вернуть в исходное состояние. Датчик давления взведен, аппарат готов к работе.
ВНИМАНИЕ! Не взводить датчик давления во время работы аппарата.
7.3. Заправить охладитель-обогатитель (если это необходимо для работы) углеводородом (например, бензолом, бензином, спиртом, ацетоном). Для этого вывинчивают пробку 3 (рис.3) и в образовавшееся отверстие заливают до 150 мл бензина или другого углеводорода (приблизительно на 1-1,5 часа непрерывной работы). Затем завинчивают пробку на место. По мере работы необходимо доливать углеводород в охладитель-обогатитель.
7.4.Подсоединить устройство к сети. При этом заработают вентиляторы. Ручку регулятора тока плавно повернуть по часовой стрелке до загорания двух-трех светодиодных индикаторов.
7.5. Через водяной затвор должны пойти пузырьки газа, хорошо видимые в прозрачном окне с лицевой стороны электролизёра.
Уровень воды в водяном затворе перед включением установки может быть небольшим и проходить по нижним отверстиям в металлической пластине. После включения установки этот уровень должен подняться до необходимого: на 30-40 мм ниже выходного штуцера 3 (рис. 2).
В противном случае следует выключить установку из сети и с помощью чистого шприца через отверстие выходного штуцера 3 долить дистиллированной воды до необходимого уровня.
ВНИМАНИЕ! При отсутствии или слабом выделении пузырьков газа в водяном затворе вывести ток до нуля.
Убедиться в том, что шланги подачи газа не пережаты и сопло горелки не засорено.
Проверить, плотно ли затянута пробка в заливном отверстии.
Если не удалось восстановить свободное протекание газа по всем магистралям, обратиться в фирму-изготовитель.
7.6. Убедившись в наличии пузырьков в водяном затворе, поджечь газ, выходящий из сопла горелки 6 (рис.2).
7.7. Регулирование количества вырабатываемого газа осуществляется ручкой регулятора тока 1 (рис.2).
7.8. Регулирование степени обогащения газовой смеси парами
углеводорода происходит при перемещении колеса регулятора 4 (рис.3) из одного крайнего положения в другое. При этом характер и цвет пламени меняется от окислительного (сплошное жёлтое пламя), до восстановительного (голубое пламя). Для сварки стали необходимо добиться, чтобы длина голубого язычка пламени (ядра) достигала длины 4-5 мм. Для сварки рекомендуется устанавливать сопло большего диаметра, для резки — меньшего диаметра.
7.9. Гасить горелку нужно резко сдув пламя, как при гашении свечи. После этого выключить электролизёр. Для того чтобы легче было сдуть пламя, нужно увеличить расход газа ручкой 1 (рис.2) и/или перевести колесо регулятора 4 (рис.3) в режим наибольшего обогащения газа парами углеводорода. Если и в этом случае загасить горелку не удается, надо пережать наизлом шланг между штуцером 3 и охладителем-обогатителем 7 (рис.2). Будет слышен негромкий щелчок. После этого выключить электролизер.
7.10. ВНИМАНИЕ! Во время работы аппарат нагревается, поэтому во избежание засасывания из охладителя-обогатителя отстоя, бензина и т. д. рекомендуется после каждого выключения электролизера отсоединять шланг от штуцера 3 (рис.2.).
В случае попадания бензина в водяной затвор отсосать воду с бензином при помощи шприца с трубкой и 1-2 раза прополоскать водяной затвор дистиллированной водой.
Кроме того, необходимо периодически через сливное отверстие 5 (рис.3) сливать накопившийся в охладителе-обогатителе конденсат.
7.11. Во время работы уровень электролита в электролизере понижается, поэтому периодически (через 3 часа непрерывной работы или при срабатывании датчика уровня (см. п.4.1) необходимо восстанавливать уровень электролита, доливая в электролизер дистиллированную воду (соответственно 300…400 мл).
— набрать в прилагающийся шприц до 150 мл дистиллированной воды,
— вывинтить пробку 7 (рис.4) на заднем окне электролизера, в образовавшееся отверстие горизонтально вставить на глубину около 350 мм трубку со шприцом на конце
— постепенно вынимая трубку из аппарата, заправить воду равномерно по всей его длине.
(это необходимо для выравнивания концентрации электролита по всему объему электролизера).
При необходимости повторить. Через 5-10 минут уровень электролита должен установиться приблизительно на 15-20 мм ниже заливного отверстия (см. рис. 4). После этого завернуть обратно пробку 7 (рис.4).
8.1. Не реже одного раза в год или через каждые 150-200 часов непрерывной работы следует провести замену электролита.
Для этого необходимо: вывинтить пробку 7 (рис.4) из заливного (сливного) отверстия и выходной штуцер 3 (рис.2). Завернуть штуцер вместо пробки и слить старый электролит, поставив электролизёр вертикально водяным затвором 4 (рис.2) вверх.
Для промывки электролизёра залить и слить 1,5 литра дистиллированной воды (один-два раза) (см. п.7.11). После этого аккуратно залить электролит с помощью прилагающегося заправочного устройства. В установку Лига-02 заливается 1500 мл свежего электролита.
8.2. В водяной затвор 4 через штуцер 3 (рис.2) залить 40-50 мл дистиллированной воды.
Развести в чистой термостойкой стеклянной или пластиковой посуде дистиллированной водой сухую щелочь — едкое кали (КОН) из расчета 100 грамм на 1 литр воды (т. е. на 1,5 литра воды – 150-170 грамм сухой щелочи). При приготовлении электролита рекомендуется добавлять щелочь в воду небольшими порциями, помешивая, избегая при этом перегрева раствора.
Если регулирование состава пламени в соответствии с п.7.7 ухудшилось или не происходит совсем (что может произойти, например, при опрокидывании охладителя-обогатителя или при переполнении его отстоем и тяжелыми фракциями углеводорода), необходимо его промыть. Для этого: отсоединяют шланги от всех трёх штуцеров охладителя-обогатителя, вывинчивают пробку 3 (рис.3) и помещают охладитель-обогатитель под струю воды. После заполнения воду выливают. Затем промывку повторяют 2-3 раза.
При ухудшении прохождения газа через горелку промыть ее водой или слабым раствором борной кислоты, сняв предварительно шланг и открутив сопло.
1.Аппарат не включается, светится последний светодиод.
Устранить засорения в газовой магистрали или утечку газа в электролизере.
5.Вскипание электролита и его выброс в водяной затвор.
Чрезмерный ток через электролизер. Концентрация электролита не соответствует требуемой.
Уменьшить ток через электролизер. Если это не помогает — сменить электролит.
Слить отстой, промыть шланги, горелку, охлад.-обогатитель.
«Лига» — сварка на воде
Газосварочные аппараты «Лига» работают от сети 220В на дистиллированной воде.
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов.

Рис. 1. Газосварочный аппарат «Лига-02»
Принцип работы «Лиги» таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
Максимально достигаемая температура пламени — 2600 ºС.
Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы).
В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Лига электролизная газовая установка
Есть еще электролизная газосварочная установка лига
Информация
«Лига» — сварка на воде
Газосварочные аппараты «Лига» работают от сети 220В на дистиллированной воде.
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов.
Рис. 1. Газосварочный аппарат «Лига-02»
Принцип работы «Лиги» таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
Максимально достигаемая температура пламени — 2600 º С.
Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы).
В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Область применения
- пайка, сварка и резка чёрных (толщиной до 4,5 мм) и цветных металлов
- ювелирные и стоматологических работы
- ремонт сложной техники (холодильники, автомобили)
- пайка и ремонт металлических оправ, очковой оптики
- ремонт и монтаж сантехнического оборудования
- обработка стекла, в том числе кварцевого
- сварка термопар (никель-константановых, платиновых и т.п.)
- закалка, местный отжиг, нормализация и отпуск
- запайка ампул биологических и медицинских препаратов
Модификации и комплектация
На данный момент осуществляется производство двух модификаций газосварочного аппарата «Лига» — «Лиги-02» и «Лига-22».
В зависимости от области применения существует пять различных комплектаций — 02, 02С, 02О, 22 и 22Д.
Комплектация всех аппаратов вне зависимости от модификации включает в себя горелку (тип в зависимости от комплектации), запасное сопло, охладитель-обогатитель и заправочное устройство.
Инструкция по эксплуатации на электролизную газосварочную установку «Лига — 02/22»
1.1. Электролизная газовая установка «Лига», именуемая в дальнейшем «установка», предназначена для выработки смеси газов (водород и кислород), пламя которых служит источником нагрева до 2600 градусов для высоко- и низкотемпературной пайки, сварки, резки металлов и других материалов (стекла, керамики и т. д.).
— пайки, сварки и резки чёрных (толщиной до 2,5 (4,5) мм) и
— сварки термопар: никель-константановых, платиновых и т. п.;
— запайки ампул биологических и медицинских препаратов;
— пайки и ремонта металлических оправ, очковой оптики.
Средний расход топлива (дистиллированной воды), см3/час
Время непрерывной работы при полной заправке, часов
1. Регулятор тока, 2. Светодиодные индикаторы, 3. Выходной штуцер, 4. Водяной затвор, 5. Горелка со встроенным пламегасителем, 6. Сменное сопло, 7. Охладитель-обогатитель.
4.1. Внешний вид установки приведен на рис. 2.
При протекании электрического тока через воду выделяются газообразные водород и кислород. Для увеличения к. п.д. процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь, которая не расходуется в процессе выработки газовой смеси.
Расходуемым материалом в установке является вода, поэтому в процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается датчик уровня, который подает прерывистый звуковой и световой сигнал.
Произведённая в электролизёре водород-кислородная газовая смесь пробулькивается через водяной затвор (барботёр) 4, который также играет роль пламяпреградителя при обратном ударе.
Газовая смесь насыщена парами воды. Для того чтобы от них избавиться, газовая смесь проходит через охладитель-обогатитель 7, в котором конденсируется избыточная влага. Кроме того, охладитель-обогатитель 7 используется для того, чтобы иметь возможность менять состав пламени, т. е. соотношение горючего и окислителя.
Рис.3. Внешний вид охладителя — обогатителя.
1. Корпус, 2. Штуцер ввода газовой смеси, 3. Пробка на отверстии для заправки летучим углеводородом, 4. Колесо регулятора, 5. Сливное отверстие, 6. Тройник выхода газа на горелку.
Это устройство позволяет дозированно с помощью колеса-регулятора 4 (рис.3) вводить в газовую смесь пары летучих углеводородов (бензол, бензин, ацетон, спирт и т. п.). Полученная газовая смесь по шлангам поступает в горелку 5 (рис.2), оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока. Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается крайний правый светодиод.
4.2 Внешний вид охладителя-обогатителя приведен на рис. 3.
4.3 Изготовитель оставляет за собой право вносить изменения в конструкцию газосварочного аппарата Лига.
При работе двух установок одновременно необходимо выполнять следующие правила эксплуатации:
1.Включить аппараты в сеть. При этом заработают вентиляторы. Включить «ПУСК», повернув ручку управления током до загорания двух-трех световых индикаторов на одном аппарате, не зажигая горелки, включить «ПУСК» до загорания двух — трех световых индикаторов на втором аппарате. Через водяные затворы должны пойти пузырьки газа, хорошо видимые в прозрачном окне. Поджечь газ.
2.С целью стабилизации давления в аппаратах, необходимо пропорционально увеличивать ток через оба аппарата. Диаметр сменных сопел выбирается в зависимости от количества горящих светодиодов на обоих аппаратах в сумме:
— если горит от 2 до 4 светодиодов, диаметр сопла — 1,1 — 1,3 мм;
ВНИМАНИЕ! При эксплуатации аппарата «Лига-22» не включать блоки электролизера на разные фазы.
Следует помнить, что установка является сложным устройством, обращение с которым требует точного соблюдения мер безопасности.
БУДЬТЕ ОСТОРОЖНЫ — В УСТАНОВКЕ ОПАСНОЕ ДЛЯ ЖИЗНИ НАПРЯЖЕНИЕ!
5.1. Категорически запрещается работа в пожароопасных помещениях.
5.2. Удалить на 0,5м от места выполнения работ все сгораемые материалы, в противном случае необходимо защитить их металлическим экраном.
5.3. После проведения работ с огнём необходимо осмотреть место проведения этих работ и устранить условия, способствующие возникновению пожара.
5.4. При выполнении работ по резке и сварке — глаза защитить очками с тёмными светофильтрами (Г-2).
5.5. При работе с электролитом (приготовлении, сливе, заливке его в установку, удаление с частей установки) необходимо пользоваться резиновыми перчатками. Попадание электролита на незащищённые участки тела вызывает ожоги, а на одежду — порчу ткани.
При попадании капель электролита на незащищённые участки тела немедленно промыть их проточной водой
5.6. При обслуживании установки необходимо пользоваться правилами «Техники безопасности при эксплуатации электроустановок».
ВНИМАНИЕ! Корпус электролизёра должен быть заземлён.
5.7. Установка предназначена для работы в помещениях при температуре воздуха от +5оС до +40оС и относительной влажности до 80%.
При внесении устройства с холода в тёплое помещение необходимо дать ему прогреться в течение 1,5-2 часов. После этого включить устройство в сеть.
Примечание Может практиковаться работа при отрицательной температуре воздуха при условии хранения аппарата в тепле и самопрогреве во время работы.
5.8. ВНИМАНИЕ! Не допускается работа устройства при включённом регуляторе 1 (Рис.2) и не зажжённой горелке.
Рис.4. Лига-02 (обратная сторона электролизера).
1. Датчик давления, 2. Датчик уровня электролита, 3. Ось поворота,
4. Направление поворота для взвода датчика давления, 5. Отверстия датчика давления,
6. Корпус электролизера, 7. Пробка на заливном (сливном) отверстии, 8. Уровень электролита.
6.1. Электролизные установки Лига выпускаются уже заправленные электролитом (если это не оговорено особо).
6.2. Произвести внешний осмотр установки. Проверить комплектность.
6.3. Соединить охладитель-обогатитель шлангами с электролизером и горелкой.
6.4. Убедиться в том, что уровень электролита находится в необходимых пределах
(см. рис.4). В любом случае минимальный уровень должен быть не ниже датчика уровня 2, а максимальный — на 1см ниже большого отверстия в металлической пластине с обратной стороны электролизера.
6.5. Убедиться в том, что сопло горелки не засорено. При необходимости прочистить. При смене сопла на его резьбовую часть для улучшения герметичности можно наматывать ленту-ФУМ размером 2х40 мм.
7.1. Ручку регулятора тока 1 (см. рис. 2) вывести в крайнее левое положение (против часовой стрелки).
7.2. Проверить уровень жидкости в датчике давления 1 (рис.4).
Нормальный уровень — не выше верхнего отверстия (5). В противном случае — наклонить аппарат вдоль длинной стороны основания (3), как показано на рисунке(4), на угол больше 45 град., затем вернуть в исходное состояние. Датчик давления взведен, аппарат готов к работе.
ВНИМАНИЕ! Не взводить датчик давления во время работы аппарата.
7.3. Заправить охладитель-обогатитель (если это необходимо для работы) углеводородом (например, бензолом, бензином, спиртом, ацетоном). Для этого вывинчивают пробку 3 (рис.3) и в образовавшееся отверстие заливают до 150 мл бензина или другого углеводорода (приблизительно на 1-1,5 часа непрерывной работы). Затем завинчивают пробку на место. По мере работы необходимо доливать углеводород в охладитель-обогатитель.
7.4.Подсоединить устройство к сети. При этом заработают вентиляторы. Ручку регулятора тока плавно повернуть по часовой стрелке до загорания двух-трех светодиодных индикаторов.
7.5. Через водяной затвор должны пойти пузырьки газа, хорошо видимые в прозрачном окне с лицевой стороны электролизёра.
Уровень воды в водяном затворе перед включением установки может быть небольшим и проходить по нижним отверстиям в металлической пластине. После включения установки этот уровень должен подняться до необходимого: на 30-40 мм ниже выходного штуцера 3 (рис. 2).
В противном случае следует выключить установку из сети и с помощью чистого шприца через отверстие выходного штуцера 3 долить дистиллированной воды до необходимого уровня.
ВНИМАНИЕ! При отсутствии или слабом выделении пузырьков газа в водяном затворе вывести ток до нуля.
Убедиться в том, что шланги подачи газа не пережаты и сопло горелки не засорено.
Проверить, плотно ли затянута пробка в заливном отверстии.
Если не удалось восстановить свободное протекание газа по всем магистралям, обратиться в фирму-изготовитель.
7.6. Убедившись в наличии пузырьков в водяном затворе, поджечь газ, выходящий из сопла горелки 6 (рис.2).
7.7. Регулирование количества вырабатываемого газа осуществляется ручкой регулятора тока 1 (рис.2).
7.8. Регулирование степени обогащения газовой смеси парами
углеводорода происходит при перемещении колеса регулятора 4 (рис.3) из одного крайнего положения в другое. При этом характер и цвет пламени меняется от окислительного (сплошное жёлтое пламя), до восстановительного (голубое пламя). Для сварки стали необходимо добиться, чтобы длина голубого язычка пламени (ядра) достигала длины 4-5 мм. Для сварки рекомендуется устанавливать сопло большего диаметра, для резки — меньшего диаметра.
7.9. Гасить горелку нужно резко сдув пламя, как при гашении свечи. После этого выключить электролизёр. Для того чтобы легче было сдуть пламя, нужно увеличить расход газа ручкой 1 (рис.2) и/или перевести колесо регулятора 4 (рис.3) в режим наибольшего обогащения газа парами углеводорода. Если и в этом случае загасить горелку не удается, надо пережать наизлом шланг между штуцером 3 и охладителем-обогатителем 7 (рис.2). Будет слышен негромкий щелчок. После этого выключить электролизер.
7.10. ВНИМАНИЕ! Во время работы аппарат нагревается, поэтому во избежание засасывания из охладителя-обогатителя отстоя, бензина и т. д. рекомендуется после каждого выключения электролизера отсоединять шланг от штуцера 3 (рис.2.).
В случае попадания бензина в водяной затвор отсосать воду с бензином при помощи шприца с трубкой и 1-2 раза прополоскать водяной затвор дистиллированной водой.
Кроме того, необходимо периодически через сливное отверстие 5 (рис.3) сливать накопившийся в охладителе-обогатителе конденсат.
7.11. Во время работы уровень электролита в электролизере понижается, поэтому периодически (через 3 часа непрерывной работы или при срабатывании датчика уровня (см. п.4.1) необходимо восстанавливать уровень электролита, доливая в электролизер дистиллированную воду (соответственно 300. 400 мл).
— набрать в прилагающийся шприц до 150 мл дистиллированной воды,
— вывинтить пробку 7 (рис.4) на заднем окне электролизера, в образовавшееся отверстие горизонтально вставить на глубину около 350 мм трубку со шприцом на конце
— постепенно вынимая трубку из аппарата, заправить воду равномерно по всей его длине.
(это необходимо для выравнивания концентрации электролита по всему объему электролизера).
При необходимости повторить. Через 5-10 минут уровень электролита должен установиться приблизительно на 15-20 мм ниже заливного отверстия (см. рис. 4). После этого завернуть обратно пробку 7 (рис.4).
8.1. Не реже одного раза в год или через каждые 150-200 часов непрерывной работы следует провести замену электролита.
Для этого необходимо: вывинтить пробку 7 (рис.4) из заливного (сливного) отверстия и выходной штуцер 3 (рис.2). Завернуть штуцер вместо пробки и слить старый электролит, поставив электролизёр вертикально водяным затвором 4 (рис.2) вверх.
Для промывки электролизёра залить и слить 1,5 литра дистиллированной воды (один-два раза) (см. п.7.11). После этого аккуратно залить электролит с помощью прилагающегося заправочного устройства. В установку Лига-02 заливается 1500 мл свежего электролита.
8.2. В водяной затвор 4 через штуцер 3 (рис.2) залить 40-50 мл дистиллированной воды.
8.3. Приготовление электролита для установки Лига-02.
Развести в чистой термостойкой стеклянной или пластиковой посуде дистиллированной водой сухую щелочь — едкое кали (КОН) из расчета 100 грамм на 1 литр воды (т. е. на 1,5 литра воды – 150-170 грамм сухой щелочи). При приготовлении электролита рекомендуется добавлять щелочь в воду небольшими порциями, помешивая, избегая при этом перегрева раствора.
8.4. Промывка охладителя-обогатителя и горелки.
Если регулирование состава пламени в соответствии с п.7.7 ухудшилось или не происходит совсем (что может произойти, например, при опрокидывании охладителя-обогатителя или при переполнении его отстоем и тяжелыми фракциями углеводорода), необходимо его промыть. Для этого: отсоединяют шланги от всех трёх штуцеров охладителя-обогатителя, вывинчивают пробку 3 (рис.3) и помещают охладитель-обогатитель под струю воды. После заполнения воду выливают. Затем промывку повторяют 2-3 раза.
При ухудшении прохождения газа через горелку промыть ее водой или слабым раствором борной кислоты, сняв предварительно шланг и открутив сопло.
1.Аппарат не включается, светится последний светодиод.
Устранить засорения в газовой магистрали или утечку газа в электролизере.
5.Вскипание электролита и его выброс в водяной затвор.
Чрезмерный ток через электролизер. Концентрация электролита не соответствует требуемой.
Уменьшить ток через электролизер. Если это не помогает — сменить электролит.
Слить отстой, промыть шланги, горелку, охлад.-обогатитель.
Лига электролизная газовая установка
Аппарат электролизной сварки лига
Информация
«Лига» — сварка на воде
Газосварочные аппараты «Лига» работают от сети 220В на дистиллированной воде.
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов.
Рис. 1. Газосварочный аппарат «Лига-02»
Принцип работы «Лиги» таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
Максимально достигаемая температура пламени — 2600 º С.
Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы).
В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Область применения
- пайка, сварка и резка чёрных (толщиной до 4,5 мм) и цветных металлов
- ювелирные и стоматологических работы
- ремонт сложной техники (холодильники, автомобили)
- пайка и ремонт металлических оправ, очковой оптики
- ремонт и монтаж сантехнического оборудования
- обработка стекла, в том числе кварцевого
- сварка термопар (никель-константановых, платиновых и т.п.)
- закалка, местный отжиг, нормализация и отпуск
- запайка ампул биологических и медицинских препаратов
Модификации и комплектация
На данный момент осуществляется производство двух модификаций газосварочного аппарата «Лига» — «Лиги-02» и «Лига-22».
В зависимости от области применения существует пять различных комплектаций — 02, 02С, 02О, 22 и 22Д.
Комплектация всех аппаратов вне зависимости от модификации включает в себя горелку (тип в зависимости от комплектации), запасное сопло, охладитель-обогатитель и заправочное устройство.
Газосварочный аппарат Лига-02
Уникальный электролитический аппарат для газовой сварки и резки ЛИГА работает на обычной дистиллированной воде. Теперь не требуется громоздких баллонов с газом. Аппарат производит электрохимическое разделение дистиллированной воды на смесь двух газов (водород + кислород). Дистиллированная вода намного дешевле заправки, покупки, а также транспортировки баллонов. Кроме того, аппарат для газовой сварки ЛИГА обеспечивает создание пламени температурой до 2600 градусов. При помощи различных горелок возможна:
- Сварка — Пайка — Резка черных и цветных металлов толщиной до 4,5 мм.
- Таким образом, использовать аппарат для газовой сварки ЛИГА до 45 раз выгоднее по сравнению с обычной газовой сваркой/резкой.
Для ввода в газовую смесь смесей паров летучих углеводородов (таких как спирт, бензин, бензил и т. п.) используется охладитель-обогатитель, оснащенный специальным колесом — регулятором. Полученная в результате добавления смесь поступает в горелку аппарата по шлангам. При этом аппарат для газовой сварки оснащается горелкой, со встроенным пламегасителем «сухого» типа. Далее количество произведенной газовой смеси регулируется регулятором подачи электрического тока. Это позволяет газосварщику увеличивать или уменьшать силу пламени в резаке.
| Модель | Лига-02 /02С | Лига-22 |
| Питание | 220В,50 Гц | 220В,50 Гц |
| Потребляемая мощность, кВт | 1,8 | 3,5 |
| Макс. действующее значение тока, А | 9 | 18 |
| Давление газа, атм. | до 0,4 | до 0,4 |
| Макс. температура пламени, ºC | 2600 | 2600 |
| Производительность газовой смеси, л/мин. | до 6 | до 12 |
| Средний расход топлива (воды), см3/ч | 150 | 350 |
| Время непрерывной работы, часов | 4 | 4 |
| Средний расход топлива (воды), см3/ч | 150 | 350 |
| Макс. толщина свариваемой стали, мм | 2,5 | 4,5 |
| Габариты, мм | 240x280x395 | 2 корпуса «Лига-02» |
| Масса, кг | 20 | 40 |
Используется при проведении сварки и высокотемпературной пайки черных и цветных металлов толщиной от 0,5 до 2,5 мм.
Применяется в ювелирных и стоматологических работах, а также при изготовлении и ремонте металлических очковых оправ. В качестве сопла используется многоразовая металлическая игла.
Применяется при проведении сварки и высокотемпературной пайки черных и цветных металлов толщиной от 1 до 4,5 мм.
В зависимости от модификации в комплектацию аппарата входит одна или две из указанных выше горелок. При необходимости дополнительные горелки приобретаются отдельно.
Уникальный электролитический аппарат для газовой сварки и резки ЛИГА работает на обычной дистиллированной воде. Теперь не требуется громоздких баллонов с газом. Аппарат производит электрохимическое разделение дистиллированной воды на смесь двух газов (водород + кислород). Дистиллированная вода намного дешевле заправки, покупки, а также транспортировки баллонов. Кроме того, аппарат для газовой сварки ЛИГА обеспечивает создание пламени температурой до 2600 градусов. При помощи различных горелок возможна:
- Сварка — Пайка — Резка черных и цветных металлов толщиной до 4,5 мм.
- Таким образом, использовать аппарат для газовой сварки ЛИГА до 45 раз выгоднее по сравнению с обычной газовой сваркой/резкой.
Для ввода в газовую смесь смесей паров летучих углеводородов (таких как спирт, бензин, бензил и т. п.) используется охладитель-обогатитель, оснащенный специальным колесом — регулятором. Полученная в результате добавления смесь поступает в горелку аппарата по шлангам. При этом аппарат для газовой сварки оснащается горелкой, со встроенным пламегасителем «сухого» типа. Далее количество произведенной газовой смеси регулируется регулятором подачи электрического тока. Это позволяет газосварщику увеличивать или уменьшать силу пламени в резаке.
| Модель | Лига-02 /02С | Лига-22 |
| Питание | 220В,50 Гц | 220В,50 Гц |
| Потребляемая мощность, кВт | 1,8 | 3,5 |
| Макс. действующее значение тока, А | 9 | 18 |
| Давление газа, атм. | до 0,4 | до 0,4 |
| Макс. температура пламени, ºC | 2600 | 2600 |
| Производительность газовой смеси, л/мин. | до 6 | до 12 |
| Средний расход топлива (воды), см3/ч | 150 | 350 |
| Время непрерывной работы, часов | 4 | 4 |
| Средний расход топлива (воды), см3/ч | 150 | 350 |
| Макс. толщина свариваемой стали, мм | 2,5 | 4,5 |
| Габариты, мм | 240x280x395 | 2 корпуса «Лига-02» |
| Масса, кг | 20 | 40 |
Используется при проведении сварки и высокотемпературной пайки черных и цветных металлов толщиной от 0,5 до 2,5 мм.
Применяется в ювелирных и стоматологических работах, а также при изготовлении и ремонте металлических очковых оправ. В качестве сопла используется многоразовая металлическая игла.
Применяется при проведении сварки и высокотемпературной пайки черных и цветных металлов толщиной от 1 до 4,5 мм.
В зависимости от модификации в комплектацию аппарата входит одна или две из указанных выше горелок. При необходимости дополнительные горелки приобретаются отдельно.
Лига-02С — сварочный аппарат на воде















- Наличными при получении
- Картами Visa и MasterCard
- Оплата по счету
- Безналичный расчет (для юр. лиц)
- Лизинг (для юр. лиц)
- Кредит (для физ. лиц)
Гарантия 12 месяцев Гарантия на все купленные товары в нашем инетрнет магазине составляет 12 месяцев
Оповещение по SMS Вы получаете SMS сообщения о каждой стадии вашего заказа.
Возврат и обмен — без проблем Вы можете вернуть купленные товары в течение 14 дней. Товар должнен быть в нормальном состоянии и иметь все заводские упаковки.»>Возврат и обмен — без проблем!
Различные способы оплаты Оплачивайте товары удобными вам способами: наличными курьеру, безналично по квитанции банка или кредитной картой прямо в момент заказа..
Лучшая цена Мы гордимся нашими ценами, их каждый день проверяют сотни клиентов, которые отдают выбор нашему интернет — магазину!

Газосварочные аппараты «Лига» работают от сети 220В на дистиллированной воде.
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов.
Принцип работы «Лиги» таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
Максимально достигаемая температура пламени — 2600 ºС.
Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы).
В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Замена щелочи в газосварочной установке «Лига 02/22»
 Электролизная газовая установка «Лига», предназначена для выработки смеси газов водорода и кислорода , пламя которых служит источником нагрева до 2600 градусов для высоко- и низкотемпературной пайки, сварки, резки металлов и других материалов (стекла, керамики и т.д.). Данного типа аппараты «Лига» работают от сети 220В на дистиллированной воде.
Электролизная газовая установка «Лига», предназначена для выработки смеси газов водорода и кислорода , пламя которых служит источником нагрева до 2600 градусов для высоко- и низкотемпературной пайки, сварки, резки металлов и других материалов (стекла, керамики и т.д.). Данного типа аппараты «Лига» работают от сети 220В на дистиллированной воде.
Принцип работы «Лиги» таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Полученная газовая смесь по шлангам поступает в горелку.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щѐлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси. В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Не реже одного раза в год или через каждые 150-200 часов непрерывной работы следует провести замену электролита. Для этого необходимо:
- Выкрутить пробку из заливного (сливного) отверстия и выходной штуцер.
- Завернуть штуцер вместо пробки и слить старый электролит, поставив электролизёр вертикально водяным затвором вверх.
- Для промывки электролизёра залить и слить 1,5 литра дистиллированной воды (один-два раза).
- После этого аккуратно залить электролит с помощью прилагающегося заправочного устройства.
- В установку Лига-02 заливается 1500 мл свежего электролита.
- В водяной затвор через штуцер залить 40-50 мл дистиллированной воды.
Приготовление электролита для установки Лига-02.
Технология приготовления электролита для аппарата Лига-02 заключается в строгом соблюдении следующих технологических последовательностей:
- налить в термостойкую посуду 1,5 литра воды. Приготовление электролита должно производиться в чистой чугунной, железной или пластмассовой посуде. (Недопускается использование при приготовления щелочного электролита оцинкованной, луженной, медной, алюминиевой, свинцовой, обычной стеклянной и керамической посуды) ;
- при помощи стальных щипцов или лопатки опустить в воду небольшими порциями кусочки щелочи — едкое кали (КОН) (ГОСТ 9285-69) из расчета 100 грамм на 1 литр воды. Для заправки аппарата Лига-02 понадобится 150-170 грамм сухой щелочи гидроокиси калия. (Важно помнить, чтобы предотвратить возникновения бурной реакции с выделением тепла нужно щелочь добавлять в воду, а не наоборот);
- для ускорения растворения чешуек щелочи KOH в воде, раствор необходимо перемешивать пластмассовой, эбонитовой, стальной или стеклянной мешалкой;
- изолировав посуду с электролитом от доступа воздуха нужно дать ему остыть.
Полученный для заливки Лига-02 щелочной раствор представляют собой прозрачную, жидкости, без запаха. На дне раствора допускается наличие небольшого количества темного осадка.
ВАЖНО! При приготовлении щелочного электролита необходимо  строго соблюдать меры предосторожности при работе с химически опасными веществами. Щелочь – один из сильнейших разъедающих химических реактивов, вызывающий сильные химические ожоги. При работе с щелочью необходимо использовать средства индивидуальной защиты глаз и рук. Не допускайте пролива щелочных растворов на одежду. Для последующего хранения электролита необходимо разлить его в стеклянные бутыли, после чего герметично закрыть резиновыми пробками или залить парафином. Наклеить этикетки с указанием состава раствора, его плотности и даты производства.
строго соблюдать меры предосторожности при работе с химически опасными веществами. Щелочь – один из сильнейших разъедающих химических реактивов, вызывающий сильные химические ожоги. При работе с щелочью необходимо использовать средства индивидуальной защиты глаз и рук. Не допускайте пролива щелочных растворов на одежду. Для последующего хранения электролита необходимо разлить его в стеклянные бутыли, после чего герметично закрыть резиновыми пробками или залить парафином. Наклеить этикетки с указанием состава раствора, его плотности и даты производства.
Где купить едкий кали (KOH) для аппарата Лига-02/22?
 Чтобы купить едкое кали (KOH) ГОСТ 9285-69 для электролизной газовой установки «Лига» на нашем сайте, нужно пройти по ссылке и оформить покупку. Отгрузка продукции осуществляется после поступления денежных средств к продавцу. В Новосибирске едкий кали можно забрать самовывозом. Отгрузка в регионы осуществляется через транспортные компании или почту.
Чтобы купить едкое кали (KOH) ГОСТ 9285-69 для электролизной газовой установки «Лига» на нашем сайте, нужно пройти по ссылке и оформить покупку. Отгрузка продукции осуществляется после поступления денежных средств к продавцу. В Новосибирске едкий кали можно забрать самовывозом. Отгрузка в регионы осуществляется через транспортные компании или почту.
Приципиальная схема сварки Лига-02
Люди, помогите пожалуйста. У моей электролизной сварки Лига-02 сгорела микросхема на плате управления. Причем микросхема раскололась и номер не прочитать. Схем на неё не нашел ни где. Может кто поможет схемой или скажет номер микросхемы. Могу сказать одно, что на плате управления четыре микросхемы, две К1401УД2Б, К561ЛА7, а четвертая разлетелась.
Здавствуйте, уважаемые! Не стал создавать новую тему. У знакомого сварщика издох аппарат Лига-41. Говорит, что-то с блоком управления, типа туда попала шелочь, пошел дым. Я еще не смотрел, но вдруг у кого-нибудь есть принципиальная схема этого чуда, поделитесь, пожалуйста.
ЗЫ Схему вышеописанного аппарата (Лига-2) скачал, только видно плоховато.
на сайте производителя и естественно продавцов выложена информация что Лига 41 подходит для сварки стальных труб до 5мм толщиной. приобрел аппарат, попробовал варить 3/4″е трубы с толщиной стенки 2,8мм-полная хрень. температуры чтобы держать сварочную ванну как при использовании ацетилена нехватает, много шлака как при электросварке. варил в разных режимах от 5 до 9, добавлял в охладитель-обогатитель бензин, но толку никакого. причем чувствуется что аппарат выдает то на что способен, то есть газа столько что шипение как будто он идет под давлением из баллонов, восстановительное пламя также ровно держится, но процессы идущие в сварочной ванне и около не позволяют варить нормально. цель сообщения, уточнить возможно я что-то неправильно делаю, потому как инструкция конечно к аппарату составлена так что без высшего технического не разберешься. чувствуется что только в одной стране мира такое могли сделать, с заботой о потребителе.
потому как на видео об этом типе аппаратов в ютубе показано как отлично сварщики справляются со сваркой стали и на более слабых аппаратах,а я взял самый мощный, использовал на разной силе тока, результат никакой. возможно аппарат только и создан для ювелиров да стоматологов. а судьба газосварщика нераздельно связана с баллонами
Олегович Сварочный аппарат «ЛИГА» работает с чистым пламенем температурой до 2600 градусов,с такой температурой сродни только паять.. Вы пропаном сварить чё нибудь толще 2хмм попробуйте.этот аппарат сродни пропановой горелке. ацетилен им не заменить ИМХО.
Олегович написал :
на сайте производителя и естественно продавцов выложена информация что Лига 41 подходит для сварки стальных труб до 5мм толщиной. приобрел аппарат, попробовал варить 3/4″е трубы с толщиной стенки 2,8мм-полная хрень. температуры чтобы держать сварочную ванну как при использовании ацетилена нехватает, много шлака как при электросварке. варил в разных режимах от 5 до 9, добавлял в охладитель-обогатитель бензин, но толку никакого. причем чувствуется что аппарат выдает то на что способен, то есть газа столько что шипение как будто он идет под давлением из баллонов, восстановительное пламя также ровно держится, но процессы идущие в сварочной ванне и около не позволяют варить нормально. цель сообщения, уточнить возможно я что-то неправильно делаю, потому как инструкция конечно к аппарату составлена так что без высшего технического не разберешься. чувствуется что только в одной стране мира такое могли сделать, с заботой о потребителе.
потому как на видео об этом типе аппаратов в ютубе показано как отлично сварщики справляются со сваркой стали и на более слабых аппаратах,а я взял самый мощный, использовал на разной силе тока, результат никакой. возможно аппарат только и создан для ювелиров да стоматологов. а судьба газосварщика нераздельно связана с баллонами
Привет!
прочитал твое сообщение о сварке гремучим газом. Первое что хочется сказать: Сварка металлов водородом получается великолепно,
НО! Нужно провести много времени за настройкой состава газа, в котором будет нужное количество углерода и необходимое количество
кислорода. Поймать «золотую середину» можно с легкостью, но нужен опыт и часы работы с аппаратом. Если говорить о ошибках которые
допускают пользователи работая с газом Брауна, всё опять-же сводится исключительно к неверно выбранной пропорции водородо-
кислородной смеси со смесью газа с углеродом.
Работать чистым газом Брауна можно, но только с цветными металлами. При работе с черным металлом обязательно добавление углерода.
Дело в том что чистая смесь газов, водорода с кислородом уже является самодостаточной, в её составе уже имеется как топливо
(водород) так и окислитель (кислород), но когда Вы поджигаете пламя, в состав газа затягивается дополнительный кислород из
окружающего воздуха. При этом в пламени сгорает водород и только нужное количество кислорода для образования воды, а излишки
кислорода попадают в свариваемый металл делая сварной шов пористым, очень хрупким и совершенно не крепким. Такое пламя, с
излишками кислорода называется окислительным. Для исправления ситуации необходимо защитить газ выходящий из сопла горелки от
окружающего воздуха с излишками кислорода. Сделать это очень просто, и именно для этого в сварочный аппарат добавляется бензин.
Газ из электролизера пропускается внутри барботера через бензин, тем самым газ обогащается углеродом. Думаю всем известно что
углерод активно поглощает кислород, по этому газ обогащенный углеродом защищает пламя от излишков кислорода, в следствии чего
мы получаем восстановительное пламя в котором минимум лишнего окислителя.
Чтобы понять какое пламя Вы используете в настоящий момент, нужно обратить внимание на характер пламени:
Окислительное пламя горит очень тихо, пламя тонкое, острое и длинное, цвет пламени ярко оранжевый и без голубого язычка в
центре. Температура окислительного пламени имеет высокую температуру, примерно 2800°С, но эпицентр высокой температуры очень
мал, вокруг сгорающего пламени образуется водяной пар, который моментально охлаждает нагреваемый объект.
Нейтральное пламя горит относительно тихо, основной факел пламени оранжевый, но в центре виднеется четкий язычок синего
цвета длиной до 1 см. Такое пламя имеет очень высокую температуру, от 3000°С (при работе под номинальным давлением газа), до
3500°С (в случае увеличенного давления в системе сварочного аппарата)
Восстановительное пламя при большом расходе горит шумно, с шипящим звуком, факел имеет имеет пушистый, так называемый
«лисий» хвост, всё пламя при достаточном количестве углерода имеет голубой цвет. Температура восстановительного пламени очень
мала (относительно) не более 1600-1800°С. Качественно сварить черный металл таким пламенем не возможно, по причине относительно
низкой температуры. Для примера, ниже видео где я пытаюсь восстановительным пламенем, (в избытке обогащенным углеродом),
расплавить серебренную цепь, это получается с большим трудом.
Посмотреть изменения характера пламени, от окислительного,
нейтрального, до восстановительного можно на видео ниже:
Аппарат электролизной сварки лига
Использование аппарата «ЛИГА» делает простой сварку, пайку и резку стали и цветных металлов, при наличии только домашней электпической сети и дистиллированой воды не требуется никаких тяжелых баллонов с огнеопасным газом.Сварочный аппарат «ЛИГА» работает с чистым пламенем температурой до 2600 °С, полученным при сгорании водорода и кислорода, выроботанных путем электролиза воды.Очень легкий контроль производительности делает сварочный аппарат легко приспосабливаемым для выполнения самых разных задач.
Встроенная система контроля давления и уровня подает сигнал в случае привышения давления и уровня над оптимальными и может выключить электрическое питание, обеспечивая двойную безопасность. Эксплуатационные затраты аппаратов «ЛИГА» ниже: для пром. предпреятий в 25,2 раза, для частных лиц — в 113.2 раза, чем эксплуатационные затраты ацетиленовых аппаратов.
Особенности модификаций и комплектаций
Базовый аппарат. Комплектуется горелкой «Стандартная».
Для ювелирных и стоматологических работ
(в комплект входят ювелирная горелка и два доп. сопла).
Для оптических работ
(в комплект входит только горелка типа «Игла»).
Стандартный комплект (2 корпуса «Лига-02»). Комплектуется мощной горелкой.
Комплектуется дополнительным охладителем-обогатителем и горелкой. Возможна одновременная работа с двумя горелками.
Комплектация всех аппаратов вне зависимости от модификации включает в себя горелку (тип в зависимости от комплектации), запасное сопло, охладитель-обогатитель и заправочное устройство.
| Модель | Лига-02 | Лига-22 |
| Питание | 220В, 50 Гц | |
| Потребляемая мощность, кВт | 1,8 | 3,5 |
| Макс. действующее значение тока, А | 9 | 18 |
| Давление газа, атм. | до 0,4 | до 0,4 |
| Макс. температура пламени, º C | 2600 | 2600 |
| Производительность газовой смеси, л/мин. | до 6 | до 12 |
| Средний расход топлива (воды), см 3 /ч | 150 | 350 |
| Время непрерывной работы, часов | 4 | 4 |
| Макс. толщина свариваемой стали, мм | 2,5 | 4,5 |
| Габариты, мм | 240x280x395 | 2 корпуса «Лига-02» |
| Масса, кг | 20 | 40 |
электролизных газовых установок типа «ЛИГА»
для сварки низкоуглеродных сталей и
высокотемпературной пайкиметаллов.
Установка предназначена для :
— резки, пайки и сварки чёрных ( толщиной до 2 мм. )
и цветных металлов;
— ремонта сложной техники (холодильники, автомобили);
— ювелирных и стоматологических работ;
— обработки стекла, в том числе кварцевого;
— сварки термопар : никельконстантановых, платиновых
и.т.п.;
— закалки, местного отжига, нормализации и отпуска;
— запайки ампул биологических и медицинских
препаратов;
— ремонта водопроводных сетей .
Основные особенности кислородо-водородного пламени с
углеводородными добавками.
1.1. Более низкая теплотворная способность и температура по сравнению с
ацетилено-кислородным пламенем.
1.2. Невозможность изменять соотношение основных компонентов
(окислительно-восстановительных характеристик) пламени кислорода и
водорода за счет электролизного блока установки.
1.3. Изменение окислительно-восстановительного характера пламени
достигается за счет насыщения смеси кислорода и водорода парами
углеводородов (бензин, бензол, гексан).
1.4. Соотношение смеси газов в пламени отличается количественно от
соотношения газов в пламени кислородо-ацетиленовой или кислородо-
пропановой горелки (более H2
O и меньше CO2)
1.5. Восстановительный потенциал кислородо-ацетиленового пламени больше
по сравнению с кислородо-водородным пламенем .
2. Основные условия проведения сварки кислородно-водородным
пламенемисходя из указанных выше особенностей пламени.
2.1. Правильный подбор расхода (производительности) кислорода-водородной
смеси, диаметр сопла в зависимости от толщины и размеров свариваемых
деталей.
Соотношение диаметра сопла и производительности аппарата определяет
скорость истечения смеси из сопла («жесткое» или «мягкое» пламя). Скорость
истечения должна быть такова, чтобы в процессе сварки не было раздувания
сварочной ванночки с одной стороны, а с другой чтобы пламя «сидело» на
сопле, а не уходило во внутрь горелки. Производительность установки
регулируется с помощью регулятора «количества смеси» установленного на
лицевой панели основного блока установки.
2.2. Применение соответствующей углеводородной добавки.
В качестве углеводородных добавок могут выступать предельные или
непредельные углеводороды с температурами кипения от 300
до 800
с. (Бензины,
гексан, гептан — предельные углеводороды; бензол, тонуол — непредельные
углеводороды).
Предпочтительнее в качестве добавки в кислородно-водородную смесь
выбирать бензол, пары которого значительно повышают восстановительный
потенциал пламени по сравнению с другими углеводородами.
2.3. Подбор количества добавки в кислородо-водородную смесь.
Введение избыточного количества углеводородной добавки приводит к
некоторому снижению температуры пламени. Недостаток углеводородной
добавки приводит к кипению сварочной ванночки и повышенному образованию
окислов (шлаков). Подбор производится опытным путем по состоянию
сварочной ванночки. С помощью регулятора «качества смеси», установленного3
на охладителе-обогатителе или на горелке, при этом должны изменяться цвет
пламени и размеры его ядра. Зеркало сварочной ванночки должно быть
спокойным, без кипения, без образования большого количества искр.
Допускается образование окислов (шлака) по краям сварочной ванночки.
2.4. Подбор сварочной присадочной проволоки .
Учитывая меньший восстановительный потенциал кислородо-водородного
пламени, следует применять присадочную проволоку с легированием
марганцем и кремнием СВ-08Г2С, СВ-08ГС.
Применение проволоки СВ-08 и СВ-08А приводит к повышенному
шлакованию и пористости шва.
2.5. Особенности работы при использовании кислородно-водородного пламени
с углеводородными добавками.
Учитывая меньшую теплотворную способность и меньшую температуру,
кислородно-водородного пламени по сравнению с ацетилено-кислородным,
требуется большее время прогрева и более медленное выполнение сварки.
В связи с меньшей глубиной проплава кромки свариваемых деталей
должны толщиной более 3 мм быть с разделкой, а кромки деталей с небольшой
толщиной (1-2 мм) должныбыть установленыдля сварки с зазором =0,5-0,7 мм.
Амплитуда движений горелки должна быть такой, чтобы сварочная
ванночка находилась в восстановительной зоне пламени. Восстановительная
зона пламени распространяется не более 1-3 мм от конца ядра пламени (в
зависимости от производительности).
3. Рекомендации по применению аппаратов «ЛИГА» для пайки
металлов.
Кислородо-водородное пламя с углеводородными добавками можно
применять при всех видах газопламенных паяльных работ. Ограничение
применения могут наложить только габариты изделия, подлежащего пайке из-за
невозможности нагреть его до температуры необходимой для расплавления
припоя.
Необходимую мощность пламени при пайке приблизительно можно
определить по формуле
V=kS, где V расход горючего (газа л/час)
S — толщина наиболее массивной детали (мм).
К — коэффициент учитывающий свойства металлов (л/ч. мм.)
Значение Кследующие:
К = 100-200 углеводистые стали
К = до 70 коррозийные стойкие сплавы
К = 150-250 медь
К = 100-120 латунь4
3.1. Необходимые условия для выполнения паяного соединения.
3.1.1. Выбор припоя по совместимости с металлом изделий (ниже приведены
основные видыприпоев)
3.1.2. Подготовка поверхностей подлежащих пайке (травление, механическая
очистка).
3.1.3. Обеспечение величиныи равномерности зазора при пайке.
Припой Зазорыпри пайке
медь и её сплавы стали
Серебряные 0,05 — 0,25 0,03 — 0,12
Медноцинковые
и медно-фосфористые
0,06-0,3 0,12 — 0,15
Примечание: При пайке алюминиевых сплавов зазоры паяных швов и
величины нахлестов определяются опытным путем по степени заполнения
зазора припоем.
3.1.4. Правильный подбор флюса, обеспечивает защиту расплавленных припоев
от окисления, растворение окислов образуемых при нагреве, растекание
припоя.
3.1.5. Пламя должно быть мягким с избытком углеводородной добавки. Нагрев
необходимо вести равномерно широким факелом, не касаясь ядром пламени
ни флюса, ни припоя до температурырасплавления припоя.
3.2. Рекомендуемые припои и флюсы для высокотемпературной пайки низко
углеродистых и низколегированных сталей.
Флюсы Припои
Бура, борная кислота Л63, Л68, ЛОК 62-06-04
ПВ200, ПВ209 ЛОК 59-1-03
ПВ 201 ПМЦ 36
ФК-235 ПМЦ 58-5
3.3. Рекомендуемые припои и флюсы без высокотемпературной пайки
высоколегированных коррозийно-стойких сталей.
Флюсы Припои
ПВ — 209
ФК — 235
ПСр 45
ПСр 72
МЦФЖ
П-81
ПСрФ 2-5 5
3.4. Рекомендуемые припои и флюсы для высокотемпературной пайки меди и её
сплавов.
Флюсы Припои
Бура, борная кислота
ПВ — 209
П — 235
ПМЦ 36
МЦФЖ
П-14
МФ1
ПФ 07
ПСр 45
Пср 72
3.5. Рекомендуемые флюсыи припои для пайки алюминия и его сплавов.
Флюсы Припои
34 А
Ф 3
34 А
35 А
В 65
Германиевый № 1
Советы сварщику
Подбор производительности кислородо-водородной смеси, диаметра сопла в зависимости от толщины и размеров свариваемых деталей.
Соотношение диаметра сопла и производительности аппарата определяет скорость истечения смеси из сопла («жесткое или «мягкое» пламя). Скорость истечения должна быть такова, чтобы в процессе сварки не было раздувания сварочной ванночки с одной стороны, а с другой, чтобы пламя «сидело» на сопле, но не уходило вовнутрь горелки.
Производительность установки регулируется с помощью регулятора тока, установленного на лицевой панели аппарата.
В качестве углеводородных добавок могут выступать предельные или непредельные углеводороды с температурой кипения от 30 до 80 градС.
Бензины, гексан, гептан — предельные углеводороды; бензол, толуол — непредельные углеводороды.
Предпочтительнее в качестве добавки в кислородо-водородную смесь выбирать бензол, пары которого значительно повышают восстановительный потенциал пламени по сравнению с другими углеводородами.
Подбор количества добавки в кислородо-водородную смесь.
Введение избыточного количества углеводородной добавки приводит к некоторому снижению температуры пламени. Недостаток углеводородной добавки приводит к кипению сварочной ванночки и повышенному образованию окислов (шлаков). Подбор производится опытным путем по состоянию сварочной ванночки. С помощью регулятора качества смеси, установленного на охладителе-обогатителе или на горелке, при этом должны изменяться цвет пламени и размеры его ядра. Зеркало сварочной ванночки должно быть спокойным, без кипения, без образования большого количества искр. Допускается образование окислов (шлака) по краям сварочной ванночки.
Учитывая меньший восстановительный потенциал кислородо-водородного пламени, следует применять присадочную проволоку с легированием марганцем и кремнием СВ08Г2С, СВ08ГС, СВ12ГС.
Применение проволоки СВ08 и СВ08А приводит к повышенному шлакованию и пористости шва.
Особенности работы при использовании кислородо-водородного пламени с углеводородными добавками.
Учитывая меньшую теплотворную способность и меньшую температуру кислородо-водородного пламени по сравнению с ацетилено-кислородным, требуется большее время прогрева и более медленное выполнение сварки.
В связи с меньшей глубиной проплава, кромки свариваемых деталей толщиной более 3 мм должны быть с разделкой, а кромки деталей с небольшой толщиной (1-2 мм) должны быть установлены для сварки с зазором 0,5-0,7 мм.
Амплитуда движений горелки должна быть такой, чтобы сварочная ванночка находилась в восстановительной зоне пламени. Восстановительная зона пламени распространяется не более 1-3 мм от конца ядра пламени (в зависимости от производительности).
Рекомендации по применению аппаратов «ЛИГА» для пайки.
Пайка отличается от сварки тем, что основной металл не плавится, а нагревается лишь до температуры расплавления припоя, которая должна быть значительно ниже, чем температуры плавления основного металла. Эта особенность процесса позволяет использовать пайку при соединении не только однородных, но и разнородных металлов с получением прочного и непроницаемого паяного шва.
Кислородо-водородное пламя с углеводородными добавками можно применять при всех видах газопламенных паяльных работ. Ограничение применения могут наложить только габариты изделия, подлежащего пайке, из-за невозможности нагреть его до температуры, необходимой для расплавления припоя.
Необходимые условия для выполнения паяного соединения.
• Выбор припоя по совместимости с металлом изделий.
• Подготовка поверхностей, подлежащих пайке (травление, механическая очистка).
• Обеспечение величины и равномерности зазора при пайке:
При пайке алюминиевых сплавов зазоры паяных швов и величины нахлестов определяются опытным путем по степени заполнения зазора припоем.
• Правильный подбор флюса обеспечивает защиту расплавленных припоев от окисления, растворение окислов, образуемых при нагреве, растекание припоя.
• Пламя должно быть мягким с избытком углеводородной добавки. Нагрев необходимо вести равномерно широким факелом, не касаясь ядром пламени ни флюса, ни припоя до температуры расплавления припоя
Лига электролизная газовая установка
Сварочный аппарат от бренда Лига — модели 02 и 12

Нет Информации




«Лига» — сварка на воде
Газосварочные аппараты «Лига» работают от сети 220В на дистиллированной воде.
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов.
Принцип работы «Лиги»таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы).
В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Варианты использования

Аппаратура компании Лига способна выполнять достаточно большой список задач. В привычную часть списка входит сварка, резка, спайка металла.
Однако помимо этого, сварочные аппараты на воде применимы для выполнения стоматологических и ювелирных работ.
Для таких дел существуют специальные модели горелок. Это сварочное оборудование применяется для ремонта домашней техники, приборов, автомобилей. Оно подходит для оптических и стекольных работ, сварки термопар, а также при сантехническом монтаже.
Эти приборы применяются для спайки медицинских ампул. А также закаливания, обжига и отпуска металлов. Ограничением в использовании оборудования является только толщина и вид металла.
Весь этот спектр возможностей доступен для цветных и черных сплавов, толщина которых не превышает 5 миллиметров.
Область применения
- пайка, сварка и резка чёрных (толщиной до 4,5 мм) и цветных металлов
- ювелирные и стоматологических работы
- ремонт сложной техники (холодильники, автомобили)
- пайка и ремонт металлических оправ, очковой оптики
- ремонт и монтаж сантехнического оборудования
- обработка стекла, в том числе кварцевого
- сварка термопар (никель-константановых, платиновых и т.п.)
- закалка, местный отжиг, нормализация и отпуск
- запайка ампул биологических и медицинских препаратов
Общая информация
Компания Лига выпускает газосварочную аппаратуру, работающую на воде. Для повышения качества результата стоит использовать дистиллированный тип.
Суть рабочего процесса в том, что в прибор встроен механизм, который электрохимически разделяет воду на составляющие.
Получается разделенная смесь водорода с кислородом. А водород – один из заменителей ацетилена. В результате получается газосварочное вещество.
При этом сварочные аппараты способны производить рабочее пламя, достигающее 2600°С. При такой температуре обрабатываются цветные либо черные металлы.
Оборудование бренда Лига достаточно экономично. Стандартная газовая сварка по себестоимости в разы превышает сварку оборудованием на воде.
Ведь она предполагает обновление истраченных баллонов. Дистиллированную воду раздобыть проще и дешевле. Что безусловный плюс применения этого сварочного аппарата.
Модификации и комплектация
На данный момент осуществляется производство двух модификаций газосварочного аппарата «Лига» — «Лиги-02» и «Лига-22».
В зависимости от области применения существует пять различных комплектаций — 02, 02С, 02О, 22 и 22Д.
Комплектация всех аппаратов вне зависимости от модификации включает в себя горелку (тип в зависимости от комплектации), запасное сопло, охладитель-обогатитель и заправочное устройство.
Заключение
Оборудование Лига – это приборы, способные выполнять широкий спектр работ.
Работая на воде, они не требуют постоянного приобретения баллонов с рабочими газами.
При этом они малогабаритны, просты в использовании. Применимы для обычной сварки, медицинских, ювелирных работ. Обработки металлов и стекла.
Лига электролизная газовая установка
TERMSL blog
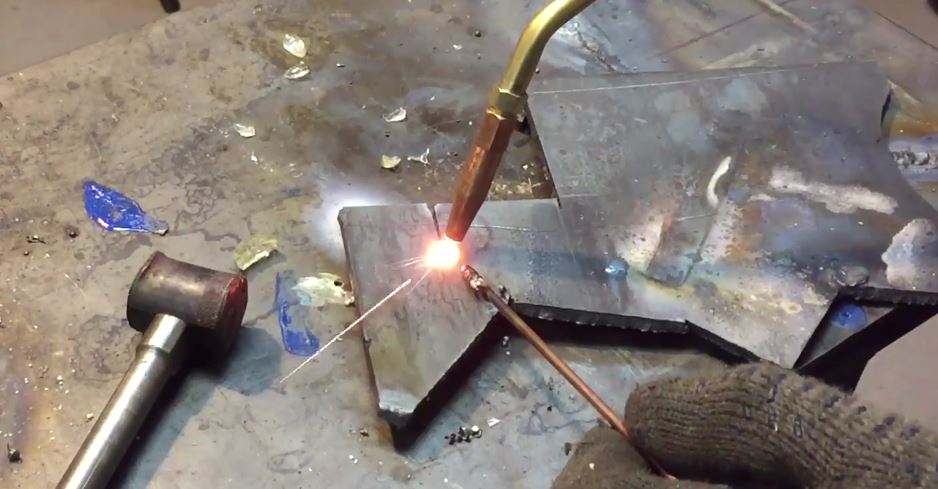
Помыкался я с выбором источника тепла, от миниатюрных газовых постов на одноразовых баллонах кислород-пропан/MAP до полноформатных кислород/ацитилен, но идея работы и содержания горючих газов в моей берлоге что-то не радовала. Да, кул, эти все ацитилены- и температура и возможность балансировать пламя от окислительного до восстановительного, и даже отрезать 5 см железа, но не в этот раз)))
Подумал и заказал электролизер, он же HHO генератор, он же водородный генератор производства компании Лига (СПБ). Очковал сильно, так как исторически “люблю” Российских производителей, да и аппаратов, именно 41-х нет так чтобы с утра деньги, вечером стулья- на заказ 3 недели со 100% предоплатой.
Трансфер деловыми линиями аппарат пережил, хотя отправили его просто в тонюсенькой картонной коробке, без какой-либо защиты, при весе под 40 кг, удивляюсь, что в процессе доставки ничего не отломали и не располовинили, хотя корпус немного погнут под ручкой (либо с завода так вышел, ибо погнуть двух миллиметровый кожух и ни него не поцарапать- практически не реально).

На фото прочувствовали всю суровость питерских умельцев? Вилку на кабель прицепить? Жилы пометить хотя бы?)))

Горелка REDIUS Г2-23 в комплекте с сухими огнепреградителями, и два куска кислородного шланга метра по 2. доложить кусок 30 см от выхода до обогатителя не судьба, приходится отрезать по 30 см сразу с обоих шлангов.
Не фотографировал выход аппарата и охладитель-обогатитель- но тоже ни одной подписи, где выход обогащенный, где просто HHO – сами догадайтесь.
Хомуты в комплекте- ага, щас.
Инструкция, мягко говоря мало информативная, и тоже ни про кабель, ни про выходы обогатителя, как нибудь сфотографирую, что с чем соединять.
Хоть и пищется, что Лига-41 поставляется полностью заправленным, я долил больше литра дистиллированной воды.
Поругался, теперь о ощущениях:
Аппарат по хорошему кондовый, но снаружи достаточно качественно сделан, внутрь пока нет желания лезть.
Шумный. При включении запускаются 4-ре примерно 20-ти сантиметровых вентилятора на полные обороты, в не зависимости от выставленного режима и температуры электролизера- можно оценить на видео ниже- можно было бы сделать активную регулировку оборотов и термопредохранитель, но как оборотная сторона – постоянно холодный, можно выключать сразу, как затушил горелку.
Очень быстро выходит на режим. От включения до возможности поджига горелки реально секунды.
Себестоимость работы, как по мне копеечная, я развлекался пару часов, долил 50 мл дистиллированной воды.
Результирующая стоимость не сильно дороже нормального газового поста, но не надо ни куда ездить заправлять, поверять и прочее, плюс маленький объем- сунул ящик под стол, и все.
Кушает электролизер на максимуме 4кВт, если долго так гонять, минут через 20 выщелкивает 16-ти амперный автомат, прямо как по учебнику.
Для нагреть, припаять мягким/жестким припоями, закалить мелочь- идеально, варить водородом в чистом виде- смутное удовольствие, из-за высокой способности водорода растворяться в металле, как будет бензол для того, чтобы залить в обогатитель- сделаю еще один подход.
Если просто греть и паять- защита глаз не нужна, но если пытаетесь варить, то обязательно одевать защитные темные очки газосварщика, мне очень понравилось варить в темно-зеленых №5 JACKSON NEMESIS, которые брал для плазмореза.
Лига электролизная газовая установка
Газосварочный электролизёр ЛИГА

Газосварочное оборудование нового поколения: работающие на воде электролизеры ЛИГА
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов. (с) ЗАО «Василеостровский электромеханический завод».
Аппарат Лига-12 малогабаритный, переносной, питается от бытовой сети 220 В. При незначительной потребляемой мощности 1,8 кВт позволяет сваривать и резать сталь и цветные металлы толщиной до 2 мм. Температура чистого пламени легко регулируется от 600оС до 2600оС. Данный аппарат хорошо себя зарекомендовал у ювелиров, стоматологов и ремонтников холодильного оборудования. Технологические возможности аппарата Лига-12 — рекордные при малом весе (12 кг.) и незначительной потребляемой мощности (1,8 кВт). Он вырабатывает за 1 час работы около 330 л газовой смеси, расходуя при этом 150 мл дистиллированной воды.
Аппарат Лига-31 позволяет резать и сваривать сталь и цветные металлы толщиной стенки до 3 мм. Он нашел себе применение на станциях технического обслуживания автомобилей, где применение баллонов с взрывоопасными газами (пропан, кислород) чревато серьезными последствиями. Аппарат очень удобен при наплавке и пайке цветных и черных металлов.
Газовой сварке уже почти сто лет. Несмотря на появление множества новых способов сварки, многие работы и сейчас удобнее выполнять газовой горелкой. В качестве горючего газа для сварки повсеместно используют ацетилен. Объем применения прочих горючих газов ничтожно мал. В 70-80 гг. исследования, проведенные специалистами Института электросварки им. Е. О. Патона, Киевского политехнического института и ряда других организаций в СССР и за рубежом, показали, что вместо ацетилена можно использовать водород. При этом производительность и качество сварки углеродистых сталей и многих других сплавов могут быть такими же, как при работе с ацетиленом.
Давно известно, что тепловые характеристики водородно-кислородного пламени позволяют сваривать, резать, паять, плавить и термически обрабатывать большинство металлов, кварц, любое стекло и керамику. По температуре оно такое же, как ацетилено-кислородное, а увеличение расхода водородно-кислородной смеси в 1,7-2,0 раза по сравнению с ацетилено-кислородной позволяет обеспечить такую же скорость локального нагрева металла до температуры плавления. Но ацетилено-кислородное пламя является восстановительным по отношению к жидкому железу, а водородно-кислородное — окислительным. Это долгое время мешало сваривать сталь водородно-кислородным пламенем: сварочная ванна покрывалась сплошным слоем шлака, а шов получался хрупким и пористым. Но выяснилось, что если добавлять к водородно-кислородной смеси пары органических веществ, связывающих кислород, то можно получать безупречные по качеству швы. В Киевском политехническом институте доказали, что достаточно добавить пары бензина в количестве всего 2,2 % объема, — и пламя становится химически нейтральным. Вместо бензина можно добавлять различные углеводороды с температурами кипения от 30°С до 80°С. (Бензины, гексан, гептан — предельные углеводороды; бензол, толуол — непредельные углеводороды). Расход добавки мизерный, так как она является не теплоносителем, а раскислителем, связывающим лишний кислород. Для выполнения такого объема сварки стали, на который расходуют баллон ацетилена, требуется всего около 100 г бензина.
Таким образом, технологические ограничения на применение водородно-кислородной смеси при сварке были сняты, однако объем применения водорода для сварки все еще остается ничтожным. Причина: до последнего времени не было пригодного для сварки источника водорода. Баллоны тут не годятся: их потребуется в 3-5 раз больше, чем при работе на ацетилене и кислороде. Это явно нерентабельно. Но там, где есть электроэнергия, источником водорода и кислорода может быть обычная вода. При электролизе воды получаются сразу и горючий газ (водород), и окислитель (кислород), к тому же в оптимальном соотношении. Значит, если сделать электролизер, который можно доставлять к месту сварки, то можно подавать газы из него прямо в горелку и обходиться без баллонов.
Эту очевидную идею пытались реализовать с 30-х гг., но безрезультатно.
Основным препятствием оказалось соотношение веса электролизера и количества вырабатываемого газа. Газосварочное оборудование обычно должно быть передвижным. Но долгие годы количества газа от передвижных электролизеров хватало только для ювелирных работ либо для пайки зубных протезов. В 80-90 гг. наряду с 300-килограммовыми стационарными электролизерами, применяемыми для сварки стали толщиной 5-6 мм, появились передвижные электролизеры, позволяющие сваривать лист толщиной 1-2 мм. Однако для строительства и общепромышленного применения этого явно недостаточно.
Закрытое акционерное общество “Лига” преодолело “весовой барьер”, совершив скачок в соотношении веса и производительности по сравнению с электролизерами других фирм. В 1993 г. предприятие первым в мире сделало передвижной электролизер, пригодный по производительности, времени непрерывной работы без дозаправки и другим характеристикам для общепромышленного применения, а также в строительстве.
К настоящему времени создан параметрический ряд электролизно-водных сварочных аппаратов, охватывающий почти все задачи газопламенной обработки материалов. В состав каждого аппарата входят собственно электролизер, шланги длиной до 6 метров, горелка. Аппарат Лига-41 по желанию может комплектоваться резаком.
Названные аппараты позволяют выполнять практически все виды газопламенной обработки материалов за исключением резки стали толще 30 мм. Они применимы повсеместно, в частности, при сварке труб в зданиях, ремонте автомашин, строительной, сельскохозяйственной и бытовой техники, при газопламенной пайке и наплавке, при ювелирных работах, в стоматологии, термической обработке, отжиге стекла.
Это первые передвижные и переносные электролизные аппараты для общепромышленного применения и строительства за все время существования газовой сварки. До них реальной альтернативы баллонам при газовой сварке в промышленности и строительстве не было (а кроме них нет и сейчас).
Аппараты сертифицированы Госстандартом России и Республики Беларусь, также качество аппаратов подтверждено сертификатами развитых стран Европы, Скандинавии и Америки.
Технологические возможности каждого из аппаратов определяются его производительностью по газу. Для сварки листовой стали нужно не менее 270-300 л/ч водородно-кислородной смеси на 1 мм толщины. Больше можно: квалифицированный сварщик сумеет сварить тонкий металл мощным пламенем и не прожечь его. Меньше нельзя: не хватит тепла, и не будет ни производительности, ни качества.
Аппарат Лига-12 малогабаритный, переносной, питается от бытовой сети 220 В. При незначительной потребляемой мощности 1,8 кВт позволяет сваривать и резать сталь и цветные металлы толщиной до 2 мм. Температура чистого пламени легко регулируется от 600оС до 2600оС. Данный аппарат хорошо себя зарекомендовал у ювелиров, стоматологов и ремонтников холодильного оборудования. Технологические возможности аппарата Лига-12 — рекордные при малом весе (12 кг.) и незначительной потребляемой мощности (1,8 кВт). Он вырабатывает за 1 час работы около 330 л газовой смеси, расходуя при этом 150 мл дистиллированной воды.
Аппарат Лига-31 позволяет резать и сваривать сталь и цветные металлы толщиной стенки до 3 мм. Он нашел себе применение на станциях технического обслуживания автомобилей, где применение баллонов с взрывоопасными газами (пропан, кислород) чревато серьезными последствиями. Аппарат очень удобен при наплавке и пайке цветных и черных металлов. Температура чистого пламени в нем также легко регулируется от 600°С до 2600°С. Очень простой контроль производительности делают сварочный аппарат легко приспосабливаемым для выполнения самых различных задач в труднодоступных местах (ремонт радиаторов, блоков двигателей, ступиц, при кузовных работах). Встроенная система контроля подает сигнал в случаях достижения давления и уровня электролита своих предельных значений и автоматически отключает аппарат от электрической сети, обеспечивая этим двойную пожаровзрывобезопасность.
Аппарат Лига-41 разработан по предложению сотрудников аварийных служб. Он предназначен для выполнения ремонтных работ в тех местах, где отсутствует трехфазная сеть 380 В. Аппарат позволяет сваривать трубы с толщиной стенки до 5 мм, производить заварку дефектов чугунного и цветного литья. Также его можно применять для ручной и машинной резки металлов толщиной до 30 мм. В этом случае подогревающее пламя резака питается от аппарата, а режущий кислород подают из баллонов. При такой технологии резки поверхность реза гораздо чище, чем при резке ацетиленом или пропаном, металл не науглевоживается и не закаливается, отсутствует грат, воздух не загрязняется окислами азота. Данная технология позволяет технически решать проблему безопасного выполнения кислородной резки в колодцах и тоннелях, в метрополитене, где использование ацетилена и пропана запрещено.
Аппарат Лига-41А по своим характеристикам аналогичен аппарату Лига-41. Различие состоит в том, что он может работать в интервалах температуры от –15оС до +40оС, что позволяет его применять в строительных и ремонтно-восстановительных работах при отрицательной температуре воздуха.
Все аппараты позволяют выполнять и мелкие работы, в том числе и микрофакелом диаметром менее 1 мм. Других изготовителей с такой производительностью по газу и технологическими возможностями, пожаровзрывобезопасности в странах СНГ нет. Есть, однако, зарубежные аналоги, но их вес превышает 250-300 кг.
К настоящему времени уже накоплен определенный опыт производственного использования электролизно-водных сварочных аппаратов. Переход на работу с этими аппаратами не вызывал затруднений у профессиональных газосварщиков. Переучивать их не требовалось, — достаточно было краткого инструктажа. Качество сварных соединений трубопроводов, выполненных с применением аппаратов, удовлетворяет требованиям СНиП 3.05.01-84 и СНиП 3.05.05-85. Паять различными припоями цветные металлы удобнее и быстрее. Аппараты оказались очень эффективными при выполнении пайки и сварки в труднодоступных местах. Для стекла и оксидной керамики водородно-кислородное пламя — вообще идеальный источник нагрева, так как окислительный характер пламени в этом случае представляет преимущество, а не препятствие, как при сварке стали.
Преимущества при работе с аппаратами Лига по сравнению с работой с ацетиленом и пропаном при газопламенной обработке материалов следующие.
Во-первых, аппараты пожаровзрывобезопасны и при хранении, и при работе. Время от включения холодного, неработающего аппарата до выхода на рабочий режим составляет всего лишь 1-5 мин. в зависимости от окружающей температуры и требуемого расхода газа. При работе аппарата газ не накапливается, так как никаких ресиверов и тому подобных узлов в нем нет.
Во-вторых, производительность аппарата автоматически поддерживается равной расходу газа на горелку. Поэтому масса взрывающегося вещества (водородно-кислородной смеси) в работающем аппарате мала, и если газ в аппарате взорвать каким-либо способом, то энергия взрыва будет небольшой. Прочность аппарата обеспечивает его безопасность и исправность даже при нарушениях норм эксплуатации.
В-третьих, сварка становится экологически чистой. При работе на ацетилене воздух рабочей зоны загрязняется окислами азота. Они токсичны, и для снижения их концентрации ниже предельно допустимой нужна очень большая кратность воздухообмена. Поэтому при работе с ацетиленом в помещениях норматив содержания окислов азота, как правило, не выполняется. Это явно сказывается на самочувствии сварщиков. При работе с аппаратами Лига нет ни жидких, ни твердых отходов. Единственный продукт горения — водяной пар: окислы азота в рабочей зоне даже не обнаруживаются обычными методами анализа.
В-четвертых, работа сварщика не зависит от поставок баллонного газа или карбида кальция.
В-пятых, сварка резко удешевляется. На тот объем сварочных работ, на который в иных случаях расходуют баллон ацетилена и баллон кислорода, описываемым аппаратам нужно около 6,5 кВтч электроэнергии, 0,8 л дистиллированной воды и 100 г бензина. Заправка баллонов стоит раз в 10 дороже, чем электроэнергия и все остальное, что необходимо для работы аппаратов.
В-шестых, эксплуатировать аппараты гораздо легче, чем обычные передвижные генераторы ацетилена: дозаправляют их реже, а трудоемкость дозаправки в несколько раз меньше трудоемкости перезарядки генератора.
Наконец, в-седьмых, при машинной кислородной резке питание подогревающего пламени от аппаратов позволяет улучшить качество резки, снизить расходы на нее и предотвратить загрязнение воздуха окислами азота.
Применение баллонов и ацетиленовых генераторов оправдано только для сварки в полевых условиях, когда нет электроэнергии. В остальных случаях на смену баллонам должны прийти аппараты, работающие на воде. Необходимые технические предпосылки для этого созданы, и, по-видимому, в ближайшие годы электролизно-водные сварочные аппараты найдут широкое массовое применение.
Лига электролизная газовая установка
5.13. Сварка и резка металлов с помощью установки «лига-02»
Электролизная газовая установка «ЛИГА-02» (рис.29, 30) предназначена для выработки смеси газов (водород и кислород), пламя при сжигании которых служит источником тепла для нагрева деталей до 2600 С при пайке, сварке, резке металлов и других материалов (стекла, керамики,…).
Установка предназначена для выполнения следующих работ:
-резки, пайки и сварки черных (до 2,5 мм толщиной) и цветных металлов;
-ремонта автомобилей, холодильников и другой сложной техники;
Средний расход топлива (дистиллированной воды) 150 см 3 / час;
Время непрерывной работы при полной заправке до следующей дозаправки .3 часа
П ри прохождении электрического тока через воду выделяются газообразные водород и кислород:
ри прохождении электрического тока через воду выделяются газообразные водород и кислород:
Для увеличения к.п.д. процесса электролиза в воду добавляют щелочь (150 грамм КОН на 1,5 литра дистиллированной воды), которая не расходуется в процессе выработки газовой смеси. Расходуемым материалом в установке является вода, поэтому в процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня срабатывает датчик уровня, с помощью которого подается прерывистый звуковой и световой сигнал.
Произведенная в электролизере водородно-кислородная газовая смесь, пробулькивается через водяной затвор (барботер), который играет роль пламяпреградителя при обратном ударе пламени из горелки. Газовая смесь насыщена парами воды. Для избавления от них газы проходят через охладитель – обогатитель, в котором конденсируется избыточная влага. Кроме того, охладитель-обогатитель используется для того, чтобы иметь возможность менять состав пламени. Это устройство позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензин, ацетон, спирт, бензол и др.).
Газовая смесь от охладителя- обогатителя по шлангу поступает в газовую горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведенной газовой смеси, а значит и тепловая мощность пламени, регулируется регулятором силы тока. Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизера увеличивается давление. При превышении давления свыше 0,04 МПа срабатывает датчик давления, с помощью которого выключается ток электролиза и подается непрерывный звуковой сигнал и загорается крайний правый световод индикатора нагрузки.
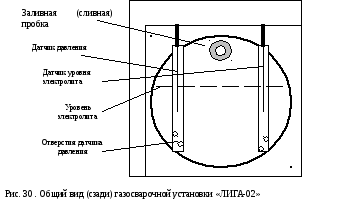
Ручку регулятора тока (см. рис. 29) вывести в крайнее левое положение (вращать против часовой стрелки).
Проверить уровень жидкости в датчике давления. Нормальный уровень – не выше верхнего отверстия. В противном случае необходимо «взвести» датчик давления, для чего аппарат наклонить вдоль длинной его стороны по часовой стрелке на угол свыше 45 градусов и вернуть в исходное горизонтальное положение. Датчик давления будет «взведен».
Подсоединить аппарат к электросети. При этом заработают электровентиляторы. Ручку регулятора тока плавно повернуть по часовой стрелке до загорания двух-трех светодиодных индикаторов индикатора нагрузки.
Через водяной затвор должны пойти пузырьки газа, хорошо видимые в прозрачном окне с лицевой стороны электролизера, что является индикацией начала процесса электролиза.
Убедившись в наличии пузырьков в водяном затворе, поджечь газ, выходящий из сопла горелки.
Регулирование количества вырабатываемого газа осуществляется ручкой регулятора тока.
Регулирование степени обогащения газовой смеси парами углеводородов происходит при перемещении колеса регулятора из одного крайнего положения в другое. При этом характер и цвет пламени меняются от окислительного (сплошное желтое пламя) до восстановительного (голубое пламя). Для сварки стали необходимо добиться, чтобы длина голубого язычка пламени (ядра) достигала 5…8 мм.
Гасить горелку нужно резким сдуванием пламени , как при гашении свечи. После этого выключить электролизер. Для того чтобы легче было сдуть пламя, нужно увеличить расход газа и (или) перевести колесо регулятора в режим наибольшего обогащения газа парами углеводорода.
Корпус электролизера при сварке должен быть заземлен.
Запрещается работа электролизера в пожароопасных помещениях.
До сварки необходимо удалить на 0,5 м от места выполнения работ все сгораемые материалы, или защитить их металлическим щитком.
После проведения газосварочных работ необходимо осмотреть место проведения этих работ и устранить условия, способствующие возникновению пожара.
При выполнении газосварочных работ глаза защищать очками с темными светофильтрами.
При попадании капель электролита на незащищенные участки тела немедленно обильно промыть их проточной водой.
Не допускается работа установки при включенном регуляторе тока и не зажженной горелке.
Присадочный материал: сварочная проволока Св-12ГС, Св-08ФС, Св-08Г2С. Повышенное содержание кремния и марганца в этих материалах необходимо при сварке в окислительном пламени, при этом происходит самофлюсование; сварочная ванна становится малочувствительной к избытку кислорода и формируется без разбрызгивания металла. В итоге образуется плотный шов с минимумом пор и шлаковых включений.
Признаками нормального пламени при сварке являются длинное, яркое, и с резкоочерченным контуром, ядро при синеватом оттенке факела. Сначала устанавливают избыток горючего до верхнего предела устойчивого горения. Затем вращением маховика вентиля устанавливают по этим признакам нормальное пламя.
Присадочный материал: прутки и полосы (аналогичного свариваемому материалу деталей) сплава. Обычно применяются прутки из сплавов СвАК-5, СвАК-12 (силумин), Амг (алюминемагниевые сплавы).
Применяются активные флюсы типа АФ-4А (смесь: 28% хлористого натрия, 50% хлористого калия, 14 % хлористого лития и 8% фтористого натрия).
Пламя должно быть нейтральным (избыток кислорода и горючего не допускаются). Работать необходимо быстро и на малой мощности. Угол наклона горелки 20…45 градусов. Второй проход не допускается. Рекомендуется общий предварительный нагрев детали до 300 С.
В качестве присадочного материала рекомендуется проволока того же состава, что и материал детали. Хорошие результаты обеспечивает проволока, легированная марганцем, магнием, кремнием, титаном.
Ванну перемешивать не следует, т.к. это ведет к выгоранию некоторых химических элементов металла шва. Ядро пламени для исключения пористости сварного шва не должно касаться сварочной ванны и проволоки. Качество сварки определяется по цвету: матовая, серо-желтая и коричневая окраска – хорошее качество; блестящий сине-черный цвет-сварка с перегревом.
Ядро держать в 3…6 мм от сварочной ванны и не касаться расплава. Угол наклона горелки 90 градусов. Прихватка шва исключается. Сварку ведут быстро. Присадочный материал: проволоки, легированные кремнием, марганцем, фосфором, оловом, серебром (М1, Мср1 и др.). Флюсы: 100% буры, 100% борной кислоты, или их 50 –и % смеси.
Лига электролизная газовая установка
Загрузить Лига – 02/22. Электролизная газосварочная установка. Инструкция по эксплуатации. PDF

Инструкция по эксплуатации на электролизную газосварочную установку “Лига – 02/22”
Формат: PDF
Электролизная газовая установка “Лига” предназначена для выработки смеси газов (водород и кислород), пламя которых служит источником нагрева до 2600 градусов для высоко- и низкотемпературной пайки, сварки, резки металлов и других материалов (стекла, керамики и т.д.).
Вся информация, которая размещается на сайте носит ознакомительный характер. Мы стремимся к тому, чтобы Вы получали только достоверную, максимально полную и точную информацию. Но мы не исключаем, что некоторая информация может со временем утратить свою актуальность, допускаем возможность ошибок в содержании.
Информация на сайте размещается в исходном виде. Мы не даем гарантии на полноту и актуальность информации. Информация предоставляется также без каких-либо других явно или неявно выраженных или предполагаемых гарантий.
Администрация сайта не несет ответственности за информацию, предоставленную пользователями. Администрация сайта оставляет за собой право, не уведомляя пользователей и посетителей ресурса, вносить изменения в контент.
На сайте есть ссылки на сторонние ресурсы (сайты), на которые мы не имеем никакого влияния. Ссылки на другие ресурсы предназначены для того, чтобы пользователю было удобнее искать информацию по схожей тематике. Мы не несем ответственности за содержание других сайтов (контент), за их доступность пользователям.
Нет и не может быть таких обстоятельств, при которых владелец (администрация) сайта будет нести какую-либо ответственность перед какой-либо стороной за прямой, непрямой или косвенно причиненный ущерб из-за использования информации, находящейся на страницах этого сайта, или информации на том сайте, на который имеется гиперссылка с этого ресурса. Ни при каких обстоятельствах мы не будем нести ответственность за возможную, но упущенную выгоду, потерю программ или данных, приостановку вашей хозяйственной деятельности и в аналогичных случаях, даже если будем явно проинформированы о большой вероятности подобного ущерба.
Интернет не обеспечивает надежной защиты данных и информации, поэтому не несет и не может нести ответственность за информацию, которую получают пользователи из Интернета.
Посещая данный сайт и используя его контент в своих целях, Вы прямо выражаете свое согласие с данным «Отказом от ответственности» и принимаете всю ответственность на себя.
Администрация сайта в любое время может и имеет право вносить изменения в эти правила. Они вступают в силу безотлагательно с этого момента. Если Вы продолжаете пользоваться сайтом после того, как в «Отказ от ответственности» внесены изменения, значит – Вы автоматически согласились на соблюдение обновленных правил.
Владельцы и создатели данного ресурса не несут ответственности за содержание ссылок, за их использование и за информацию, размещенную на данном сайте, как не несут ответственность за игнорирование пользователями коммерческого статуса того программного обеспечения, на которое ведут ссылки с этого сайта.
Мы стремимся соблюдать авторские права других собственников и использовать собственные или не требующие лицензирования материалы. Загрузка и копирование текстовых материалов, изображений, фотографий или иных файлов с нашего сайта допускается только для личного, некоммерческого использования. Поскольку содержимое этого раздела сайта создается из открытых общедоступных и бесплатных источников. Если вам стало известно об авторском праве на какой-либо материал на сайте, пожалуйста, сообщите нам. После уведомления о нарушениях, мы удалим такое содержимое немедленно.
Лига электролизная газовая установка
Лечение суставов
Сайт про суставы
Электрическая схема газовой установки лига 02 22
- Электролизная газовая установка «Лига», именуемая в дальнейшем «установка», предназначена для выработки смеси газов (водород и кислород), пламя которых служит источником нагрева до 2600 градусов для высоко- и низкотемпературной пайки, сварки, резки металлов и других материалов (стекла, керамики и т.д.).

— пайки, сварки и резки чёрных (толщиной до 2,5 (4,5) мм) и
— сварки термопар: никель-константановых, платиновых и т.п.;
— запайки ампул биологических и медицинских препаратов;
— пайки и ремонта металлических оправ, очковой оптики.
| Комплектация | №02 | №22 |
| Блок электролизёра | 1 | 2 |
| Охладитель-обогатитель | 1 | 1 |
| Горелка | 1 | 1 |
| Соединительные шланги | 2 | 2 |
| Сменное сопло | 1 | 1 |
| Заправочное устройство | 1 | 1 |
| Паспорт-инструкция | 1 | 1 |
| Тройник со шлангами | — | 1 |

Рис.2 Внешний вид установки «Лига».
1. Регулятор тока, 2. Светодиодные индикаторы, 3. Выходной штуцер, 4. Водяной затвор, 5. Горелка со встроенным пламегасителем, 6. Сменное сопло, 7. Охладитель-обогатитель.
4. Устройство и принцип работы установки.
- Внешний вид установки приведен на рис. 2.
При протекании электрического тока через воду выделяются газообразные водород и кислород. Для увеличения к.п.д. процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь, которая не расходуется в процессе выработки газовой смеси.
Расходуемым материалом в установке является вода, поэтому в процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается датчик уровня, который подает прерывистый звуковой и световой сигнал.
Произведённая в электролизёре водород-кислородная газовая смесь пробулькивается через водяной затвор (барботёр) 4, который также играет роль пламяпреградителя при обратном ударе.
Газовая смесь насыщена парами воды. Для того чтобы от них избавиться, газовая смесь проходит через охладитель-обогатитель 7, в котором конденсируется избыточная влага. Кроме того, охладитель-обогатитель 7 используется для того, чтобы иметь возможность менять состав пламени, т.е. соотношение горючего и окислителя.

Рис.3. Внешний вид охладителя — обогатителя.
1. Корпус, 2. Штуцер ввода газовой смеси, 3. Пробка на отверстии для заправки летучим углеводородом, 4. Колесо регулятора, 5. Сливное отверстие, 6. Тройник выхода газа на горелку.
Это устройство позволяет дозированно с помощью колеса-регулятора 4 (рис.3) вводить в газовую смесь пары летучих углеводородов (бензол, бензин, ацетон, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку 5 (рис.2), оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока. Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается крайний правый светодиод.
- Внешний вид охладителя-обогатителя приведен на рис. 3.
- Изготовитель оставляет за собой право вносить изменения в конструкцию газосварочного аппарата Лига.

При работе двух установок одновременно необходимо выполнять следующие правила эксплуатации:
1.Включить аппараты в сеть. При этом заработают вентиляторы. Включить «ПУСК», повернув ручку управления током до загорания двух-трех световых индикаторов на одном аппарате, не зажигая горелки, включить «ПУСК» до загорания двух- трех световых индикаторов на втором аппарате. Через водяные затворы должны пойти пузырьки газа, хорошо видимые в прозрачном окне. Поджечь газ.
2.С целью стабилизации давления в аппаратах, необходимо пропорционально увеличивать ток через оба аппарата. Диаметр сменных сопел выбирается в зависимости от количества горящих светодиодов на обоих аппаратах в сумме:
— если горит от 2 до 4 светодиодов, диаметр сопла — 1,1 — 1,3 мм;
ВНИМАНИЕ! При эксплуатации аппарата «Лига-22» не включать блоки электролизера на разные фазы.
5. Требования по технике безопасности.
Следует помнить, что установка является сложным устройством, обращение с которым требует точного соблюдения мер безопасности.
БУДЬТЕ ОСТОРОЖНЫ — В УСТАНОВКЕ ОПАСНОЕ ДЛЯ ЖИЗНИ НАПРЯЖЕНИЕ !
5.1. Категорически запрещается работа в пожароопасных помещениях.
5.2. Удалить на 0,5м от места выполнения работ все сгораемые материалы, в противном случае необходимо защитить их металлическим экраном.
5.3. После проведения работ с огнём необходимо осмотреть место проведения этих работ и устранить условия, способствующие возникновению пожара.
5.4. При выполнении работ по резке и сварке — глаза защитить очками с тёмными светофильтрами (Г-2).
5.5. При работе с электролитом (приготовлении, сливе, заливке его в установку, удаление с частей установки) необходимо пользоваться резиновыми перчатками. Попадание электролита на незащищённые участки тела вызывает ожоги, а на одежду — порчу ткани.
При попадании капель электролита на незащищённые участки тела немедленно промыть их проточной водой
5.6. При обслуживании установки необходимо пользоваться правилами «Техники безопасности при эксплуатации электроустановок».
ВНИМАНИЕ! Корпус электролизёра должен быть заземлён.
5.7. Установка предназначена для работы в помещениях при температуре воздуха от +5 о С до +40 о С и относительной влажности до 80%.
При внесении устройства с холода в тёплое помещение необходимо дать ему прогреться в течение 1,5-2 часов. После этого включить устройство в сеть.
Примечание Может практиковаться работа при отрицательной температуре воздуха при условии хранения аппарата в тепле и самопрогреве во время работы.
5.8. ВНИМАНИЕ! Не допускается работа устройства при включённом регуляторе 1 (Рис.2) и не зажжённой горелке.
Рис.4. Лига-02 (обратная сторона электролизера).
1. Датчик давления, 2. Датчик уровня электролита, 3. Ось поворота,
4. Направление поворота для взвода датчика давления, 5. Отверстия датчика давления,
6. Корпус электролизера, 7. Пробка на заливном (сливном) отверстии, 8. Уровень электролита.
6. Подготовка к работе.
6.1. Электролизные установки Лига выпускаются уже заправленные электролитом (если это не оговорено особо).
6.2. Произвести внешний осмотр установки. Проверить комплектность.
6.3. Соединить охладитель-обогатитель шлангами с электролизером и горелкой.
6.4. Убедиться в том, что уровень электролита находится в необходимых пределах
(см. рис.4). В любом случае минимальный уровень должен быть не ниже датчика уровня 2, а максимальный — на 1см ниже большого отверстия в металлической пластине с обратной стороны электролизера.
6.5. Убедиться в том, что сопло горелки не засорено. При необходимости прочистить. При смене сопла на его резьбовую часть для улучшения герметичности можно наматывать ленту-ФУМ размером 2х40 мм.
7.1. Ручку регулятора тока 1 (см. рис. 2) вывести в крайнее левое положение (против часовой стрелки).
7.2. Проверить уровень жидкости в датчике давления 1 (рис.4).
Нормальный уровень — не выше верхнего отверстия (5). В противном случае — наклонить аппарат вдоль длинной стороны основания (3), как показано на рисунке(4), на угол больше 45 град., затем вернуть в исходное состояние. Датчик давления взведен, аппарат готов к работе.
ВНИМАНИЕ! Не взводить датчик давления во время работы аппарата.
7.3. Заправить охладитель-обогатитель (если это необходимо для работы) углеводородом (например, бензолом, бензином, спиртом, ацетоном). Для этого вывинчивают пробку 3 (рис.3) и в образовавшееся отверстие заливают до 150 мл бензина или другого углеводорода (приблизительно на 1-1,5 часа непрерывной работы). Затем завинчивают пробку на место. По мере работы необходимо доливать углеводород в охладитель-обогатитель.
7.4.Подсоединить устройство к сети. При этом заработают вентиляторы. Ручку регулятора тока плавно повернуть по часовой стрелке до загорания двух-трех светодиодных индикаторов.
7.5. Через водяной затвор должны пойти пузырьки газа, хорошо видимые в прозрачном окне с лицевой стороны электролизёра.
Уровень воды в водяном затворе перед включением установки может быть небольшим и проходить по нижним отверстиям в металлической пластине. После включения установки этот уровень должен подняться до необходимого: на 30-40 мм ниже выходного штуцера 3 (рис. 2).
В противном случае следует выключить установку из сети и с помощью чистого шприца через отверстие выходного штуцера 3 долить дистиллированной воды до необходимого уровня.
ВНИМАНИЕ! При отсутствии или слабом выделении пузырьков газа в водяном затворе вывести ток до нуля.
Убедиться в том, что шланги подачи газа не пережаты и сопло горелки не засорено.
Проверить, плотно ли затянута пробка в заливном отверстии.
Если не удалось восстановить свободное протекание газа по всем магистралям, обратиться в фирму-изготовитель.
7.6. Убедившись в наличии пузырьков в водяном затворе, поджечь газ, выходящий из сопла горелки 6 (рис.2).
7.7. Регулирование количества вырабатываемого газа осуществляется ручкой регулятора тока 1 (рис.2).
- Регулирование степени обогащения газовой смеси парами
углеводорода происходит при перемещении колеса регулятора 4 (рис.3) из одного крайнего положения в другое. При этом характер и цвет пламени меняется от окислительного (сплошное жёлтое пламя), до восстановительного (голубое пламя). Для сварки стали необходимо добиться, чтобы длина голубого язычка пламени (ядра) достигала длины 4-5 мм. Для сварки рекомендуется устанавливать сопло большего диаметра, для резки — меньшего диаметра.
7.9. Гасить горелку нужно резко сдув пламя, как при гашении свечи. После этого выключить электролизёр. Для того чтобы легче было сдуть пламя, нужно увеличить расход газа ручкой 1 (рис.2) и/или перевести колесо регулятора 4 (рис.3) в режим наибольшего обогащения газа парами углеводорода. Если и в этом случае загасить горелку не удается, надо пережать наизлом шланг между штуцером 3 и охладителем-обогатителем 7 (рис.2). Будет слышен негромкий щелчок. После этого выключить электролизер.
7.10. ВНИМАНИЕ! Во время работы аппарат нагревается, поэтому во избежание засасывания из охладителя-обогатителя отстоя, бензина и т.д. рекомендуется после каждого выключения электролизера отсоединять шланг от штуцера 3 (рис.2.).
В случае попадания бензина в водяной затвор отсосать воду с бензином при помощи шприца с трубкой и 1-2 раза прополоскать водяной затвор дистиллированной водой.
Кроме того, необходимо периодически через сливное отверстие 5 (рис.3) сливать накопившийся в охладителе-обогатителе конденсат.
7.11. Во время работы уровень электролита в электролизере понижается, поэтому периодически (через 3 часа непрерывной работы или при срабатывании датчика уровня (см. п.4.1) необходимо восстанавливать уровень электролита, доливая в электролизер дистиллированную воду (соответственно 300…400 мл).
- выключить установку из сети,
- набрать в прилагающийся шприц до 150 мл дистиллированной воды,
- вывинтить пробку 7 (рис.4) на заднем окне электролизера, в образовавшееся отверстие горизонтально вставить на глубину около 350 мм трубку со шприцом на конце
- постепенно вынимая трубку из аппарата, заправить воду равномерно по всей его длине.
(это необходимо для выравнивания концентрации электролита по всему объему электролизера).
При необходимости повторить. Через 5-10 минут уровень электролита должен установиться приблизительно на 15-20 мм ниже заливного отверстия (см. рис. 4). После этого завернуть обратно пробку 7 (рис.4).
8. Техническое обслуживание.
8.1. Не реже одного раза в год или через каждые 150-200 часов непрерывной работы следует провести замену электролита.
Для этого необходимо: вывинтить пробку 7 (рис.4) из заливного (сливного) отверстия и выходной штуцер 3 (рис.2). Завернуть штуцер вместо пробки и слить старый электролит, поставив электролизёр вертикально водяным затвором 4 (рис.2) вверх.
Для промывки электролизёра залить и слить 1,5 литра дистиллированной воды (один-два раза) (см. п.7.11). После этого аккуратно залить электролит с помощью прилагающегося заправочного устройства. В установку Лига-02 заливается 1500 мл свежего электролита.
8.2. В водяной затвор 4 через штуцер 3 (рис.2) залить 40-50 мл дистиллированной воды.
8.3. Приготовление электролита для установки Лига-02.
Развести в чистой термостойкой стеклянной или пластиковой посуде дистиллированной водой сухую щелочь — едкое кали (КОН) из расчета 100 грамм на 1 литр воды (т.е. на 1,5 литра воды – 150-170 грамм сухой щелочи). При приготовлении электролита рекомендуется добавлять щелочь в воду небольшими порциями, помешивая, избегая при этом перегрева раствора.
- Промывка охладителя-обогатителя и горелки.
Если регулирование состава пламени в соответствии с п.7.7 ухудшилось или не происходит совсем (что может произойти, например, при опрокидывании охладителя-обогатителя или при переполнении его отстоем и тяжелыми фракциями углеводорода), необходимо его промыть. Для этого: отсоединяют шланги от всех трёх штуцеров охладителя-обогатителя, вывинчивают пробку 3 (рис.3) и помещают охладитель-обогатитель под струю воды. После заполнения воду выливают. Затем промывку повторяют 2-3 раза.
При ухудшении прохождения газа через горелку промыть ее водой или слабым раствором борной кислоты, сняв предварительно шланг и открутив сопло.
Недостаточное напряжение сети.
Лига электролизная газовая установка
«1 ТМ электролизная техника welding equipment УСТАНОВКА электролизная газосварочная “ЛИГА-12” ПАСПОРТ ИНСТРУКЦИЯ 1. Введение. 1.1 Электролизная . »
1.1 Электролизная газовая установка Лига-12, именуемая в дальнейшем “установка”, предназначена для
выработки смеси газов (водород и кислород), пламя которых является источником нагрева до 2600
градусов для высоко- и низкотемпературной пайки, сварки, резки металлов и других материалов ( стекла,
– резки, пайки и сварки чёрных ( толщиной до 2 мм. ) и цветных металлов;
– сварки термопар : никельконстантановых, платиновых и.т.п.;
– запайки ампул биологических и медицинских препаратов;
модель ЛИГА 12 Питание 220В10 50Гц Максимальная потребляемая 1.2 мощность (кВт) Максимальное действующее 8 значение тока (А) Производительность газовой смеси до 5 (л/мин) Давление газа (атм.) до 0,6 Средний расход топлива 150 (дистиллированной воды) (см3/час) Время непрерывной работы при 2 полной заправке (час) Габариты (мм) 280 х220х335 Масса (кг) 12
Модель ЛИГА 12 Блок электролизёра 1 Охладитель-обогатитель 1 Горелка 1 Соединительные шланги 2 Сменное сопло 1 Сливное устройство 1 Инструкция 1 Гарантийный талон 1 Рис.2 Внешний вид установки Лига-12
1. Электролизёр 2. Заливная горловина, 3. Горелка с огнепреградителем, 4. Охладитель-обогатитель, 5.
Горловина охладителя-обогатителя, 6. Выходные штуцеры охладителя-обогатителя, 7. Входной штуцер охладителя-обогатителя, 8. Регулятор обогащения газовой смеси. 9 Выходной штуцер электролизера.
4.2 При протекании электрического тока через воду выделяются газообразные водород и кислород.
Расходуемым материалом в установке является вода, поэтому во время работы уровень воды в электролизере постоянно понижается. При достижении уровнем минимального значения срабатывает датчик, который подает световой сигнал и блокирует выработку газа.
Произведённая в электролизере 1(Рис.2) водородно-кислородная газовая смесь проходит через водяной затвор, который играет роль огнепреградителя при обратном ударе (воспламенение смеси в газовом тракте, возникающее при выключении установки или в аварийных ситуациях).
Выработанная в процессе электролиза газовая смесь насыщенна парами воды. Для того, чтобы от них избавиться, газовая смесь проходит через охладитель-обогатитель 4(Рис.2), в котором собирается избыточная влага. Кроме того, охладитель-обогатитель 4 используется для того, чтобы иметь возможность менять состав пламени, т.е. соотношение горючего и окислителя. Это устройство позволяет с помощью регулятора 8(Рис.2), расположенного на охладителе-обогатителе, вводить в газовую смесь пары летучих углеводородов (бензол, бензин и т.п.). Полученная газовая смесь по шлангу поступает в горелку 1, собранную вместе с дополнительным ’’сухим’’ огнепреградителем. Количество произведённой газовой смеси (производительность) регулируется с помощью регулятора тока 6 (Рис.3).
В случае выработки всего запаса дистиллированной воды срабатывает датчик уровня, который выключает ток через электролизер, при этом загораетя красный светодиодный индикатор 7(Рис.3).
4.2 Изготовитель оставляет за собой право вносить изменения в конструкцию газосварочного аппарата Лига.
Следует помнить, что установка является сложным устройством, обращение с которым требует точного соблюдения мер безопасности.
БУДЬТЕ ОСТОРОЖНЫ – В УСТАНОВКЕ ОПАСНОЕ ДЛЯ ЖИЗНИ НАПРЯЖЕНИЕ .
5.1 Категорически запрещается работа в пожароопасных помещениях без соответствующего разрешения.
5.2 Удалить на 0,5м от места выполнения работ все сгораемые
материалы, в противном случае необходимо защитить их металлическим экраном.
5.3 После проведения работ с огнём необходимо осмотреть место проведения этих работ и устранить условия, способствующие возникновению пожара.
5.4 При выполнении работ по резке и сварке – глаза защитить очками с тёмными светофильтрами ( типа ГПри обслуживании установки необходимо пользоваться правилами “Техники безопасности при эксплуатации электроуста-новок потребителей”.
ВНИМАНИЕ. Корпус электролизёра должен быть заземлён.
5.6 Установка предназначена для работы в помещениях при температуре воздуха от +5о С до +40о С и относительной влажности до 80%.
При внесении устройства с холода в тёплое помещение необходимо дать ему нагреться в течение 1,5-2 часов. После этого включить устройство в сеть.
5.7 Не допускается работа установки с незажженной горелкой.
6.1 Электролизные установки Лига-12 выпускаются полностью аправленные водой.
6.2 Произвести внешний осмотр, включающий, главным образом, визуальный контроль технического состояния установки. Проверить комплектность.
6.3 Произвести установку охладителя-обогатителя 4(Рис.3) в направляющих 5(Рис.3) на корпусе электролизера 1(рис.3) и соединить его шлангами с электролизером и горелкой. Входной штуцер 7(рис.2) соединить коротким шлангом с выходным штуцером 9(рис.2), выходной штуцер соединить длинным шлангом с горелкой 3(рис.2). Тщательно затянуть сопло на горелке.
6.4 Убедиться в том, что сопло горелки не засорено. При необходимости прочистить сопло.
6.5 Убедиться еще раз в герметичности всего газового тракта установки (пробки на электролизере и охладителе-обоготителе, шланги, горелка).
7.1 Ручку регулятора тока 6(рис.3), расположенную на лицевой панели силового блока, вывести в крайнее левое положение (против часовой стрелки).
7.2 Подсоединить устройство к сети. Включить сеть кнопкой 3(Рис.3) при этом заработают вентиляторы.
Ручку регулятора тока плавно повернуть по часовой стрелке до загорания зеленого светодиодного индикатора 8(рис.3).
7.3 Регулирование расхода газовой смеси осуществляется ручкой регулятора тока 6(Рис.3).
7.4 Регулирование степени обогащения газовой смеси парами углеводорода происходит при вращении ролика регулятора 8(Рис.2) из одного крайнего положения в другое. При этом характер и цвет пламени меняется от окислительного (сплошное жёлтое пламя), до восстановительного (голубое пламя). Для сварки стали необходимо добиться того, чтобы длина голубого язычка пламени (ядра) достигала длины 5-10 мм.
Предварительно необходимо заправить охладитель-обогатитель углеводородом (например бензолом или бензином). Для этого снять охладитель-обогатитель с направляющих 5(рис.3), открутить пробку 5(рис.2) и предварительно слив отстой из образовавшегося отверстия в это же отверстие залить до 150мл бензола или другого углеводорода (примерно на 2 час непрерывной работы). Затем закрутить пробку 5(рис.2) и установить охладитель-обогатитель на место. По мере работы необходимо доливать углеводород в охладитель-обогатитель.
Перед каждой заправкой охладителя-обогатителя углеводородом необходимо слить из него отстой
7.5 Гасить. горелку следует резко сдув пламя, как при гашении свечи. После этого выключить электролизёр. Если пламя не сдувается, можно просто регулятором тока 6(рис.3) выключить электролизёр, при этом будет слышен негромкий щелочек (сработает ’’сухой’’ огнепреградитель, вмонтированный в ручку горелки). После выключения электролизёра перевести ролик регулятора 8(рис.2) в среднее положение.
7.6 После каждого рабочего дня и в случае переполнения охладителя-обогатителя, т.е. при попадании жидкости в шланги или в сопло горелки, следует слить из него отстой (см.п. 7.4).
Доливать воду следует аккуратно, следя за тем, чтобы капли жидкости не попадали на корпус установки.
При попадании жидкости на корпус установки заправку следует немедленно прекратить и удалить следы протечки с корпуса установки. После окончания залива необходимо завернуть пробку заливной горловины на прежнее место.
8.1 Через каждые 250-300 часов работы, но не реже одного раза в год следует провести замену электролита, при этом необходимо выработать весь запас воды до срабатывания датчика уровня. При смене электролита: вывинтить пробку 1(рис.4) из сливного отверстия. Завернуть вместо пробки cливное устройство и поставить электролизёр вертикально сливным отверстием вниз. Затем вывинтить пробку из заливной горловины 2(рис.5) и вылить электролит из электролизера. Залить (см. п.7.7) и вылить из электролизера один, два раза дистиллированную воду (прополоскать). Затем через заливную горловину 2(Рис.5) с помощью чистой воронки залить в электролизер 800-1000мл. свежего электролита. Как только электролит покажется в заливной горловине заправка прекращается.
ВНИМАНИЕ! Электролит перетекает в электролизер медленно. Поэтому после того, как электролит покажется в заливномй горловине, необходимо подождать 0,5-1 минуту и если уровень понизится прдолжить заправку.
8.2 Приготовление электролита для установки Лига-12. Развести в чистой стеклянной посуде в дистиллированной воде едкое кали (KOH) из расчёта 350 грамм КОН на 1000мл. воды. При приготовлении электролита рекомендуется добавлять сухой КОН в воду небольшими порциями, помешивая. При этом следует обращать внимание на повышение температуры раствора, избегая его перегрева.
8.3 Через каждые 250-300 часов работы или при попадании электролита в горелку необходимо промыть ее дистиллированной водой или раствором борной кислоты в направлении от сопла.
9. Неисправности и методы их устранения.
Неисправность Возможная причина Способы устранения
1.Аппарат не вклю- Недостаточный уровень воды Долить необходимое количество дистилличается, подаётся рованной воды.
2.Аппарат не Повреждение или неплотное Устранить негерме-тичность системы.
развивает необхо- прилегание шлангов. Плохо димую мощность. закручены пробки.
4.При полностью Недоста- точное напряжение Проверить сетевое нпряжение под нагрузкой.
регуляторе тока Низкая температура элекзагорается циф- ра на тролита.
Лига электролизная газовая установка
Лига электролизная газовая установка
Если кто пробовал реально собирать эти или подобные устройства,
Поделитесь опытом сборки / эксплуатации
50-55градусов). Состав пламени можно было менять кранами на горелке. Работал аппарат неплохо, но из-за блока питания был довольно громоздким и практически не транспортируемым.
Сейчас подумываю над тем, как собрать электролизер по классической схеме с резиновыми прокладками, т.к. щелочных аккумов у меня нет, в связи с этим появился ряд вопросов:
Можно ли использовать в качестве прокладок уплотнительные резиновые кольца дм 110 или 160 мм предназначенные для канализационных ПВХ труб? Похожие прокладки кстати использовались в 3 варианте электролизера из М-К.
Или прокладки, вырезанные из старых автомобильных камер все же лучше? Хотелось бы подобрать что-нибудь готовое и недорогое, т.к. вырезать 100 кругов из резины для меня несколько затруднительно.
С электролитом попроще – широко распространенное чистящее средство для канализации “мистер мускул для труб” -100% твердый NaOH. Но не совсем понятно, какой должна быть концентрация раствора – в одних источниках 4-8%, а в других 20-25% ?
Почитал те статьи. У них всех есть один громадный, жирный минус: газ смешивается прямо в агрегате! это означает что если искра пойдёт по шлангу (по любой причине) то сами догадываетесь что произойдёт в последующую секунду
и водные затворы тут не от всего панацея.
Тоже есть у меня потребность в “удобном” газе для газосварки в гараже.
И я также уже размышлял над постройкой гидролизера. Но с “раздельным” газообразованием.
Вот предварительный чертёж который я себе набросал.

конструкция вкратце такова:
– за основу бытовой балон от пропан-бутана (кому по меньше то ищет чтото другое).
– внутри герметично ввареная перегородка (посредине, от самого верха почти донизу).
– сам балон снизу разделяем по средствам довареных колец-фланцев, с дырками, болтами, и резиновой прокладкой. (для чистки, ремонта, и тп.).
– сверху и внизу вварены заливная и сливная резьбовая горловина.
– вверху в обе “половины” устройства вварены штуцера, к ним прикручены тройники, и по две задвижки на каждый. одни для перекрытия газа к шлангам, вторые для удобства стравливания лишнего газа в атмосферу.
– вварены “штуцера” для керамических сьемных изоляторов.
– через изоляторы подвешены пакеты пластин элетродов.
ещё очень желательно вварить в каждую “половину” по вертикальному “окну”, чтоб наглядно контролировать обьем газов и воды (которые будут постоянно во время работы меняться, и не пропорционально).
и дополнительно к манометру электро выключатель с регулируемым порогом давления (от любого современного воздушного компрессора) чтоб соблюдалось постоянство давления, и процесс останавливался автоматически при простоях.
пропорции задумывались так чтоб газ мог хранится и в “нерабочем” режиме, вырабатывался быстро и с нужным давлением для обычной газосварки, не происходило смешение газов внутри, кунтруктивно был защищён от смешивания газов при заканчивании воды.
весь этот агрегат я лично для себя решил что буду запитывать от сварочного поста (мощный, регулируемый, постоянка), клемы накинул, или штепсель дополнительный на сварочнике.
когда проэктировал также сразу прикидал на сложность и реальность изготовления всех узлов.
самое сложное это качественно, герметично внутри вварить перегородку.
давайте пообсуждаем
to Voytik
Схемы электролизеров по подобной схеме изредка встерчаются в англоязычной части инета и должны быть работоспособными. Лабораторный электролизер в виде U-образной трубки тоже построен по подобной схеме. но т.к. это фактически одна электролизная ячейка то нужно учесть ряд особенностей:
– очень низкое рабочее напряжение – 2. 4, максимум 6. 8 вольт
при токе 500(!) A и выше (исходя из мощности аппарата 1000. 2000W)
выход газа при этом может быть 300-450л/ч (очень приблизительно)
также надо иметь в виду, что чем ниже напряжение – тем выше КПД аппарата. Выпрямитель должен быть очень мощным, а его КПД получится невысоким, т.к. на диодах моста обычно падает около 1В
– площадь электродов для такого тока должна быть большой, а именно исходя из 5. 10 А/ кв. дм должна составлять 100..50 кв. дм
– так как электроды разнесены на значительное расстояние возможнно потребуется увеличить плотность электролита до максимально возможной, с целью cкомпенсировать возросшее сопротивление цепи +электролит-
по этой же причине нужно быть готовым к тому, что КПД может оказаться ниже запланированного.
Лига электролизная газовая установка
Хранение водорода на электростанциях. Технологии большой энергетики. Опус 4.
Водород. Рождающий воду. Самый распространённый химический элемент во Вселенной. Топливо для нашего светила. Как и зачем используется водород на электростанциях я писал в Опусе 1 (см. сноски). Теперь поговорим о том, как его хранят.
Какое оборудование применяют.
Водород хранят в ресиверах (сборниках). Наиболее распространённые ресиверы для водорода имеют объём 20 м3. Давление до 10 кГ/см2. Количество ресиверов определяется потребностью электростанции в водороде. При таких параметрах газа, все ресиверы являются опасными производственными объектами, подпадают под строгий надзор Ростехнадзора и их эксплуатация осуществляется строго по его Правилам.
Поскольку замена газовых сред в сосудах невозможна без промежуточного заполнения ёмкостей инертным газом, в состав ресиверных групп электролизных установок входит пара или более ресиверов для азота, либо углекислоты. Какой инертный газ в приоритете, решается экономически, что проще и легче купить. В том случае, если на электростанции используют углекислоту, то на электролизной монтируют две разрядных рампы для баллонов. Углекислотных и азотных. В Опусе 1 мы договаривались, что продувку электролизеров нельзя осуществлять углекислотой, т.к. она вступает в реакцию с электролитом. Если в приоритете азот, тогда рампа для разрядки баллонов с СО2, практически не нужна.
Сколько надо водорода?
Типовая инструкция по эксплуатации генераторов на электростанциях (РД34.45.50-88) в п.1.31. говорит, что “запас водорода на электростанциях, где установлены генераторы с водородным охлаждением, должен обеспечивать десятидневный эксплуатационный расход водорода и однократное заполнение одного генератора с наибольшим газовым объемом, а запас углекислого газа или азота – шестикратное заполнение генератора с наибольшим газовым объемом. При наличии на электростанции резервного электролизера допускается уменьшение запаса водорода в ресиверах на 50 %. Приведём расчёт количества водорода для виртуальной электростанции. Предположим, что у нас ТЭС с 4-мя турбогенераторами, единичной мощностью 100 МВт, с непосредственным охлаждением обмотки ротора (например ТВФ-120-2). Газовый объём каждого генератора составляет 50 м3. Рабочее давление водорода составляет 2.5 кг/см2. Тогда в каждом генераторе при давлении 2.5 ат содержится 50+2.5*50=175 м3 водорода. В 4-х генераторах, соответственно 700 м3. Вышеуказанная инструкция регламентирует суточный расход водорода на продувку – 10%, это 70 м3. Таким образом десятидневный расход водорода составит 700 м3 плюс 50 м3 – наибольший газовый объём, итого 750 м3. При наличии резервного электролизера – 375 м3. Таким должен быть запас водорода на нашей виртуальной станции. Запас азота посчитайте сами. Справедливости ради, следует сказать, что жёсткие нормы по утечкам и продувкам редко когда соблюдаются на электростанциях, сложно это и трудозатратно, потому и запас водорода и количество ресиверов проектанты закладывают с запасом.
Как устроено ресиверное хозяйство.
Устройство показано на схеме. Ничего сложного она не представляет и достаточно наглядна. Водородные и азотные ресиверы аналогичны, только водородные оборудуются гравийными огнепреградителями на линиях сброса газа в атмосферу после предохранительных клапанов.

Следует обратить внимание, что линии заполнения ресиверов смонтированы под верх сосудов (указаны штриховыми линиями). Отсюда же берутся анализы азота (углекислоты) при замене сред. Анализы же водорода берутся всегда из нижних дренажей сосуда.
Лига электролизная газовая установка