




НЕФТЬ, жидкое горючее полезное ископаемое. Залегает обычно в пористых и трещиноватых г. п. (песчаниках, мергелях, известняках) в осн. на глуб. 1,2
– 2 км и более. Маслянистая жидкость от светло-коричневого до темно-бурого цвета со специфич. запахом. Различают Н. легкую (0,65-0,83 г/см3)) среднюю
(0,83-0,86 г/см3), тяжелую (0,86-1,05 г/см3). Т-ра кип. выше 28оС, застывания от +26 до -60оС. Теплота сгорания 43,7-46,2 МДж/кг (см. Химия нефти). Н. сложная смесь углеводородов, гл. обр. парафиновых и нафтеновых, в меньшей степ. ароматических. Углеводородный состав Н. разл. нефтяных месторождений колеблется в широких пределах.
Признаки Н. на современной терр. респ. были обнаружены еще в 18 в. В
1753 баш. старшина Надыр Уразметов, его сын Юсуп Надыров, их компаньоны
Асля и Хозя Мозяковы из д. Надыровка (бывш. Уфим. у.) заявили о том, что “по
Соке реке по обе стороны выше Сергеевска городка вверх. подле горы Сарт-
Ата, при которой маленькое озеро и в том озере имеется нефть черная.
. повыше той речки Козловки земля, на которой удобно построить нефтяной завод”. На сохранившейся самой древней карте Урало-Волжского нефт. р-на нанесены пункты нефтедобычи и з-да Уразметовых. В 1760 поступили сообщения от уфим. купца Санеева и баш. старшины Якшембетова об открытии нефт. м-ний на р. Инзер. Через 3 года о Н. на той же реке сообщили баш. старшины Урманчи
Минглибаев и Якшимбет Урасов. П. С.Паллас, посетив места, указанные в прошении Надыра Уразметова, писал, что башкиры употребляли “. смолистую воду не только для полоскания и питья во время молочницы во рту и чириев в горле, но и рачительно собирали самую нефть”. И. И.Лепехин, осмотрев места, указанные башкирами, обнаружил “небольшой ключик, состоящий из горной нефти”, а также “густой асфальт, истекающий в р. Белую”.
Во 2-й пол. 19 в. самарский помещик И. Я.Малакиенко и амер. промышленник Л. Шандор бурили скважины и строили шахты по берегам Волги,
Сока и Шешмы на терр. нынешней Самарской обл., а Никеров и Попов – в р-не д. Нижне-Буранчино в Башкирии. Однако эти поиски велись без учета геол. строения р-нов и закончились полной неудачей. В кон. 19 в. частные предприниматели арендовали земли для поисков Н. вблизи дд. Кусяпкулово,
Ишимбаево, Нижне-Буранчино. Стерлитамакский городской голова А. Ф.Дубинин в
1900 обратился в Горный департамент с просьбой рассмотреть вопрос “о возможности поставки за счет казны разведок на Н. в р-не д. Ишимбаево”. В
1901, после проверки результатов разведочных работ возле д. Нижне-Буранчино, геолог А. А.Краснопольский пришел к выводу “о невозможности глубоким бурением получить в Нижне-Буранчино нефтяной фонтан”. В 1911-14 промышленник А. И.Срослов арендовал земли от д. Ишимбаево до д. Кусяпкулово с целью разведки нефт. залежей. Заложенная им шахта глуб. 12,7 м пересекла 2 слоя насыщенных Н. пород. Однако в 1916 геолог А. П.Замятин, осмотревший р-н д. Ишимбаево, подтвердил вывод Краснопольского о полной бесполезности поисков Н. в этом р-не. В 1910-14 нек-рые р-ны Урало-Поволжья были объектом пристального внимания нефт. фирмы “Нобель”. Представители фирмы объезжали р – ны и заключали договора с крестьянскими сел. обществами о запрещении ими каких бы то ни было геол. и горн. работ на их землях. И. М.Губкин пришел к убеждению, что на склонах Уральского хр. есть залежи нефти. Его прогноз подтвердил – нефт. фонтан из скважин, пробуренных на калийную соль в р-не
Верхне-Чусовских городков Пермской обл. в апр. 1929. В р-н д. Ишимбаево была организована эксп. под рук. А. А.Блохина для изучения геол. строения р-на. В авг. 1931 были получены первые нефтепроявления, а 16 мая 1932 из скв. 702 ударил фонтан, выбросивший на поверхность в теч. 4 ч. ок. 50 т нефти. В
1933 геол. партия под рук. геолога К. Р.Чепикова проводила съемочные работы в Туймазинском р-не, была выявлена обширная антиклинальная структура, названная “Муллинской”. Чепиков указывал, что эта структура является наиб. отчетливой для вост. периферии Сокского р-на. В 1936 на этой пл. были заложены 3 глубокие скважины, одна из к-рых в 1937 вскрыла нефтенасыщенные песчаники визейского яруса нижнекам.-уг. возраста. В 1939 пром. приток Н. был получен из нижележащих известняков турнейского яруса ниж. карбона. В дек. 1937 вблизи южн. склона вост. массива в Ишимбаево была заложена разведочная скважина, назначение к-рой состояло в том, чтобы закончить оконтуривание вост. массива. В янв. 1938 скважина показала наличие подъема поверхности артинских известняков, принадлежащего новому нефтеносному массиву, получившему назв. “Южный”. В мае 1937 в Туймазинском р-не респ. была обнаружена Н. на глуб. 1150 м в более древних отложениях (низ кам.-уг. системы), чем в Ишимбаево (сакмарский ярус и артинский ярус перми). Добыча
Н. из залежей нижнекам.-уг. возраста на м-нии составляла ок. 250 т/сутки.
И. В.Бочковым была предпринята попытка бурения на глуб. отложений девонского периода. Однако при забое 1500 м бурение было прекращено, хотя для вскрытия огромных по запасам залежей девонской нефти оставалось пробурить всего 150 м. Большой вклад в открытие девонской Н. внес М. В.Мальцев. В 1943 была заложена скважина – 100, открывшая в сент. 1944 залежи в песчаных пластах Д-
I и Д-II Туймазинского м-ния. Открытие девонской Н. коренным образом изменило перспективу не только Туймазинского м-ния, но и всей вост. окраины европейской ч. страны. Был резко увеличен объем глубокого поисково – разведочного бурения на нефть и газ. Открыли м-ния: Бавлинское (1946),
Серафимовское (1949), Шкаповское (1953), Арланское (1955) и т. д. Всего в респ. открыто ок. 200 нефт. и 10 газовых м-ний. Добыча Н. ведется в 27 р – нах респ., достигла максимума в 1967 – 47,8 млн. т. (см.
Нефтегазодобывающая промышленность). Пробурено ок. 40 тыс. скважин разл. глуб. (до 5112 м) и назначения. В связи с выработкой запасов осн. высокопродуктивных м-ний добыча нефти и газа постепенно снижается (16,5 млн. т в 1995). Большой вклад в открытие м-ний внесли геологи Блохин,
Н. Н.Лисовский, К. С.Баймухаметов, геофизики Н. К.Юнусов, С. Н.Миролюбов; буровики Ф. Г.Ефремов, С. И.Кувыкин и др.
Совр. высокопроизводительные нефтегазоперерабат. произ-ва оснащены кр. и сложными по конструкции аппаратами и машинами, способными функционировать в условиях низких т-р, глубокого вакуума и высоких давлений (до 20 Мпa при гидрокрекинге нефт. сырья) и часто в агрессивных средах. Пром. переработка нефти на совр. НПЗ осуществляется путем сложной многоступенчатой физ. и хим. переработки на отд. или комбинированных технолог. установках, предназначенных для получения большого ассортимента нефтепродуктов. Перед переработкой поступающая с промыслов нефть с содержанием солей 100-700 мг/л и воды менее 1% масс. подвергается на НПЗ глубокой очистке от солей до содержания менее 3 мг/л и от воды до менее 0,1% масс. на электрообессоливающих установках (ЭЛОУ). Технолог. процессы НПЗ подразделяются на физ. (т. н. первичные) и хим. (вторичные). Физическими процессами достигается разделение нефти на составляющие компоненты
(топливные и масляные фракции) или удаление из фракций или остатков нефти нежелательных групповых хим. компонентов. В химических процессах переработка нефт. сырья осуществляется путем хим. превращений с получением новых продуктов. Хим. процессы на совр. НПЗ подразделяются: 1) по способу активации хим. реакций – на термич. и каталитич.;2) по типу протекающих в них хим. превращений – на деструктивные, гидрогенизац. и окислительные.
Головным процессом переработки нефти (после ЭЛОУ) является атмосферная перегонка, на к-рой отбираются топливные фракции (бензиновые, осветительного керосина, реактивного и дизельного топлив) и мазут, используемый либо как компонент котельного топлива, либо как сырье для последующей глубокой переработки. Топливные фракции атмосферной перегонки далее подвергаются облагораживанию (гидроочистке от гетероатомных соед.), а бензины – каталитич. риформингу с целью повышения их качества или получения индивид. ароматич. углеводородов-сырья нефтехимии: бензола, толуола, ксилолов и др. Из мазута путем вакуумной перегонки получают широкую фракцию
(350-500оС) вакуумного газойля – сырья для последующей переработки на установках каталитич. крекинга или гидрокрекинга с получением компонентов моторных топлив, узкие дистиллятные масляные фракции, направляемые далее на последующие процессы очистки (селективная очистка, депарафинизация и др.).
Остаток вакуумной перегонки – гудрон – служит при необходимости для остаточных масел или как сырье для глубокой переработки с получением дополнит. кол-ва моторных топлив, нефт. кокса, дорожного и строит. битума или же в качестве компонента котельного топлива. Из хим. процессов наиб. распространение получили гидроочистка, риформинг и каталитич. крекинг.
Гидроочистка используется для повышения качества моторных топлив путем удаления (гидрогенолиза) сернистых, азотистых и кислородных соед. и гидрирования олефинов сырья в среде водорода на алюмокобальт – или никельмолибденовых катализаторах (при т-ре 300-400оС и давлении 2-4 Мпа). В процессе каталитич. ри-форминга, проводимого при т-ре 500оС, давлении 1-4
Мпа в среде водорода на алюмоплатиновом катализаторе, осуществляются преим. хим. превращения нафтеновых и парафиновых углеводородов в аромат., в результате существенно повышается октановое число (достигая до 100 пунктов) продукта. Каталитич. крекинг, проводимый при т-рах 500-550оС без давления на цеолитсодержащих катализаторах, является наиб. эффективным, углубляющим нефтепереработку процессом, поскольку позволяет из высококипящих фракций мазута (вакуумного газойля) получить до 40-60% высокооктанового компонента автобензина, 10-25% жирного газа, используемого, в свою очередь, на установках алкилирования или произ-вах эфиров для получения высокооктановых компонентов авиа – или автобензинов.
Вклад в разработку теор. основ, совершенствование и техн. перевооружение технолог. процессов и аппаратов, создание и внедрение высокоинтенсивных ресурсо – и энергосберегающих технологий, активных и селективных катализаторов, в решение проблем углубления переработки нефти и оптимизации качества нефтепродуктов внесли ученые Уфим. гос. нефтяного технического университета, Баш. н.-и. института проблем нефтепереработки и
НПЗ республики. В нач. развития нефтехимпереработки Башкортостана (50-60-е гг.) комплексные иссл. по разл. аспектам теории и технологии термодеструктивных процессов глубокой переработки нефти (термич. крекинга и коксования) проводились А. Ф.Красюковым, М. Е.Левинтером и З. И.Сюняевым. В последующие годы н.-и. работы по проблеме углубления нефтепереработки продолжили Р. Н.Гимаев, С. А.Ахметов, Ю. М.Абызгильдин, Г. Г.Валявин и
М. М.Ахметов. Иссл. по разработке новых сортов и рациональному использованию нефтепродуктов проводились Сюняевым, П. Л.Ольковым и Л. В.Долматовым. Вклад в разработку теории и в совершенствование технологии каталитич. процессов и катализаторов нефтепереработки внесли Р. М.Масагутов, Левинтер, Ж. Ф.Галимов,
М. А.Танатаров, Н. Х.Валитов и А. Ф.Ахметов. На основании многолетних иссл.
Б. К.Марушкиным, А. А.Кондратьевым, М. З.Максименко, К. Ф.Богатых были разработаны и внедрены в нефтегазопереработку респ. и страны ресурсо – и энергосберегающие процессы ректификации и экстракции, а также эффективные контактные устройства массообменных процессов. По внедрению достижений науки в произ-во и техн. перевооружению технолог. процессов нефтегазопереработки значительный вклад внесли производственники – нефтепереработчики Д. Ф.Варфоломеев, Г. Г.Теляшев, И. В.Егоров, Р. М.Усманов и
Http://refeteka. ru/r-61329.html
Сырая нефть представляет собой сложную смесь углеводородов и других соединений. В таком виде она мало используется. Сначала ее перерабатывают в другие продукты, которые имеют практическое применение. Переработка нефти включает: фракционную перегонку, крекинг, риформинг и очистку от серы.
Фракционная перегонка: Сырую нефть разделяют на множество составных частей, подвергая ее простой, фракционной и вакуумной перегонке. Состав получаемых фракций нефти зависят от состава сырой нефти. Из сырой нефти прежде всего удаляют растворенные в ней примеси газов. Затем подвергают первичной перегонке, в результате чего разделяют на газовую, легкую и среднюю фракции и мазут.
1)Газовая фракция – газы, получаемые при переработке нефти, представляют собой простейшие неразветвленные алканы: этан, пропан и бутаны. Эта фракция имеет промышленное название нефтезаводской газ.
2)Бензиновая фракция – эта фракция представляет собой смесь различных углеводородов, в том числе неразветвленных и разветвленных алканов.
3) Мазут – Эта фракция остается после удаления из нефти всех остальных фракций. Большая его часть используется в качестве жидкого топлива для нагревания котлов.
Крекинг: В этом процессе крупные молекулы высококипящих фракций сырой нефти расщепляется на меньшие молекулы, из которых состоят низкокипящие фракции. Крекинг необходим потому, что потребности в низкокипящих фракциях нефти особенно в бензине часто опережают возможности их получения путем фракционной перегонки сырой нефти.
Существует несколько видов крекинга: термический, каталитический, риформинг.
Крупные молекулы углеводородов, содержащихся в тяжелых фракциях нефти, могут быть расщеплены на меньшие молекулы путем нагревания этих фракций до температур, превышающих их температуру кипения. Как и при каталитическом крекинге, в этом случае получают смесь насыщенных и ненасыщенных продуктов:
Получившиеся жидкие вещества частично могут разлагаться далее, например:
Выделившийся в процессе крекинга этилен широко используется в химической промышленности.
Расщепление молекул углеводородов протекает по радикальному механизму:
Свободные радикалы химически очень активны и могут участвовать в
Различных реакциях. В процессе крекинга один из радикалов отщепляет атом
При температурах 700-1000°С проводят термическое разложение нефтепродуктов, в результате которого получают главным образом легкие алкены – этилен, пропилен и ароматические углеводороды. При пиролизе возможно протекание следующих реакций:
Этот метод приводит к образованию смесинасыщенных и ненасыщенных продуктов. Каталитический крекинг проводится при сравнительно невысоких температурах, а в качестве катализатора используется смесь кремнезема и глинозема. Таким путем получают высококачественный бензин и ненасыщенные углеводороды из тяжелых фракций нефти.
2) образование алкенов, понижающих химическую стабильность продуктов.
Каталитический крекинг проходит по катионному цепному механизму на
Поверхности катализатора. При отрыве на катализаторе от молекулы парафинового углеводорода гидрид иона образуется соответствующий карбкатион:
Процессы риформинга приводят к изменению структуры молекул или к их объединению в более крупные молекулы. Риформинге используется в переработке сырой нефти для превращения низкокачественных бензиновых фракций в высококачественные фракции. Процессы риформинга могут быть подразделены на три типа: изомеризация, алкилирование, а также циклизация и ароматизация.
1)Изомеризация – в этом процессе молекулы одного изомера подвергаются с образованием другого изомера. Процесс изомеризации имеет важное значение для повышения качества бензиновой фракции, получаемой после первичной перегонки сырой нефти. Бутан можно изомеризовать, превращая его в 2-метил-пропан, с помощью катализатора из хлорида алюминия при температуре 100°С или выше:
2)Алкилирование – в этом процессе алканы и алкены, которые образовались в результате крекинга, воссоединяются с образованием высокосортных бензинов. Процесс проводится при низкой температуре с использованием сильнокислотного катализа, например серной кислоты:
3)Циклизация и ароматизация – риформинг этого типа представляет один из процессов крекинга. Его называют каталитическим риформингоим. В некоторых случаях в реакционную систему вводят водород, чтобы предотвратить полное разложение алкана до углерода и поддержать активность катализатора. В этом случае процесс называется гидроформингом:
Приблизительно 90% всей добываемой нефти используют в качестве топлива. Из продуктов перегонки нефти получают много тысяч органических соединений. Они в свою очередь используются для получения тысяч продуктов, которые удовлетворяют не только насущные потребности современного общества.
Твердые горючие ископаемые: Органические происхождения, представляющие собой продукты преобразования остатков растит, или животных организмов под воздействием физико-химических, биологических факторов. Каустобиолиты угольного ряда разделяются:
Активные угли – пористые углеродные тела, зерненные и порошкообразные, развивающие при контакте с газообразной или жидкой фазами значительную площадь поверхности для сорбционных явлений. По своим структурным характеристикам активные угли относятся к группе микрокристаллических разновидностей углерода – это графитовые кристаллиты, состоящие из плоскостей протяженностью 2-3 нм, которые в свою очередь образованы гексагональными кольцами.
Кроме графитовых кристаллитов активные угли содержат от одной до двух третей аморфного углерода; наряду с этим присутствуют гетероатомы.
Наличие химически связанного кислорода в структуре активных углей, образующего поверхностные химические соединения основного или кислого характера, значительно влияет на их адсорбционные свойства. Пористая структура активных углей характеризуется наличием развитой системы пор, которые классифицируют на:
1)Микропоры – наиболее мелкая разновидность пор, соизмеримая с размерами адсорбируемых молекул.
2)МезопорЫ – поры, для которых характерно послойное заполнение поверхности адсорбируемыми молекулами, завершающееся их объемным заполнением по механизму капиллярной конденсации.
3)Макропоры – в процессе адсорбции не заполняются, но выполняют роль транспортных каналов для доставки адсорбата к поверхности адсорбирующих пор.
Для практической реализации любого способа изготовления активных углей пользуются такими общими технологическими приемами, как предварительная подготовка сырья (дробление, рассев, формование), карбонизация (пиролиз) и активация.
1)Предварительная подготовка сырья — приведение исходного угольного сырья в состояние, удобное для осуществления дальнейшей термической обработки.
2)Карбонизация (пиролиз) – термическая обработка материала без доступа воздуха для удаления летучих веществ. На стадии карбонизации формируется каркас будущего активного угля – первичная пористость, прочность и т. д.
3)Активация водяным паром представляет собой окисление карбонизованных продуктов до газообразных в соответствии с реакцией:
В процессе активации развивается необходимая пористость и удельная поверхность, происходит значительное уменьшение массы твердого вещества, именуемое обгаром.
Запасы Каменного угля в природе значительно превышают запасы нефти. Поэтому каменный уголь – важнейший вид сырья для химической отрасли промышленности.
В настоящее время в промышленности используется несколько путей переработки каменного угля: сухая перегонка (коксование, полукоксование), гидрирование, неполное сгорание, получение карбида кальция.
Сухая перегонка угля используется для получения кокса в металлургии или бытового газа. При коксовании угля получают кокс, каменноугольную смолу, надсмольную воду и газы коксования.
Каменноугольная смола содержит самые разнообразные ароматические и другие органические соединения. Разгонкой при обычном давлении ее разделяют на несколько фракций. Из каменноугольной смолы получают ароматические углеводороды, фенолы и др.
Газы коксования содержат преимущественно метан, этилен, водород и оксид углерода(II). Частично их сжигают, частично перерабатывают.
Гидрирование угля осуществляют при 400–600 °С под давлением водорода до 250 атм в присутствии катализатора – оксидов железа. При этом получается жидкая смесь углеводородов, которые обычно подвергают гидрированию на никеле или других катализаторах. Гидрировать можно низкосортные бурые угли.
Карбид кальция СаС2 получают из угля (кокса, антрацита) и извести. В дальнейшем его превращают в ацетилен, который используется в химической отрасли промышленности всех стран во все возрастающих масштабах.
Сланец – полезное ископаемое из группы твёрдых каустобиолитов, дающее при сухой перегонке значительное количество смолы (близкой по составу к нефти).
Горючий сланец состоит из преобладающих минеральных (кальциты, доломит, гидрослюды, монтмориллонит, каолинит, полевые шпаты, кварц, пирит и др.) и органических частей (кероген), последняя составляет 10—30 % от массы породы и только в сланцах самого высокого качества достигает 50—70 %. Органическая часть является био – и геохимически преобразованным веществом простейших водорослей, сохранившим клеточное строение или потерявшим его в виде примеси в органической части присутствуют измененные остатки высших растений. Горючие сланцы являются самым низкосортным твердым топливом. Обладая высокой теплотворной способностью горючей массы (Q* до 9000 ккал/кг), сланцы из-за высокой зольности (Лр до 70%) представляют малоценное рабочее топливо.
Применение:Используют как местное топливо, сырье для получения жидких топлив, для получения битумов, масел, фенолов, бензола, толуола, ксилолов, нафтолов, ихтиола и др.
Органическая масса горючих сланцев имеет наибольшую аналогию с нефтью, однако низкое содержание органики, а также трудности использования огромных количеств минерального остатка тормозят развитие переработки сланцев.
Торф- горючее полезное ископаемое; образовано скоплением остатков растений, подвергшихся неполному разложению в условиях болот. Для болота характерно отложение на поверхности почвы неполно разложившегося органического вещества, превращающегося в дальнейшем в торф. Слой торфа в болотах не менее 30 см, (если меньше, то это заболоченные земли).
Торф подразделяется на виды по группировке растений и условиям образования, а также на типы:
1)Верхово́й торф — образован олиготрофной растительностью (сосна, пушица, сфагнум, вереск) при переувлажнении, вызванном преимущественно атмосферными осадками. Плохое удобрение, поскольку беден. Содержит зольные элементы 1—5 %, органических веществ — 99—95 %, pH=2.8—3.6. Химический состав: азотистых веществ — 0.9—1.2 %, P2O5 — 0.03—0.2, K2O — 0.05—0.1, CaO — 0.1—0.7, Fe2O3 — 0.03—0.5 %. Окраска изменяется с повышением степени разложения от светло-желтой до темно-коричневой. Используется как топливо или теплоизоляция.
2) Низи́нный торф — образован эутрофной растительностью (ольха, осока, мох) при переувлажнении грунтовыми водами. Зольность 6-18 процентов. Преобладают серые оттенки, переходящие в землисто-серый цвет.
Торф и продукты переработки торфа в зависимости от способа добычи и назначения подразделяются на следующие квалификационные группировки:
Они действительно лучше восстанавливали радионуклиды. Более того, чтобы сделать реакцию «зеленой» при производстве в промышленном масштабе для проведения которой не нужен токсичный формальдегид. В результате получается целый набор обогащенных гуминовых производных с различными электрохимическими свойствами.
Электродный пековый и нефтяной кокс имеют по сравнению с каменноугольным очень низкую зольность, как правило, не выше 0,3% (до 0,8% у нефтяного кокса) Электродный пековый кокс получают коксованием в камерных динасовых печах высокоплавкого каменноугольного пека. Нефтяной кокс образуется также при крекинге и пиролизе продуктов перегонки нефти.
Один из наиб. распространенных биополимеров, входящий в состав клеточных стенок растений и микроорганизмов
Химическая формула целлюлозы, выведенная на основании определения ее элементарного состава и молекулярного веса, имеет вид (С6Н10О5)n, причем n(степень полимеризации) зависит от условий приготовления препарата. Различают средний молекулярный вес целлюлозы, выделенной из растительных материалов в особенно мягких условиях, достигает 10—20 миллионов. Молекулярный вес технической целлюлозы равен 50 000—150 000.
Целлюлоза (C6H20O5)n представляет собой высокомолекулярный полисахарид, являющийся главной составной частью клеточных стенок растений. Целлюлоза придает растительной ткани механическую прочность, эластичность и выполняет строительную функцию. В природе целлюлоза никогда не встречается в чистом виде. Волокна хлопка содержат 92—95% целлюлозы, в различных видах древесины содержание целлюлозы колеблется в пределах 40—60%.
По внешнему виду целлюлоза — аморфное вещество. Однако при рентгенографическом исследовании она дает характерные рентгенограммы, указывающие на значительную упорядоченность ее структуры.
Целлюлоза почти не обладает восстановительными свойствами и не дает других реакций карбонильной группы, характерных для моносахаридов.
А) Реакции образования алкоголятов и эфиров целлюлозы. В отличие от низших спиртов целлюлоза при обработке концентрированными растворами едких щелочей образует прочное соединение — щелочную целлюлозу:
Б) Алкоголяты целлюлозы получаются также при действии на целлюлозу растворов щелочных металлов в жидком аммиаке:
2. Получения простых эфиров целлюлозы является действие на щелочную целлюлозу диалкилсульфатов в присутствии избытка щелочи:
3. Получение нитрата целлюлозы, часто неправильно получаемые этерификацией целлюлозы смесью азотной и серной кислот где серная кислота служит водоотнимающим средством:
4. Получение уксуснокислых эфиров (ацетаты целлюлозы), часто неправильно называемые Ацетилцеллюлозой, в присутствии уксусной кислоты и небольших количеств серной кислоты как катализатора:
5. Ксантогенаты целлюлозы получаются при взаимодействии щелочной целлюлозы с сероуглеродом, При этом CS2 как бы внедряется в положение 2 в среднем в каждый второй глюкозный остаток щелочной целлюлозы:
Ксантогенат целлюлозы представляет собой натриевую соль кислого эфира целлюлозы и дитиоугольной кислоты. Ксантогенаты целлюлозы растворяются в воде или разбавленной щелочи, образуя так называемые вискозные растворы:
Как и другие органические вещества, содержащие в составе молекул нитрогруппу, все виды нитроцеллюлозы огнеопасны. Особенно опасна в этом отношении Тринитроцеллюлоза – сильнейшее взрывчатое вещество. Ацетилцеллюлоза используется для получения лаков и красок, она служит так же сырьем для изготовления искусственного шелка.
Озокерит (от др.-греч. ὄζω — пахну и κηρός — воск) (горный воск) — природный углеводород из группы нефти, по другим данным — из группы нефтяных битумов, иногда условно относимый к минералам. Является смесью высокомолекулярных твёрдых насыщенных углеводородов (обычно состоит из 85-87% углерода и 13-14% водорода), по виду напоминает пчелиный воск, имеет запах керосина.
Удельный вес — от 0.85 до 0.95, температура плавления — от 58 до 100°C. Озокерит растворяется в эфире, нефти, бензоле, скипидаре, хлороформе, сероуглероде и в некоторых других веществах. Озокерит, добываемый в Галиции, варьируется по цвету от светло-жёлтого до тёмно-коричневого, также часто встречается зелёный озокерит (такая окраска получается благодаря дихроизму) и плавится при температуре 62°С.
1)Китайский воск вырабатывается червецом. Содержит сложный эфир гексакозановой к-ты СН3(СН2)24СООН и гексадеканового спирта СН3(СН2)15ОН (95-97%), смолу (до 1%), углеводороды (до 1%) и спирты (до 1%).
2)Шеллачный воск содержится в природной. смоле – шеллаке (ок. 5%). В него входят 60-62% сложных эфиров, 33-35% спиртов, 2-6% углеводородов. Выделяют при охлаждении спиртового р-ра шеллака.
3)Воск бактерий покрывает пов-сть кислотоупорных бактерий, напр. туберкулезных и лепры, обеспечивая их устойчивость к внеш. воздействиям. Содержит сложные эфиры миколевой к-ты С88Н172О4 иэйкозанола СН3(СН2)17СНОНСН3, а также октадеканола СН3(СН2)15СНОНСН3.
4)Воск сахарного тростника покрывает тонкой пленкой стебли растений. В него входят сложные эфиры (78-82%), насыщенные С14—С34 и ненасыщенные С15—С37 углеводороды (3-5%), насыщенные жирные к-ты С12—С36 (14%) и спирты С24—С34 (6-7%). При отжиме тростника ок. 60% воска переходит в сок. При очистке последнего воск выпадает в осадок.
Озокерит является ценным сырьем для медицинских целей. Так, его использование лежит в основе одного из видов физиотерапии – озокеритотерапии. Он используется для изготовления свечей и изоляторов, так как имеет большую температуру плавления, чем парафин, а также для приготовления различных смазок и мазей для технических и медицинских нужд; в строительной промышленности.
Природные газы, нефть и каменный уголь – основные источники углеводородов. По запасам природного газа первое место в мире принадлежит нашей стране, где известно более 200 месторождений.
В природном газе содержатся углеводороды с небольшой относительной молекулярной массой. Он имеет следующий примерный состав (по объему):
80. 90% метана, 2. 3% его ближайших гомологов — этана, пропана, бутана и небольшое содержание примесей — сероводорода, азота, благородных газов, оксида углерода (IV) и паров воды. Так, например, газ Ставропольского месторождения содержит 97,7% метана и 2,3% прочих газов, газ Саратовского месторождения—93,4% метана, 3,6% этана, пропана, бутана и 3% негорючих газов.
К природным газам относятся и так называемые попутные газы, которые обычно растворены в нефти и выделяются при ее добыче. В попутных газах содержится меньше метана, но больше этана, пропана, бутана и высших углеводородов. Кроме того, в них присутствуют в основном те же примеси, что и в других природных газах, не связанных с залежами нефти, а именно: сероводород, азот, благородные газы, пары воды, углекислый газ. Разработано много способов переработки природных газов.
Главная задача этой переработки — превращение предельных углеводородов в более активные — непредельные, которые затем переводят в синтетические полимеры (каучук, пластмассы). Кроме того, окислением углеводородов получают органические кислоты, спирты и другие продукты.
По сравнению с твердым и жидким топливом природный газ выигрывает по многим параметрам:
– относительная дешевизна, которая объясняется более легким способом добычи и транспорта;
– облегчается труд обслуживающих работников и улучшение санитарно-гигиенических условий его работы;
Проникновение в помещение более 20 % газа может привести к удушью, а при наличии его в закрытом объеме от 5 до 15 % может вызвать взрыв газовоздушной смеси.
1.Тюремнов. С. Н., Торфяные месторождения / Тюремнов. С. Н,- М., «Недра», 1976
2.. Судо М. М Нефть и горючие газы в современном мире / Судо М. М – М.: «Недра», 1984
3. Рудзитис Г. Е., Фельдман Ф. Г. Органическая химия: учебник / Рудзитис Г. Е – М.: «Просвещение», 1991.
4 Фримантл. М. Химия в действии. В 2-х ч. Ч.1.: Пер. с англ. / Фримантл М. – М.: Мир, 1991. – 528с.
5. Фримантл М. Химия в действии. В 2-х ч. Ч.2.: Пер. с англ. / Фримантл М. – М.: Мир, 1991. – 622с.
6.. Ивановский Л. Е Энциклопедия восков, пер. с нем., т. 1, Л., 1956; Торфяной воск и сопутствующие продукты, Минск, 1977; – 115-120с.
7. Белькевич П. И., Голованов Н. Г., Воск и его технические аналоги, // Белькевич П. И., Голованов Н. Г., Минск, 1980.-176с
9. Непенин Н. Н., Непенин Ю. Н., Технология целлюлозы, 2 изд., т. 1-2, // Непенин Ю. Н – М., 1976-90.
Http://works. doklad. ru/view/s3p1Rfvbxuw/all. html
Увеличение объема производства нефтепродуктов, расширение их ассортимента и улучшение качества—основные задачи, поставленные перед нефтеперерабатывающей промышленностью в настоящее время. Решение этих задач в условиях, когда непрерывно возрастает доля переработки сернистых и высокосернистых, а за последние годы и высокопарафинистых нефтей, потребовало изменения технологии переработки нефти. Большое значение приобрели вторичные и, особенно, каталитические процессы. Производство топлив, отвечающих современным требованиям, невозможно без применения таких процессов, как каталитический крекинг, каталитический риформинг, гидроочистка, алкилирование и изомеризация, а в некоторых случаях—гидрокрекинг.
Каталитический крекинг представляет собой современный процесс превращения высококипящих нефтяных фракций в базовые компоненты высококачественных авиационных и автомобильных бензинов и в средние дистиллятные фракции—газойли. Промышленные процессы основаны на контактировании сырья с активным катализатором в соответствующих условиях, когда 40-50_вес.% исходного сырья без рециркуляции превращается в бензин и другие легкие продукты. В процессе крекинга на катализаторе образуются углистые отложения, резко снижающие его активность, в данном случае крекирующую способность. Для восстановления активности катализатор регенерируют. Наибольшее распространение получили установки с циркулирующим катализатором в движущемся потоке и псевдоожиженном, или кипящем, слое.
Каталитический риформинг—современный, широко применяемый процесс для производства высокооктановых бензинов из низкооктановых.
Риформинг при более низких давлениях в системе и в сочетании с экстрактивной перегонкой или экстракцией растворителями позволяет получать ароматические углеводороды (бензол, толуол, ксилолы и высшие), используемые в нефтехимической промышленности. Промышленные процессы каталитического риформинга, при которых выходы риформата достигают
73—90%, основаны на контактировании сырья с активным катализатором, обычно содержащим платину.
Для поддержания активности катализатора его периодически регенерируют; регенерацию проводят тем чаще, чем ниже давление в системе. Исключением является процесс платформинга, когда катализатор не регенерируют. Важной особенностью каталитического риформинга является то, что процесс протекает в среде водорода, который выделяется так же, как и в реакциях риформинга; избыток водорода удаляют из системы. Этот водород намного дешевле специально получаемого, и его используют в гидрогенизационных процессах нефтепереработки.
Гидроочистка нефтяных дистиллятов является одним из наиболее распространенных процессов, особенно при переработке сернистых и высокосернистых нефтей. Основной целью гидроочистки нефтяных дистиллятов является уменьшение содержания в них сернистых, азотистых и металлоорганических соединений. При гидроочистке происходит разложение органических веществ, содержащих серу и азот. Они реагируют с водородом, циркулирующим в системе, с образованием сероводорода и аммиака, которые удаляют из системы.
Промышленные процессы основаны на контактировании нефтяных дистиллятов с активными катализаторами, в основном алюмокобальтмолибденовыми и алюмоникельмолибденовыми. Процесс протекает в условиях, при которых 95—99 вес.% исходного сырья превращается в очищенный продукт (гидрогенизат).
Одновременно образуется незначительное количество бензина. Катализатор периодически регенерируют.
Алкилирование представляет собой процесс получения высококачественных компонентов авиационных и автомобильных бензинов. В основе процесса лежит взаимодействие парафиновых углеводородов с олефиновыми с образованием более высококипящего парафинового углеводорода. До недавнего времени промышленное изменение процесса ограничивалось каталитическим алкилированием изобутана бутиленами в присутствии серной или фтористоводородной кислот. В последнее время в промышленных условиях изобутан алкилируют не только бутиленами, но и этиленом, пропиленом и даже амиленами, а иногда и смесью этих олефинов.
Изомеризация — процесс превращения низкооктановых парафиновых углеводородов, преимущественно фракций С5 и С6 или их смесей, в соответствующие изопарафиновые фракции с более высоким октановым числом.
На промышленных установках в соответствующих условиях можно получать до
97—99,7 объемн.% продуктов изомеризации. Изомеризация протекает в среде водорода. Катализатор периодически регенерируют:
Полимеризация—процесс превращения пропилена и бутиленов в жидкие олигомерные продукты, используемые в качестве компонентов автомобильных бензинов или сырья для нефтехимических процессов. В зависимости от сырья, катализатора и технологического режима количество продукта может изменяться в широких пределах.
1. Назначение процесса. Основное назначение каталитического крекинга
—получение высокооктановых компонентов бензина. Крекинг осуществляется при 420-550єС и является процессом качественного изменения сырья, т. е. процессом образования соединений, отличающихся от первоначальных по своим физико-химическим свойствам. В зависимости от сырья и условий процесса выход бензина при крекинге составляет 7—50 вес.% (на сырье). Наряду с бензином образуются и другие продукты—газообразные, жидкие и твердые
(кокс). В качестве сырья обычно применяют тяжелые дистилляты атмосферной или вакуумной перегонки нефти, а также деасфальтизаты и другие продукты.
При каталитическом крекинге тяжёлые нефтяные фракции при 5ООєС в значительной части превращаются в компоненты, выкипающие в пределах температур кипения бензина, и газообразные продукты, которые могут использоваться для производства высокооктановых компонентов бензина или как сырье для химических синтезов.
В отличие от термического крекинга, каталитический крекинг проводится в специальной аппаратуре с применением специфического оборудования и в присутствии катализаторов.
Главным преимуществом каталитического крекинга перед термическим являет большая ценность получаемых продуктов:меньший выход метана, этана и диенов при более высоком выходе углеводородов С3 и С4 (особенно изобутана), а также ароматических углеводородов, олефинов с разветвленной цепью и изопарафинов. Антидетонационные свойства бензинов каталитического крекинга значительно выше, чем бензинов термического крекинга. Продукты крекинга имеют сложный состав. Так, при каталитическом крекинге цетана
Состав продуктов крекинга керосиновых, соляровых и вакуумных дистиллятов, т. е. смесей весьма большого числа разных углеводородов, еще более сложен. Результаты каталитического крекинга углеводородных смесей существенно зависят от условий проведения процесса применяемого катализатора.
Каталитический крекинг в основном используют для производства высокооктановых компонентов автомобильного и авиационного бензина. При получении автомобильного бензина в качестве сырья обычно используются вакуумные дистилляты первичной переработки нефти, а при производстве авиабензина—керосино-соляровые фракции первичной перегонки нефти.
2.Режим работы установок. Каталитический крекинг происходит, как правило, в паровой фазе в системе без притока и отдачи тепла, поэтому его относят к адиабатическим процессам. При адиабатическом процессе внешняя работа полностью затрачивается на изменение внутренней энергии системы.
В зависимости от характеристик перерабатываемого сырья и системы или типа установки, а также от состава и свойств катализатора устанавливается определенный технологический режим. К основным показателям технологического режима установок каталитического крекинга следует отнести температуру, давление, соотношение количества сырья и катализатора, находящегося в зоне крекинга, а также кратность циркуляции катализатора.
Температура. С повышением температуры увеличивается октановое число бензина, возрастает выход газов С1-С3 и олефинов С4 и выше, снижается выход бензина и кокса, но повышается соотношение бензин: кокс и снижается соотношение выходов легкого и тяжелого газойля.
Давление. При повышении давления увеличивается выход парафиновых углеводородов и бензина, снижается выход газов С1-С3, олефинов и ароматических углеводородов. Выход кокса в условиях промышленного процесса от давления практически не зависит.
Глубина крекинга. Рециркуляция. Глубину превращения (или глубину крекинга) принято оценивать количеством сырья, превращенного в бензин, газ или кокс. При крекинге в одну ступень (однократный крекинг) глубина превращения равна 45-60%. Примерный выход продуктов при однократном каталитическом крекенге керосина – соляровой фракции прямой перегонки нефти приведен ниже (индекс активности катализатора 28-32):
Выход, вес.% сухой газ (С3 и легче)………… 5-6,5 7-8,5 бутан – бутиленовая фракция.. 5,5-9 9-
Когда хотят достигнуть более глубокого превращения, т. е. получить из сырья больше бензина, подвергают крекингу не только исходное сырье, но и образующиеся в процессе газойлевые фракции. На большинстве промышленных установок каталитическому крекингу подвергают именно смесь исходного сырья с газойлем каталитического крекинга или иногда раздельно свежее сырье и газойлевые фракции. Таким образом газойль возвращается в систему для использования его в качестве вторичного сырья – рециркулятор. В зависимости от того, сколько газойля подвергается каталитическому крекингу, глубина крекинга может достигать 80-90%.
Отношение массы рециркулирующего газойля к массе свежего сырья называется коэффициентом рециркуляции; оно изменяется от нуля до 2,3 при крекинге с рециркуляцией.
Глубина крекинга возрастает с увеличением коэффициента рециркуляции.
Характерно, что выход жидких углеводородов, включая фракцию С3-С4, увеличивается до глубины крекинга 80%, а затем снижается. Если же выделить фракцию С3- С4, то сумма получаемых жидких продуктов по мере увеличения глубины крекинга непрерывно снижается, в данном случае до 62,9 объемн.%. По мере увеличения глубины крекинга выход газойля падает, а при
Объемная скорость. Отношение объема сырья, подаваемого в реактор за 1 ч, к объему катализатора, находящегося в зоне крекинга, называется объемной скоростью. Обычно на одну весовую единицу катализатора, находящегося в зоне крекинга, подается от 0,6 до 2,5 вес. ед. сырья в час. Часто объемную скорость выражают в объемных единицах — объем/
Кратность циркуляции катализатора. В системах каталитического крекинга с циркулирующим пылевидным или микросферичёским катализатором на 1 т поступающего в реактор сырья вводится 7-20 т регенерированного катализатора, а на установках каталитического крекинга, где применяются крупнозернистые катализаторы (частицы диаметром 3—6мм),—от 2 до 5—7 т в зависимости от конструкции установки. Указанное отношение (7— 20 т/т) называют весовой кратностью циркуляции катализатора. Иногда это соотношение выражают в объемных единицах, тогда оно называется объемной кратностью циркуляции катализатора.
Следует различать кратность циркуляции катализатора по свежему сырью и по всей загрузке реактора (свежее сырье плюс рециркулят). В последнем случае при одном и том же количестве катализатора кратность циркуляции будет меньше.
Жесткость крекинга. Известно, что снижение объемной скорости так. же как и увеличение, кратности циркуляции катализатора, способствует повышению выхода бензина и глубины крекинга. Влияние этих параметров на глубину крекинга можно выразить отношением кратности циркуляции к объемной скорости. Это отношение называется фактором жесткости крекинга.
Фактор жесткости может быть вычислен по свежему сырью реактора и по суммарной загрузке реактора (свежее сырье плюс рециркулирующий газойль).
Эффективность крекинга. Отношение суммарного выхода (в объемных или весовых процентах) дебутанизированного бензина и фракции С4 к глубине крекинга исходного сырья (в объемных или весовых процентах) именуют эффективностью крекинга. Эффективность (коэффициент) обычно равна
В результате каталитического крекинга на установках получают до 15 вес.% газа, содержащего водород, аммиак и легкие углеводороды, 30—55 вес.% высокооктанового компонента автомобильного бензина (или 27—50 вес.% авиационного бензина), 2—9 вес.% кокса и легкий и тяжелый газойли. Газ после очистки и газофракционирования используется для технологических или бытовых нужд. Компоненты автомобильного (или авиационного) бензина после стабилизации компаундируются с другими компонентами и используются в качестве товарных топлив. Легкий газойль используется как компонент дизельного топлива (при необходимости — после гидроочистки) или, вместе с тяжелым газойлем, как сырье для получения сажи или приготовления сортовых мазутов.
3. Химические основы процесса. При каталитическом крекинге протекают реакции расщепления, алкилирования, изомеризации, ароматизации, полимеризации, гидрогенизации и деалкилирования. Некоторые из них являются первичными, но большинство—вторичными.
Крекинг парафинов. При крекинге парафиновых углеводородов нормального строения доминируют реакции разложения. Продукты крекинга состоят главным образом из парафиновых углеводородов более низкого молекулярного веса и олефинов. Выход олефинов увеличивается с повышением молекулярного веса сырья. Термическая стабильность парафиновых углеводородов понижается с увеличением молекулярного веса. Тяжелые фракции нефтепродуктов являются менее стабильными и крекируются значительно легче, чем легкие фракции.
Механизм каталитического крекинга—карбоний-ионный. Согласно этому механизму, часть молекул парафинов подвергается термическому расщеплению, а образующиеся олефины присоединяют протоны, находящиеся на катализаторе, и превращаются в карбоний-ионы. Карбоний-ионы являются агентами распространения цепной реакции. В результате целого ряда превращений образуются парафиновые углеводороды меньшего молекулярного веса, чем исходные, и новые большие карбоний-ионы, которые затем расщепляются.
Реакции дегидрогенизации при крекинге высокомолекулярных парафинов играют незначительную роль. Однако процесс дегидрогенизации низкомолекулярных парафинов, особенно газообразных, имеет практическое значение для превращения малоценных газообразных продуктов в ценные — олефины.
При крекинге парафиновых углеводородов нормального строения протекают и вторичные реакции с образованием ароматических углеводородов и кокса.
Много ароматических углеводородов при каталитической ароматизации получается из парафинов, структура которых допускает образование бензольного кольца.
Изопарафиновые углеводороды крекируются легче. Водорода и метана при этом получается больше, чем при крекинге нормальных парафинов, а углеводородов С3 и С4 (газа) – меньше. Фракции С4, С5 и С6 содержат меньше олефинов вследствие того, что насыщение сильно разветвленных молекул непредельных углеводородов достигается легче, чем для неразветвленных.
Крекинг нафтенов. При крекинге нафтенов одновременно может происходить отщепление боковых цепей. На первой стадии нафтеновые углеводороды с длинными алкильными цепями превращаются в алкилнафтеновые или алкилароматические углеводороды со сравнительно короткими боковыми цепями. Короткие алкильные цепи, особенно метильный и этильный радикалы, термически стабильны и в условиях промышленного каталитического крекинга уже не отщепляются.
Алкильные боковые цепи алкилнафтеновых углеводородов расщепляются с образованием парафинов и олефинов, которые вместе с низкомолекулярными моноциклическими нафтеновыми углеводородами и деалкилированными ароматическими углеводородами составляют конечные продукты крекинга.
Крекинг ароматических углеводородов сопровождается деалкилированием и конденсацией. При деалкилировании алкилароматических углеводородов получаются парафины, олефины и алкилароматические углеводороды с более короткими боковыми цепями. Разрыв связи углерод – углерод происходит непосредственно у кольца, но такое деалкилирование не протекает интенсивно, если алкильная цепь содержит менее трех углеродных атомов.
Реакционная способность углеводородов возрастает с увеличением молекулярного веса, но все же остается значительно меньшей, чем у изомерных моноалкилбензолов. Инициирование каталитического крекинга алкилароматических углеводородов, так же как и для парафиновых углеводородов, начинается с образования карбоний-иона в результате присоединения протона катализатора. Между молекулами ароматических углеводородов или между ними и олефинами (или другими непредельными углеводородами) происходит конденсация. В результате образуются полициклические ароматические углеводороды вплоть до асфальта и кокса, поэтому при переработке сырья со значительным содержанием полициклических углеводородов при одинаковой степени превращения образуется значительно больше кокса, чем при переработке сырья, содержащего преимущественно моноциклические ароматические углеводороды.
Крекинг олефинов, образующихся в результате расщепления парафиновых, нафтеновых и ароматических углеводородов, а также самих олефинов, является вторичной реакцией. Инициирование реакции крекинга, как и других реакций олефинов, происходит в результате образования карбоний-иона. Если этот ион достаточно велик (С6 или больше), то он может расщепляться в (?- положении с образованием олефина и меньшего (первичного) карбоний-иона, а вновь образовавшийся ион, если это возможно, изомеризуется во вторичный или третичный ион. Если же карбоний-ион невелик (С3—С5), он превращается либо в олефин (в результате передачи протона катализатору или нейтральной молекуле олефина), либо в парафин (присоединяя гидрид-ион от нейтральной молекулы).
Изомеризация олефинов. При изомеризации олефинов могут происходить миграция двойной связи, скелетная и геометрическая V изомеризация.
Возможность изомеризации является важным преимуществом каталитического крекинга перед термическим: в результате изомеризации повышается октановое число бензиновых фракций и увеличивается выход изобутана, имеющего большую ценность как сырье для алкилирования.
Полимеризация и деполимеризация. Полимеризация олефинов также является важной реакцией. В сочетании с последующим крекингом полимеризация приводит к образованию олефинов и парафинов. Однако глубокая полимеризация ведет к образованию тяжелых продуктов, которые адсорбируются на катализаторе и разлагаются на кокс и газ. При высоких температурах (600 °С) и низких давлениях может протекать деполимеризация.
Циклизация и ароматизация. Вторичной реакцией олефинов, протекающей в более поздних стадиях процесса, является частичное их дегидрирование. В результате образуются диены или олефины расщепляются на диены и парафины.
Вторичные реакции между олефинами и диенами могут привести к образованию циклопарафинов. Ароматические углеводороды получаются в результате дегидроциклизации циклоолефинов или нафтеновых углеводородов, образовавшихся в начальных стадиях процесса.
Прочие реакции. Реакцией, возможной в условиях каталитического крекинга, является алкилирование ароматических углеводородов. Оно нежелательно, так как образующиеся более тяжелые продукты способны алкилироваться дальше или конденсироваться с образованием кокса; при атом уменьшается выход бензина.
Крекинг сложных углеводородов может затрагивать какую-либо часть молекулы независимо от других ее частей. Например, длинные парафиновые цепи нафтеновых и ароматических углеводородов расщепляются так же, как если бы они были парафиновыми углеводородами с тем же числом атомов углерода в молекуле. Кольца нафтеновых или ароматических углеводородов не изменяются в том. процессе деалкилирования или расщепления парафиновых боковых цепей. Дегидрогенизация нафтеновых колец обычно происходит после частичного деалкилирования.
Обычно одним из лучших критериев интенсивности побочных реакций является отношение выходой бензина и кокса. Высокое отношение указывает на преобладание желательных реакций, разумеется, при условии, что октановое число бензина высокое. Низкое отношение выходов бензина и кокса указывает на интенсивное протекание нежелательных побочных реакций. К желательным реакциям относятся изомеризация, гидрирование, циклизация и ароматизация (неглубокая) олефинов; эти реакции ведут к высокому выходу парафиновых, углеводородов изостроения и ароматических углеводородов, выкипающих в пределах температуры кипения бензина, и высокому отношению изо – и нормальных парафиновых углеводородов. Нежелательные реакции
(крекинг, дегидрогенизация и полимеризация олефинов, алкилирование и конденсация ароматических углеводородов) приводят к высоким выходам водорода и кокса, низкому выходу олефинов и к получению сравнительно тяжелых газойлей, при этом выход бензина и его октанового числа снижаются.
Основным сырьем промышленных установок каталитического крекинга являются атмосферные и вакуумные дистилляты первичной перегонки нефти. В зависимости от фракционного состава дистиллятное сырье можно отнести к одной из следующих групп.
Первая группа — легкое сырьё. К этой группе относятся дистилляты первичной перегонки нефти (керосино-соляровые и вакуумные). Средняя температура их кипения составляет 260—280 °С. относительная плотность
0,830—0,870, средний молекулярный вес 190—220. Легкие керосино-соляровые дистилляты прямой гонки являются хорошим сырьем для производства базовых авиационных бензинов, так как дают большие выходы бензинов при малом коксообразовании.
Вторая группа— тяжелое дистиллятное сырье. К этой группе относятся тяжелые соляровые дистилляты, выкипающие при температурах от 300 до 550°С или в несколько более узких пределах, а также сырье вторичного происхождения, получаемое на установках термического крекинга и коксования (флегма термического крекинга и газойль коксования). Их средние молекулярные веса приблизительно в 1,5 раза выше, чем у легких видов сырья, а именно 280—330 вместо 190—220. В противоположность легкому сырью, тяжелое дистиллятное сырье перед направлением в реактор или в узел смешения с горячим катализатором в парообразное состояние переводят не целиком. Тяжелые соляровые дистилляты с относительной плотностью
0,880—0,920, как правило, используются для производства автомобильных бензинов.
Третья группа — сырье широкого фракционного состава. Это сырье можно рассматривать как смесь дистиллятов первой и второй групп; оно содержит керосиновые и высококипящие соляровые фракции, а также некоторые продукты, получаемые при производстве масел и парафинов (экстракты, гачи, петролатумы, легкоплавкие парафины и др.). Предел выкипания дистиллятов третьей группы 210—550 °С.
Четвертая группа — промежуточное дистиллятное сырье. Оно представляет собой смесь тяжелых керосиновых фракций с легкими и средними соляровыми фракциями и имеет пределы выкипания – 250—470 °С. К ним можно отнести также и смеси, перегоняющиеся в более узких пределах, например 300—430
°С. Промежуточное сырье используется для получения автомобильных и авиационных базовых бензинов.
Керосиновые и соляровые дистилляты, вакуумные дистилляты прямой перегонки нефти являются хорошим сырьем для каталитического крекинга. Это же относится и к легкоплавким парафинам (отходам от депарафинизации масел).
Менее ценное сырье—экстракты, получаемые при очистке масляных дистиллятов избирательными растворителями так как они содержат много труднокрекируемых ароматических углеводородов. Во избежание сильного коксообразования экстракты крекируют в смеси с прямогонными соляровыми дистиллятами.
Реже в качестве сырья для каталитического крекинга используются нефти и остаточные нефтепродукты (без предварительной очистки).
При каталитическом крекинге дистиллятов прямой гонки образуется больше бензина и меньше кокса, чем при крекинге подобных (по фракционному составу) дистиллятов с установок термического крекинга и коксования. При каталитическом крекинге тяжелых вакуумных дистиллятов, мазутов и других смолистых остатков образуется много кокса. Кроме того, содержащиеся в таком сырье сернистые, азотистые и металлорганические соединения отравляют катализатор. Поэтому высокосмолистые мазуты и тем более гудроны каталитическому крекингу не подвергают.
Количество и качество продуктов каталитического крекинга зависят от характеристики перерабатываемого сырья и катализаторов, а также от режима процесса. На установках каталитического крекинга получают жирный газ, нестабильный бензин, легкий и тяжелый каталитические газойли. Иногда предусмотрен отбор легроина.
Жирный газ, получаемый на установках каталитического крекинга характеризуется значительным содержанием углеводородов изостроения, особенно изобутана. Это повышает ценность газа как сырья для дальней шей переработки.
Жирный газ установки каталитического крекинга и бензин для удаления из него растворенных легких газов поступают на абсорбционно – газофракционирующую установку[1]. Работа этой установки тесно связана с работой установки каталитического крекинга. Связь заключается не только в том, что на абсорбционно-газофракционирующую установку поступают легкие продукты с установки каталитического крекинга, но и в технологической взаимозависимости обеих установок. Так, с увеличением количества газа, образующегося при крекинге, необходимо вводить в работу дополнительный компрессор на абсорбционно-газофракционирующей установке во избежание повышения давления на установке каталитического крекинга. С увеличением температуры конца кипения нестабильного бензина приходится изменять режим бутановой колонны, чтобы не снизить глубину отбора бутан-бутиленовой фракции.
Сухой газ, получаемый после выделения бутан-бутиленовой и пропан – пропиленовой фикций, большей частью используется как энергетическое топливо.
Нестабильный бензин. При каталитическом крекинге можно вырабатывать высокооктановый автомобильный бензин или сырье для получения базового авиационного бензина путем каталитической очистки.
При производстве базового авиационного бензина исходным сырьем являются керосиновые и легкие соляровые дистилляты первичной перегонки нефти или их смеси, выкипающие в пределах 240—360 °С. Сначала получают бензин с концом кипения 220-245 °С (так называемый мотобензин). После стабилизации этот бензин поступает на дальнейшую переработку—каталитическую очистку (вторая ступень каталитического крекинга), на которой получают базовый ави. ационный бензин. Последний, в результате каталитической очистки, содержит, по сравнению с автомобильным бензином, значительно меньше олефинов и больше ароматических углеводородов, что соответственно повышает стабильность и октановое число авиационного бензина.
Базовые авиационные бензины в зависимости от свойств перерабатываемого сырья и условий процесса имеют октановые числа по моторному методу от 82 до 85, а с добавкой этиловой жидкости(3—4мл на 1 кг бензина)—от 92 до 96.
При производстве автомобильного бензина в качестве исходного сырья, как правило, используются дистилляты, полученные при вакуумной перегонке нефти и выкипающие при 300—550°С или в несколько более узких пределах.
Получаемые на установках каталитического крекинга автомобильные бензины имеют октановые числа по моторному методу 78—82 (без добавки этиловой жидкости), а по исследовательскому методу 88—94 без этиловой жидкости и
Нестабильный бензин каталитического крекинга подвергают физической стабилизации с целью удаления растворенных в нем легких углеводородов, имеющих высокое давление насыщенных паров.
Из стабильных бензинов каталитического крекинга приготовляют авиационные бензины или используют их как высокооктановые компонента для приготовления автомобильных бензинов разных марок. Компоненты автомобильного бензина каталитического крекинга в нормальных условиях хранения достаточно химически стабильны.
Автомобильные бензины представляют собой, как правило, смеси многих компонентов. Среди них есть фракции, полученные в разных процессах, в том числе и высокооктановые продукты каталитического крекинга. В зависимости от марки бензина состав компонентов может колебаться в широких пределах.
Так же, как и при приготовлении авиационных бензинов, в пределах, разрешенных стандартом, к автомобильным бензинам (кроме бензина А-72) допускается добавление этиловой жидкости.
Для обеспечения нормальной работы более экономичных двигателей с высокими степенями сжатия все больше вырабатывается высококачественных автомобильных бензинов АИ-93 и АИ-98. Эти бензины имеют октановые числа по исследовательскому методу соответственно 93 и 98 пунктов; максимально допустимая концентрация тетраэтилсвинца в бензинах не должна превышать
0,82 г на 1 кг бензина, температура конца кипения их не должна быть выше
195°С. Бензины АИ-93 и АИ-98 обладают хорошей стабильностью, что позволяет хранить их длительное время.
175—200 °С и к. к. 320—350 °С) по сравнению с товарными дизельными фракциями имеет более низкое цетановое число и повышенное содержание серы. Цетановое число легкого каталитического газойля, полученного из легких соляровых дистиллятов парафинового оснований, составляет 45—56, из нафтеноароматических дистиллятов—25—35. При крекинге более тяжелого сырья цетановое число легкого газойля несколько выше, что объясняется меньшей глубиной превращения. Цетановые числа с повышением температуры крекинга снижаются. Легкие каталитические газойли содержат непредельные углеводороды и значительные количества.(28—55%) ароматических углеводородов. Температура застывания этих газойлей ниже, чем температура застывания сырья, из которого они вырабатываются.
На качество легкого газойля влияет не только состав сырья, но и катализатор и технологический режим. С повышением температуры выход легкого каталитического газойля и его цетановое число уменьшаются, а содержание ароматических углеводородов в нем повышается. Понижение объемной скорости, сопровождающееся углублением крекинга сырья, приводит к тем же результатам. При крекинге с рециркуляцией выход легкого газойля снижается (в большинстве случаев он подается на рециркуляцию), уменьшает его цетановое число и возрастает содержание в нем ароматических углеводородов.
Легкие каталитические газойли используются в качестве компонентов дизельного топлива в том случае, если смешиваемые компоненты дизельного топлива, получаемые при первичной перегонке нефти, имеют запас
(превышение) по цетановому числу и содержат серы в количестве ниже нормы.
В других случаях легкий газойль используют лишь в качестве сырья (или его компонента) для получения сажи (взамен зеленого масла) или в качестве разбавителя при получении мазутов. Возможно и комбинированное использование легкого газойля, В этом случае его подвергают экстракции одним из растворителей, применяемых в производстве масел селективным методом. Легкий газойль, частично освобожденный от ароматических углеводородов, после отгонки растворителя (рафинат) имеет более высокое цетановое число, чем до экстракции, и может быть использован в качестве дизельного топлива; нижний слой, содержащий большую часть ароматических углеводородов, также после отгонки растворителя (экстракт) может быть использован в качестве сырья для получения высококачественной сажи.
Тяжелый газойль. Тяжелый газойль является остаточным продуктом каталитического крекинга. Качество его зависит от технологических факторов и характеристик сырья, а также от качества легкого газойля.
Тяжелый газойль может быть загрязнен катализаторной пылью; содержание серы в нем обычно выше чем в сырье каталитического крекинга. Тяжелый газойль используют либо при приготовлении мазутов, либо в качестве сырья для термического крекинга и коксования. В последнее время его использует как сырье для производства сажи.
Реакции каталитического крекинга протекают на поверхности катализатора. Направление реакций зависит от свойств катализатора, сырья и условий крекинга. В результате крекинга на поверхности катализатора отлагается кокс, поэтому важной особенностью каталитического крекинга является необходимость частой регенерации катализатора (выжигание кокса).
Для каталитического крекинга применяются алюмосиликатные катализаторы.
Это природные или искусственно полученные твердые высокопористые вещества с сильно развитой внутренней поверхностью.
В заводской практике применяют алюмосиликатные активированные природные глины и синтетические алюмосиликатные катализаторы в виде порошков, микросферических частиц диаметром 0,04—0,06 мм или таблеток и шариков размером 3—6мм. В массе катализатор представляет собой сыпучий материал, который можно легко транспортировать Потоком воздуха или углеводородных паров.
На установках крекинга применяются следующие алюмосиликатные катализаторы.
1. Синтетические пылевидные катализаторы с частицами размеров 1—150 мк.
2. Природные микросферические или пылевидные катализаторы, приготовляемые из природных глин (бентониты, бокситы и некоторые другие) кислотной и термической обработкой или только термической обработкой. Размеры частиц те же, что указаны в п. 1. По сравнению с синтетическими, природные катализаторы менее термостойки и имеют пониженную активность.
3. Микросферический формованный синтетический катализатор с частицами размером 10-150 мк. По сравнению с пылевидным, микросферический катализатор при циркуляции меньше измельчается и в меньшей степени вызывает абразивный износ аппаратуры и катализаторопроводов. Удельный расход его ниже, чем расход пылевидного катализатора.
4. Синтетический катализатор в виде стекловидных шариков диаметром 3—6 мм.
5. Природные и синтетические катализаторы с частицами размером 3—4мм искаженной цилиндрической. формы. Их часто называют таблетированными, они характеризуются меньшей прочностью, чем шариковые, и используются преимущественно на установках с неподвижным катализатором.
6. Синтетические кристаллические цеолитсодержащие катализаторы, содержащие окись хрома (что способствует лучшей регенерации), а также окиси, редкоземельных металлов (улучшающие селективность катализатора и увеличивающие выход бензина с некоторым улучшением его свойств). Они вырабатываются гранулированными—для установок с нисходящим потоком катализатора — и микросферическими — для установок в кипящем слое.
1.Назначение процесса. В настоящее время каталитический риформинг стал одним из-ведущих процессов нефтеперерабатывающей и нефтехимической промышленности. С его помощью удается улучшать качество бензиновых фракций и получать ароматические углеводороды) особенно из сернистых и высокосернистых нефтей. В последнее время были разработаны процессы каталитического риформинга для получения топливного газа из легких углеводородов. Возможность выработки столь разнообразных продуктов привела к использованию в качестве сырья не только бензиновых фракций прямой перегонки нефти, но и других нефтепродуктов.
До массового внедрения каталитического риформинга применялся термический риформинг и комбинированный процесс легкого крекинга тяжелого сырья
(мазута, полугудрона и гудрона) и термического риформинга бензина прямой перегонки. В дальнейшем термический риформинг прекратил свое существование ввиду низких технико-экономических показателей по сравнению с каталитическим. При термическом риформинге выход бензина на 20—27% меньше и октановое число его на 5—7 пунктов ниже, чем при каталитическом риформинге.
Процесс каталитического риформинга осуществляют при сравнительно высокой температуре и среднем давлении, в среде водородсодержащего газа.
Каталитический риформинг проходит в среде газа с большим содержанием водорода (70—80 объемн. %). Это позволяет повысить температуру процесса, не допуская глубокого распада углеводородов и значительного коксообразования.
В результате увеличиваются скорость дегидрирования нафтеновых углеводородов и скорости дегидроциклизации и изомеризации парафиновых углеводородов. В зависимости от назначения процесса, режима и катализатора в значительных пределах изменяются выход и качество получаемых продуктов. Однако общим для большинства систем каталитического риформинга является образование ароматических углеводородов и водородсодержащего газа.
Назначение процесса каталитического риформинга, а также требования, предъявляемые к целевому продукту, требуют гибкой в эксплуатации установки.
Необходимое качество продукта достигается путем подбора сырья, катализатора и технологического режима.
Получаемый в процессе каталитического риформинга водородсодержащий газ значительно дешевле специально получаемого водорода; его используют в других процессах нефтепереработки, таких, как гидроочистка и гидрокрекинг.
При каталитическом риформинге сырья со значительным содержанием серы или бензинов вторичного происхождения, в которых есть непредельные углеводороды, катализатор быстро отравляется. Поэтому такое сырье перед каталитическим риформингом целесообразно подвергать гидроочистке. Это способствует большей продолжительности работы катализатора без регенерации и улучшает технико-экономические показатели работы установки.
2. Режим работы установок. На рисунке показана принципиальная схема установки каталитического риформинга. Рассмотрим режим работы отдельных ее узлов.
Перед каталитическим риформингом сырье подвергают гидроочистке рециркулирующим водородсодержащим газом. После гидроочистки продукты поступают в отпарную колонну 3. С верха ее выводятся сероводород и водяные пары, а с низа — гидрогенизат. Гидрогенизат вместе с рециркулирующим водородсодержащим газом нагревается в змеевиках печи 5 и поступает в реакторы 6 каталитического риформинга. Продукты, выходящие из зоны реакции, охлаждаются и разделяются в сепараторе 2 на газовую и жидкую фазы. Жидкие продукты фракционируют с целью получения компонента автомобильного бензина с заданным давлением насыщенных паров или других продуктов (например, сжиженного нефтяного газа, ароматических углеводородов и т. д.). Богатый водородом газ направляют на рециркуляцию, а избыток его выводят из системы и используют в других процессах.
Рассмотрим влияние давления, температуры и других факторов на результаты каталитического риформинга.
Давление. Высокое давление способствует более_длительной работе катализатора; частично это происходит вследствие того, что закоксовывание катализатора (в особенности платины) и чувствительность его к отравлению сернистыми и другими ядами значительно уменьшаются с повышением давления.
Повышение давления увеличивает скорость реакций гидрокрекинга и деалкилирования, при этом равновесие сдвигается в сторону образования парафинов. Снижение рабочего, а следовательно, и парциального давления водорода способствует увеличению степени ароматизации парафиновых и нафтеновых углеводородов.
[pic] Рис. Принципиальная технологич. схема установки кат. риформинга.
Температура. Применительно к каталитическому риформингу повышение температуры способствует образованию ароматических углеводородов и препятствует протеканию обратной реакции, а также превращению некоторых изомеров нафтеновых углеводородов в парафиновые, которые легче подвергаются гидрокрекингу, С повышением температуры в процессе каталитического риформинга уменьшается выход стабильного бензина и снижается концентрация водорода в циркулирующем газе. Это объясняется тем, что при более высоких температурах увеличивается роль гидрокрекинга. С увеличением температуры возрастает выход более легких углеводородов — пропана, н-бутана и изобутана
(очевидно, это происходит за счет усиления реакций гидрокрекинга углеводородов, как содержащихся в сырье, так и вновь образующихся в процессе каталитического риформинга). Увеличивается также содержание ароматических углеводородов в бензине и возрастает его октановое число. В результате увеличивается образование водорода и давление насыщенных паров бензина, возрастает и содержание в нем фракций, выкипающих до 100 °С.
Объемная скорость. Объемную скорость можно повысить, увеличив расход свежего сырья или уменьшив загрузку катализатора в реакторы. В результате уменьшается время контакта реагирующих и промежуточных продуктов с катализатором. С повышением объемной скорости увеличивается выход стабильного продукта и содержание водорода в циркулирующем газе, снижается выход водорода и легких углеводородов и, что особенно важно, уменьшается выход ароматических углеводородов. Таким образом, с повышением объемной скорости ресурсы ароматических, углеводородов при каталитическом риформинге снижаются, а выход бензина, хотя и увеличивается, но октановое число его становится меньше; давление насыщенных паров бензина и содержание в нем ароматических углеводородов и фракций, выкипающих до 100 °С, также уменьшаются.
С увеличением объемной скорости преобладающую роль в процессе начинают играть реакции, протекающие быстрее: дегидрирование нафтеновых углеводородов, гидрокрекинг тяжелых парафиновых углеводородов и изомеризация углеводородов С4 и С5. Что же касается реакций, требующих большого времени (дегидроциклизации, деалкилирования и гидрокрекинга легких углеводородов), их роль снижается.
Соотношение циркулирующий водородсодержащий газ: сырье можно регулировать в широких пределах. Нижний предел определяется минимально допустимым количеством газа, подаваемого для поддержания заданного парциального давления водорода, а верхний — мощностью газокомпрессорного оборудования.
Увеличение соотношения водородсодержащий газ: сырье проявляется в двух противоположных направлениях. Повышение парциального давления водорода подавляет реакции дегидрирования, но, с другой стороны, увеличение количества газа, циркулирующего через реактор, уменьшает падение в них температуры, в результате чего средняя температура катализатора повышается, и скорость протекающих реакций увеличивается. Влияние второго фактора — повышения температуры катализатора — преобладает. Для поддержания постоянного октанового числа риформинг-бензина, вероятно, необходимо снизить температуру на входе в реактор.
Жесткость процесса. В последнее время в теории и практике каталитического риформинга стали пользоваться понятием «жесткость». Жестким называют режим, обеспечивающий получение бензина с определенными свойствами (с определенным октановым числом, причем более высокому числу соответствует более жесткий режим каталитического риформинга).
В зависимости от жесткости риформинга октановое число бензина можно довести до 93—102 по исследовательскому методу без ТЭС. Чем выше октановое число, тем больше содержится в бензине ароматических углеводородов. В зависимости от исходного сырья это достигается за счет не только повышения температуры, но и путем изменения давления. Обычно в сырье много парафиновых углеводородов и получение бензинов с повышенными октановыми числами обусловлено повышением температуры и высокого давления. При риформинге высококачественного (с относительно большим содержанием нафтеновых углеводородов), но сравнительно редко встречающегося сырья тот же результат достигается при давлении около 25 ат и при несколько более высокой температуре.
Наибольшее практическое значение приобрели процессы каталитического риформинга на катализаторах, содержащих платину. Такие процессы осуществляются в среде водородсодержащего газа (70—90 объемн.% водорода) при следующих условиях: 470—530 °С, 10—40 ат, объемная скорость 1—Зч-1, соотношение циркулирующий водородсодержащий газ : сырье = 600—1800м3/м3.
3.Химические основы процесса. В начале 20 в. Н. Д. Белинский показал, что на платиновом и палладиевых катализаторах можно без побочных реакций проводить каталитическую дегидрогенизацию (дегидрирование) шестичленных нафтеновых углеводородов с образованием ароматических углеводородов.
Дегидрогенизацию нафтеновых углеводородов при воздействии окислов металлов наблюдали в 1911 г. В. Н. Ипатьев с Н. Довлевичем и в 1932 г. В. Лозье и
В 1936 г. одновременно в трех лабораториях Советского Союза была открыта реакция дегидроциклизации парафиновых углеводородов в ароматические. Б. Л.
Молдавский и Г. Д. Камушер осуществили эту реакцию при 450—470 °С на окиси хрома, В. И. Каржев, М. Г. Северьянов и А. Н. Снова— при 500— 550 °С на медь-хромовом катализаторе, Б. А. Казанский и А. Ф. Платэ осуществили дегидроциклизацию парафиновых углеводородов с применением платины на активированном угле при 304—310 °С. В дальнейших работах Б. А. Казанского с сотр. была показана возможность дегидроциклизации н-гексана в бензол с применением алюмохромокалиевого катализатора. Указанные исследования, положившие научные основы процесса каталитического риформинга, позволили разработать и осуществить ряд периодических и непрерывных процессов каталитического риформинга.
Ниже рассмотрены основные реакции, протекающие при каталитическом риформинге.
Дегидрирование нафтенов с образованием ароматических углеводородов можно показать на следующем примере:
Реакция дегидрирования нафтенов играет весьма важную роль в повышении октанового числа бензина за счет образования ароматических углеводородов.
Из нафтеновых углеводородов наиболее полно и быстро протекает дегидрирование шестичленных циклов.
Исходные нафтеновые углеводороды, содержащиеся в бензине, имеют октановые числа 65—80 пунктов по исследовательскому методу. При высоком содержании нафтеновых углеводородов в сырье резко увеличивается выход ароматических углеводородов, например выход бензола — на 30—40%. Увеличение октанового числа бензина во многом зависит от содержания в нем непревращенных парафиновых углеводородов, так как именно они значительно снижают октановое число. Вот почему дегидрирование нафтеновых углеводородов должно сопровождаться одновременным протеканием других реакций — только в этом случае можно достигнуть высокой эффективности каталитического риформинга.
При процессах каталитического риформинга протекают также реакции дегидрирования парафиновых углеводородов до олефинов, но это мало повышает октановое число бензина и снижает его стабильность при хранении. Реакция дополнительно усложняется тем, что разрыв связей углерод — углерод протекает в большей степени, чем разрыв связей углерод — водород. Кроме того, при температурах, необходимых для протекания дегидрирования парафинов, одновременно идет и циклизация этих углеводородов. Поэтому при дегидрировании парафиновых углеводородов часто вначале образуются нафтеновые (циклические) углеводороды, которые потом превращаются в ароматические:
Иногда эти две стадии объединяют вместе, и тогда реакция носит название дегидроциклизации. Следует отметить, что дегидрирование парафинов (с образованием олефинов) протекает при более высокой температуре, чем дегидроциклизация.
В результате гидрокрекинга высокомолекулярных парафинов образуются два или несколько углеводородов с более низким молекулярным весом, например
[pic] поэтому иногда реакцию называют деструктивным гидрированием. Реакция гидрокрекинга высокомолекулярных углеводородов с образованием углеводородов меньшего молекулярного веса (наряду с гидрированием и дегидроциклизацией) может играть важную роль в повышении о.
Http://nestudent. ru/show. php? id=54296
НЕФТЬ, жидкое горючее полезное ископаемое. Залегает обычно в пористых и
Трещиноватых г. п. (песчаниках, мергелях, известняках) в осн. на глуб. 1,2 – 2
Км и более. Маслянистая жидкость от светло-коричневого до темно-бурого цвета со
43,7-46,2 МДж/кг (см. Химия нефти). Н. сложная смесь углеводородов, гл. обр.
Парафиновых и нафтеновых, в меньшей степ. ароматических. Углеводородный состав
Признаки Н. на современной терр. респ. были обнаружены еще в 18 в. В 1753
Баш. старшина Надыр Уразметов, его сын Юсуп Надыров, их компаньоны Асля и
Хозя Мозяковы из д. Надыровка (бывш. Уфим. у.) заявили о том, что “по Соке
Реке по обе стороны выше Сергеевска городка вверх. подле горы Сарт-Ата,
При которой маленькое озеро и в том озере имеется нефть черная. . повыше той
Речки Козловки земля, на которой удобно построить нефтяной завод”. На
Сохранившейся самой древней карте Урало-Волжского нефт. р-на нанесены пункты
Нефтедобычи и з-да Уразметовых. В 1760 поступили сообщения от уфим. купца
Санеева и баш. старшины Якшембетова об открытии нефт. м-ний на р. Инзер. Через
3 года о Н. на той же реке сообщили баш. старшины Урманчи Минглибаев и
Якшимбет Урасов. П. С.Паллас, посетив места, указанные в прошении Надыра
Уразметова, писал, что башкиры употребляли “. смолистую воду не только для
Полоскания и питья во время молочницы во рту и чириев в горле, но и
Рачительно собирали самую нефть”. И. И.Лепехин, осмотрев места, указанные
Башкирами, обнаружил “небольшой ключик, состоящий из горной нефти”, а также
Во 2-й пол. 19 в. самарский помещик И. Я.Малакиенко и амер. промышленник
Л. Шандор бурили скважины и строили шахты по берегам Волги, Сока и Шешмы на
Терр. нынешней Самарской обл., а Никеров и Попов – в р-не д. Нижне-Буранчино в
Башкирии. Однако эти поиски велись без учета геол. строения р-нов и
Закончились полной неудачей. В кон. 19 в. частные предприниматели арендовали
Земли для поисков Н. вблизи дд. Кусяпкулово, Ишимбаево, Нижне-Буранчино.
Стерлитамакский городской голова А. Ф.Дубинин в 1900 обратился в Горный
Департамент с просьбой рассмотреть вопрос “о возможности поставки за счет
Казны разведок на Н. в р-не д. Ишимбаево”. В 1901, после проверки результатов
Разведочных работ возле д. Нижне-Буранчино, геолог А. А.Краснопольский пришел к
Выводу “о невозможности глубоким бурением получить в Нижне-Буранчино нефтяной
Фонтан”. В 1911-14 промышленник А. И.Срослов арендовал земли от д. Ишимбаево до
Д. Кусяпкулово с целью разведки нефт. залежей. Заложенная им шахта глуб. 12,7
М пересекла 2 слоя насыщенных Н. пород. Однако в 1916 геолог А. П.Замятин,
Осмотревший р-н д. Ишимбаево, подтвердил вывод Краснопольского о полной
Бесполезности поисков Н. в этом р-не. В 1910-14 нек-рые р-ны Урало-Поволжья
Были объектом пристального внимания нефт. фирмы “Нобель”. Представители фирмы
Объезжали р-ны и заключали договора с крестьянскими сел. обществами о
Запрещении ими каких бы то ни было геол. и горн. работ на их землях.
И. М.Губкин пришел к убеждению, что на склонах Уральского хр. есть залежи
Нефти. Его прогноз подтвердил – нефт. фонтан из скважин, пробуренных на
Калийную соль в р-не Верхне-Чусовских городков Пермской обл. в апр. 1929. В
Р-н д. Ишимбаево была организована эксп. под рук. А. А.Блохина для изучения
Геол. строения р-на. В авг. 1931 были получены первые нефтепроявления, а 16
Мая 1932 из скв. 702 ударил фонтан, выбросивший на поверхность в теч. 4 ч.
Ок. 50 т нефти. В 1933 геол. партия под рук. геолога К. Р.Чепикова проводила
Съемочные работы в Туймазинском р-не, была выявлена обширная антиклинальная
Структура, названная “Муллинской”. Чепиков указывал, что эта структура
Является наиб. отчетливой для вост. периферии Сокского р-на. В 1936 на этой
Пл. были заложены 3 глубокие скважины, одна из к-рых в 1937 вскрыла
Нефтенасыщенные песчаники визейского яруса нижнекам.-уг. возраста. В 1939
Пром. приток Н. был получен из нижележащих известняков турнейского яруса ниж.
Карбона. В дек. 1937 вблизи южн. склона вост. массива в Ишимбаево была
Заложена разведочная скважина, назначение к-рой состояло в том, чтобы
Закончить оконтуривание вост. массива. В янв. 1938 скважина показала наличие
Подъема поверхности артинских известняков, принадлежащего новому нефтеносному
Массиву, получившему назв. “Южный”. В мае 1937 в Туймазинском р-не респ. была
Обнаружена Н. на глуб. 1150 м в более древних отложениях (низ кам.-уг.
Системы), чем в Ишимбаево (сакмарский ярус и артинский ярус перми). Добыча Н.
Из залежей нижнекам.-уг. возраста на м-нии составляла ок. 250 т/сутки.
Значит. ее ч. сжигалась в котельных на буровых. В 1938 геологом И. В.Бочковым
Была предпринята попытка бурения на глуб. отложений девонского периода.
Однако при забое 1500 м бурение было прекращено, хотя для вскрытия огромных
По запасам залежей девонской нефти оставалось пробурить всего 150 м. Большой
Вклад в открытие девонской Н. внес М. В.Мальцев. В 1943 была заложена скважина
Туймазинского м-ния. Открытие девонской Н. коренным образом изменило
Перспективу не только Туймазинского м-ния, но и всей вост. окраины
Европейской ч. страны. Был резко увеличен объем глубокого поисково-
Разведочного бурения на нефть и газ. Открыли м-ния: Бавлинское (1946),
Респ. открыто ок. 200 нефт. и 10 газовых м-ний. Добыча Н. ведется в 27 р-нах
Респ., достигла максимума в 1967 – 47,8 млн. т. (см. Нефтегазодобывающая
Промышленность). Пробурено ок. 40 тыс. скважин разл. глуб. (до 5112 м) и
Назначения. В связи с выработкой запасов осн. высокопродуктивных м-ний добыча
Нефти и газа постепенно снижается (16,5 млн. т в 1995). Большой вклад в
Открытие м-ний внесли геологи Блохин, Р. С.Билалов, А. Я.Виссарионова, Мальцев,
Совр. высокопроизводительные нефтегазоперерабат. произ-ва оснащены кр. и
Сложными по конструкции аппаратами и машинами, способными функционировать в
Условиях низких т-р, глубокого вакуума и высоких давлений (до 20 Мпa при
Гидрокрекинге нефт. сырья) и часто в агрессивных средах. Пром. переработка
Нефти на совр. НПЗ осуществляется путем сложной многоступенчатой физ. и хим.
Переработки на отд. или комбинированных технолог. установках, предназначенных
Для получения большого ассортимента нефтепродуктов. Перед переработкой
Поступающая с промыслов нефть с содержанием солей 100-700 мг/л и воды менее 1%
Масс. подвергается на НПЗ глубокой очистке от солей до содержания менее 3 мг/л
И от воды до менее 0,1% масс. на электрообессоливающих установках (ЭЛОУ).
Технолог. процессы НПЗ подразделяются на физ. (т. н. первичные) и хим.
(вторичные). Физическими процессами достигается разделение нефти на
Составляющие компоненты (топливные и масляные фракции) или удаление из фракций
Или остатков нефти нежелательных групповых хим. компонентов. В химических
Процессах переработка нефт. сырья осуществляется путем хим. превращений с
Получением новых продуктов. Хим. процессы на совр. НПЗ подразделяются: 1) по
Способу активации хим. реакций – на термич. и каталитич.;2) по типу протекающих
В них хим. превращений – на деструктивные, гидрогенизац. и окислительные.
Головным процессом переработки нефти (после ЭЛОУ) является атмосферная
Перегонка, на к-рой отбираются топливные фракции (бензиновые, осветительного
Керосина, реактивного и дизельного топлив) и мазут, используемый либо как
Компонент котельного топлива, либо как сырье для последующей глубокой
Переработки. Топливные фракции атмосферной перегонки далее подвергаются
Облагораживанию (гидроочистке от гетероатомных соед.), а бензины – каталитич.
Риформингу с целью повышения их качества или получения индивид. ароматич.
Углеводородов-сырья нефтехимии: бензола, толуола, ксилолов и др. Из мазута
Вакуумного газойля – сырья для последующей переработки на установках каталитич.
Крекинга или гидрокрекинга с получением компонентов моторных топлив, узкие
Дистиллятные масляные фракции, направляемые далее на последующие процессы
Очистки (селективная очистка, депарафинизация и др.). Остаток вакуумной
Перегонки – гудрон – служит при необходимости для остаточных масел или как
Сырье для глубокой переработки с получением дополнит. кол-ва моторных топлив,
Нефт. кокса, дорожного и строит. битума или же в качестве компонента котельного
Топлива. Из хим. процессов наиб. распространение получили гидроочистка,
Риформинг и каталитич. крекинг. Гидроочистка используется для повышения
Качества моторных топлив путем удаления (гидрогенолиза) сернистых, азотистых и
Кислородных соед. и гидрирования олефинов сырья в среде водорода на
Алюмокобальт – или никельмолибденовых катализаторах (при т-ре 300-400о
С и давлении 2-4 Мпа). В процессе каталитич. ри-форминга, проводимого при т-ре
Катализаторе, осуществляются преим. хим. превращения нафтеновых и парафиновых
Углеводородов в аромат., в результате существенно повышается октановое число
(достигая до 100 пунктов) продукта. Каталитич. крекинг, проводимый при т-рах
500-550оС без давления на цеолитсодержащих катализаторах, является
Наиб. эффективным, углубляющим нефтепереработку процессом, поскольку позволяет
Из высококипящих фракций мазута (вакуумного газойля) получить до 40-60%
Высокооктанового компонента автобензина, 10-25% жирного газа, используемого, в
Свою очередь, на установках алкилирования или произ-вах эфиров для получения
Вклад в разработку теор. основ, совершенствование и техн. перевооружение
Технолог. процессов и аппаратов, создание и внедрение высокоинтенсивных
Катализаторов, в решение проблем углубления переработки нефти и оптимизации
Качества нефтепродуктов внесли ученые Уфим. гос. нефтяного технического
Университета, Баш. н.-и. института проблем нефтепереработки и НПЗ республики.
В нач. развития нефтехимпереработки Башкортостана (50-60-е гг.) комплексные
Иссл. по разл. аспектам теории и технологии термодеструктивных процессов
Глубокой переработки нефти (термич. крекинга и коксования) проводились
Работы по проблеме углубления нефтепереработки продолжили Р. Н.Гимаев,
С. А.Ахметов, Ю. М.Абызгильдин, Г. Г.Валявин и М. М.Ахметов. Иссл. по разработке
Новых сортов и рациональному использованию нефтепродуктов проводились
Сюняевым, П. Л.Ольковым и Л. В.Долматовым. Вклад в разработку теории и в
Совершенствование технологии каталитич. процессов и катализаторов
Нефтепереработки внесли Р. М.Масагутов, Левинтер, Ж. Ф.Галимов, М. А.Танатаров,
Н. Х.Валитов и А. Ф.Ахметов. На основании многолетних иссл. Б. К.Марушкиным,
А. А.Кондратьевым, М. З.Максименко, К. Ф.Богатых были разработаны и внедрены в
Нефтегазопереработку респ. и страны ресурсо – и энергосберегающие процессы
Ректификации и экстракции, а также эффективные контактные устройства
Массообменных процессов. По внедрению достижений науки в произ-во и техн.
Перевооружению технолог. процессов нефтегазопереработки значительный вклад
Внесли производственники-нефтепереработчики Д. Ф.Варфоломеев, Г. Г.Теляшев,
Http://www. f-mx. ru/ximiya/doklad_pererabotka_nefti. html
РЕФЕРАТ ПО ХИМИИ НА ТЕМУ Нефть. Переработка нефти. подготовил ученик 10 класса А имя, фамилия НЕФТЬ, жидкое горючее полезное ископаемое. Залегает обычно в пористых и трещиноватых г. п. песчаниках, мергелях, известняках в осн. на глуб. 1,2 – 2 км и более. Маслянистая жидкость от светло-коричневого до темно-бурого цвета со специфич. запахом. Различают Н. легкую 0,65-0,83 гсм3 среднюю 0,83-0,86 гсм3, тяжелую 0,86-1,05 гсм3.
Т-ра кип. выше 28оС, застывания от 26 до -60оС. Теплота сгорания 43,7-46,2 МДжкг см. Химия нефти. Н. сложная смесь углеводородов, гл. обр. парафиновых и нафтеновых, в меньшей степ. ароматических. Углеводородный состав Н. разл. нефтяных месторождений колеблется в широких пределах. Признаки Н. на современной терр. респ. были обнаружены еще в 18 в. В 1753 баш. старшина Надыр Уразметов, его сын Юсуп
Надыров, их компаньоны Асля и Хозя Мозяковы из д. Надыровка бывш. Уфим. у. заявили о том, что по Соке реке по обе стороны выше Сергеевска городка вверх подле горы Сарт-Ата, при которой маленькое озеро и в том озере имеется нефть черная. повыше той речки Козловки земля, на которой удобно построить нефтяной завод. На сохранившейся самой древней карте Урало-Волжского нефт. р-на нанесены пункты нефтедобычи и з-да
Уразметовых. В 1760 поступили сообщения от уфим. купца Санеева и баш. старшины Якшембетова об открытии нефт. м-ний на р. Инзер. Через 3 года о Н. на той же реке сообщили баш. старшины Урманчи Минглибаев и Якшимбет Урасов. П. С.Паллас, посетив места, указанные в прошении Надыра Уразметова, писал, что башкиры употребляли смолистую воду не только для полоскания и питья во
Время молочницы во рту и чириев в горле, но и рачительно собирали самую нефть. И. И.Лепехин, осмотрев места, указанные башкирами, обнаружил небольшой ключик, состоящий из горной нефти, а также густой асфальт, истекающий в р. Белую. Во 2-й пол. 19 в. самарский помещик И. Я.Малакиенко и амер. промышленник Л. Шандор бурили скважины и строили шахты по берегам
Волги, Сока и Шешмы на терр. нынешней Самарской обл а Никеров и Попов – в р-не д. Нижне-Буранчино в Башкирии. Однако эти поиски велись без учета геол. строения р-нов и закончились полной неудачей. В кон. 19 в. частные предприниматели арендовали земли для поисков Н. вблизи дд. Кусяпкулово, Ишимбаево, Нижне-Буранчино.
Стерлитамакский городской голова А. Ф.Дубинин в 1900 обратился в Горный департамент с просьбой рассмотреть вопрос о возможности поставки за счет казны разведок на Н. в р-не д. Ишимбаево. В 1901, после проверки результатов разведочных работ возле д. Нижне-Буранчино, геолог А. А.Краснопольский пришел к выводу о невозможности глубоким бурением получить в Нижне-Буранчино нефтяной фонтан. В 1911-14 промышленник
А. И.Срослов арендовал земли от д. Ишимбаево до д. Кусяпкулово с целью разведки нефт. залежей. Заложенная им шахта глуб. 12,7 м пересекла 2 слоя насыщенных Н. пород. Однако в 1916 геолог А. П.Замятин, осмотревший р-н д. Ишимбаево, подтвердил вывод Краснопольского о полной бесполезности поисков Н. в этом р-не. В 1910-14 нек-рые р-ны Урало-Поволжья были объектом пристального внимания нефт. фирмы
Нобель. Представители фирмы объезжали р-ны и заключали договора с крестьянскими сел. обществами о запрещении ими каких бы то ни было геол. и горн. работ на их землях. И. М.Губкин пришел к убеждению, что на склонах Уральского хр. есть залежи нефти. Его прогноз подтвердил – нефт. фонтан из скважин, пробуренных на калийную соль в р-не Верхне-Чусовских городков Пермской обл. в апр. 1929.
В р-н д. Ишимбаево была организована эксп. под рук. А. А.Блохина для изучения геол. строения р-на. В авг. 1931 были получены первые нефтепроявления, а 16 мая 1932 из скв. 702 ударил фонтан, выбросивший на поверхность в теч. 4 ч. ок. 50 т нефти. В 1933 геол. партия под рук. геолога
К. Р.Чепикова проводила съемочные работы в Туймазинском р-не, была выявлена обширная антиклинальная структура, названная Муллинской. Чепиков указывал, что эта структура является наиб. отчетливой для вост. периферии Сокского р-на. В 1936 на этой пл. были заложены 3 глубокие скважины, одна из к-рых в 1937 вскрыла нефтенасыщенные песчаники визейского яруса нижнекам уг. возраста. В 1939 пром. приток Н. был получен из нижележащих известняков турнейского яруса ниж. карбона.
В дек. 1937 вблизи южн. склона вост. массива в Ишимбаево была заложена разведочная скважина, назначение к-рой состояло в том, чтобы закончить оконтуривание вост. массива. В янв. 1938 скважина показала наличие подъема поверхности артинских известняков, принадлежащего новому нефтеносному массиву, получившему назв. Южный. В мае 1937 в Туймазинском р-не респ. была обнаружена Н. на глуб.
1150 м в более древних отложениях низ кам уг. системы, чем в Ишимбаево сакмарский ярус и артинский ярус перми. Добыча Н. из залежей нижнекам уг. возраста на м-нии составляла ок. 250 тсутки. Значит. ее ч. сжигалась в котельных на буровых. В 1938 геологом И. В.Бочковым была предпринята попытка бурения на глуб. отложений девонского периода.
Однако при забое 1500 м бурение было прекращено, хотя для вскрытия огромных по запасам залежей девонской нефти оставалось пробурить всего 150 м. Большой вклад в открытие девонской Н. внес М. В.Мальцев. В 1943 была заложена скважина – 100, открывшая в сент. 1944 залежи в песчаных пластах Д-I и Д-II Туймазинского м-ния. Открытие девонской
Н. коренным образом изменило перспективу не только Туймазинского м-ния, но и всей вост. окраины европейской ч. страны. Был резко увеличен объем глубокого поисково-разведочного бурения на нефть и газ. Открыли м-ния Бавлинское 1946, Серафимовское 1949, Шкаповское 1953, Арланское 1955 и т. д. Всего в респ. открыто ок.
200 нефт. и 10 газовых м-ний. Добыча Н. ведется в 27 р-нах респ достигла максимума в 1967 – 47,8 млн. т. см. Нефтегазодобывающая промышленность. Пробурено ок. 40 тыс. скважин разл. глуб. до 5112 м и назначения. В связи с выработкой запасов осн. высокопродуктивных м-ний добыча нефти и газа постепенно снижается 16,5 млн. т в 1995. Большой вклад в открытие м-ний внесли геологи
Блохин, Р. С.Билалов, А. Я.Виссарионова, Мальцев, Т. М.Золоев, Н. И.Мешалкин, Ф. С.Куликов, А. А.Трофимук, К. Р.Тимергазин, Г. П.Ованесов, Н. И.Ключников, Н. Н.Лисовский, К. С.Баймухаметов, геофизики Н. К.Юнусов, С. Н.Миролюбов буровики Ф. Г.Ефремов, С. И.Кувыкин и др. ТЕХНИКА И ТЕХНОЛОГИЯ
НЕФТЕПЕРЕРАБОТКИ. Совр. высокопроизводительные нефтегазоперерабат. произ-ва оснащены кр. и сложными по конструкции аппаратами и машинами, способными функционировать в условиях низких т-р, глубокого вакуума и высоких давлений до 20 Мпa при гидрокрекинге нефт. сырья и часто в агрессивных средах. Пром. переработка нефти на совр. НПЗ осуществляется путем сложной многоступенчатой физ. и хим. переработки на отд. или комбинированных технолог. установках, предназначенных для получения большого ассортимента
Нефтепродуктов. Перед переработкой поступающая с промыслов нефть с содержанием солей 100-700 мгл и воды менее 1 масс. подвергается на НПЗ глубокой очистке от солей до содержания менее 3 мгл и от воды до менее 0,1 масс. на электрообессоливающих установках ЭЛОУ. Технолог. процессы НПЗ подразделяются на физ. т. н. первичные и хим. вторичные. Физическими процессами достигается разделение нефти на составляющие компоненты топливные и масляные
Фракции или удаление из фракций или остатков нефти нежелательных групповых хим. компонентов. В химических процессах переработка нефт. сырья осуществляется путем хим. превращений с получением новых продуктов. Хим. процессы на совр. НПЗ подразделяются 1 по способу активации хим. реакций – на термич. и каталитич.2 по типу протекающих в них хим. превращений – на деструктивные, гидрогенизац. и окислительные. Головным процессом переработки нефти после ЭЛОУ является атмосферная перегонка, на к-рой отбираются
Топливные фракции бензиновые, осветительного керосина, реактивного и дизельного топлив и мазут, используемый либо как компонент котельного топлива, либо как сырье для последующей глубокой переработки. Топливные фракции атмосферной перегонки далее подвергаются облагораживанию гидроочистке от гетероатомных соед а бензины – каталитич. риформингу с целью повышения их качества или получения индивид. ароматич. углеводородов-сырья нефтехимии бензола, толуола, ксилолов и др.
Из мазута путем вакуумной перегонки получают широкую фракцию 350-500оС вакуумного газойля – сырья для последующей переработки на установках каталитич. крекинга или гидрокрекинга с получением компонентов моторных топлив, узкие дистиллятные масляные фракции, направляемые далее на последующие процессы очистки селективная очистка, депарафинизация и др Остаток вакуумной перегонки – гудрон – служит при необходимости для остаточных масел или как сырье для глубокой переработки с получением дополнит. кол-ва моторных топлив,
Нефт. кокса, дорожного и строит. битума или же в качестве компонента котельного топлива. Из хим. процессов наиб. распространение получили гидроочистка, риформинг и каталитич. крекинг. Гидроочистка используется для повышения качества моторных топлив путем удаления гидрогенолиза сернистых, азотистых и кислородных соед. и гидрирования олефинов сырья в среде водорода на алюмокобальт – или никельмолибденовых катализаторах при т-ре 300-400оС и давлении 2-4 Мпа.
В процессе каталитич. ри-форминга, проводимого при т-ре 500оС, давлении 1-4 Мпа в среде водорода на алюмоплатиновом катализаторе, осуществляются преим. хим. превращения нафтеновых и парафиновых углеводородов в аромат в результате существенно повышается октановое число достигая до 100 пунктов продукта. Каталитич. крекинг, проводимый при т-рах 500-550оС без давления на цеолитсодержащих катализаторах, является наиб. эффективным, углубляющим нефтепереработку процессом, поскольку позволяет
Из высококипящих фракций мазута вакуумного газойля получить до 40-60 высокооктанового компонента автобензина, 10-25 жирного газа, используемого, в свою очередь, на установках алкилирования или произ-вах эфиров для получения высокооктановых компонентов авиа – или автобензинов. Вклад в разработку теор. основ, совершенствование и техн. перевооружение технолог. процессов и аппаратов, создание и внедрение высокоинтенсивных ресурсо – и энергосберегающих технологий, активных и селективных
Катализаторов, в решение проблем углубления переработки нефти и оптимизации качества нефтепродуктов внесли ученые Уфим. гос. нефтяного технического университета, Баш. н и. института проблем нефтепереработки и НПЗ республики. В нач. развития нефтехимпереработки Башкортостана 50-60-е гг. комплексные иссл. по разл. аспектам теории и технологии термодеструктивных процессов глубокой переработки нефти термич. крекинга и коксования проводились
А. Ф.Красюковым, М. Е.Левинтером и З. И.Сюняевым. В последующие годы н и. работы по проблеме углубления нефтепереработки продолжили Р. Н.Гимаев, С. А.Ахметов, Ю. М.Абызгильдин, Г. Г.Валявин и М. М.Ахметов. Иссл. по разработке новых сортов и рациональному использованию нефтепродуктов проводились Сюняевым, П. Л.Ольковым и Л. В.Долматовым. Вклад в разработку теории и в совершенствование технологии каталитич. процессов и катализаторов
Нефтепереработки внесли Р. М.Масагутов, Левинтер, Ж. Ф.Галимов, М. А.Танатаров, Н. Х.Валитов и А. Ф.Ахметов. На основании многолетних иссл. Б. К.Марушкиным, А. А.Кондратьевым, М. З.Максименко, К. Ф.Богатых были разработаны и внедрены в нефтегазопереработку респ. и страны ресурсо – и энергосберегающие процессы ректификации и экстракции, а также эффективные контактные
Устройства массообменных процессов. По внедрению достижений науки в произ-во и техн. перевооружению технолог. процессов нефтегазопереработки значительный вклад внесли производственники-нефтепереработчики Д. Ф.Варфоломеев, Г. Г.Теляшев, И. В.Егоров, Р. М.Усманов и А. Ф.Махов. ЛИТЕРАТУРА 1. Башкирская нефть. М 1982. 2. Левинтер М. Е Ахметов С. А. Глубокая переработка нефти.
Http://2dip. su/%D1%80%D0%B5%D1%84%D0%B5%D1%80%D0%B0%D1%82%D1%8B/91014/
1 Первичные процессы
- 1.1 Подготовка нефти 1.2 Атмосферная перегонка 1.3 Вакуумная дистилляция
2 Вторичные процессы
- 2.1 Риформинг 2.2 Гидроочистка 2.3 Каталитический крекинг 2.4 Гидрокрекинг 2.5 Коксование 2.6 Изомеризация 2.7 Алкилирование 2.8 Экстракция ароматики
Примечания
Цель переработки нефти (Нефтепереработки) — производство нефтепродуктов, прежде всего, различных топлив (автомобильных, авиационных, котельных и т. д.) и сырья для последующей химической переработки
Первичные процессы переработки не предполагают химических изменений нефти и представляют собой ее физическое разделение на фракции.
Нефть поступает на НПЗ в подготовленном для транспортировки виде. На заводе она подвергается дополнительной очистке от механических примесей, удалению растворённых лёгких углеводородов (С1-С4) и обезвоживанию на электрообессоливающих установках (ЭЛОУ).
Нефть поступает в ректификационные колонны на атмосферную перегонку (перегонку при атмосферном давлении), где разделяется на несколько фракций: легкую и тяжёлую бензиновые фракции, керосиновую фракцию, дизельную фракцию и остаток атмосферной перегонки — мазут. Качество получаемых фракций не соответствует требованиям, предъявляемым к товарным нефтепродуктам, поэтому фракции подвергают дальнейшей (вторичной) переработке.
Материальный баланс атмосферной перегонки западно-сибирской нефти
Вакуумная дистилляция — процесс отгонки из мазута (остатка атмосферной перегонки) фракций, пригодных для переработки в моторные топлива, масла, парафины и церезины и другую продукцию нефтепереработки и нефтехимического синтеза. Остающийся после этого тяжелый остаток называется гудроном. Может служить сырьем для получения битумов.
Целью вторичных процессов является увеличение количества производимых моторных топлив, они связаны с химической модификацией молекул углеводородов, входящих в состав нефти, как правило, с их преобразованием в более удобные для окисления формы.
По своим направлениям, все вторичные процессы можно разделить на 3 вида:
- Углубляющие: каталитический крекинг, термический крекинг, висбрекинг, замедленное коксование, гидрокрекинг, производство битумов и т. д. Облагораживающие: риформинг, гидроочистка, изомеризация и т. д. Прочие: процессы по производству масел, МТБЭ, алкилирования, производство ароматических углеводородов и т. д.
Риформингу подвергаются бензиновые фракции с пределами выкипания 85-180°С [1] . В результате риформинга бензиновая фракция обогащается ароматическими соединениями и его октановое число повышается примерно до 85. Полученный продукт (риформат) используется как компонент для производства автобензинов и как сырье для извлечения ароматических углеводородов.
Сырьем для каталитического крекинга служат атмосферный и легкий вакуумный газойль, задачей процесса является расщепление молекул тяжелых углеводородов, что позволило бы использовать их для выпуска топлива. В процессе крекинга выделяется большое количество жирных (пропан-бутан) газов, которые разделяются на отдельные фракции и по большей части используются в третичных технологических процессах на самом НПЗ. Основными продуктами крекинга являются пентан-гексановая фракция (т. н. газовый бензин) и нафта крекинга, которые используются как компоненты автобензина. Остаток крекинга является компонентом мазута.
Гидрокрекинг — процесс расщепления молекул углеводородов в избытке водорода. Сырьем гидрокрекинга является тяжелый вакуумный газойль (средняя фракция вакуумной дистилляции). Главным источником водорода служит газ риформинга. Основными продуктами гидрокрекинга являются дизельное топливо и т. н. бензин гидрокрекинга (компонент автобензина).
Процесс получения нефтяного кокса из тяжелых фракций и остатков вторичных процессов.
Процесс получения изоуглевородов (изопентан, изогексан) из углеводородов нормального строения. Целью процесса является получение сырья для нефтехимического производства (изопрен из изопентана) и высокооктановых компонентов автомобильных бензинов.
Алкилирование — введение алкила в молекулу органического соединения. Алкилирующими агентами обычно являются алкилгалогениды, алкены, эпоксисоединения, спирты, реже альдегиды, кетоны, эфиры, сульфиды, диазоалканы.
Данный реферат составлен на основе статьи из русской Википедии. Синхронизация выполнена 09.07.11 21:39:55
Http://wreferat. baza-referat. ru/%D0%9F%D0%B5%D1%80%D0%B5%D1%80%D0%B0%D0%B1%D0%BE%D1%82%D0%BA%D0%B0_%D0%BD%D0%B5%D1%84%D1%82%D0%B8
Увеличение объема производства нефтепродуктов, расширение их ассортимента и улучшение качества—основные задачи, поставленные перед нефтеперерабатывающей промышленностью в настоящее время. Решение этих задач в условиях, когда непрерывно возрастает доля переработки сернистых и высокосернистых, а за последние годы и высокопарафинистых нефтей, потребовало изменения технологии переработки нефти. Большое значение приобрели вторичные и, особенно, каталитические процессы. Производство топлив, отвечающих современным требованиям, невозможно без применения таких процессов, как каталитический крекинг, каталитический риформинг, гидроочистка, алкилирование и изомеризация, а в некоторых случаях—гидрокрекинг.
Каталитический крекинг представляет собой современный процесс превращения высококипящих нефтяных фракций в базовые компоненты высококачественных авиационных и автомобильных бензинов и в средние дистиллятные фракции—газойли. Промышленные процессы основаны на контактировании сырья с активным катализатором в соответствующих условиях, когда 40-50_вес.% исходного сырья без рециркуляции превращается в бензин и другие легкие продукты. В процессе крекинга на катализаторе образуются углистые отложения, резко снижающие его активность, в данном случае крекирующую способность. Для восстановления активности катализатор регенерируют. Наибольшее распространение получили установки с циркулирующим катализатором в движущемся потоке и псевдоожиженном, или кипящем, слое.
Каталитический риформинг—современный, широко применяемый процесс для производства высокооктановых бензинов из низкооктановых.
Риформинг при более низких давлениях в системе и в сочетании с экстрактивной перегонкой или экстракцией растворителями позволяет получать ароматические углеводороды (бензол, толуол, ксилолы и высшие), используемые в нефтехимической промышленности. Промышленные процессы каталитического риформинга, при которых выходы риформата достигают 73—90%, основаны на контактировании сырья с активным катализатором, обычно содержащим платину.
Для поддержания активности катализатора его периодически регенерируют; регенерацию проводят тем чаще, чем ниже давление в системе. Исключением является процесс платформинга, когда катализатор не регенерируют. Важной особенностью каталитического риформинга является то, что процесс протекает в среде водорода, который выделяется так же, как и в реакциях риформинга; избыток водорода удаляют из системы. Этот водород намного дешевле специально получаемого, и его используют в гидрогенизационных процессах нефтепереработки.
Гидроочистка нефтяных дистиллятов является одним из наиболее распространенных процессов, особенно при переработке сернистых и высокосернистых нефтей. Основной целью гидроочистки нефтяных дистиллятов является уменьшение содержания в них сернистых, азотистых и металлоорганических соединений. При гидроочистке происходит разложение органических веществ, содержащих серу и азот. Они реагируют с водородом, циркулирующим в системе, с образованием сероводорода и аммиака, которые удаляют из системы.
Промышленные процессы основаны на контактировании нефтяных дистиллятов с активными катализаторами, в основном алюмокобальтмолибденовыми и алюмоникельмолибденовыми. Процесс протекает в условиях, при которых 95—99 вес.% исходного сырья превращается в очищенный продукт (гидрогенизат). Одновременно образуется незначительное количество бензина. Катализатор периодически регенерируют.
Алкилирование представляет собой процесс получения высококачественных компонентов авиационных и автомобильных бензинов. В основе процесса лежит взаимодействие парафиновых углеводородов с олефиновыми с образованием более высококипящего парафинового углеводорода. До недавнего времени промышленное изменение процесса ограничивалось каталитическим алкилированием изобутана бутиленами в присутствии серной или фтористоводородной кислот. В последнее время в промышленных условиях изобутан алкилируют не только бутиленами, но и этиленом, пропиленом и даже амиленами, а иногда и смесью этих олефинов.
Изомеризация — процесс превращения низкооктановых парафиновых углеводородов, преимущественно фракций С5 и С6 или их смесей, в соответствующие изопарафиновые фракции с более высоким октановым числом. На промышленных установках в соответствующих условиях можно получать до 97—99,7 объемн.% продуктов изомеризации. Изомеризация протекает в среде водорода. Катализатор периодически регенерируют:
Полимеризация—процесс превращения пропилена и бутиленов в жидкие олигомерные продукты, используемые в качестве компонентов автомобильных бензинов или сырья для нефтехимических процессов. В зависимости от сырья, катализатора и технологического режима количество продукта может изменяться в широких пределах.
1. Назначение процесса. Основное назначение каталитического крекинга —получение высокооктановых компонентов бензина. Крекинг осуществляется при 420-550єС и является процессом качественного изменения сырья, т. е. процессом образования соединений, отличающихся от первоначальных по своим физико-химическим свойствам. В зависимости от сырья и условий процесса выход бензина при крекинге составляет 7—50 вес.% (на сырье). Наряду с бензином образуются и другие продукты—газообразные, жидкие и твердые (кокс). В качестве сырья обычно применяют тяжелые дистилляты атмосферной или вакуумной перегонки нефти, а также деасфальтизаты и другие продукты.
При каталитическом крекинге тяжёлые нефтяные фракции при 5ООєС в значительной части превращаются в компоненты, выкипающие в пределах температур кипения бензина, и газообразные продукты, которые могут использоваться для производства высокооктановых компонентов бензина или как сырье для химических синтезов.
В отличие от термического крекинга, каталитический крекинг проводится в специальной аппаратуре с применением специфического оборудования и в присутствии катализаторов.
Главным преимуществом каталитического крекинга перед термическим являет большая ценность получаемых продуктов:меньший выход метана, этана и диенов при более высоком выходе углеводородов С3 и С4 (особенно изобутана), а также ароматических углеводородов, олефинов с разветвленной цепью и изопарафинов. Антидетонационные свойства бензинов каталитического крекинга значительно выше, чем бензинов термического крекинга. Продукты крекинга имеют сложный состав. Так, при каталитическом крекинге цетана С16Н34 образуются (в вес.%):
Состав продуктов крекинга керосиновых, соляровых и вакуумных дистиллятов, т. е. смесей весьма большого числа разных углеводородов, еще более сложен. Результаты каталитического крекинга углеводородных смесей существенно зависят от условий проведения процесса применяемого катализатора.
Каталитический крекинг в основном используют для производства высокооктановых компонентов автомобильного и авиационного бензина. При получении автомобильного бензина в качестве сырья обычно используются вакуумные дистилляты первичной переработки нефти, а при производстве авиабензина—керосино-соляровые фракции первичной перегонки нефти.
2.Режим работы установок. Каталитический крекинг происходит, как правило, в паровой фазе в системе без притока и отдачи тепла, поэтому его относят к адиабатическим процессам. При адиабатическом процессе внешняя работа полностью затрачивается на изменение внутренней энергии системы.
В зависимости от характеристик перерабатываемого сырья и системы или типа установки, а также от состава и свойств катализатора устанавливается определенный технологический режим. К основным показателям технологического режима установок каталитического крекинга следует отнести температуру, давление, соотношение количества сырья и катализатора, находящегося в зоне крекинга, а также кратность циркуляции катализатора.
Температура. С повышением температуры увеличивается октановое число бензина, возрастает выход газов С1-С3 и олефинов С4 и выше, снижается выход бензина и кокса, но повышается соотношение бензин: кокс и снижается соотношение выходов легкого и тяжелого газойля.
Давление. При повышении давления увеличивается выход парафиновых углеводородов и бензина, снижается выход газов С1-С3, олефинов и ароматических углеводородов. Выход кокса в условиях промышленного процесса от давления практически не зависит.
Глубина крекинга. Рециркуляция. Глубину превращения (или глубину крекинга) принято оценивать количеством сырья, превращенного в бензин, газ или кокс. При крекинге в одну ступень (однократный крекинг) глубина превращения равна 45-60%. Примерный выход продуктов при однократном каталитическом крекенге керосина – соляровой фракции прямой перегонки нефти приведен ниже (индекс активности катализатора 28-32):
Когда хотят достигнуть более глубокого превращения, т. е. получить из сырья больше бензина, подвергают крекингу не только исходное сырье, но и образующиеся в процессе газойлевые фракции. На большинстве промышленных установок каталитическому крекингу подвергают именно смесь исходного сырья с газойлем каталитического крекинга или иногда раздельно свежее сырье и газойлевые фракции. Таким образом газойль возвращается в систему для использования его в качестве вторичного сырья – рециркулятор. В зависимости от того, сколько газойля подвергается каталитическому крекингу, глубина крекинга может достигать 80-90%.
Отношение массы рециркулирующего газойля к массе свежего сырья называется коэффициентом рециркуляции; оно изменяется от нуля до 2,3 при крекинге с рециркуляцией.
Глубина крекинга возрастает с увеличением коэффициента рециркуляции. Характерно, что выход жидких углеводородов, включая фракцию С3-С4, увеличивается до глубины крекинга 80%, а затем снижается. Если же выделить фракцию С3- С4, то сумма получаемых жидких продуктов по мере увеличения глубины крекинга непрерывно снижается, в данном случае до 62,9 объемн.%. По мере увеличения глубины крекинга выход газойля падает, а при 100%-ной глубине крекинга становится равным нулю.
Объемная скорость. Отношение объема сырья, подаваемого в реактор за 1 ч, к объему катализатора, находящегося в зоне крекинга, называется объемной скоростью. Обычно на одну весовую единицу катализатора, находящегося в зоне крекинга, подается от 0,6 до 2,5 вес. ед. сырья в час. Часто объемную скорость выражают в объемных единицах — объем/ (объем*ч) или м3/(м3*ч) и записывают в виде Ч-1
Кратность циркуляции катализатора. В системах каталитического крекинга с циркулирующим пылевидным или микросферичёским катализатором на 1 т поступающего в реактор сырья вводится 7-20 т регенерированного катализатора, а на установках каталитического крекинга, где применяются крупнозернистые катализаторы (частицы диаметром 3—6мм),—от 2 до 5—7 т в зависимости от конструкции установки. Указанное отношение (7— 20 т/т) называют весовой кратностью циркуляции катализатора. Иногда это соотношение выражают в объемных единицах, тогда оно называется объемной кратностью циркуляции катализатора.
Следует различать кратность циркуляции катализатора по свежему сырью и по всей загрузке реактора (свежее сырье плюс рециркулят). В последнем случае при одном и том же количестве катализатора кратность циркуляции будет меньше.
Жесткость крекинга. Известно, что снижение объемной скорости так. же как и увеличение, кратности циркуляции катализатора, способствует повышению выхода бензина и глубины крекинга. Влияние этих параметров на глубину крекинга можно выразить отношением кратности циркуляции к объемной скорости. Это отношение называется фактором жесткости крекинга. Фактор жесткости может быть вычислен по свежему сырью реактора и по суммарной загрузке реактора (свежее сырье плюс рециркулирующий газойль).
Эффективность крекинга. Отношение суммарного выхода (в объемных или весовых процентах) дебутанизированного бензина и фракции С4 к глубине крекинга исходного сырья (в объемных или весовых процентах) именуют эффективностью крекинга. Эффективность (коэффициент) обычно равна 0,75—0,8, если она была подсчитана на основе весовых процентов.
В результате каталитического крекинга на установках получают до 15 вес.% газа, содержащего водород, аммиак и легкие углеводороды, 30—55 вес.% высокооктанового компонента автомобильного бензина (или 27—50 вес.% авиационного бензина), 2—9 вес.% кокса и легкий и тяжелый газойли. Газ после очистки и газофракционирования используется для технологических или бытовых нужд. Компоненты автомобильного (или авиационного) бензина после стабилизации компаундируются с другими компонентами и используются в качестве товарных топлив. Легкий газойль используется как компонент дизельного топлива (при необходимости — после гидроочистки) или, вместе с тяжелым газойлем, как сырье для получения сажи или приготовления сортовых мазутов.
3. Химические основы процесса. При каталитическом крекинге протекают реакции расщепления, алкилирования, изомеризации, ароматизации, полимеризации, гидрогенизации и деалкилирования. Некоторые из них являются первичными, но большинство—вторичными.
Крекинг парафинов. При крекинге парафиновых углеводородов нормального строения доминируют реакции разложения. Продукты крекинга состоят главным образом из парафиновых углеводородов более низкого молекулярного веса и олефинов. Выход олефинов увеличивается с повышением молекулярного веса сырья. Термическая стабильность парафиновых углеводородов понижается с увеличением молекулярного веса. Тяжелые фракции нефтепродуктов являются менее стабильными и крекируются значительно легче, чем легкие фракции. Наиболее часто разрыв молекул происходит в ее средней части.
Механизм каталитического крекинга—карбоний-ионный. Согласно этому механизму, часть молекул парафинов подвергается термическому расщеплению, а образующиеся олефины присоединяют протоны, находящиеся на катализаторе, и превращаются в карбоний-ионы. Карбоний-ионы являются агентами распространения цепной реакции. В результате целого ряда превращений образуются парафиновые углеводороды меньшего молекулярного веса, чем исходные, и новые большие карбоний-ионы, которые затем расщепляются.
Реакции дегидрогенизации при крекинге высокомолекулярных парафинов играют незначительную роль. Однако процесс дегидрогенизации низкомолекулярных парафинов, особенно газообразных, имеет практическое значение для превращения малоценных газообразных продуктов в ценные — олефины.
При крекинге парафиновых углеводородов нормального строения протекают и вторичные реакции с образованием ароматических углеводородов и кокса. Много ароматических углеводородов при каталитической ароматизации получается из парафинов, структура которых допускает образование бензольного кольца.
Изопарафиновые углеводороды крекируются легче. Водорода и метана при этом получается больше, чем при крекинге нормальных парафинов, а углеводородов С3 и С4 (газа) – меньше. Фракции С4, С5 и С6 содержат меньше олефинов вследствие того, что насыщение сильно разветвленных молекул непредельных углеводородов достигается легче, чем для неразветвленных.
Крекинг нафтенов. При крекинге нафтенов одновременно может происходить отщепление боковых цепей. На первой стадии нафтеновые углеводороды с длинными алкильными цепями превращаются в алкилнафтеновые или алкилароматические углеводороды со сравнительно короткими боковыми цепями. Короткие алкильные цепи, особенно метильный и этильный радикалы, термически стабильны и в условиях промышленного каталитического крекинга уже не отщепляются.
Алкильные боковые цепи алкилнафтеновых углеводородов расщепляются с образованием парафинов и олефинов, которые вместе с низкомолекулярными моноциклическими нафтеновыми углеводородами и деалкилированными ароматическими углеводородами составляют конечные продукты крекинга.
Крекинг ароматических углеводородов сопровождается деалкилированием и конденсацией. При деалкилировании алкилароматических углеводородов получаются парафины, олефины и алкилароматические углеводороды с более короткими боковыми цепями. Разрыв связи углерод – углерод происходит непосредственно у кольца, но такое деалкилирование не протекает интенсивно, если алкильная цепь содержит менее трех углеродных атомов. Реакционная способность углеводородов возрастает с увеличением молекулярного веса, но все же остается значительно меньшей, чем у изомерных моноалкилбензолов. Инициирование каталитического крекинга алкилароматических углеводородов, так же как и для парафиновых углеводородов, начинается с образования карбоний-иона в результате присоединения протона катализатора. Между молекулами ароматических углеводородов или между ними и олефинами (или другими непредельными углеводородами) происходит конденсация. В результате образуются полициклические ароматические углеводороды вплоть до асфальта и кокса, поэтому при переработке сырья со значительным содержанием полициклических углеводородов при одинаковой степени превращения образуется значительно больше кокса, чем при переработке сырья, содержащего преимущественно моноциклические ароматические углеводороды.
Крекинг олефинов, образующихся в результате расщепления парафиновых, нафтеновых и ароматических углеводородов, а также самих олефинов, является вторичной реакцией. Инициирование реакции крекинга, как и других реакций олефинов, происходит в результате образования карбоний-иона. Если этот ион достаточно велик (С6 или больше), то он может расщепляться в (β-положении с образованием олефина и меньшего (первичного) карбоний-иона, а вновь образовавшийся ион, если это возможно, изомеризуется во вторичный или третичный ион. Если же карбоний-ион невелик (С3—С5), он превращается либо в олефин (в результате передачи протона катализатору или нейтральной молекуле олефина), либо в парафин (присоединяя гидрид-ион от нейтральной молекулы).
Изомеризация олефинов. При изомеризации олефинов могут происходить миграция двойной связи, скелетная и геометрическая V изомеризация. Возможность изомеризации является важным преимуществом каталитического крекинга перед термическим: в результате изомеризации повышается октановое число бензиновых фракций и увеличивается выход изобутана, имеющего большую ценность как сырье для алкилирования.
Полимеризация и деполимеризация. Полимеризация олефинов также является важной реакцией. В сочетании с последующим крекингом полимеризация приводит к образованию олефинов и парафинов. Однако глубокая полимеризация ведет к образованию тяжелых продуктов, которые адсорбируются на катализаторе и разлагаются на кокс и газ. При высоких температурах (600 °С) и низких давлениях может протекать деполимеризация.
Циклизация и ароматизация. Вторичной реакцией олефинов, протекающей в более поздних стадиях процесса, является частичное их дегидрирование. В результате образуются диены или олефины расщепляются на диены и парафины. Вторичные реакции между олефинами и диенами могут привести к образованию циклопарафинов. Ароматические углеводороды получаются в результате дегидроциклизации циклоолефинов или нафтеновых углеводородов, образовавшихся в начальных стадиях процесса.
Прочие реакции. Реакцией, возможной в условиях каталитического крекинга, является алкилирование ароматических углеводородов. Оно нежелательно, так как образующиеся более тяжелые продукты способны алкилироваться дальше или конденсироваться с образованием кокса; при атом уменьшается выход бензина.
Крекинг сложных углеводородов может затрагивать какую-либо часть молекулы независимо от других ее частей. Например, длинные парафиновые цепи нафтеновых и ароматических углеводородов расщепляются так же, как если бы они были парафиновыми углеводородами с тем же числом атомов углерода в молекуле. Кольца нафтеновых или ароматических углеводородов не изменяются в том. процессе деалкилирования или расщепления парафиновых боковых цепей. Дегидрогенизация нафтеновых колец обычно происходит после частичного деалкилирования.
Обычно одним из лучших критериев интенсивности побочных реакций является отношение выходой бензина и кокса. Высокое отношение указывает на преобладание желательных реакций, разумеется, при условии, что октановое число бензина высокое. Низкое отношение выходов бензина и кокса указывает на интенсивное протекание нежелательных побочных реакций. К желательным реакциям относятся изомеризация, гидрирование, циклизация и ароматизация (неглубокая) олефинов; эти реакции ведут к высокому выходу парафиновых, углеводородов изостроения и ароматических углеводородов, выкипающих в пределах температуры кипения бензина, и высокому отношению изо – и нормальных парафиновых углеводородов. Нежелательные реакции (крекинг, дегидрогенизация и полимеризация олефинов, алкилирование и конденсация ароматических углеводородов) приводят к высоким выходам водорода и кокса, низкому выходу олефинов и к получению сравнительно тяжелых газойлей, при этом выход бензина и его октанового числа снижаются.
Основным сырьем промышленных установок каталитического крекинга являются атмосферные и вакуумные дистилляты первичной перегонки нефти. В зависимости от фракционного состава дистиллятное сырье можно отнести к одной из следующих групп.
Первая группа — легкое сырьё. К этой группе относятся дистилляты первичной перегонки нефти (керосино-соляровые и вакуумные). Средняя температура их кипения составляет 260—280 °С. относительная плотность 0,830—0,870, средний молекулярный вес 190—220. Легкие керосино-соляровые дистилляты прямой гонки являются хорошим сырьем для производства базовых авиационных бензинов, так как дают большие выходы бензинов при малом коксообразовании.
Вторая группа— тяжелое дистиллятное сырье. К этой группе относятся тяжелые соляровые дистилляты, выкипающие при температурах от 300 до 550°С или в несколько более узких пределах, а также сырье вторичного происхождения, получаемое на установках термического крекинга и коксования (флегма термического крекинга и газойль коксования). Их средние молекулярные веса приблизительно в 1,5 раза выше, чем у легких видов сырья, а именно 280—330 вместо 190—220. В противоположность легкому сырью, тяжелое дистиллятное сырье перед направлением в реактор или в узел смешения с горячим катализатором в парообразное состояние переводят не целиком. Тяжелые соляровые дистилляты с относительной плотностью 0,880—0,920, как правило, используются для производства автомобильных бензинов.
Третья группа — сырье широкого фракционного состава. Это сырье можно рассматривать как смесь дистиллятов первой и второй групп; оно содержит керосиновые и высококипящие соляровые фракции, а также некоторые продукты, получаемые при производстве масел и парафинов (экстракты, гачи, петролатумы, легкоплавкие парафины и др.). Предел выкипания дистиллятов третьей группы 210—550 °С.
Четвертая группа — промежуточное дистиллятное сырье. Оно представляет собой смесь тяжелых керосиновых фракций с легкими и средними соляровыми фракциями и имеет пределы выкипания – 250—470 °С. К ним можно отнести также и смеси, перегоняющиеся в более узких пределах, например 300—430 °С. Промежуточное сырье используется для получения автомобильных и авиационных базовых бензинов.
Керосиновые и соляровые дистилляты, вакуумные дистилляты прямой перегонки нефти являются хорошим сырьем для каталитического крекинга. Это же относится и к легкоплавким парафинам (отходам от депарафинизации масел).
Менее ценное сырье—экстракты, получаемые при очистке масляных дистиллятов избирательными растворителями так как они содержат много труднокрекируемых ароматических углеводородов. Во избежание сильного коксообразования экстракты крекируют в смеси с прямогонными соляровыми дистиллятами.
Реже в качестве сырья для каталитического крекинга используются нефти и остаточные нефтепродукты (без предварительной очистки).
При каталитическом крекинге дистиллятов прямой гонки образуется больше бензина и меньше кокса, чем при крекинге подобных (по фракционному составу) дистиллятов с установок термического крекинга и коксования. При каталитическом крекинге тяжелых вакуумных дистиллятов, мазутов и других смолистых остатков образуется много кокса. Кроме того, содержащиеся в таком сырье сернистые, азотистые и металлорганические соединения отравляют катализатор. Поэтому высокосмолистые мазуты и тем более гудроны каталитическому крекингу не подвергают.
Количество и качество продуктов каталитического крекинга зависят от характеристики перерабатываемого сырья и катализаторов, а также от режима процесса. На установках каталитического крекинга получают жирный газ, нестабильный бензин, легкий и тяжелый каталитические газойли. Иногда предусмотрен отбор легроина.
Жирный газ, получаемый на установках каталитического крекинга характеризуется значительным содержанием углеводородов изостроения, особенно изобутана. Это повышает ценность газа как сырья для дальней шей переработки.
Жирный газ установки каталитического крекинга и бензин для удаления из него растворенных легких газов поступают на абсорбционно-газофракционирующую установку1. Работа этой установки тесно связана с работой установки каталитического крекинга. Связь заключается не только в том, что на абсорбционно-газофракционирующую установку поступают легкие продукты с установки каталитического крекинга, но и в технологической взаимозависимости обеих установок. Так, с увеличением количества газа, образующегося при крекинге, необходимо вводить в работу дополнительный компрессор на абсорбционно-газофракционирующей установке во избежание повышения давления на установке каталитического крекинга. С увеличением температуры конца кипения нестабильного бензина приходится изменять режим бутановой колонны, чтобы не снизить глубину отбора бутан-бутиленовой фракции.
Сухой газ, получаемый после выделения бутан-бутиленовой и пропан-пропиленовой фикций, большей частью используется как энергетическое топливо.
Нестабильный бензин. При каталитическом крекинге можно вырабатывать высокооктановый автомобильный бензин или сырье для получения базового авиационного бензина путем каталитической очистки.
При производстве базового авиационного бензина исходным сырьем являются керосиновые и легкие соляровые дистилляты первичной перегонки нефти или их смеси, выкипающие в пределах 240—360 °С. Сначала получают бензин с концом кипения 220-245 °С (так называемый мотобензин). После стабилизации этот бензин поступает на дальнейшую переработку—каталитическую очистку (вторая ступень каталитического крекинга), на которой получают базовый ави. ационный бензин. Последний, в результате каталитической очистки, содержит, по сравнению с автомобильным бензином, значительно меньше олефинов и больше ароматических углеводородов, что соответственно повышает стабильность и октановое число авиационного бензина.
Базовые авиационные бензины в зависимости от свойств перерабатываемого сырья и условий процесса имеют октановые числа по моторному методу от 82 до 85, а с добавкой этиловой жидкости(3—4мл на 1 кг бензина)—от 92 до 96.
При производстве автомобильного бензина в качестве исходного сырья, как правило, используются дистилляты, полученные при вакуумной перегонке нефти и выкипающие при 300—550°С или в несколько более узких пределах. Получаемые на установках каталитического крекинга автомобильные бензины имеют октановые числа по моторному методу 78—82 (без добавки этиловой жидкости), а по исследовательскому методу 88—94 без этиловой жидкости и 95—99 с добавлением 0,8мл ТЭС на 1л.
Нестабильный бензин каталитического крекинга подвергают физической стабилизации с целью удаления растворенных в нем легких углеводородов, имеющих высокое давление насыщенных паров.
Из стабильных бензинов каталитического крекинга приготовляют авиационные бензины или используют их как высокооктановые компонента для приготовления автомобильных бензинов разных марок. Компоненты автомобильного бензина каталитического крекинга в нормальных условиях хранения достаточно химически стабильны.
Автомобильные бензины представляют собой, как правило, смеси многих компонентов. Среди них есть фракции, полученные в разных процессах, в том числе и высокооктановые продукты каталитического крекинга. В зависимости от марки бензина состав компонентов может колебаться в широких пределах. Так же, как и при приготовлении авиационных бензинов, в пределах, разрешенных стандартом, к автомобильным бензинам (кроме бензина А-72) допускается добавление этиловой жидкости.
Для обеспечения нормальной работы более экономичных двигателей с высокими степенями сжатия все больше вырабатывается высококачественных автомобильных бензинов АИ-93 и АИ-98. Эти бензины имеют октановые числа по исследовательскому методу соответственно 93 и 98 пунктов; максимально допустимая концентрация тетраэтилсвинца в бензинах не должна превышать 0,82 г на 1 кг бензина, температура конца кипения их не должна быть выше 195°С. Бензины АИ-93 и АИ-98 обладают хорошей стабильностью, что позволяет хранить их длительное время.
Легкий газойль. Легкий каталитический газойль (дистиллят с н. к. 175—200 °С и к. к. 320—350 °С) по сравнению с товарными дизельными фракциями имеет более низкое цетановое число и повышенное содержание серы. Цетановое число легкого каталитического газойля, полученного из легких соляровых дистиллятов парафинового оснований, составляет 45—56, из нафтеноароматических дистиллятов—25—35. При крекинге более тяжелого сырья цетановое число легкого газойля несколько выше, что объясняется меньшей глубиной превращения. Цетановые числа с повышением температуры крекинга снижаются. Легкие каталитические газойли содержат непредельные углеводороды и значительные количества.(28—55%) ароматических углеводородов. Температура застывания этих газойлей ниже, чем температура застывания сырья, из которого они вырабатываются.
На качество легкого газойля влияет не только состав сырья, но и катализатор и технологический режим. С повышением температуры выход легкого каталитического газойля и его цетановое число уменьшаются, а содержание ароматических углеводородов в нем повышается. Понижение объемной скорости, сопровождающееся углублением крекинга сырья, приводит к тем же результатам. При крекинге с рециркуляцией выход легкого газойля снижается (в большинстве случаев он подается на рециркуляцию), уменьшает его цетановое число и возрастает содержание в нем ароматических углеводородов.
Легкие каталитические газойли используются в качестве компонентов дизельного топлива в том случае, если смешиваемые компоненты дизельного топлива, получаемые при первичной перегонке нефти, имеют запас (превышение) по цетановому числу и содержат серы в количестве ниже нормы. В других случаях легкий газойль используют лишь в качестве сырья (или его компонента) для получения сажи (взамен зеленого масла) или в качестве разбавителя при получении мазутов. Возможно и комбинированное использование легкого газойля, В этом случае его подвергают экстракции одним из растворителей, применяемых в производстве масел селективным методом. Легкий газойль, частично освобожденный от ароматических углеводородов, после отгонки растворителя (рафинат) имеет более высокое цетановое число, чем до экстракции, и может быть использован в качестве дизельного топлива; нижний слой, содержащий большую часть ароматических углеводородов, также после отгонки растворителя (экстракт) может быть использован в качестве сырья для получения высококачественной сажи.
Тяжелый газойль. Тяжелый газойль является остаточным продуктом каталитического крекинга. Качество его зависит от технологических факторов и характеристик сырья, а также от качества легкого газойля. Тяжелый газойль может быть загрязнен катализаторной пылью; содержание серы в нем обычно выше чем в сырье каталитического крекинга. Тяжелый газойль используют либо при приготовлении мазутов, либо в качестве сырья для термического крекинга и коксования. В последнее время его использует как сырье для производства сажи.
Реакции каталитического крекинга протекают на поверхности катализатора. Направление реакций зависит от свойств катализатора, сырья и условий крекинга. В результате крекинга на поверхности катализатора отлагается кокс, поэтому важной особенностью каталитического крекинга является необходимость частой регенерации катализатора (выжигание кокса).
Для каталитического крекинга применяются алюмосиликатные катализаторы. Это природные или искусственно полученные твердые высокопористые вещества с сильно развитой внутренней поверхностью.
В заводской практике применяют алюмосиликатные активированные природные глины и синтетические алюмосиликатные катализаторы в виде порошков, микросферических частиц диаметром 0,04—0,06 мм или таблеток и шариков размером 3—6мм. В массе катализатор представляет собой сыпучий материал, который можно легко транспортировать Потоком воздуха или углеводородных паров.
На установках крекинга применяются следующие алюмосиликатные катализаторы.
1. Синтетические пылевидные катализаторы с частицами размеров 1—150 мк.
2. Природные микросферические или пылевидные катализаторы, приготовляемые из природных глин (бентониты, бокситы и некоторые другие) кислотной и термической обработкой или только термической обработкой. Размеры частиц те же, что указаны в п. 1. По сравнению с синтетическими, природные катализаторы менее термостойки и имеют пониженную активность.
3. Микросферический формованный синтетический катализатор с частицами размером 10-150 мк. По сравнению с пылевидным, микросферический катализатор при циркуляции меньше измельчается и в меньшей степени вызывает абразивный износ аппаратуры и катализаторопроводов. Удельный расход его ниже, чем расход пылевидного катализатора.
4. Синтетический катализатор в виде стекловидных шариков диаметром 3—6 мм.
5. Природные и синтетические катализаторы с частицами размером 3—4мм искаженной цилиндрической. формы. Их часто называют таблетированными, они характеризуются меньшей прочностью, чем шариковые, и используются преимущественно на установках с неподвижным катализатором.
6. Синтетические кристаллические цеолитсодержащие катализаторы, содержащие окись хрома (что способствует лучшей регенерации), а также окиси, редкоземельных металлов (улучшающие селективность катализатора и увеличивающие выход бензина с некоторым улучшением его свойств). Они вырабатываются гранулированными—для установок с нисходящим потоком катализатора — и микросферическими — для установок в кипящем слое.
1.Назначение процесса. В настоящее время каталитический риформинг стал одним из-ведущих процессов нефтеперерабатывающей и нефтехимической промышленности. С его помощью удается улучшать качество бензиновых фракций и получать ароматические углеводороды) особенно из сернистых и высокосернистых нефтей. В последнее время были разработаны процессы каталитического риформинга для получения топливного газа из легких углеводородов. Возможность выработки столь разнообразных продуктов привела к использованию в качестве сырья не только бензиновых фракций прямой перегонки нефти, но и других нефтепродуктов.
До массового внедрения каталитического риформинга применялся термический риформинг и комбинированный процесс легкого крекинга тяжелого сырья (мазута, полугудрона и гудрона) и термического риформинга бензина прямой перегонки. В дальнейшем термический риформинг прекратил свое существование ввиду низких технико-экономических показателей по сравнению с каталитическим. При термическом риформинге выход бензина на 20—27% меньше и октановое число его на 5—7 пунктов ниже, чем при каталитическом риформинге. Кроме того, бензин термического риформинга нестабилен.
Процесс каталитического риформинга осуществляют при сравнительно высокой температуре и среднем давлении, в среде водородсодержащего газа. Каталитический риформинг проходит в среде газа с большим содержанием водорода (70—80 объемн. %). Это позволяет повысить температуру процесса, не допуская глубокого распада углеводородов и значительного коксообразования. В результате увеличиваются скорость дегидрирования нафтеновых углеводородов и скорости дегидроциклизации и изомеризации парафиновых углеводородов. В зависимости от назначения процесса, режима и катализатора в значительных пределах изменяются выход и качество получаемых продуктов. Однако общим для большинства систем каталитического риформинга является образование ароматических углеводородов и водородсодержащего газа.
Назначение процесса каталитического риформинга, а также требования, предъявляемые к целевому продукту, требуют гибкой в эксплуатации установки. Необходимое качество продукта достигается путем подбора сырья, катализатора и технологического режима.
Получаемый в процессе каталитического риформинга водородсодержащий газ значительно дешевле специально получаемого водорода; его используют в других процессах нефтепереработки, таких, как гидроочистка и гидрокрекинг. При каталитическом риформинге сырья со значительным содержанием серы или бензинов вторичного происхождения, в которых есть непредельные углеводороды, катализатор быстро отравляется. Поэтому такое сырье перед каталитическим риформингом целесообразно подвергать гидроочистке. Это способствует большей продолжительности работы катализатора без регенерации и улучшает технико-экономические показатели работы установки.
2. Режим работы установок. На рисунке показана принципиальная схема установки каталитического риформинга. Рассмотрим режим работы отдельных ее узлов.
Перед каталитическим риформингом сырье подвергают гидроочистке рециркулирующим водородсодержащим газом. После гидроочистки продукты поступают в отпарную колонну 3. С верха ее выводятся сероводород и водяные пары, а с низа — гидрогенизат. Гидрогенизат вместе с рециркулирующим водородсодержащим газом нагревается в змеевиках печи 5 и поступает в реакторы 6 каталитического риформинга. Продукты, выходящие из зоны реакции, охлаждаются и разделяются в сепараторе 2 на газовую и жидкую фазы. Жидкие продукты фракционируют с целью получения компонента автомобильного бензина с заданным давлением насыщенных паров или других продуктов (например, сжиженного нефтяного газа, ароматических углеводородов и т. д.). Богатый водородом газ направляют на рециркуляцию, а избыток его выводят из системы и используют в других процессах.
Рассмотрим влияние давления, температуры и других факторов на результаты каталитического риформинга.
Давление. Высокое давление способствует более_длительной работе катализатора; частично это происходит вследствие того, что закоксовывание катализатора (в особенности платины) и чувствительность его к отравлению сернистыми и другими ядами значительно уменьшаются с повышением давления. Повышение давления увеличивает скорость реакций гидрокрекинга и деалкилирования, при этом равновесие сдвигается в сторону образования парафинов. Снижение рабочего, а следовательно, и парциального давления водорода способствует увеличению степени ароматизации парафиновых и нафтеновых углеводородов.
Рис. Принципиальная технологич. схема установки кат. риформинга.
Температура. Применительно к каталитическому риформингу повышение температуры способствует образованию ароматических углеводородов и препятствует протеканию обратной реакции, а также превращению некоторых изомеров нафтеновых углеводородов в парафиновые, которые легче подвергаются гидрокрекингу, С повышением температуры в процессе каталитического риформинга уменьшается выход стабильного бензина и снижается концентрация водорода в циркулирующем газе. Это объясняется тем, что при более высоких температурах увеличивается роль гидрокрекинга. С увеличением температуры возрастает выход более легких углеводородов — пропана, н-бутана и изобутана (очевидно, это происходит за счет усиления реакций гидрокрекинга углеводородов, как содержащихся в сырье, так и вновь образующихся в процессе каталитического риформинга). Увеличивается также содержание ароматических углеводородов в бензине и возрастает его октановое число. В результате увеличивается образование водорода и давление насыщенных паров бензина, возрастает и содержание в нем фракций, выкипающих до 100 °С.
Объемная скорость. Объемную скорость можно повысить, увеличив расход свежего сырья или уменьшив загрузку катализатора в реакторы. В результате уменьшается время контакта реагирующих и промежуточных продуктов с катализатором. С повышением объемной скорости увеличивается выход стабильного продукта и содержание водорода в циркулирующем газе, снижается выход водорода и легких углеводородов и, что особенно важно, уменьшается выход ароматических углеводородов. Таким образом, с повышением объемной скорости ресурсы ароматических, углеводородов при каталитическом риформинге снижаются, а выход бензина, хотя и увеличивается, но октановое число его становится меньше; давление насыщенных паров бензина и содержание в нем ароматических углеводородов и фракций, выкипающих до 100 °С, также уменьшаются.
С увеличением объемной скорости преобладающую роль в процессе начинают играть реакции, протекающие быстрее: дегидрирование нафтеновых углеводородов, гидрокрекинг тяжелых парафиновых углеводородов и изомеризация углеводородов С4 и С5. Что же касается реакций, требующих большого времени (дегидроциклизации, деалкилирования и гидрокрекинга легких углеводородов), их роль снижается.
Соотношение циркулирующий водородсодержащий газ: сырье можно регулировать в широких пределах. Нижний предел определяется минимально допустимым количеством газа, подаваемого для поддержания заданного парциального давления водорода, а верхний — мощностью газокомпрессорного оборудования.
Увеличение соотношения водородсодержащий газ: сырье проявляется в двух противоположных направлениях. Повышение парциального давления водорода подавляет реакции дегидрирования, но, с другой стороны, увеличение количества газа, циркулирующего через реактор, уменьшает падение в них температуры, в результате чего средняя температура катализатора повышается, и скорость протекающих реакций увеличивается. Влияние второго фактора — повышения температуры катализатора — преобладает. Для поддержания постоянного октанового числа риформинг-бензина, вероятно, необходимо снизить температуру на входе в реактор.
Жесткость процесса. В последнее время в теории и практике каталитического риформинга стали пользоваться понятием «жесткость». Жестким называют режим, обеспечивающий получение бензина с определенными свойствами (с определенным октановым числом, причем более высокому числу соответствует более жесткий режим каталитического риформинга).
В зависимости от жесткости риформинга октановое число бензина можно довести до 93—102 по исследовательскому методу без ТЭС. Чем выше октановое число, тем больше содержится в бензине ароматических углеводородов. В зависимости от исходного сырья это достигается за счет не только повышения температуры, но и путем изменения давления. Обычно в сырье много парафиновых углеводородов и получение бензинов с повышенными октановыми числами обусловлено повышением температуры и высокого давления. При риформинге высококачественного (с относительно большим содержанием нафтеновых углеводородов), но сравнительно редко встречающегося сырья тот же результат достигается при давлении около 25 Ат и при несколько более высокой температуре.
Наибольшее практическое значение приобрели процессы каталитического риформинга на катализаторах, содержащих платину. Такие процессы осуществляются в среде водородсодержащего газа (70—90 объемн.% водорода) при следующих условиях: 470—530 °С, 10—40 ат, объемная скорость 1—Зч-1, соотношение циркулирующий водородсодержащий газ : сырье = 600—1800м3/м3.
3.Химические основы процесса. В начале 20 в. Н. Д. Белинский показал, что на платиновом и палладиевых катализаторах можно без побочных реакций проводить каталитическую дегидрогенизацию (дегидрирование) шестичленных нафтеновых углеводородов с образованием ароматических углеводородов. Дегидрогенизацию нафтеновых углеводородов при воздействии окислов металлов наблюдали в 1911 г. В. Н. Ипатьев с Н. Довлевичем и в 1932 г. В. Лозье и Дж. Воген.
В 1936 г. одновременно в трех лабораториях Советского Союза была открыта реакция дегидроциклизации парафиновых углеводородов в ароматические. Б. Л. Молдавский и Г. Д. Камушер осуществили эту реакцию при 450—470 °С на окиси хрома, В. И. Каржев, М. Г. Северьянов и А. Н. Снова— при 500— 550 °С на медь-хромовом катализаторе, Б. А. Казанский и А. Ф. Платэ осуществили дегидроциклизацию парафиновых углеводородов с применением платины на активированном угле при 304—310 °С. В дальнейших работах Б. А. Казанского с сотр. была показана возможность дегидроциклизации н-гексана в бензол с применением алюмохромокалиевого катализатора. Указанные исследования, положившие научные основы процесса каталитического риформинга, позволили разработать и осуществить ряд периодических и непрерывных процессов каталитического риформинга.
Ниже рассмотрены основные реакции, протекающие при каталитическом риформинге.
Дегидрирование нафтенов с образованием ароматических углеводородов можно показать на следующем примере:
Реакция дегидрирования нафтенов играет весьма важную роль в повышении октанового числа бензина за счет образования ароматических углеводородов. Из нафтеновых углеводородов наиболее полно и быстро протекает дегидрирование шестичленных циклов.
Исходные нафтеновые углеводороды, содержащиеся в бензине, имеют октановые числа 65—80 пунктов по исследовательскому методу. При высоком содержании нафтеновых углеводородов в сырье резко увеличивается выход ароматических углеводородов, например выход бензола — на 30—40%. Увеличение октанового числа бензина во многом зависит от содержания в нем непревращенных парафиновых углеводородов, так как именно они значительно снижают октановое число. Вот почему дегидрирование нафтеновых углеводородов должно сопровождаться одновременным протеканием других реакций — только в этом случае можно достигнуть высокой эффективности каталитического риформинга.
При процессах каталитического риформинга протекают также реакции Дегидрирования парафиновых углеводородов до олефинов, но это мало повышает октановое число бензина и снижает его стабильность при хранении. Реакция дополнительно усложняется тем, что разрыв связей углерод — углерод протекает в большей степени, чем разрыв связей углерод — водород. Кроме того, при температурах, необходимых для протекания дегидрирования парафинов, одновременно идет и циклизация этих углеводородов. Поэтому при дегидрировании парафиновых углеводородов часто вначале образуются нафтеновые (циклические) углеводороды, которые потом превращаются в ароматические:
Иногда эти две стадии объединяют вместе, и тогда реакция носит название дегидроциклизации. Следует отметить, что дегидрирование парафинов (с образованием олефинов) протекает при более высокой температуре, чем дегидроциклизация.
В результате Гидрокрекинга высокомолекулярных парафинов образуются два или несколько углеводородов с более низким молекулярным весом, например
Поэтому иногда реакцию называют деструктивным гидрированием. Реакция гидрокрекинга высокомолекулярных углеводородов с образованием углеводородов меньшего молекулярного веса (наряду с гидрированием и дегидроциклизацией) может играть важную роль в повышении октанового числа бензина риформинга. Реакции гидрокрекинга, вероятно, протекают за счет передачи гидрид-ного иона катализатору с образованием карбоний-иона, последующее расщепление которого дает олефиновый углеводород и новый карбоний-ион. Положительное значение гидрокрекинга заключается в образовании низкокипящих жидких углеводородов с более высоким октановым числом и меньшей плотностью, чем исходное сырье.
Катализатор оказывает большое влияние на реакцию гидрокрекинга. Характер реакции можно изменять соответствующим выбором катализатора. В качестве примера можно отметить, что при гидрировании парафиновых углеводородов нормального строения в присутствии никеля на алюмосиликате протекает не только гидрокрекинг, но и изомеризация. Если водород заменить азотом, то изомеризация не протекает.
Изомеризация н-парафинов, протекающая при риформинге, приводит к образованию разветвленных углеводородов:
Следует отметить, что пентановые и гексановые фракции прямогонного бензина и без риформинга имеют сравнительно высокое октановое число. Изомеризация нормальных парафинов С7—С10 теоретически должна дать значительное повышение октановых чисел, но практически в существующих условиях каталитического риформинга эта реакция не протекает. Вместо нее указанные углеводороды вступают в реакции гидрирования и гидрокрекинга. Поэтому реакция изомеризации играет при процессах каталитического риформинга лишь подсобную роль. Например, ароматизация замещенных пятичленных нафтенов основывается, как указывалось выше, на способности катализатора изомеризовать эти нафтены в шестичленные, которые наиболее легко дегидрируются до ароматических углеводородов.
Дегидроциклизацию парафинов можно показать и на следующем примере
Т. е. из одной молекулы н-гексана образуются одна молекула бензола и четыре молекулы водорода, и общий объем образовавшихся продуктов в 5 раз превышает объем непревращенного н-гексана. Дегидроциклизация парафинов с образованием ароматических углеводородов стала одной из важнейших реакций каталитического риформинга.
Каталитическая дегидроциклизация парафинов протекает с предпочтительным образованием гомологов бензола с максимальным числом метильных заместителей в ядре, которое допускается строением исходного углеводорода. При увеличении молекулярного веса парафиновых углеводородов реакция дегидроциклизации облегчается.
Возможные пути перехода от парафиновых углеводородов к ароматическим можно выразить следующей схемой;
Каталитическая дегидроциклизация парафиновых углеводородов осуществляется в присутствии эффективного катализатора. В настоящее время изучено большое количество катализаторов. Наибольшее применение имеют окиси хрома и молибдена на носителях в присутствии добавок (платина, палладий, церий и кобальт). Установлено, что дегидроциклизация на алюмохромовом катализаторе в значительной степени подвержена влиянию давления: при низких давлениях степень превращения сырья повышается. В противоположность этому, на алюмомолибденовых катализаторах степени превращения при высоких и низких давлениях примерно одинаковы.
В присутствии платинового катализатора возможны два механизма дегидроциклизации: 1) непосредственное образование ароматических углеводородов из парафинов и 2) образование шести-членных нафтенов с их последующей дегидрогенизацией. В присутствии окисных катализаторов парафиновые углеводороды могут превращаться в ароматические углеводороды и через олефины. В последнее время Б. А. Казанский с сотр. разработал и рекомендовал алюмохромокалиевый катализатор для реакций дегидрирования и дегидроциклизации различных углеводородов. Испытания этого катализатора на лабораторных и пилотных установках показали его высокие качества.
Процесс дегидроциклизации н-парафинов обладает рядом преимуществ и в сочетании с процессом риформинга может быть успешно использован в промышленности. Выход бензола в этом процессе в 2—3 раза превосходит его выход при риформинге.
Реакции ароматических углеводородов. При каталитическом риформинге некоторая часть ароматических углеводородов (содержащихся в сырье и образующихся в процессе риформинга) разлагается. В жестких условиях процесса парафины нормального строения превращаются в ароматические углеводороды, но в результате дегидроциклизации средний молекулярный вес образующихся ароматических углеводородов оказывается меньше, чем у ароматических углеводородов, получаемых в мягких условиях. Уменьшение содержания ароматических углеводородов C9—С10 и выше при большой жесткости режима объясняется, вероятно, отщеплением боковых цепей и даже разрывом бензольного ядра. Примерная схема процессов, происходящих при каталитическом риформинге, следующая (на примере н-гептана):
Подбирая условия процесса, можно регулировать протекание указанных выше реакций. Получаемый при каталитическом риформинге бензин является смесью ароматических углеводородов с изопарафиновыми и вследствие этого обладает высокими антидетонационными свойствами. Он очень стабилен и почти не содержит серы.
В качестве сырья для каталитического риформинга обычно используют бензиновые фракции первичной перегонки нефтей. Пределы выкипания этих фракций колеблются в широком интервале— от 60 до 210°С. Для получения ароматических углеводородов в большей части используют фракции, выкипающие при 60— 105 или при 60—140°С, а для получения высокооктановых автомобильных бензинов — фракции 85—180 °С. Иногда широкую фракцию, выделяемую на установке первичной перегонки нефти, дополнительно разгоняют на более узкие фракции на установках вторичной перегонки.
На рис. 61 показана зависимость октанового числа бензина от его выхода при каталитическом риформинге различных фракций (62—140, 85—140 и 105—140°С), полученных при первичной перегонке сернистых нефтей. С утяжелением сырья в пределах 85— 140 °С уменьшается содержание ароматических углеводородов и несколько снижается октановое число бензинов. Важно подчеркнуть, что между выходом бензина при риформинге и его октановым числом существует определенная зависимость — с повышением октанового числа (независимо от метода определения) выход бензина уменьшается. Эта же зависимость подтверждается данными приведенными на рис. 62 и 63. Сопоставление результатов рифор-минга фракций 85—140 °С (при 20 Ат) и 140—180 °С (при 40 Ат) с результатами риформинга широкой фракции 85—180 °С при 20 Ат показывает, что в случае риформинга фракции 85—180 °С выход бензина с октановым числом 95 (по исследовательскому методу) возрастает на 2—2,5%.
Однако раздельный риформинг бензиновых фракций имеет некоторые преимущества: большая продолжительность работы катализатора без регенерации, лучшая маневренность в работе и т. д. Поэтому выбор того или иного варианта получения высокооктанового бензина определяется с учетом конкретных условий работы нефтеперерабатывающего завода. Весьма важно учитывать возможность и целесообразность получения ароматических углеводородов.
В процессе каталитического риформинга образуются газы и жидкие продукты (риформат). Риформат можно использовать как высокооктановый компонент автомобильных и авиационных бензинов или направлять на выделение ароматических углеводородов, а газ, образующийся при риформинге, подвергают разделению.
Высвобождаемый при этом водород частично используют для пополнения потерь циркулирующего водородсодержащего газа и для гидроочистки исходного сырья (если она есть), но большую же часть водорода с установки выводят.
Такой водород значительно дешевле специально получаемого. Именно этим объясняется его широкое применение в процессах, потребляющих водород, особенно при гидроочистке нефтяных дистиллятов..
Кроме водородсодержащего газа из газов каталитического риформинга выделяют сухой газ (C1—С2 или С1—С3) и сжиженные газы (Сз—С4); в результате получают стабильный дебутанизированный бензин.
В ряде случаев на установке (в стабилизационной ее секции) получают стабильный бензин с заданным давлением насыщенных паров. Это имеет значение для производства высокооктановых компонентов автомобильного или авиационного бензина. Для получения товарных автомобильных бензинов бензин риформинга смешивают с другими компонентами (компаундируют). Смешение вызвано тем, что бензины каталитического риформинга содержат 60—70% ароматических углеводородов и имеют утяжеленный состав, поэтому в чистом виде они непригодны для использования. В качестве компаундирующих компонентов могут применяться легкие бензиновые фракции (н. к. 62 °С) прямой перегонки нефти, изомеризаты и алкилаты. Поэтому для увеличения производства высокооктановых топлив на основе бензинов риформинга необходимо расширять производства высокооктановых изопарафиновых компонентов. В табл. 21 приведены данные о составе высокооктановых автомобильных бензинов, полученных компаундированием соответствующих фракций каталитического риформинга и изопарафиновых компонентов.
Для получения автомобильного бензина с октановым числом 95 (по исследовательскому методу) риформинг-бензин должен иметь октановое число на 2—3 пункта больше. Это компенсирует уменьшение октанового числа бензина при разбавлении его изопарафиновыми компонентами.
С увеличением количества изокомпонента чувствительность бензина (разница в его октановых числах по исследовательскому и моторному методам) снижается, так как октановые числа чистых изопарафиновых углеводородов по моторному и исследовательскому методам практически совпадают
Было установлено, что подвергать изомеризации н-гексан, выделенный из рафината каталитического риформинга, нецелесообразно. Лучше получать изокомпонент из пентановой фракции бензина прямой перегонки нефти и выделять изогексановую фракцию из рафината каталитического риформинга.
Катализаторы риформинга обычно обладают двумя функциями: кислотной и дегидрирующей. В качестве катализаторов обычно используют платину на окиси алюминия. Кислотные свойства катализатора определяют его крекирующую и изомеризующую активность. Кислотность имеет особенно большое влияние при переработке сырья с большим содержанием парафиновых углеводородов: инициирование кислотными катализаторами реакций гидрокрекинга парафинов и изомеризации пятичленных нафтенов в шестичленные с последующей их дегидрогенизацией и дегидроциклизацией (в результате дегидрирующей способности катализатора) ведет к образованию ароматических углеводородов.
Платиновый компонент катализатора обладает дегидрирующей функцией. Он ускоряет реакции гидрирования и дегидрирования и, следовательно, способствует образованию ароматических углеводородов и непрерывному гидрированию и удалению промежуточных продуктов, способствующих коксообразованию. Содержание платины обычно составляет 0,3—0,65 вес.%; при снижении этой величины уменьшается устойчивость катализатора против ядов. Но и чрезмерное содержание металла нежелательно: при повышении концентрации платины усиливаются реакции деметилирования и расщепления нафтеновых углеводородов. Другим фактором, ограничивающим содержание платины в катализаторе, является ее высокая стоимость.
Таким образом, кислотная функция катализатора необходима для протекания реакций гидрокрекинга и изомеризации, а дегидрирующая— для процессов дегидрирования. Сочетание этих двух функций определяет качество бифункционального катализатора риформинга.
5.2. Промышленные катализаторы риформинга. В промышленности применяются следующие катализаторы: платиновые (носители— окись алюминия, промотированная фтором или хлором, алюмосиликат, цеолит и др.); палладиевые (носители те же, что и для платины); сернистый вольфрамоникелевый; окисный алюмомолиб-деновый (
10% окиси молибдена на окиси алюминия); алюмо-хромовый (32% окиси хрома и 68% окиси алюминия); алюмо-кобальтмолибденовый (молибдат кобальта на носителе — окиси алюминия, стабилизированной кремнеземом). Наиболее широкое применение нашли алюмоплатиновые катализаторы. В последнее время в состав катализаторов с платиной и палладием стали вводить редкоземельные элементы. Некоторое распространение получили также цеолитсодержащие катализаторы.
5.3. Требования к катализаторам. Катализаторы риформинга должны обладать высокой активностью в реакциях ароматизации; достаточной активностью в реакциях изомеризации парафинов; умеренной или низкой активностью в реакциях гидрокрекинга; высокой селективностью (показателем которой может служить выход риформата при заданном октановом числе или заданном выходе ароматических углеводородов); высокой активностью гидрирования продуктов уплотнения; термической устойчивостью и возможностью восстановления активности путем регенерации непосредственно в реакторах; устойчивостью к действию сернистых и азотистых соединений, кислорода, влаги, солей тяжелых металлов и других примесей; стабильностью (способностью сохранять первоначальную активность в течение продолжительного срока работы); невысокой стоимостью.
6. Классификация промышленных процессов. Промышленные процессы каталитического риформинга часто подразделяют на процессы на платиновых катализаторах и на катализаторах, не содержащих драгоценный металл.
Процессы каталитического риформинга можно классифицировать и по способу регенерации катализатора: без регенерации и с регенерацией. Регенеративные процессы в свою очередь можно разделить на процессы с непрерывной и периодической регенерацией катализатора; при такой классификации процессы характеризуются еще и состоянием катализатора. Неподвижный (стационарный) слой характерен для процессов с периодической регенерацией, а движущийся — для процессов с непрерывной регенерацией. Процессы с периодической регенерацией подразделяются на процессы с межрегенерационным периодом более 50 и менее 50 дней.
Реакции, протекающие при каталитическом риформинге, за исключением изомеризации, идут с поглощением тепла, поэтому в условиях промышленных установок проблема подвода тепла имеет исключительное значение. Первой установкой риформинга была установка гидроформинг на неподвижном алюмомолибденовом катализаторе (40-е годы), Процесс был разработан для получения толуола высокой чистоты, предназначенного для нитрования. После окончания второй мировой войны значительная часть установок риформинга была переведена на производство автомобильного бензина.
Промышленное применение платиновых катализаторов для риформинга началось с процесса платформинга (1949 г.). В дальнейшем было разработано много других типов установок каталитического риформинга.
Примером нерегенеративного каталитического риформинга может служить платформинг — процесс, осуществляемый в адиабатическом режиме на платиновом катализаторе. Сырье смешивается с циркулирующим водородсодержащим газом и, пройдя через теплообменники, поступает в печь. Тепло для реакции, протекающей в первом (головном) реакторе, подводится в первом змеевике печи промежуточного нагрева, что позволяет регулировать температуру потока на входе во второй реактор. Тепло, затрачиваемое на протекание эндотермических реакций во втором реакторе, подводится во втором змеевике печи промежуточного нагрева и т. д. Продукты реакции, выходящие из последнего реактора, через теплообменник поступают в холодильник, а затем в сепаратор. Часть газа, отделившаяся в сепараторе, возвращается в систему, а избыток выводится из системы. Жидкий продукт из сепаратора направляется в стабилизационную колонну
Примером каталитического риформинга с периодической регенерацией (продолжительность работы катализатора менее 50 дней) может служить процесс ультраформинга. Сырье с циркулирующим газом нагревается и проходит последовательно через пять реакторов, работающих в адиабатическом режиме, обеспечиваемом промежуточным нагревом сырья в печах. Имеется и резервный реактор, который включают в схему на период проведения регенерации в любом из остальных пяти реакторов.
1. Назначение процесса. Как известно, недостатком крекинга является образование кокса, что обусловливает значительное уменьшение выхода крекинг-бензина. Для устранения коксообразования при крекинге необходим ввод водорода, восполняющего убыль из-за разложения легких продуктов, богатых водородом. Поэтому логическим продолжением обычного крекинга является крекинг в присутствии водорода. Промышленные процессы такого типа именуются гидрогенизационными.
Гидрогенизация есть совокупность реакций присоединения водорода, протекающих под влиянием катализаторов в соответствующих условиях. Процессы гидрогенизации при нормальном давлении не нашли применения в нефтяной промышленности, так как они требуют очень «нежных» катализаторов (легко отравляемых сернистыми и другими вредными соединениями, всегда присутствующими в нефтепродуктах). При высокой температуре повышенное давление водорода не только предохраняет ароматические углеводороды от конденсации, но также способствует разложению нежелательных высококонденсированных ароматических углеводородов.
Гидрогенизационные процессы, применяемые в нефтяной промышленности, протекают в присутствии катализаторов при 250— 430 °С, 30—320 ат, объемной скорости 0,5—10 ч-1 и циркуляции водородсодержащего газа 360—600 м3/м3 сырья. При этом происходит разложение высокомолекулярных соединений, в том числе содержащих серу и азот, с образованием сероводорода и аммиака. Сероводород может образоваться также в результате реакций некоторых более простых сернистых соединений с водородом, содержащимся в циркулирующем газе. Катализаторы, применяемые при гидрогенизации, выполняют в основном две функции: гидрирующую (реакции с сернистыми, кислородными и азотистыми соединениями) и расщепляющую (крекирующую).
В зависимости от свойств катализатора, от режима, качества сырья и целевого продукта гидрогенизационные процессы значительно отличаются друг от друга. Эти процессы можно применять для синтеза ряда продуктов, например аммиака и метилового спирта. С ними связано, производство твердых жиров из жидких, а также получение более качественных продуктов из угольных и сланцевых смол.
В нефтеперерабатывающей промышленности применением гидрогенизационных процессов решена важная проблема переработки сернистых и высокосернистых нефтей с получением высококачественных нефтепродуктов и серы или серной кислоты. Направление и выбор конкретного процесса, как и подбор технологии, зависят от цели, которую ставят производственники. Основной целью гидрирования (или гидроочистки) обычно является улучшение качества продукта без значительного изменения его углеводородного состава. В других случаях требуется получать продукты с измененным углеводородным составом, и тогда приходится осуществлять процессы деструктивной гидрогенизации и гидрокрекинга.
В исследование гидрогенизационных процессов большой вклад внесли Н. Д. Зелинский, А. Е. Фаворский, С. В. Лебедев, С. А. Фокин, В. Н. Ипатьев, И. Д. Тиличеев, Д. И. Орочко, М. С. Немцов и В. П. Молдавский…
Большое значение имеет проблема обеспечения гидрогенизационных установок водородом. Расход водорода зависит от условий процесса и состава перерабатываемого сырья. Чем выше давление и содержание серы в сырье, тем больше расход водорода. Так, при увеличении давления в три раза расход водорода возрастает в 3,2—3,3 раза. Расход водорода тем выше, чем большую роль в процессе играет крекирующая функция катализатора. Меньше всего водорода расходуется при гидроочистке дистиллятов, т. е. в процессах, где преобладает гидрирующая функция катализатора. При переработке фракций из одной и той же нефти расход водорода увеличивается по мере увеличения молекулярного веса фракции. Следует отметить, что специально получаемый водород значительно дороже водорода, получаемого при каталитическом риформинге.
2. Основные параметры процессов. К основным параметрам гидрогенизационных процессов, как и других каталитических процессов, описанных ранее, относятся температура, давление, объемная скорость подачи сырья, количество циркулирующего водородсодержащего газа и содержание в нем водорода.
Температура. С повышением температуры жесткость процесса возрастает, что приводит к снижению содержания серы, азота, кислорода и металлов в продуктах гидрогенизации. По мере повышения температуры расход водорода увеличивается, а затем может несколько снизиться, так как могут начаться реакции дегидрирования. Однако до этого момента расход водорода возрастает весьма быстро при увеличении температуры. Поэтому рекомендуется поддерживать температуру процесса возможно более низкой, естественно, если это не отражается на качестве получаемых продуктов. При этом надо стремиться еще и к тому, чтобы свести к минимуму скорость отравления катализатора. При гидроочистке температуру поддерживают в пределах 260—415 °С. Если температура выше, например 400—455 °С, преобладающими становятся реакции гидрокрекинга.
Давление в гидрогенизационных процессах следует рассматривать комплексно — учитывать общее давление в системе и парциальное давление водорода в циркулирующем газе. С повышением парциального давления водорода увеличивается скорость гидрирования и достигается более полное удаление серы, азота, кислорода и металлов, а также насыщение непредельных углеводородов; на катализаторах, вызывающих деструкцию (гидрокрекинг), снижается содержание ароматических углеводородов и асфальтенов и уменьшается закоксованность катализаторов, что увеличивает срок их службы. Целесообразно также поддерживать содержание водорода в циркулирующем газе на максимально возможном уровне.
Влияние парциального давления водорода на процесс гидроочистки показано на рисунке (см. ниже)
Процесс гидроочистки лучше вести при повышенном парциальном давлении водорода — в циркулирующем газе должно быть 75—90 объемн.% Н2 (во всяком случае, не менее 60 объемн,%).
Рис. Влияние парциального давления водорода на степень гидрирования сернистых соединений в тяжелом циркулирующем крекинг-газойля:
Если ресурсы водорода недостаточны, чтобы поддерживать данный режим, парциальное давление водорода приходится снижать, а для уменьшения расхода водорода — повышать температуру. Последнее обеспечивает усиление дегидрогенизации нафтеновых углеводородов. Однако значительное повышение температуры усиливает реакции гидрокрекинга, что нежелательно, так как это уменьшает выход целевых продуктов и сокращает срок службы катализатора. Снижение давления в реакторах гидроочистки с 40—50 до 28—30 Ат позволило сократить расход водорода на установке на 30% без ухудшения качества очистки. Межрегенерационныйный период работы катализатора составил восемь месяцев. В дальнейшем были разработаны условия процесса с меньшим потреблением водорода. Они благоприятствуют наилучшему дегидрированию нафтеновых углеводородов, способствуя в то же время частичной гидрогенизации сернистых и смолистых соединений.
Объемная скорость подачи сырья может сильно влиять на результаты гидрогенизации. Повышение скорости ведет к снижению интенсивности реакций, вследствие этого снижаются расход водорода и коксообразование. Чем легче продукт, подвергаемый гидрированию, тем более высокую объемную скорость можно поддерживать в процессе. Обычно объемную скорость поддерживают на уровне 0,5—7 ч-1.
При переработке продуктов, полученных из вторичных процессов, объемную скорость приходится снижать по сравнению со скоростью переработки продуктов такого же фракционного состава, но полученных при первичной переработке нефти. Так, при переработке фракции 240—350 °С первичной переработки сернистой нефти типа Ромашкинской объемную скорость можно поддерживать на уровне 4 ч-1, а при переработке такой же фракции и из той же нефти, но полученной на установках вторичной переработки (термического и каталитического крекинга), объемную скорость приходится снижать до 2—1,5 ч-1.
Важное значение имеет и содержание серы в перерабатываемом сырье: чем оно выше, тем ниже должна быть объемная скорость, так как скорость гидрирования органических сернистых соединений выше, чем для других соединений (за исключением кислородсодержащих).
Выбор объемной скорости в значительной степени зависит от природы и фракционного состава сырья, а также от технологии его получения (первичная перегонка или вторичные процессы). При переработке того или иного сырья необходимо выдерживать объемные скорости, соответствующие данному сырью. Если на установку направляется новый вид сырья, приходится менять объемную скорость; при этом меняется производительность установки и другие параметры технологического режима. Если новое сырье, по сравнению с ранее перерабатываемым, позволяет повысить объемную скорость, производительность установки будет повышаться.
При неизменных температурах, объемной скорости и общем давлении соотношение циркулирующего водородсодержащего газа и сырья влияет на долю испаряющегося сырья, парциальное давление водорода и продолжительность контакта с катализатором.
Скорость реакции. Хотя скорости реакций гидрогенизации различных нефтепродуктов изучены недостаточно, некоторые закономерности все же выявлены. Как правило, кислородсодержащие соединения гидрируются легче, чем сернистые с такими же углеводородными радикалами, а эти, в свою очередь, легче, чем соответствующие азотсодержащие соединения. На активных катализаторах, если в сырье нет катализаторных ядов, обеспечивается гидрирование непредельных углеводородов. Скорость гидрирования зависит не только от режима, но и от фазового состояния, активности и структуры катализатора.
Температура влияет не только на скорость реакций, протекающих на поверхности катализатора, но и на диффузию (особенно в
Гетерофазных системах) к активным центрам внутри катализатора. Вследствие увеличения летучести углеводородов при повышении температуры уменьшается количество жидкой фазы, что ведет к увеличению скорости диффузии. Повышение температуры в целях увеличения скорости реакции может привести к нежелательным реакциям, что значительно снижает выход целевых продуктов в результате образования большого количества газа и кокса.
3. Химические основы процесса. При различных гидрогенизационных процессах протекает большое число реакций. Как правило, с повышением температуры усиливаются реакции гидрокрекинга, т. е. реакции, при которых происходит разрыв связей С—С, например деалкилирование, разрыв колец, разрыв цепей. Если парциальное давление водорода недостаточно высоко, одновременно происходит также разрыв связей С—Н, сопровождающийся выделением Н2 и образованием олефинов и ароматических углеводородов.
В реакциях гидрирования непредельные углеводороды, образующиеся в результате расщепления крупных молекул, присоединяют водород и превращаются в предельные углеводороды. В первую очередь гидрированию подвергаются диены. Олефины играют наибольшую роль в процессе, они легко гидрируются в присутствии катализаторов даже при обычной температуре. Однако большинство катализаторов, содержащих металлы, отравляется серой, поэтому на промышленных установках гидрирования олефинового сырья, содержащего сернистые соединения, применяют окислы или сульфиды молибдена, вольфрама или хрома, иногда в сочетании с окислами или сульфидами металлов VIII группы. Такие окисносульфидные катализаторы обладают высокой активностью при сравнительно умеренных температурах и повышенных давлениях. Ненасыщенные, особенно циклоолефиновые, соединения насыщаются значительно легче, чем ароматические. Правда, в отсутствие катализаторных ядов никель и платина способны гидрировать ароматические углеводороды при комнатной температуре.
Реакции гидрокрекинга очень сложны — наряду с расщеплением и гидрированием протекают изомеризация, разрыв и перегруппировка циклов, алкилирование, гидродеалкилирование и т. д. Исследования показали, что механизм гидрокрекинга сходен с механизмом каталитического крекинга, но усложнен реакциями гидрирования. Быстрое гидрирование олефиновых углеводородов, образующихся при крекинге, предотвращает образование кокса на катализаторе и обеспечивает поддержание крекирующей активности катализатора. Это, а также сравнительно высокое парциальное давление водорода в системе обусловливает быстрое протекание крекинга при более низких температурах, чем при обычном каталитическом крекинге, и обеспечивает более длительную работу катализатора без регенерации.
Гидрокрекинг парафинов с низким молекулярным весом при гидрировании нефтяных фракций нежелателен, так как он приводит к образованию легких углеводородов, вплоть до метана. При переработке высококипящих фракций и нефтяных остатков гидрокрекинг парафинов желателен, так как в результате ‘образуются парафины, по температуре кипения соответствующие светлым нефтепродуктам. Такие реакции протекают под давлением и в присутствии окисных или сульфидных катализаторов. Скорость этих процессов лишь немногим больше скорости термического крекинга.
Гидрокрекинг олефинов протекает значительно легче, чем гидрокрекинг парафинов. Однако можно предполагать, что гидрокрекинг углеводородов обоих классов протекает с образованием одних и тех же промежуточных продуктов.
Нафтены расщепляются на углеводороды С3—С4, причем шестичленные нафтены в значительной степени изомеризуются в пятичленные; у некоторых, например у метилциклопентана, происходит раскрытие цикла без расщепления. Гидрокрекинг полициклических нафтенов, например декалина, протекает легче, чем гидрокрекинг соответствующих нормальных парафинов (C10H22); при этом получается относительно больше парафинов изостроения и моноциклических пятичленных нафтенов. Для производства высококачественного бензина наиболее важной реакцией при обычном гидрокрекинге является частичное гидрирование полициклических ароматических структур с последующим разрывом насыщенных колец и образованием замещенных моноциклических ароматических углеводородов. Боковые цепи, появляющиеся в результате такого разрыва, легко отщепляются.
Моноциклические ароматические углеводороды наряду с изопарафинами обусловливают высокие октановые числа бензина, и поэтому при гидрокрекинге желательно сохранить их непревращенными; в этом случае уменьшается и расход водорода.
При гидрокрекинге полициклических ароматических углеводородов образуются более легкие ароматические, нафтеновые и парафиновые углеводороды с большим содержанием парафиновых углеводородов изостроения (гидроизомеризация). В присутствии катализаторов, обладающих кислотными свойствами, гидроизомеризация протекает одновременно с другими реакциями гидрирования. При температурах выше 350 °С равновесие реакции смещается в сторону образования парафинов нормального строения, а не изопарафинов. Для нафтеновых углеводородов наблюдается обратное Влияние температуры. Гидроизомеризация при гидрокрекинге парафинов имеет большое значение, если ставится цель получать моторные топлива.
Органические соединения серы в условиях гидрогенизационных процессов превращаются в соответствующие углеводороды и сероводород; реакция может проходить через образование промежуточных сернистых соединений. Меркаптаны, сульфиды и дисульфиды легко гидрируются в сравнительно мягких условиях. В циклических сероорганических соединениях под воздействием водорода происходит насыщение с последующим разрывом кольца и образованием соответствующего парафинового или алкилароматического углеводорода. В качестве примера приведем две схемы преобразования более сложных сероорганических соединений — бензтиофенов и дибензтиофенов:
По мере роста молекулярного веса фракций полнота удаления азотсодержащих соединений уменьшается. На полноту удаления влияет также состав катализатора и носитель. При гидрокрекинге в присутствии дисульфида вольфрама на алюмосиликатном носителе наличие азотистых соединений в сырье частично подавляет реакции изомеризации вследствие образования аммиака и аминов. В промышленных процессах гидроочистки котельных и дизельных топлив и смазочных масел желательно достигнуть полного удаления азотсодержащих соединений основного характера, которые, как давно известно, являются причиной плохой стабильности нефтепродуктов — ухудшения цвета и образования нерастворимых осадков при хранении.
Кислородсодержащие органические соединения обычно легко вступают в реакции гидрирования с образованием соответствующих углеводородов и воды. В сложных смолистых и асфальтеновых веществах нефти и нефтяных остатков содержится много кислорода и поэтому превращение их в углеводородные продукты протекает значительно труднее. Из кислородсодержащих соединений наибольшее значение имеют смолы и асфальтены, которые при гидрогенизации превращаются в более низкомолекулярные углеводороды и воду. Кроме этих соединений в разном сырье могут присутствовать фенолы и нафтеновые кислоты, при гидрогенизации которых образуются соответствующие углеводороды и вода.
Промежуточные продукты крекинга нефти, содержащие высокоактивные молекулы, взаимодействуют с кислородом, образуя перекиси и другие промежуточные продукты окисления. Эти кислородные соединения обычно легко разрушаются при гидрировании.
Часто все три рассмотренных выше типа соединений присутствуют одновременно, а иногда все три гетероатома находятся в одной и той же молекуле. Такие молекулы содержатся в высококипящих фракциях и остаточных продуктах переработки нефти и угля. Они обычно содержат мало водорода и, кроме того, иногда связаны с металлами, присутствующими в нефтях.
Наряду с никелем в нефтях могут присутствовать другие металлы— железо, медь, алюминий, титан, ванадий, молибден и др. В нефтях и нефтепродуктах содержатся также и некоторые другие элементы, попавшие в них извне (при добыче нефти и ее переработке). Металлоорганические соединения разлагаются в присутствии активных катализаторов с выделением свободного металла, являющегося катализаторным ядом; он адсорбируется на поверхности катализатора, что снижает активность и избирательность катализатора.
Ванадий в процессе гидроочистки удаляется относительно легко, никель же удаляется несколько труднее. Высказывается предположение, что атомы ванадия концентрируются в наружных порах катализатора, а атомы никеля — во внутренних.
В присутствии обычных катализаторов в условиях, при которых происходит частичное превращение сернистых соединений, достигается практически полное превращение олефинов и кислородсодержащих соединений.
4.Разновидности гидрогенизационных процессов. Гидрогенизационные процессы в нефтеперерабатывающей промышленности применяются во все возрастающем объеме. Широкое развитие их обусловлено в основном повышением требований к качеству вырабатываемых нефтепродуктов и значительным объемом сернистых и высокосернистых нефтей, поступающих на переработку. Гидрогенизационные процессы имеют несколько разновидностей.
Деструктивная гидрогенизация — одно – или многоступенчатый каталитический процесс присоединения водорода под давлением, сопровождающийся расщеплением высокомолекулярных компонентов сырья и образованием низкомолекулярных углеводородов, используемых в качестве моторных топлив. В качестве сырья можно использовать бурые и каменные угли, остатки от перегонки коксовых, генераторных и первичных дегтей; остаточные продукты переработки нефти (мазут, гудрон, крекинг-остатки), а также тяжелые дистилляты первичной перегонки нефти (350—500 °С) и вторичных процессов (газойли крекингов и коксования); высокосернистую нефть и нефть с высоким содержанием асфальто-смолистых веществ.
Гидрокрекинг — одно – или двухступенчатый каталитический процесс (на неподвижном или движущемся слое), сопровождающийся расщеплением высокомолекулярных компонентов сырья и образованием углеводородов, позволяющих в зависимости от условий процесса и сырья получать широкую гамму продуктов: от сжиженных газов до масел и нефтяных остатков с низким содержанием серы. В качестве сырья можно использовать бензины (для получения сжиженного газа); керосино-соляровые фракции и вакуумные дистилляты (для получения бензина, реактивного и дизельного топлив); остаточные продукты переработки нефти (для получения бензина и реактивного и дизельного топлива); гачи и парафины (для получения высокоиндексных масел); высокосернистые нефти, сернистые и высокосернистые мазуты (для получения дистиллятных продуктов или топочного мазута с низким содержанием серы).
Недеструктивная гидрогенизация. Это одноступенчатый каталитический процесс, которому могут подвергаться все виды дистиллятного сырья. В результате они, не подвергаясь расщеплению, улучшают свои свойства: в основном освобождаются от непредельных углеводородов. В некоторых случаях так можно получить высококачественные продукты, например изооктан из диизобутилена. Кроме облагораживания нефтяных и других углеводородных фракций, недеструктивная гидрогенизация позволяет осуществлять ряд синтезов: с ее помощью получают синтетический бензин. Эта же реакция позволяет синтезировать также твердый парафин, церезин и метанол.
Гидроочистка— одноступенчатый процесс, проходящий в наиболее мягких, по сравнению с гидрокрекингом и деструктивной гидрогенизацией, условиях. Процесс протекает при 380—430 °С, 30—66 Ат, циркуляции водородсодержащего газа 100—600 м3/м3 сырья и объемной скорости 3—10ч-1 с применением катализатора (обычно алюмокобальтмолибденовый или алюмоникельмолибденовый). Гидроочистке (или гидрооблагораживанию) может подвергаться различное сырье, получаемое как при первичной перегонке нефти, так и при термокаталитических процессах, от газа до масел и парафина. Наибольшее применение гидроочистка имеет для обессеривания сырья каталитического риформинга, а также для получения реактивного и малосернистого дизельного топлива из сернистых и высокосернистых нефтей. При гидроочистке происходит частичная деструкция в основном сероорганических и частично кислородных и азотистых соединений. Продукты разложения насыщаются водородом с образованием сероводорода, воды, аммиака и предельных или ароматических углеводородов. 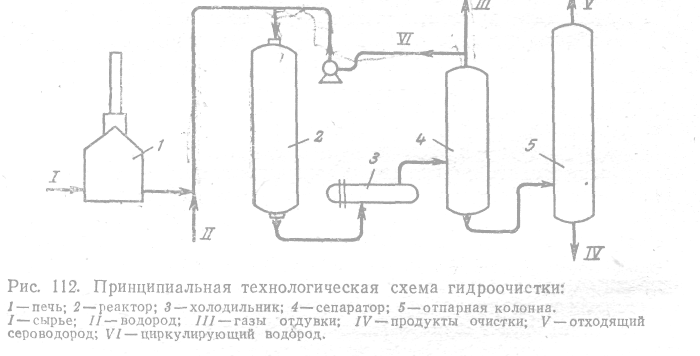
Гидродеалкилирование — процесс, проводимый в среде водорода при 20—70 Ат и 540—760 °С (при более низких температурах необходим катализатор). Сущность его заключается в превращении алкилароматических углеводородов в соответствующие моноароматические со степенью превращения 60—90% (за один проход). Гидродеалкилированию могут подвергаться индивидуальные соединения (как толуол, ксилолы) и смеси различного состава. Наибольшее применение гидродеалкилирование нашло при получении ароматических углеводородов, в первую очередь бензола
Классификация промышленных установок. В настоящее время существует много различных систем и типов установок, на которых осуществляются гидрогенизационные процессы. Системы гидрогенизационных установок по состоянию катализатора можно разделить на две группы: системы, где катализатор в реакторе находится в неподвижном состоянии в одном или нескольких слоях, и системы с движущимся катализатором. Ко второй группе можно отнести следующие установки: где катализатор находится в псевдоожиженном состоянии, в виде пасты, в виде коллоидной суспензии.
Технологически гидрогенизационные процессы могут оформляться в одну и более ступеней. В зависимости от назначения процесса, а также от качества перерабатываемого сырья и конечной цели гидрогенизащюнные процессы имеют 1—3 ступени. Большинство процессов гидрирования и особенно гидроочистки имеет одну ступень. Некоторые системы гидрокрекинга имеют как одну, так и две ступени. Обычно две ступени нужны для тех процессов гидрокрекинга, где в качестве сырья используются более тяжелые нефтяные остатки, или тех процессов, цель которых максимальное получение более легких продуктов. В этом случае на первой ступени проводится очистка сырья от ядов сернистых и особенно азотистых соединений; в качестве катализаторов большей частью служат осерненные окиси вольфрама и никеля; на второй ступени происходят основные процессы гидрокрекинга с деструкцией углеводородов и образованием целевых продуктов.
Процессы гидрогенизации могут быть классифицированы и по принципу основного направления реакций: деструктивная гидрогенизация, гидрокрекинг, недеструктивная гидрогенизация, гидроочистка и деалкилирование.
Катализаторы гидрогенизационных процессов выполняют несколько функций. Обычно различают гидрирующую, расщепляющую (крекирующую) и изомеризующую функции. Первую функцию обеспечивают металлы в основном VIII группы и окислы или сульфиды некоторых металлов VI группы периодической системы. Крекирующая функция обеспечивается носителем окисью алюминия, алюмосиликатами, магнийсиликатами или активированной глиной. Обычно носители выполняют также изомеризующую функцию. Если хотят повысить активность крекирующего компонента, прибегают к обработке катализатора галоидами фтором или хлором. Если необходимо усилить гидрирование, увеличивают содержание металла, способствующего гидрированию, или добавляют промоторы, обычно редкоземельные металлы. Следует подчеркнуть, что добавление галоидов способствует усилению не только крекирующей, но и изомеризующей способности. В некоторых случаях обе функции может выполнить одно соединение, например дисульфид вольфрама.
Иногда сульфиды и окислы металлов в свободном состоянии (без носителей) обнаруживают кислотные свойства. Примером может служить дисульфид вольфрама, обладающий каталитической активностью в реакциях гидроизомеризации и гидрокрекинга, а также в реакциях насыщения кратных связей в углеводородах.
Металлы (платина, палладий, никель) в чистом виде или на носителях, применяемые в реакциях насыщения непредельных и ароматических углеводородов. Они позволяют вести процесс при низких температурах, однако в сырье не должно быть катализаторных ядов.
Окислы и сульфиды металлов (или их сочетания) на кислотных носителях окись алюминия или магния, кизельгур. Они применяются главным образом в реакциях насыщающего гидрирования в присутствии потенциальных катализаторных ядов.
Окислы и сульфиды металлов (или их сочетания) на кислотных носителях алюмосиликате, магнийсиликате, окиси алюминия (кислотной) или активированной глине. Эти катализаторы применяются чаще всего для проведения гидроизомеризации и гидрокрекинга.
Большой вред работе гидрогенизационных установок наносят так называемые каталитические яды. Как правило, элементы V группы (азот, фосфор, мышьяк, сурьма, висмут) и часть элементов VI группы (кислород, сера, селен, теллур) являются ядами для металлов VIII группы (железа, кобальта, никеля, платины, палладия). Яды блокируют активные центры катализатора, так как прочно адсорбируются на них или химически взаимодействуют с ними. При регенерации катализатора в результате окисления катализаторных ядов достигается их нейтрализация, однако лучшим способом борьбы с ядами является установление дополнительного (первого по ходу сырья) реактора, заполненного катализатором, для разложения или связывания отравляющих примесей.
Так как сернистые соединения присутствуют практически во всех видах сырья, следует применять катализаторы, стойкие к сере. Такими катализаторами являются сульфиды металлов. В большинстве современных процессов в качестве катализаторов используют кобальт или никель, смешанные с молибденом на пористом носителе (в основном окись алюминия); иногда применяют сульфидный никельвольфрамовый катализатор. Обычно катализаторы выпускаются в окисной форме; при гидрогенизации сернистого сырья окислы кобальта (или никеля) и молибдена полностью или частично переходят в сульфидную форму. Часто после загрузки катализатор «осерняют» предварительно обрабатывают сероводородом или сернистыми соединениями и водородом.
Молибденовые катализаторы, особенно переведенные в сульфидную форму, весьма активны в реакциях гидрирования, протекающих в результате разрыва связей С—S. То же действие оказывает, например, молибден с кобальтом на окиси алюминия; очень важно, что катализатор обладает высокой теплостойкостью это способствует удлинению срока его службы, С другой стороны, активность катализатора гидрокрекинга в отношении разрыва-связей С—С мала, вследствие чего образование низкскипящих продуктов при условиях, требуемых для удаления серы, незначительно.
Катализаторы гидрогенизационных процессов весьма разнообразны, но их можно классифицировать по назначению так: катализаторы гидроочистки нефтяных дистиллятов; катализаторы гидрокрекинга нефтяного сырья от нефти до мазута; катализаторы деалкилирования.
В качестве примера рассмотрим Использование процессов гидрогенизации для получения масел.
Гибкость и универсальность гидрогенизационных процессов характерны не только при получении с их помощью топлив и сырья для химической промышленности, но и при получении масел. В производстве масел гидрогенизационные процессы могут применяться в различных модификациях. При гидроочистке депарафинированного масла в относительно мягких условиях не происходит ни превращения ароматических углеводородов, ни гидрокрекинга, но тем не менее выход и качество очищенного масла значительно превосходит эти показатели очистки смазочных масел глиной. Поэтому гидроочистка масел нашла широкое применение во всех странах мира.
Гидрирование фракций (в особенности полученных при переработке различных сернистых нефтей) в жестких условиях взамен селективной очистки, как показал ряд работ, технически осуществимо, но в настоящее время экономически не оправдано, за исключением получения специальных и высокоиндексных масел. Это объясняется тем, что гидрирование требует больших затрат, чем селективная очистка. Разница в затратах особенно сказывается тогда, когда в исходном сырье содержится много конденсированных ароматических углеводородов и для превращения их в соответствующие нафтены требуется проведение гидрирования именно в жестких условиях: с применением более высокого давления. В более мягком режиме удается получать масла со значительно более низким индексом вязкости, чем в жестком режиме. Поэтому в настоящее время гидрирование как метод получения масел взамен селективной очистки находит ограниченное применение. Однако в этой области ведутся исследования, в основном поиски катализатора, применение которого позволило бы снизить затраты (в том числе и за счет снижения необходимого давления в системе).
Смидович Е. В. Технология переработки нефти и газа. Часть вторая. М., «Химия», 1968.
Суханов В. П. Каталитические процессы в нефтепереработке. М., «Химия», 1973.
Орочко Д. И., Сулимов А. Д., Осипов Л. Н. Гидрогенизационные процессы в нефтепереработке. М., «Химия», 1971.
1 Иногда газовый блок является частью самой установки каталитического крекинга.
Http://protechek-net. ru/referaty_po_texnologii/referat_pererabotka_nefti. html
Что же такое нефть? Теплотехник ответит, что это прекрасное, высококалорийное топливо. Но химик возразит: нет! Нефть – это сложная смесь жидких углеводородов, в которых растворены газообразные и другие вещества. И чтобы перечислить все продукты, получаемые из нефти, нужно потратить несколько листов, так как их уже несколько тысяч.
Еще Д. И. Менделеев заметил, что топить печь нефтью все равно, что топить ее ассигнациями.
Историческая справка. Дмитрий Иванович Менделеев (1834-1907). Русский химик, открывший периодический закон химических элементов, разносторонний ученый, педагог и общественный деятель. Получил образование на отделении естественных наук физико-математического факультета Главного Педагогического Института в Петербурге, курс которого окончил в 1855 г. с золотой медалью. Защитил множество магистерских и докторских диссертаций, читал лекции в качестве доцента. Среди его трудов – фундаментальный работы по химии, химическим технологиям, физике, метрологии, воздухоплаванию, сельскому хозяйству, экономики, народному просвещению. Написал труд “Основы химии”. В 1869 г открыл периодический закон химических элементов.
Нефть (от перс. neft) – горючая маслянистая жидкость со специфическим запахом, распространенная в осадочной оболочке Земли и являющаяся важнейшим полезным ископаемым.
Залежи нефти находятся в недрах Земли на разной глубине, где нефть заполняет свободное пространство между некоторыми породами. Если она находится под давлением газов, то поднимается по скважине на поверхность Земли. По запасам нефти наша страна занимает одно из ведущих мест в мире.
Нефть – маслянистая жидкость от светло-бурого до черного цвета с характерным запахом. Она немного легче воды и практически в ней не растворяется. Так как нефть – смесь различных углеводородов, то у нее нет определенной температуры кипения.
Нефть сильно варьирует по цвету (от светло-коричневой, почти бесцветной, до темно-бурой, почти черной) и по плотности (от легкой 0,65-0,70 г/см 3 , до тяжелой 0,98-1,05 г/см 3 ).
Начало кипения нефти обычно выше 28 0 С. температура застывания колеблется от +30 0 до –60 0 С и зависит в основном от содержания парафина (чем его больше, тем температура застывания выше). Теплоемкость нефти 1,7-2,1 кДж/кг; теплота сгорания 43,7-46,2 мДж/кг; диэлектрическая проницаемость2-2,5; электрическая проводимость 2 . 10 -10 -0,3 . 10 -18 ом -1 . см -1 .
Вязкость изменяется в широких пределах и зависит от химического и фракционного состава нефти и смолистости (содержания в ней асфальтосмолистых веществ). Температура вспышки нефти колеблется от –35 до 120 0 С в зависимости от фракционного состава и давления насыщенных паров. Нефть растворима в органических растворителях, в воде при обычных условиях практически нерастворима, но может образовывать с ней стойкие эмульсии.
Сочетание обозначений класса, типа, группы, подгруппы и вида составляет шифр технологической классификации нефти.
В зависимости от месторождения нефть имеет различный качественный и количественный состав. Так, например, бакинская нефть богата циклопарафинами и сравнительно бедна предельными углеводородами. Значительно больше предельных углеводородов в грозненской и ферганской нефти. Пермская нефть содержит ароматические углеводороды.
Представляя собой жидкость, более легкую, чем вода, нефть разных мест, иногда даже и соседних, различна по многим свойствам: цвету, плотности, летучести, температуры кипения. Однако любая нефть это жидкость почти нерастворимая в воде и по элементарному составу содержащая преимущественно углеводороды с подмесью небольшого количества кислородных, сернистых, азотистых и минеральных соединений, что видно не только по элементарному составу, но и по всем свойствам углеводородов. В бакинской (апшеронской) нефти Марковников и Оглоблин нашли от 86,6 до 87,0% углерода и от 13,1 до 13,4% водорода…
Историческая справка. Оглоблин Николай Николаевич (1852-?). Русский историк – археограф. Служил архивариусом при Московском архиве Министерства Юстиции. Автор исследований “Обозрение историко-географических материалов 17 и 18 века”. Его обозрения архивных материалов по истории Сибири печатались в журналах “Русская старина”, “Исторический вестник”, “Книговедение”.
Историческая справка. Марковников Владимир Васильевич (1837-1904). Русский химик, ученик Бутлерова. Основные научные труды посвятил развитию теории химического строения, исследованию нефти и нефтенов. Защитил магистерскую диссертацию “Об изомерии органических соединений”, на основе воззрений Бутлерова вывел правило Марковникова. В 1870-х получил все предсказанные теорией строения изомерные двухосновные кислоты общей формулы C 3 H 6 (CO 2 H) 2 . впервые получил соединения с семи и восьмичленными циклами, изучал механизм реакции этерификации, окисление замещенных циклических кетонов и др. Исследовал соляные озера России.
…В пенсильванской нефти С. К. Девилль нашел 83-84% углерода, 13,7-14,7% водорода, в рангунской (в Бирме) 83,8% углерода и 12,7% водорода, в огайской Мабери нашел только 83,6-85,8% углерода и 13,05-14,6% водорода. Недостающее до 100 отвечает содержанию кислорода, серы, азота, воды и минеральных подмесей. Количество серы в некоторых сортах нефти едва составляет несколько сотых % (например, в обыкновенной зеленой бакинской нефти всего 0.06%). Азота всегда мало, обыкновенно меньше 0,2%. Минеральных подмесей (золы) еще меньше и пока не известен ни один случай. Когда количество их доходило бы до 0,1%. Поэтому, за вычетом суммы всех других составных начал, в сырой нефти надо принимать от 1 до 4% кислорода. Это следует из того, что в нефти содержатся органические (жирные и близкие к ним) кислоты, так как они содержат кислород. Различия в элементарном составе, как видно, не велики, несмотря на значительную разность свойств. Однако все-таки разность состава сказывается в том, что на 12 грамм (атомное количество) углерода в американской нефти около 1,95 грамм водорода, а в бакинской только 1,82. Это доказывает, что во всей массе нефти содержится всегда меньше водорода, чем в углеводородах состава С n H 2n (потому что для них на 12 частей углерода приходятся 2 части водорода), и что от этого состава бакинская нефть дальше, чем американская, что подтверждается и знакомством с углеводородами, извлекаемыми из нефти.
Историческая справка. Сент – Клер Девилль Шарль (1814-1876). Французский химик, член Парижской АН (с 1861 г.). в 1849 получил азотный ангидрид (действием хлора на сухой нитрат серебра). В 1854 создал первый промышленный способ получения алюминия. Разработал методы очистки сырой платины и выделения ее остатков.
Составными началами нефти, помимо небольшой подмеси кислородных, сернистых и других соединений, являются углеводороды, смесь которых входит в состав различных очищенных продуктов, получаемых из нефти и находящих разнообразное применение. Основным способом для отделения друг от друга, как этих промышленных продуктов (всевозможных смесей), так и самостоятельных в химическом смысле углеводородов, содержащихся в нефти и ее продуктах, является перегонка, основанная на разной упругости пара разных жидкостей при одной и той же температуре.
Нефть содержит смесь углеводородов разных рядов, преимущественно средних между жирными и ароматическими. Первые точные исследования были сделаны в этом отношении около 1860 года Пелузом и Кагуром во Франции, Шорлеммером в Англии и Уарреном в Америке преимущественно над легкими углеводородами (бензином) пенсильванской нефти…
Историческая справка. Карл Шорлеммер (1834-1892). Немецкий химик-органик, глава Лондонского королевского общества. Работал в Оуэнском колледже в Манчестере. Основные работы посвящены исследованиям предельных углеводородов. Доказал равнозначность четырех валентных углеводородов (1868). Предложил систематику органических соединений и создал на ее основе учебник. Имеет также труды по истории органической химии. Был прогрессивным общественным деятелем.
…Они показали, что в ней содержатся предельные (жирные) углеводороды С n H 2n+2 , начиная от газообразных (CH 4 всегда сопровождает нефть), растворенных в нефти и затем все с высшими n, например, в лигроине и бензин от C 5 H 12 до C 8 H 18 , в керосине сверх того и высшие от С 9 Н 20 . Сверх того уже первые исследователи указали в нефти содержание углеводородов с меньшим количеством водорода из рядов C n H 2n, С n H 2n-2 и т. д. Но при исследовании русской нефти профессором Марковниковым были обнаружены преобладающими углеводороды из ряда нафтенов С n H 2n. В начале 1880-ых годов Менделеев , извлек из разных образцов бензина бакинской нефти пентан С 5 Н 12 и тем самым доказал, что и в нашей бакинской нефти содержатся предельные углеводороды. В природной нефти содержатся и углеводороды рядов С n H 2n-2 и С n H 2n-4 , а также и ароматические углеводороды, хотя и в очень малом количестве.
Таким образом, главную массу всех видов нефти образует смесь предельных С n H 2n+2 углеводородов с нафтенами С n H 2n с подмесью С n H 2n-2 до С n H 2n-6 , преобладают же особенно в русской нефти нафтены, а предельных углеводородов более в американской. Этому утверждению не противоречат даже самые высококипящие твердые углеводороды (парафин, церезин), получаемые из нефти и продуктов с нею сходственных (горный воск и др.). При этом и все явления, сопровождающие перегонку нефти, полностью объясняются.
Истоки современных представлений о происхождении нефти возникли в XVIII – начале XIX века. М. В. Ломоносов заложил гипотезы органического происхождения нефти, объясняя ее образование воздействием “подземного огня” на “окаменелые уголья”, в результате чего, по его мнению, образовывались асфальты, нефти и “каменные масла”. Идея о минеральном происхождении нефти впервые была высказана
Историческая справка. Михаил Васильевич Ломоносов (1711-1765). Первый русский ученый – естествоиспытатель мирового значения, человек энциклопедических знаний, разносторонних интересов и способностей, один из основоположников физической химии, поэт, заложивший основы современного литературного языка, художник, историк, поборник отечественного просвещения и развития самостоятельной русской науки.
Развитие химии, эксперименты по неорганическому синтезу углеводородов, проведенные М. Бертло (1866 год), Г. Биассоном (1871), послужили отправной точкой для развития гипотезы минерального происхождения.
Историческая справка. Пьер Эжен Марселен Бертло (1827-1907). Французский химик и общественный деятель. Синтезировал огромное число органических соединений, относящихся к различным классам. Взаимодействием глицерина и жирных кислот получил (1853-1854) аналог природных жиров, доказал возможности их синтеза. Его работы: синтезы метана, этилена, бензола. Исследовал скорости образование сложных эфиров из спиртов и кислот.
Д. И. Менделеев , придерживавшийся до 1867 года представлений об органическом происхождении нефти, в 1877 году сформулировал известную гипотезу ее минерального происхождения, согласно которой нефть образуется на больших глубинах при высокой температуре вследствие взаимодействия воды с карбидами металлов. За прошедшее столетие накопилось огромное количество химических, геохимических и геологических данных, проливающих свет на проблему происхождения нефти. В настоящее время преобладающая часть ученых — химиков, геохимиков и геологов — считает наиболее обоснованными представления об органическом генезисе нефти, хотя имеются ученные, которые до сих пор отдают предпочтение минеральной гипотезе ее образования.
Все гипотезы минерального происхождения нефти объединяет идея синтеза углеводородов, кислородо-, серо – и азотосодержащих компонентов нефти из простых исходных веществ — C, H 2 , CO, CO 2 , CH 4 , H 2 O и радикалов при высоких температурах и взаимодействии продуктов синтеза с минеральной частью глубинных пород.
Д. И. Менделеев считал, что основой процесса образования углеводородов является взаимодействие карбидов глубинных металлов с водой, которая проникает по трещинам с поверхности на большую глубину. Схема процесса представлялась следующим образом:
Д. И. Менделеева , поднимались затем в верхнюю холодную часть земной коры, где они конденсировались и накапливались в пористых осадочных породах. Карбиды металлов в то время в глубинных породах еще не были известны. В настоящее время предположение Д. И. Менделеева подтвердилось, в глубинных породах найдены карбиды ряда элементов (Fe 3 C, TiC, Cr 2 C 3 , WC, SiC). Но крупных скоплений они не образуют; это мельчайшие (доли миллиметра) редко встречающиеся и рассеянные в породах минеральные выделения. Поэтому процесс образования углеводородов в огромных количествах, которые известны в природе, с этих позиций объяснить очень трудно. Не вызывает сомнений сейчас также, что вода с поверхности по трещинам на большие глубины поступать не может. Но это и не существенно, флюидная фаза глубинных пород в определенных условиях содержит воду, поэтому в принципе ее взаимодействие с карбидами возможно. Вполне вероятно и образование простейших углеродах, однако вряд ли это возможно в больших количествах.
В 1892 году М. А. Соколовым была выдвинута гипотеза космического происхождения нефти. Суть ее сводится к тому же минеральному синтезу углеводородов из простых веществ, но на первоначальной, космической стадии формирования Земли. Предполагалось, что образовавшиеся углеводороды находились в газовой оболочке, а по мере остывания поглощались породами формировавшейся земной коры. Высвобождаясь затем из остывавших магматических пород, углеводороды поднимались в верхнюю часть земной коры, где образовывали скопления. В основе этой гипотезы были данные о наличии углерода и водорода в хвостах комет и углеводородов в метеоритах.
В первой половине XX века интерес к гипотезе минерального происхождения нефти в основном был потерян. Поиски нефти велись во всем мире, исходя из представлений о ее органическом происхождении.
С 1950 года снова начал возрастать интерес к минеральной гипотезе, причиной чего была, по-видимому, недостаточная ясность в ряде вопросов органической концепции, что и вызвало ее критику. Наибольшую известность получили представления Н. А. Кудрявцева . Они заметно изменялись во времени, но сущность их заключаются в том, что нефть и газ образуются в глубинных зонах Земли из смеси H 2 COCO 2 и CH 4 в результате реакций прямого синтеза углеводорода из CO и Н 2 :
А также полимеризация радикалов =CH, – CH 2 , CH 3 . Предполагалось, что образование углеводородов происходит из реакционной смеси в раздробленных глубинными разломами участках литосферы. Прорыв находящихся под высоким давлением углеводородов вверх, в осадочную толщу, приводит к образованию залежей нефти и газа.
В поисках доказательств абиогенного синтеза нефти некоторые исследователи обращались к промышленным процессам получения синтетических топлив (типа синтеза Фишера – Тропша). Однако по мере углубления знаний о строении нефти отчетливо выявились глубокие различия в составе природных и синтетических углеводородных смесей. Последние практически не содержат широко представленных в нефти сложно построенных углеводородных молекул, насыщенных структурных аналогов компонентов живого вещества — жирных кислот, терпинов, стиролов и т. д.
Ряд аргументов сторонников минерального происхождения нефти основан на термодинамических расчетах. Е. Б. Чикалюк попытался определить температуру нефтеобразования по соотношению между некоторыми изомерными углеводородами, допуская, что высокотемпературный синтез приводит к образованию термодинамически равновесных смесей. Рассчитанная таким образом температура нефтеобразования составила 450-900єC, что соответствует температуре глубинной зоне 100-160 км в пределах верхней мантии Земли.
Однако для той же нефти расчет по другим изомерным парам дает другие значения температуры, совершенно нереальные в условиях земной коры и мантии. В настоящее время доказано, что изомерные углеводороды нефти являются неравновесными системами. С другой стороны, расчеты термодинамических свойств углеводородов в области очень высоких давлений весьма условны из-за необходимости прибегать к сверхдальним экстраполяциям.
В принципе в глубинных условиях Земли при наличии С и Н 2 синтез СН 4 , его гомологов, а, может быть, и некоторых более высокомолекулярных соединений вполне возможно и происходит. Но пока нет достаточных ни теоретических, ни экспериментальных данных, которые могли бы однозначно доказать возможности минерального синтеза такой сложной и закономерной по составу системы углеводородов, азото-, серо – и кислородосодержащих соединений какой является природная нефть, которая обладает оптической активностью и весьма сходна по многим признакам на молекулярном и изотопном уровнях с живым веществом организмов и биоорганическим веществом осадочных пород.
Геологические доказательства минеральной гипотезы — наличие следов метана и некоторых нефтяных углеводородов в глубинных кристаллических породах, в газах и магмах, извергающихся из вулканов, проявления нефти и газа по некоторым глубинным разломам и т. п. — являются косвенными и всегда допускают двойную трактовку.
Внедряющиеся в земную кору глубинные породы расплавляют и ассимилируют осадочные породы с имеющимся в них биогенным органическим веществом, жерла вулканов также проходят через осадочные толщи, причем иногда регионально нефте-газоносные, поэтому находимые в них СН 4 и некоторые другие нефтяные углеводороды могли образоваться не только в результате минерального синтеза, но и при термической деструкции захваченного биогенного органического вещества осадочных пород или при поступлении нефти в осадочные породы уже после остывания магматических пород. Но главное доказательство состоит в большом сходстве химических и геохимических показателей многих углеводородных и неуглеводородных соединений нефти с аналогичными компонентами живого вещества организмов и биогенного органического вещества современных осадков и древних осадочных пород.
Гениальная догадка М. В. Ломоносова об образовании нефти в результате воздействия повышенной температуры на биогенное органическое вещество осадочных пород начала получать подтверждение в конце XIX— начале XX веков при проведении экспериментальных химических и геологических исследований.
Энглер (1888 г.) при перегонке сельдевого жира получил коричневого цвета масла, горючие газы и воду. В легкой фракции масел содержались углеводороды от С 5 до С 9 , во фракции больше 300єС парафины, нафтены, олефины и ароматические углеводороды. Возникла гипотеза образования нефти из жиров животного происхождения.
Историческая справка. Энглер Карл Освальд (1842-1925). Немецкий химик-органик. Окончил Фрейбургский университет. Профессор университета в Галле (с 1872 г.) и высшей технической школы в Карлсруэ (1876-1919). Основные труды по химии и технологии нефти, предложил ряд приборов для ее исследований. Член-корр. Петербургской АН (с 1913).
В 1919 году Н. Д. Зелинский подвергнул перегонке озерный сапропелевый ил, почти нацело состоявший из растительного материала — остатков планктонных водорослей с высоким содержанием липидов…
Историческая справка. Зелинский Николай Дмитриевич (1861-1953). Русский химик – органик, академик АН СССР (с 1929 г.). Герой Социалистического труда (с 1945 г). Один из основоположников учения об органическом катализе. Был в Санкт – Петербурге директором Центральной Лаборатории Министерства финансов (также заведующим кафедрой в Политехническом Институте). Научная деятельность очень разносторонняя: работы по химии тиофена, стереохимии органических двуосновных кислот, электропроводности в неводных растворах, химии углеводородов и органическому катализу. в 1895-1907 впервые синтезировал ряд циклопентановых и циклогексановых углеводородов, послуживших эталонами для изучения химических свойств нефтяных фракций. В 1915 успешно использовал окисные катализаторы при крекинге нефти.
…При этом были получены кокс, смолы, газ и пирогенетическая вода. Газ состоял из СН 4 , СО 2 , Н 2 и Н 2 S. Смола содержала бензин, керосин и тяжелые смолистые вещества. В бензине были обнаружены алканы, нафтены и арены; в керосине преобладали циклические полиметиленовые углеводороды. Полученная смесь углеводородов во многом была сходна с природной нефтью, тяжелые фракции обладали оптической активностью.
Оптическая активность — одно из фундаментальных свойств, общих для живого вещества, продуктов его преобразования и природных нефти. При минеральном синтезе углеводородов возникают рацемические смеси, не обладающие оптической активностью, поскольку они не содержат равное количество лево – и правовращающихся молекул, что выгодно с позиций термодинамики (такая смесь характеризуется максимумом энтропии).
Для живой природы, напротив, характерна зеркальная асимметрия: все биогенные аминокислоты — левые, сахара — правые зеркальные изомеры. Оптическая асимметрия органических молекул — достаточное основание для утверждения о наличии живого вещества или продуктов его посмертного преобразования. С этих позиций оптически активная нефть может быть только продуктом биосферы, а не минерального синтеза. Оптическая активность нефти связана главным образом с углеводородами типа тритерпанов и стеранов.
Получение оптически активных нефтеподобных продуктов при перегонке органического вещества планктонных водорослей послужило основой для гипотезы происхождения нефти из растительного материала. Этому способствовали и геологические исследования. При поисках и разведке нефтяных месторождений геологи уже в XIX веке стали отмечать частую приуроченность нефтяных залежей к древним морским отложениям, обогащенным сапропелевым органическим веществом, которые были названы нефте-материнскими.
Начиная с работ А. Д. Архангельского (1927 г.) и П. Д. Траска (1926 — 1932 гг.) развернулись исследования органического вещества современных осадков и древних осадочных пород. Значительное влияние на направление исследований оказал И. М. Губкин …
Историческая справка. Губкин Иван Михайлович (1871-1939). Советский геолог, создатель современной геологической Академии АН СССР. В 1917-18 командирован в США для изучения нефтяной промышленности. Председатель Особой Комиссии по Курской Магнитной Аномалии. С 1930 в Московской горной Академии заведующий кафедрой геологии и нефтяных месторождений. Основные труды по геологии нефти. В труде “Учение о нефти” 1932 г. изложил свои представления о происхождении нефти, условиях формировании нефтяных месторождений. Разработал вопросы первичности и вторичности нефтяных залежей, миграции нефти и газа, классификация нефтяных залежей и закономерность их распределения. Работы о задании нефтяной базы между Волгой и Уралом изложены в “Урало-Волжская нефтеносная область”.
…Он подчеркивал, что широкое региональное распространение месторождений нефти в осадочных толщах заставляет отбросить любые возможные экзотические источники для образования нефти и считать, что источником нефти может быть только широко распространенное в осадочных породах рассеянное органическое вещество смешанного растительно-животного происхождения.
Детальные исследования выявили все большие черты сходства между углеводородами рассеянного органического вещества осадочных пород, названных Н. Б. Вассоевичем микронефтью, и нефти из ее месторождений…
Историческая справка. Вассоевич Николай Брониславович (1902-?). русский геолог, член-корр. АН СССР. В 1924-40 изучал геологическое строение и нефтегазоносность Сев. Кавказа, Грузии, Азербайджана и севера Сибири. В 1940-63 работал во Всесоюзном нефтяном научно – исследовательском институте, где занимался основными проблемами литологии и нефтяной геологии. Был заведующим кафедрой геологии и геохимии горючих ископаемых геологического факультета МГУ. Его основные труды были по методике изучения флишевых отложений, а также по теории осадочно-миграционного (органического) происхождения нефти.
…Особое значение имело открытие в нефти, унаследованных от животного вещества биомолекул (“химических ископаемых”, по аналогии с палеонтологическими).
Важными “биогенными метками” являются свойственные живому веществу многие изопреноидные углеводороды, возникновение которых связывают с фитолом — периферическим структурным элементом молекулы хлорофилла. Благодаря большому сходству в молекулярной структуре между стероидами и стеранами, тритерпеноидами и тритерпанами живого вещества и нефти, их присутствие является надежным показателем органического генезиса нефти.
По стереохимическим особенностям нефтяные стераны и тритерпаны все-таки несколько отличаются от исходных биологических соединений, что связано с изменениями при термическом превращении пространственного строения одного или нескольких хиральных центров биомолекул. Пентоциклические тритерпены встречаются в основном в наземных растениях. В органическом веществе морских осадочных пород и в нефти распространены тетрациклические углеводороды – стераны, свойственные сине-зеленым планктонным водорослям, которые явились одним их основных биопродуцентов при накоплении сапропелевого органического вещества в морских осадков в течение всего геологического времени.
К унаследованным биогенным структурам относятся и нормальные алканы. Содержание их в нефти достигает 10-15, а иногда и 30% . свидетельством образования н-алканов из биогенных жирных кислот являются случаи преобладания в малопреобразованных нефти н-алканов с нечетным числом атомов углеводородов над “четными”. Для живого вещества и образованного из него органического вещества осадков всегда характерно преобладание жирных кислот с четным числом атомов углерода.
Постепенное сглаживание этих первичных генетических признаков до примерно одинаковой концентрации “четных” и “нечетных” н-алканов и в органическом веществе нефти материнских пород и нефтезалежей происходит по мере нарастания глубины и температуры в недрах вследствие вторичных реакций.
Таким образом, по многим признакам на молекулярном уровне и наличию “биомаркеров” прослеживается связь между живым веществом организмов, органическим веществом осадочных нефте-материнских пород и нефти в залежах. Суммарное количество унаследованных от живого вещества биогенных молекулярных структур иногда достигает в нефти 30% от их массы.
Детальное изучение состава и распределения “биомаркеров” в органическом веществе осадочных пород и в нефти позволяет не только утверждать органическое происхождение нефти, но даже определять для конкретных залежей, из каких именно отложений в них поступали нефтяные углеводороды при формировании месторождений.
Известно, что нефть распределена в осадочных толщах неравномерно, и это также понятно с позиций органической концепции ее образования. Исходная для нефти органическое вещество накапливалось в осадках в течение геологического времени неравномерно. Максимумам его накопления в девонских, юрско-меловых и третичных отложениях соответствуют максимальные массы образовавшихся рассеянных нефтяных углеводородов в нефте-материнских отложениях этого возраста и максимумы запасов нефти в открытых месторождениях.
Таким образом, все химические, геохимические и геологические данные с несомненностью свидетельствуют об органическом происхождении нефти.
Известно, что при нагревании сапропелевых сланцев до 150-170є С начинается слабое термическое разложение термического вещества, приводящее к повышению выхода экстрактивных веществ; при 200є С их образуется заметно больше, а при 370-400є С после нагревания в течение 1 часа уже до 60-80% органического вещества сланцы переходят в растворимое состояние. Образуется много асфальтово-смолистых веществ, содержащих все основные классы нефтяных углеводородов, а также газы (СO 2 , CH 4 , H 2 S) и пирогенетическая вода.
В принципе тот же самый процесс термического (или термокаталитического) разложения происходит и в природных условиях при погружении содержащих сапропелевое органическое вещество отложений под накапливающиеся над ними более молодыми осадками. Только в природных условиях он протекает крайне медленно, со скоростью погружения осадков обычно от 50-100 до 300 м/млн. лет. Опускание на глубину 2-3 км, характеризующуюся большей части залежей образовавшийся нефти и температурой до 150-160єС осуществляется за время от 10 до 60 млн. лет. Такой очень медленный природный “технологический” процесс термического превращения органического вещества с подъемом температуры на один градус Цельсия за 60-400 тыс. лет трудно себе представить, однако проведенные исследования подтверждают, что в природных условиях он действительно реализуется очень широко во многих впадинах, заполненных мощными толщами накопленных осадков. Детальные геолого-геохимические исследования позволили ученым проследить последовательные стадии этого процесса.
Балансовые расчеты термического превращения сапропелевого органического вещества и процессов эмиграции нефтяных углеводородов по полученным экспериментальным данным позволили создать теоретическую количественную модель образования нефти. Главная фаза нефтеобразования характеризуется максимальной скоростью генерации нефтяных углеводородов, обычно в глубинном диапазоне 2-3 км при температуре от 80-90 до 150-160єС. При низком геотермическом градиенте, медленном нарастании температуры с глубиной главной фазы нефтеобразования реализуется в более глубокой зоне, примерно до 6-8 км. Общее количество образующихся битуминозных веществ и нефтяных углеводородов превышает 30%, а количество эмигрировавшей в пористые пласты коллекторы нефти достигает 20% от исходной массы сапропелевого органического вещества.
Всплывание нефти, вынесенной из глинистых нефте-материнских пород в водонасыщенные пористые пласты, приводит постепенно к образованию ее скоплений (залежей) в наиболее приподнятых участках пластов (на антиклинальных структурах). Процесс нефтеобразования и формирования ее залежей на этом заканчивается.
Цель нефтеразведки – выявление, геолого-экономическая оценка и подготовка к разработке залежей нефти. Нефтеразведка производится с помощью геологических, геофизических, геохимических и буровых работ в рациональном сочетании и последовательности.
На первой стадии поискового этапа в бассейнах с не установленной нефтегазоносностью либо для изучения слабо исследованных тектонических зон или нижних структурных этажей в бассейнах с установленной нефтегазоносностью проводятся региональные работы. Для этого осуществляются аэромагнитная, геологическая и гравиметрическая съемки, геохимические исследования вод и пород, профильное пересечение территории электро – и сейсморазведкой, бурение опорных и параметрических скважин. В результате устанавливаются районы для дальнейших поисковых работ.
На второй стадии производится более детальное изучение нефтегазоносных зон путем детальной гравиразведки, структурно-геологической съемки, электро – и сейсморазведки, структурного бурения.
Производится сравнение снимков масштабов 1:100.000 – 1:25.000. уточняется оценка прогнозов нефтегазоносности, а для структур с доказанной нефтегазоносностью, подсчитываются перспективные запасы.
На третьей стадии производится бурение поисковых скважин с целью открытий месторождений. Первые поисковые скважины бурятся на максимальную глубину. Обычно первым разведуется верхний этаж, а затем более глубокие. В результате дается предварительная оценка запасов.
Разведывательный этап – завершающий в геологоразведочном процессе. Основная цель – подготовка к разработке. В процессе разведки должны быть оконтурены залежи, определены литологический состав, мощность, нефтегазонасыщенность. По завершению разведочных работ подсчитываются запасы и даются рекомендации о вводе месторождения в разработку. Эффективность поиска зависит от коэффициента открытий месторождений – отношением числа продуктивных площадей к общему числу разбуренных поисковым бурением площадей.
Почти вся добываемая в мире нефть, извлекается посредством буровых скважин, закрепленных стальными трубами высокого давления. Для подъема нефти и сопутствующих ей газа и воды на поверхность скважина имеет герметичную систему подъемных труб, механизмов и арматуры, рассчитанную на работу с давлениями, соизмеримыми с пластовыми. Добыче нефти при помощи буровых скважин предшествовали примитивные способы: сбор ее на поверхности водоемов, обработка песчаника или известняка, пропитанного нефтью, посредством колодцев.
Сбор нефти с поверхности водоемов – это, очевидно, первый по времени появления способ добычи, который до нашей эры применялся в Мидии, Вавилонии и Сирии. Сбор нефти в России, с поверхности реки Ухты начат Ф. С. Прядуновым в 1745 г. В 1858 на полуострове Челекен нефть собирали в канавах, по которым вода стекала из озера. В канаве делали запруду из досок с проходом воды в нижней части: нефть накапливалась на поверхности.
Разработка песчаника или известняка, пропитанного нефтью , и извлечение из него нефти, впервые описаны итальянским ученым
Ф. Ариосто в 15 веке. Недалеко от Модены в Италии такие нефтесодержащие грунты измельчались и подогревались в котлах. Затем нефть выжимали в мешках при помощи пресса. В 1833 –1845 г. г. нефть добывали из песка на берегу Азовского моря. Песок помещали в ямы с покатым дном и поливали водой. Вымытую из песка нефть собирали с поверхности воды пучками травы.
Добыча нефти из колодцев производилась в Киссии, древней области между Ассирией и Мидией в 5 веке до нашей эры при помощи коромысла, к которому привязывалось кожаное ведро. Подробное описание колодезной добычи нефти в Баку дал немецкий натуралист Э. Кемпфер . Глубина колодцев достигала 27 м, их стенки обкладывались камнем или укреплялись деревом.
Добыча нефти посредством скважин начала широко применяться с 60-х г. 19 века. Вначале наряду с открытыми фонтанами и сбором нефти в вырытые рядом со скважинами земляные амбары добыча нефти осуществлялась также с помощью цилиндрических ведер с клапаном в днище. Из механизированных способов эксплуатации впервые в 1865 в США была внедрена Глубоконасосная эксплуатация , которую в 1874 г применили на нефтепромыслах в Грузии, в 1876 в Баку. В 1886 г В. Г. Шухов предложил Компрессорную добычу нефти , которая была испытана в Баку в 1897г. Более совершенный способ подъема нефти из скважины – Газлифт – предложил в 1914 г М. М. Тихвинский .
Процесс добычи нефти, начиная от притока ее по пласту к забоям скважин и до внешней перекачки товарной нефти с промысла, можно разделить условно на 3 этапа.
Движение нефти по пласту к скважинам благодаря искусственно создаваемой разности давлений в пласте и на забоях скважин.
Движение нефти от забоев скважин до их устьев на поверхности – эксплуатация нефтяных скважин.
Сбор нефти и сопровождающих ее газа и воды на поверхности, их разделение, удаление минеральных солей из нефти, обработка пластовой воды, сбор попутного нефтяного газа.
Под разработкой нефтяного месторождения понимается осуществление процесса перемещения жидкостей и газа в пластах к эксплуатационным скважинам. Управление процессом движения жидкостей и газа достигается размещением на месторождении нефтяных, нагнетательных и контрольных скважин, количеством и порядком ввода их в эксплуатацию, режимом работы скважин и балансом пластовой энергии. Принятая для конкретной залежи система разработки предопределяет технико-экономические показатели. Перед забуриванием залежи проводят проектирование системы разработки. На основании данных разведки и пробной эксплуатации устанавливают условия, при которых будет протекать эксплуатация: ее геологическое строение, коллекторские свойства пород (пористость, проницаемость, степень неоднородности), физические свойства жидкостей в пласте (вязкость, плотность), насыщенность пород нефти водой и газом, пластовые давления. Базируясь на этих данных, производят экономическую оценку системы, и выбирают оптимальную.
При глубоком залегании пластов для повышения нефтеотдачи в ряде случаев успешно применяется нагнетание в пласт газа с высоким давлением.
Извлечение нефти из скважин производится либо за счет естественного фонтанирования под действием пластовой энергии, либо путем использования одного из нескольких механизированных способов подъема жидкости. Обычно в начальной стадии разработки действует фонтанная добыча, а по мере ослабления фонтанирования скважину переводят на механизированный способ: газлифтный или эрлифтный, глубинонасосный (с помощью штанговых, гидропоршневых и винтовых насосов).
Газлифтный способ вносит существенные дополнения в обычную технологическую схему промысла, так как при нем необходима газлифтная компрессорная станция с газораспределителем и газосборными трубопроводами.
Нефтяным промыслом называется технологический комплекс, состоящий из скважин, трубопроводов, и установок различного назначения, с помощью которых на месторождении осуществляют извлечение нефти из недр Земли.
На месторождениях, разрабатываемых с помощью искусственного заводнения, сооружают систему водоснабжения с насосными станциями. Воду берут из естественных водоемов с помощью водозаборных сооружений.
В процессе добычи нефти важное место занимает внутрипромысловый транспорт продукции скважин, осуществляемый по трубопроводам. Применяются 2 системы внутрипромыслового транспорта: напорные и самотечные. При напорных системах достаточно собственного давления на устье скважин. При самотечных движение происходит за счет превышения отметки устья скважины над пометкой группового сборного пункта.
При разработке нефтяных месторождений, приуроченных к континентальным шельфам, создаются морские нефтепромыслы.
Первый завод по очистке нефти был построен в России в 1745 г., в период правления Елизаветы Петровны, на Ухтинском нефтяном промысле. В Петербурге и в Москве тогда пользовались свечами, а в малых городах – лучинами. Но уже тогда во многих церквях горели неугасаемые лампады. В них наливалось гарное масло, которое было не чем иным, как смесью очищенной нефти с растительным маслом. Купец Набатов был единственным поставщиком очищенной нефти для соборов и монастырей.
В конце XVIII столетия была изобретена лампа. С появлением ламп возрос спрос на керосин.
Очистка нефти – удаление из нефтепродуктов нежелательных компонентов, отрицательно влияющих на эксплуатационные свойства топлив и масел.
Химическая очистка производится путем воздействия различных реагентов на удаляемые компоненты очищаемых продуктов. Наиболее простым способом является очистка 92-92% серной кислотой и олеумом, применяемая для удаления непредельных и ароматических углеводородов.
Физико-химическая очистка производится с помощью растворителей, избирательно удаляющих нежелательные компоненты из очищаемого продукта. Неполярные растворители (пропан и бутан) используются для удаления из остатков переработки нефти (гудронов), ароматических углеводородов (процесс деасфальтации). Полярные растворители (фенол и др.) применяются для удаления полициклических ароматических углеродов с короткими боковыми цепями, сернистых и азотистых соединений из масляных дистиллятов.
При Адсорбционной очистке из нефтепродуктов удаляются непредельные углеводороды, смолы, кислоты и др. адсорбционную очистку осуществляют при контактировании нагретого воздуха с адсорбентами или фильтрацией продукта через зерна адсорбента.
Каталитическая очистка – гидрогенизация в мягких условиях, применяемая для удаления сернистых и азотистых соединений.
Братья Дубинины впервые создали устройство для перегонки нефти. С 1823 г. Дубинины стали вывозить фотоген (керосин) многими тысячами пудов из Моздока внутрь России. Завод Дубининых был очень прост: котел в печке, из котла идет труба через бочку с водой в пустую бочку. Бочка с водой – холодильник, пустая – приемник для керосина.
В Америке впервые опыты по перегонке нефти осуществил в 1833 г. Силлиман.
На современном заводе вместо котла устраивается ложная трубчатая печь. Вместо трубки для конденсации и разделения паров сооружаются огромные ректификационные колонны. А для приёма продуктов перегонки выстраиваются целые городки резервуаров.
Нефть состоит из смеси различных веществ (главным образом углеводородов) и потому не имеет определённой точки кипения. На трубчатках нефть подогревают до 300-325 о. При такой температуре более летучие вещества нефти превращаются в пар.
Печи на нефтеперегонных заводах особые. С виду они похожи на дома без окон. Выкладываются печи из лучшего огнеупорного кирпича. Внутри, вдоль и поперёк, тянутся трубы. Длина труб в печах достигает километра.
Когда завод работает, по этим трубам с большой скоростью – до двух метров в секунду – движется нефть. В это время из мощной форсунки в печь устремляется пламя. Длина языков пламени достигает нескольких метров.
При температуре 300-325 о нефть перегоняется не полностью. Если температуру перегонки увеличить, углеводороды начинают разлагаться.
Нефтяники нашли способ перегонки нефти без разложения углеводородов.
Вода кипит при 100 о тогда, когда давление равно атмосфере, или 760 мм. рт. ст. Но она может кипеть, например, и при 60 о. Для этого надо лишь понизить давление. При давлении в 150 мм термометр покажет всего 60 о.
Чем меньше давление, тем скорее закипает вода. То же самое происходит с нефтью. Многие углеводороды в условиях атмосферного давления кипят только при 500 о. Следовательно, при 325 о эти углеводороды не кипят.
А если снизить давление, то они закипят и при более низкой температуре.
На этом законе основана перегонка в вакууме, т. е. при пониженном давлении. На современных заводах нефть перегоняется или под атмосферным давлением, или под вакуумом, чаще всего заводы состоят из двух частей – атмосферной и вакуумной. Такие заводы так и называются атмосферно-вакуумные. На этих заводах получаются одновременно все продукты: бензин, лигроин, керосин, газойль, смазочные масла и нефтяной битум. Неиспарившихся частей при такой перегонки остаётся гораздо меньше, чем при атмосферной.
Дружнее происходит испарение нефти, когда в установку вводится пар.
Сложна и интересна работа ректификационной колонны. В этой колонне происходит не только разделение веществ по их температурам кипения, но одновременно производится дополнительное многократное кипячение конденсирующейся жидкости.
Колонны делаются очень высокими – до 40 м. Внутри они разделяются горизонтальными перегородками – тарелками – с отверстиями. Над отверстиями устанавливаются колпачки.
Смесь углеводородных паров из печи поступает в нижнюю часть колонны.
Навстречу неиспарившемуся остатку нефти снизу колонны подаётся перегретый пар. Этот пар прогревает неиспарившийся остаток и увлекает с собой все лёгкие углеводороды вверх колонны. В нижнюю часть колонны стекает освобождённый от лёгких углеводородов тяжёлый остаток – мазут, а пары одолевают тарелку за тарелкой, стремясь к верху колонны.
Сначала превращаются в жидкость пары с высокими температурами кипения. Это будет соляровая фракция, которая кипит при температуре выше 300 о. Жидкий соляр заливает тарелку до отверстий. Парам, идущим из печи, теперь приходится пробулькивать через слой соляра.
Углеводороды, кипящие при температуре ниже 300 о, отрываются от него и летят вверх колонны, на секцию керосиновых тарелок.
В колоннах бывает 30-40 тарелок, разделённых на секции. Через все тарелки проходят пары, на каждой они пробулькивают через слой сконденсировавшихся паров и в промежутках между ними встречают падающие с верхней тарелки капли лишнего, не убравшегося на верхнюю тарелку конденсата.
Принципиальная технологическая схема установки для атмосферно-вакуумной перегонки нефти. Аппараты 1, 3 – атмосферные ректификационные колонны; 2 – печи для нагрева нефти и мазута; 4 – вакуумная ректификационная колонна; 5 – конденсаторы – холодильники; 6 – теплообменники.
Линии: I – нефть; II – легкий бензин; III – отбензиненая нефть; IV – тяжелый бензин; V – керосин и газойль; VI – водяной пар; VII – мазут; VIII – газы разложения;
В колонне непрерывно идёт сложная, кропотливая работа. Углеводороды собираются в секциях по температурам кипения. Для каждой группы углеводородов в колонне имеются свои секции и свой выход.
Углеводороды сгруппируются в своей секции только тогда, когда в них не будет углеводородов других температур кипения.
Когда они соберутся вместе, они из колонны выходят в холодильник, а из холодильника – в приёмник.
Из самых верхних секций колонны идёт не бензин, а пары бензина, так как температура вверху колонны выше температуры легко кипящих частей бензина. Пары бензина идут сначала в конденсатор.
Здесь они превращаются в бензин, который направляется также в холодильник, а затем в приёмник.
Выход бензина из нефти можно значительно увеличить (до 65-70 %) путем расщепления углеводородов с длинной цепью, содержащихся, например, в мазуте, на углеводороды с меньшей относительной молекулярной массой. Такой процесс называется крекингом (от англ. Crack – расщеплять).
Крекингом называется процесс расщепления углеводородов, содержащихся в нефти, в результате которого образуются углеводороды с меньшим числом атомов углерода в молекуле.
Крекинг изобрел русский инженер В. Г. Шухов в 1891 г. В 1913 г изобретение Шухова начали применять в Америке. В настоящее время в США 65% всех бензинов получается на крекинг – заводах.
Историческая справка. Владимир Григорьевич Шухов (1853-1939). Строитель и механик, нефтяник и теплотехник, гидротехник и судостроитель, ученый и изобретатель. По проектам Шухова было построено более 500 стальных мостов. Шухов впервые предложил использовать вместо сложных шарниров простые соединения на заклепках. Чрезвычайно интересны работы Шухова по сооружению металлических сетчатых оболочек. Изобрел крекинг нефти. Нефтепроводы, по которым нефть перекачивается, также сделаны по его формулам. Резервуары для хранения нефти также его заслуга.
Наши нефтяники часто рассказывают о судебной тяжбе двух американских фирм. Около 25 лет назад американская фирма “Кросса” обратилась в суд с жалобой на то, что фирма “Даббса” присвоила себе ее изобретение – крекинг. Фирма “Кросса” требовала с другой большую сумму денег за “незаконное” использование изобретения. Суд встал на сторону “Кросса”. Но на суде адвокат фирмы “Даббса” заявил, что крекинг изобретен не той и не другой фирмой, а русским инженером Шуховым . Шухов тогда был жив. Приехали к нему в Москву американцы и спросили, чем он может доказать, что крекинг изобретен им. Шухов вынул из стола документы, из которых было ясно, что свой крекинг Шухов запатентовал еще 35 лет назад до тяжбы этих двух фирм.
Аппаратура крекинг – заводов в основном та же, что и для перегонки нефти. Это – печи, колонны. Но режим переработки другой. Сырье тоже другое. Процесс расщепления ведется при более высоких температурах (до 600 0 С), часто при повышенном давлении. При таких температурах крупные молекулы углеводородов раздробляются на более мелкие.
Мазут густ и тяжел, его удельный вес близок к единице. Это потому, что он состоит из сложных и крупных молекул углеводородов. Когда мазут подвергается крекингу, часть составляющих его углеводородов распадаются на более мелкие, а из мелких углеводородов как раз и составляются легкие нефтяные продукты – бензин, керосин.
При крекинге нефть подвергается химическим изменениям. Меняется строение углеводородов. В аппаратах крекинг – заводов происходят сложные химические реакции. Эти реакции усиливаются, когда в аппаратуру вводят катализаторы.
Одним из таких катализаторов является специально обработанная глина. Эта глина в мелком раздробленном состоянии – в виде пыли – вводится в аппаратуру завода. Углеводороды, находящиеся в парообразном состоянии, соединяются с пылинками глины и раздробляются на их поверхности. Такой крекинг называется крекингом с пылевидным катализатором. Этот вид крекинга широко распространен.
Катализатор потом отделяется от углеводородов. Углеводороды идут своим путем на ректификацию и в холодильники, а катализатор – в свои резервуары, где его свойства восстанавливаются.
Процесс крекинга происходит с разрывом углеводородных цепей и образованием более простых предельных и непредельных углеводородов, например:
Выделившийся в процессе крекинга этилен широко используется для производства полиэтилена и этилового спирта.
Расщепление молекул углеводородов протекает по радикальному механизму. Вначале образуются свободные радикалы:
Свободные радикалы химически очень активны и могут участвовать в различных реакциях. В процессе крекинга один из радикалов отщепляет атом водорода (а), а другой – присоединяет (б):
Расщепление молекул углеводородов протекает при более высокой температуре (470-550 0 С). Процесс протекает медленно, образуются углеводороды с неразветвленной цепью атомов углерода.
В бензине, полученном в результате термического крекинга, наряду с предельными углеводородами, содержится много непредельных углеводородов. Поэтому этот бензин обладает большей детонационной стойкостью, чем бензин прямой перегонки.
В бензине термического крекинга содержится много непредельных углеводородов, которые легко окисляются и полимеризуются. Поэтому этот бензин менее устойчив при хранении. При его сгорании могут засориться различные части двигателя. Для устранения этого вредного действия к такому бензину добавляют окислители.
Расщепление молекул углеводородов протекает в присутствии катализаторов и при более низкой температуре (450-500 0 С).
Главное внимание уделяют бензину. Его стараются получить больше и обязательно лучшего качества. Каталитический крекинг появился именно в результате долголетней, упорной борьбы нефтяников за повышение качества бензина. По сравнению с термическим крекингом процесс протекает значительно быстрее, при этом происходит не только расщепление молекул углеводородов, но и их изомеризация, т. е. образуются углеводороды с разветвленной цепью атомов углеродов.
Бензин каталитического крекинга по сравнению с бензином термического крекинга обладает еще большей Детонационной стойкостью , ибо в нем содержатся углеводороды с разветвленной цепью углеродных атомов.
В бензине каталитического крекинга непредельных углеводородов содержится меньше, и поэтому процессы окисления и полимеризации в нем не протекают. Такой бензин более устойчив при хранении.
Риформинг – (от англ. Reforming – переделывать, улучшать) промышленный процесс переработки бензиновых и лигроиновых фракций нефти с целью получения высококачественных бензинов и ароматических углеводородов. При этом молекулы углеводородов в основном не расщепляются, а преобразуются. Сырьем служит бензинолигроиновая фракция нефти.
До 30-х годов 20 века риформинг представлял собой разновидность термического крекинга и проводился при 540 0 С для получения бензина с октановым числом 70-72.
С 40-х годов риформинг – каталитический процесс, научные основы которого разработаны Н. Д. Зелинским, а также В. И. Каржевым, Б. Л.
Его проводят в промышленной установке, имеющей нагревательную печь и не менее 3-4 реакторов при t 350-520 0 С, в присутствии различных катализаторов: платиновых и полиметаллических, содержащих платину, рений, иридий, германий и др. во избежание дезактивации катализатора продуктом уплотнения коксом, риформинг осуществляется под высоким давлением водорода, который циркулирует через нагревательную печь и реакторы. В результате риформинга бензиновых фракций нефти получают 80-85 % бензин с октановым числом 90-95, 1-2% водорода и остальное количество газообразных углеводородов. Из трубчатой печи под давлением нефть подается в реакционную камеру, где и находится катализатор, отсюда она идет в ректификационную колонну, где разделяется на продукты.
Большое значение имеет риформинг для производства ароматических углеводородов (бензола, толуола, ксилола и др.). Ранее основным источником получения этих углеводородов была коксовая промышленность.
В настоящее время нефтехимия дает почти четверть всей химической продукции. Нефть – ценнейшее природное ископаемое, открывшее перед человеком удивительные возможности “химического перевоплощения”. Всего производных нефти насчитывается уже около 3 тысяч.
Нефть занимает ведущее место в мировом топливно-энергетическом хозяйстве. Ее доля в общем потреблении энергоресурсов непрерывно растет. Нефть составляет основу топливно-энергетических балансов всех экономически развитых стран.
Из нефти выделяют разнообразные продукты, имеющие большое практическое значение. Вначале от нее отделяют растворенные углеводороды (преимущественно метан). После отгонки летучих углеводородов нефть нагревают. Первыми переходят в газообразное состояние и отгоняются углеводороды с небольшим числом атомов углерода в молекуле, имеющие относительно низкую температуру кипения. С повышением температуры смеси перегоняются углеводороды с более высокой температурой кипения. Таким образом можно собрать отдельные смеси (фракции) нефти. Чаще всего при такой перегонке получают три основные фракции, которые затем подвергаются дальнейшему разделению. Основные фракции нефти следующие:
Фракция, собираемая от 40 0 до 200 0 С, – Газолиновая фракция бензинов – содержит углеводороды от С 5 Н 12 до С 11 Н 24 . При дальнейшей перегонке выделенной фракции получают: Газолин (от 40 0 до 70 0 С), Бензин (от 70 0 до 120 0 С) – Авиационный, автомобильный и т. д.
Лигроиновая фракция , собираемая в пределах от 150 0 до 250 0 С, содержит углеводороды от С 8 Н 18 до С 14 Н 30 . Лигроин применяется как горючее для тракторов.
Керосиновая фракция включает углеводороды от С 12 Н 26 до С 18 Н 38 с температурой кипения от 180 0 до 300 0 С. керосин после очистки используется в качестве горючего для тракторов, реактивных самолетов и ракет.
Мазут – остаток от перегонки. Содержит углеводороды с большим числом атомов углерода (до многих десятков) в молекуле. Мазут также разделяют на фракции:
Из некоторых сортов нефти получают Парафин (для производства спичек, свечей и др.). После отгонки остается Гудрон . Его широко применяют в дорожном строительстве.
Http://referatbank. ru/referat/preview/42542/referat-neft-sposoby-pererabotki. html
- Введение 1. Аналитический обзор
- 1.1 Общая информация о нефти 1.2 Физические свойства нефти и нефтепродуктов 1.3 Классификация нефтей 1.4 Запасы нефти. Основные нефтегазоносные районы 1.5 Использование нефти 1.6 Разведка нефти 1.7 Извлечение нефти из земных недр 1.8 Сбор и подготовка нефти на промыслах 1.9 Транспорт нефти 1. 10 Переработка нефти
2. Патентный поиск Заключение Список использованных источников
Выпуск разнообразной продукции на нефтепереработки зависит во многом от качества сырья — нефти. Но немалую роль в качестве получаемых продуктов играет как выбор технологических процессов переработки, так и качество проведения каждого процесса.
Из сырой нефти непосредственно одним процессом нельзя получить ни один товарный нефтепродукт (за исключением газов), все они получаются последовательной обработкой на нескольких установках. Первой в этой цепочке всегда стоит установка ЭЛОУ-АВТ, поэтому от качества работы этой секции будет зависеть работа всех остальных звеньев технологической цепочки.
Установки первичной переработки нефти составляют основу всех НПЗ. На них вырабатываются практически все компоненты моторных топлив, смазочных масел, сырья для вторичных процессов и для нефтехимических производств. От работы АВТ зависят выход и качество компонентов топлив и смазочных масел и технико-экономический показатель последующих процессов переработки нефтяного сырья. Проблемам повышения эффективности работы и интенсификации установок АВТ всегда уделялось и уделяется серьезное внимание.
Важнейшими из всего многообразия проблем, стоящих перед современной нефтепереработкой нужно считать следующие:
Снижение энергоемкости производств за счет внедрения новейших достижений в области тепло – и массообмена, разработки более совершенных и интенсивных технологий глубокой безотходной и экологически безвредной переработки нефти и др.
Контактных устройств ректификационных колонн, от эффективности работы которых зависят материальные, энергетические и трудовые затраты, качество нефтепродуктов и глубина переработки нефти и т. д. ;
Конденсационно-вакуумсоздающих систем (КВС) промышленных вакуумных колонн;
2. Совершенствование технологических схем. При выборе технологической схемы и режима установки необходимо руководствоваться потенциальным содержанием фракций.
3. Совершенствование схем и технологии вакуумной и глубоковакуумной перегонки мазута, то есть:
Уменьшение уноса жидкости в концентрационную секцию колонны (установка отбойников из сетки и организация вывода затемненного тяжелого газойля);
Подбор эффективных контактирующих устройств для углубления вакуума.
Нефть и газ — это основные источники энергии в современном мире. На топливах, полученных из них, работают двигатели сухопутного, воздушного и водного транспорта, тепловые электростанции. Нефть и газ перерабатывают в химическое сырье для производства пластических масс, синтетических каучуков, искусственных волокон. В настоящее время насчитывается около 100 различных процессов первичной и вторичной переработки нефти, реализованных в промышленности. Намечается внедрение новых, весьма перспективных разработок, направленных на улучшение качества продукции и совершенствование технологии. Существуют теории неорганического и органического происхождения нефти. Часть геологических и геохимических наблюдений, накопленных в мировой науке о нефти, подтверждают теорию органического происхождения нефти. Вследствие своей подвижности нефть и газ способны мигрировать в толще пород. Миграция происходит под воздействием различных факторов: перемещения с водой, растворения жидких веществ нефти в газах, фильтрации по порам и трещинам, диффузии. В результате движения по пористым пластам и при вертикальной миграции под влиянием гравитационного и тектонического факторов нефть и газ скапливаются в таких участках пористых горных пород, откуда дальнейшая миграция невозможна или затруднена, — в ловушках. Различают три типа ловушек; замкнутые, полузамкнутые и незамкнутые. Скопления нефти и газа в ловушках имеют объем от нескольких кубических миллиметров до десятков миллиардов кубических метров. Если масса нефти и газа в ловушке составляет несколько тысяч тонн и более, то такое скопление называется залежью. Залежи располагаются на глубине до 6–7 км, на глубине 4–5 км нефтяные залежи обычно сменяются газовыми и газоконденсатными. Наибольшее число залежей нефти обнаружено на глубине 1,0–3,0 км. В составе месторождения нефти, такого ее скопления, которое по количеству, качеству и условиям залегания пригодно для промышленного использования, обычно имеется одна или несколько залежей.
Нефть и нефтепродукты характеризуют показателями следующих физических свойств: плотность, вязкость, молекулярная масса, температуры застывания, помутнения, кристаллизации, вспышки, воспламенения и самовоспламенения, показатель преломления. Для характеристики нефтяных дисперсных систем служат показатели структурно-механической прочности и агрегативной устойчивости. Плотность нефтей колеблется от 820 до 900 кг/м?, хотя известны нефти с более высокой плотностью: ярегская (945); серноводская (916); мексиканская нефть месторождения Какалино (972); кубинская месторождения Харуко (977); венесуэльская месторождения Боскан (991). В нашей стране и за рубежом добываются также нефти, содержащие много светлых нефтепродуктов и характеризующиеся низкой плотностью: кулсаринская (783); марковская (775); американская месторождения Хидли (775). Вязкость. Для характеристики нефтей и нефтепродуктов применяются показатели динамической, кинематической и условной вязкости. Вязкость зависит от химического и фракционного состава. Кинематическая вязкость при 20 °C для большинства нефтей (v20) колеблется от 4 до 40 мм 2 /с, хотя существуют и более вязкие нефти: мартышинская (v20 = 105,7 мм 2 /с), ярегская (v20 = 786,3 мм 2 /с), а из зарубежных — венесуэльские Бачекеро и Лагунильяс (v38 = 200 мм 2 /с), мексиканская Наранхос (v20 = 178 мм 2 /с) и др. В тех случаях, когда нефть и нефтепродукты образуют дисперсные системы, течение жидкости перестает быть пропорциональным приложенной нагрузке, т. е. не подчиняется закону Ньютона. Вязкость таких систем носит название структурной. Для разрушения структуры требуется определенное усилие, которое называется пределом упругости. Молекулярная масса нефти и нефтепродуктов зависит от соотношения отдельных углеводородов и фракций. Средняя молекулярная масса большинства нефтей равна 200–300. Исключение составляет уже упоминавшаяся ярегская нефть (М = 452), танагарская в Эмбенском районе (М = 384), айяунская в Западной Сибири (М = 470).
Нефти разных месторождений отличаются друг от друга по физическим и химическим свойствам. Поскольку именно свойства нефти определяют направление и условия ее переработки, влияют на качество получаемых нефтепродуктов; оказалось целесообразным разработать классификацию нефтей, которая отражала бы их химическую природу и определяла бы возможные направления переработки.
Существуют различные научные классификации. Нефти подразделяют на классы по содержанию серы в нефти, бензине, реактивном и дизельном топливе; типы по выходу фракций до 350 °C; группы, но потенциальному содержанию базовых масел; подгруппы по индексу вязкости базовых масел; виды по содержанию твердых алканов — парафинов в нефти. Малосернистая нефть содержит не более 0,5% серы, при этом в бензиновой и реактивно-топливной фракциях — не более 0,1%; в дизельной — не более 0,2%. Для отнесения нефти к малосернистым должны быть выполнены все упомянутые требования. Соответствующие требования установлены для сернистой и высокосернистой нефтей. По выходу светлых фракций, перегоняющихся до 350 °C, нефти делятся на три типа, а по суммарному содержанию дистиллятных и остаточных базовых масел — на четыре группы. В зависимости от значения индекса вязкости базовых масел различают четыре подгруппы. К малопарафинистым относятся те нефти, в которых содержится не более 1,5% парафинов и из которых можно получить без депарафинизации реактивное топливо, зимнее дизельное топливо с пределами перегонки 240–350 °С и температурой застывания не выше –45 °С, индустриальные базовые масла.
Для получения реактивного и дизельного топлива, дистиллятных базовых масел
Для получения дизельного зимнего топлива и дистиллятных базовых масел.
Для получения реактивного и дизельного топлива, дистиллятных базовых масел
Если в нефти содержится 1,5–6,0% парафинов и из нее можно без депарафинизации получить реактивное топливо и летнее дизельное топливо с пределами кипения 240–350 °С и температурой застывания не выше –10 °С, то нефть относят к парафинистым. Высокопарафинистые нефти содержат более 6% парафина. Из них даже летнее дизельное топливо можно получить только после депарафинизации.
В табл. 3 в качестве примера приводится характеристика некоторых отечественных нефтей и их шифр по технологической классификации.
Таблица 3 — Характеристика некоторых отечественных нефтей по месту добычи
Наиболее крупные месторождения нефти расположены в арабских странах Ближнего и Среднего Востока, Иране, Индонезии, Северной и Южной Америке. На территории России месторождения нефти имеются в Западной Сибири, районах Поволжья, Урала, Северного Кавказа, Коми.
Разведанные запасы нефти составляют (на 2004) 210 млрд т (1200 млрд баррелей), неразведанные — оцениваются в 52–260 млрд т (300–1500 млрд баррелей). Мировые разведанные запасы нефти оценивались к началу 1973 года в 100 млрд т (570 млрд баррелей) (данные по запасам нефти, публикуемые за рубежом, возможно занижены). Таким образом, в прошлом разведанные запасы росли. В настоящее время, однако, они сокращаются.
До середины 1970-х мировая добыча нефти удваивалась примерно каждое десятилетие, потом темпы её роста замедлились. В 1938 она составляла около 280 млн т, в 1950 около 550 млн т, в 1960 свыше 1 млрд т, а в 1970 свыше 2 млрд т. В 1973 году мировая добыча нефти превысила 2,8 млрд т. Мировая добыча нефти в 2005 году составила около 3,6 млрд т.
Всего с начала промышленной добычи (с конца 1850-х гг.) до конца 1973 года в мире было извлечено из недр 41 млрд т, из которых половина приходится на 1965–1973 год.
Нефть занимает ведущее место в мировом топливно-энергетическом хозяйстве. Её доля в общем потреблении энергоресурсов непрерывно растёт: 3% в 1900, 5% перед 1-й мировой войной 1914–1918, 17,5% накануне 2-й мировой войны 1939–45, 24% в 1950, 41,5% в 1972, 48% в 2004.
Мировая добыча нефти в настоящее время (2006) составляет около 3,8 млрд т в год, или 30 млрд баррелей в год. Таким образом, при нынешних темпах потребления, разведанной нефти хватит примерно на 40 лет, неразведанной — ещё на 10–50 лет. Также растёт и потребление нефти — за последние 35 лет оно выросло с 20 до 30 млрд баррелей в год.
Имеются также большие запасы нефти (3400 млрд баррелей) в нефтяных песках Канады и Венесуэлы. Этой нефти при нынешних темпах потребления хватит на 110 лет. В настоящее время компании ещё не могут производить много нефти из нефтяных песков, но ими ведутся разработки в этом направлении.
Страны с крупнейшими запасами нефти (Млрд. Баррелей) (По данным BP Statistical review of world energy 2011) и крупнейшие страны добытчики представлены в табл. 4 и в табл. 5 сответственно.
Таблица 5 — Крупнейшие мировые нефтедобытчики (по данным международного энергетического агентства)
Из нефти выделяют разнообразные продукты, имеющие большое практическое значение. В начале от нее отделяют растворенные углеводороды (преимущественно метан). После отгонки летучих углеводородов нефть нагревают. Первыми переходят в газообразное состояние и отгоняются углеводороды с небольшим числом атомов углерода в молекуле, имеющие относительно низкую температуру кипения. С повышением температуры смеси перегоняются углеводороды с более высокой температурой кипения. Таким образом, можно собрать отдельные смеси (фракции) нефти. Чаще всего при такой перегонке получают три основные фракции, которые затем подвергаются дальнейшему разделению.
В настоящее время из нефти получают тысячи продуктов. Основными группами являются жидкое топливо, газообразное топливо, твердое топливо (нефтяной кокс), смазочные и специальные масла, парафины и церезины, битумы, ароматические соединения, сажа, ацетилен, этилен, нефтяные кислоты и их соли, высшие спирты. Эти продукты включают горючие газы, бензин, растворители, керосин, газойль, бытовое топливо, широкий состав смазочных масел, мазут, дорожный битум и асфальт; сюда относятся также парафин, вазелин, медицинские и различные инсектицидные масла. Масла из нефти используются как мази и кремы, а также в производстве взрывчатых веществ, медикаментов, чистящих средств, наибольшее применение продукты переработки нефти находят в топливно-энергетической отрасли. Например, мазут обладает почти в полтора раза более высокой теплотой сгорания по сравнению с лучшими углями. Он занимает мало места при сгорании и не дает твердых остатков при горении. Замена твердых видов топлива мазутом на ТЭС, заводах и на железнодорожном и водном транспорте дает огромную экономию средств, способствует быстрому развитию основных отраслей промышленности и транспорта.
Энергетическое направление в использовании нефти до сих пор остается главным во всем мире. Доля нефти в мировом энергобалансе составляет более 46%.
Однако в последние годы продукты переработки нефти все шире используются как сырье для химической промышленности. Около 8% добываемой нефти потребляются в качестве сырья для современной химии. Например, этиловый спирт применяется примерно в 150 отраслях производства. В химической промышленности применяются формальдегид (HCHO), пластмассы, синтетические волокна, синтетический каучук, аммиак, этиловый спирт и т. д. Продукты переработки нефти применяются и в сельском хозяйстве. Здесь используются стимуляторы роста, протравители семян, ядохимикаты, азотные удобрения, мочевина, пленки для парников и т. д. В машиностроении и металлургии применяются универсальные клеи, детали и части аппаратов из пластмасс, смазочные масла и др. Широкое применение нашел нефтяной кокс, как анодная масса при электровыплавке. Прессованная сажа идет на огнестойкие обкладки в печах. В пищевой промышленности применяются полиэтиленовые упаковки, пищевые кислоты, консервирующие средства, парафин, производятся белково-витаминные концентраты, исходным сырьем, для которых служат метиловый и этиловый спирты и метан. В фармацевтической и парфюмерной промышленности из производных переработки нефти изготовляют нашатырный спирт, хлороформ, формалин, аспирин, вазелин и др. Производные нефтесинтеза находят широкое применение и в деревообрабатывающей, текстильной, кожевенно-обувной и строительной промышленности.
Поиски нефти осуществляются сочетанием геологических, геофизических и геохимических методов.
Геологический метод заключается в изучении структуры осадочных пород с помощью геологической съемки и бурения. По результатам бурения составляют структурные карты, на которых отмечают состав и возраст горных пород, особенности рельефа пластов. Затем бурят поисковые скважины для обнаружения нефтегазовых ловушек. После нахождения залежей приступают к разведочному бурению, с тем чтобы установить размеры месторождения и запасы нефти или газа.
Геофизические методы основаны на измерении с помощью специальных приборов таких явлений и параметров, как гравиметрические и магнитные аномалии, электропроводимость пород, особенности распространения сейсмических колебаний, возникающих при искусственных взрывах. Ведущим методом при поисках ловушек для нефти и газа является сейсморазведка.
К геохимическим методам поиска нефти и газа относятся газовая съемка и газовый каротаж. При газовой съемке отбирают пробы газа (подпочвенного воздуха) или породы с глубин от 2–3 м до 10–50 м и извлекают из этих проб метан, этан, пропан и другие углеводороды. По результатам анализа выявляют газовые аномалии", являющиеся признаком возможного наличия в толще пород нефтяного или газового месторождения. Газовый каротаж — метод, основанный на систематическом определении газообразных и легких жидких углеводородов в буровом растворе или керне.
Процесс геологоразведочных работ на нефть и газа в России делится на три этапа: региональный, поисковый, разведочный.
На региональном этапе оцениваются перспективы нефтегазоносности и прогнозные ресурсы региона; путем бурения опорных и параметрических скважин и геофизических работ определяются районы проведения поисковых работ.
В ходе поискового этапа осуществляются детальные геофизические исследования и выявляются локальные объекты для бурения. Затем проводится бурение поисковых скважин. В результате поискового этапа устанавливается факт наличия месторождения и предварительно оцениваются запасы.
Главная цель разведочного этапа — обозначить (оконтурить) залежи, определить мощность и нефтегазонасыщенность пластов и горизонтов. После завершения разведочного этапа подсчитываются промышленные запасы нефти, разрабатываются рекомендации о вводе месторождения в эксплуатацию.
Основной способ промышленной добычи нефти — извлечение ее из земных недр с помощью буровых скважин.
В 1859 г. в США, а в 1864 г. в России были пробурены первые нефтяные скважины. В зависимости от характера действия бурового инструмента па породу различают ударное и вращательное бурение.
Бурение промышленных нефтяных и газовых скважин производится с помощью стационарных установок, оснащенных буровыми станками. Первоначально в скважину вводят одну бурильную трубу, по мере углубления скважины привинчивают все новые и новые трубы. Каждая имеет длину 6–10 м и снабжена на обоих концах нарезкой.
Для удаления разбуренной породы скважина промывается глинистым или специальным раствором, который закачивается насосом внутрь колонны бурильных труб. Раствор проходит по трубам вниз, выходит через отверстие в долоте к забою, а затем поднимается между стенками скважины и бурильными трубами, вынося на поверхность мелкие обломки разрушенных пород. Время от времени колонну бурильных труб поднимают, чтобы сменить изношенное долото.
По характеру воздействия на породу различают долота скалывающего или режущего действия и шарошечные долота дробящего действия. Для бурения в твердых породах применяют трехшарошечные долота.
Основной недостаток вращательного бурения — необходимость вращать всю колонну бурильных труб вместе с долотом.
Более эффективен способ, основанный на применении забойных двигателей. Колонна бурильных труб остается неподвижной, а вращается с помощью двигателя только долото. Основная трудность при внедрении этого метода заключалась в создании такого двигателя, который мог бы работать на большой глубине и имел бы малые размеры. Предъявленным требованиям отвечает созданная советскими учеными и специалистами конструкция забойного гидравлического двигателя–турбобура (рис. 1).
Получили распространение также забойные буровые машины с погружным электродвигателем — электробуры. Электробур присоединяется к низу бурильной колонны и передает вращение буровому долоту.
1) движение нефти по пласту к скважинам вследствие разности давлений в пласте и на забое скважины (разработка месторождения);
2) движение нефти от забоя скважин до их устья на поверхности (эксплуатация скважин);
3) сбор нефти и сопровождающих ее газа и воды на поверхности, отделение газа и воды от нефти, возврат воды в пласт, сбор попутного газа.
Для того чтобы обеспечить перемещение нефти в пласте к забою эксплуатационной скважины, в настоящее время, как правило, в пласт нагнетают воду. Для небольших залежей применяется законтурное, а для средних и крупных — внутриконтурное заводнение. При внутриконтурном заводнении на территории залежи через три–пять рядов эксплуатационных скважин располагают нагнетательные скважины для подачи в пласт воды. Увеличением соотношения между числом нагнетательных и эксплуатационных скважин, а также повышением давления воды можно интенсифицировать воздействие на пласт.
Методы искусственного заводнения позволяют повысить отдачу пласта с 30–35% до 40–45%. Дальнейшего увеличения нефтеотдачи добиваются с помощью новых методов воздействия на пласт:
1) прогревом призабойной зоны скважины специальными нагревателями, закачкой в пласт горячего газа или воды, созданием движущегося внутрипластового очага горения;
2) закачкой в пласт смешивающихся с нефтью агентов-растворителей (пропана, высших спиртов, жирного углеводородного газа), серной и соляной кислоты и поверхностно-активных веществ.
Движение нефти от забоя скважины до устья производится как за счет естественного фонтанирования, так и с помощью механизированных способов. При естественном фонтанировании нефть изливается на поверхность под давлением пластовой энергии. Фонтанная добыча применяется на первом этапе эксплуатации скважины; по мере снижения пластового давления фонтанирование ослабляется, и скважину переводят на механизированную добычу.
1 — манометры; 2 — трехходовой кран; 3 — буфер; 4,9 — задвижки; 5 — крестовик елки; 6 — переводная катушка; 7 — переводная втулка; 8 — крестовик трубной головки; 10 — штуцеры; 11 — фланец колонны; 12 — буфер.
Рисунок 2 — Арматура фонтанная крестовая для однорядного подъемника
К механизированным способам добычи нефти относятся газлифтный (рис. 3) и глубиннонасосный (рис. 4,5).
При газлифтном методе в скважину нагнетают компрессорами углеводородный газ, который, смешиваясь с нефтью, способствует ее подъему на поверхность. При однорядном подъемнике в скважину спускают один ряд НКТ. Сжатый газ нагнетается в кольцевое пространство между обсадной колонной и насосно-компрессорными трубами, а газожидкостная смесь поднимается по НКТ, или газ нагнетается по насосно-компрессорным трубам, а газожидкостная смесь поднимается по кольцевому пространству. В первом случае имеем однорядный подъемник кольцевой системы, а во втором — однорядный подъемник центральной системы. При двухрядном подъемнике в скважину спускают два ряда концентрически расположенных труб. Если сжатый газ направляется в кольцевое пространство между двумя колоннами НКТ, а газожидкостная смесь поднимается по внутренним подъемным трубам, то такой подъемник называется двухрядным кольцевой системы. Наружный ряд насосно-компрессорных труб обычно спускают до фильтра скважины. При двухрядном ступенчатом подъемнике кольцевой системы в скважину спускают два ряда насосно-компрессорных труб, один из которых (наружный ряд) ступенчатый; в верхней части — трубы большего диаметра, а в нижней — меньшего диаметра. Сжатый газ нагнетают в кольцевое пространство между внутренним и наружным рядами НКТ, а газожидкостная смесь поднимается по внутреннему ряду. Если сжатый газ подается по внутренним НКТ, а газожидкостная смесь поднимается по кольцевому пространству между двумя рядами насосно-компрессорных труб, то такой подъемник называется двухрядным центральной системы. Недостатком кольцевой системы является возможность абразивного износа соединительных труб колонн при наличии в продукции скважины механических примесей. Кроме того, возможны отложения парафина и солей в затрубном пространстве, борьба с которыми в нем затруднительна. Преимущество двухрядного подъемника перед однорядным в том, что его работа происходит более плавно и с более интенсивным выносом песка из скважины. Недостатком двухрядного подъемника является необходимость спуска двух рядов труб, что увеличивает металлоемкость процесса добычи. Поэтому в практике нефтедобывающих предприятий более широко распространен третий вариант кольцевой системы — полуторарядный подъемник, который имеет преимущества перед двухрядным при меньшей его стоимости. При глубинно-насосном методе используются погружаемые в скважину штанговые, электроцентробежные или винтовые насосы. В России 69% всех эксплуатируемых скважин составляют штанговые глубиннонасосные, 15% — фонтанные, 12% — скважины с погружными электронасосами, 4% — скважины газлифтного типа.
1 — всасывающий клапан; 2 — нагнетательный клапан; 3 — насосные штанги; 4 — тройник; 5 — сальник; 6 — балансир; 7, 8 — кривошипношатунный механизм; 9 — двигатель;
Рисунок 4 — Установка для добычи нефти с применением штанговых глубинных насосов
1 — электродвигатель; 2 — протектор; 3 — ситчатый фильтр; 4 — погружной насос; 5 — кабель; 6 — направляющий ролик; 7 — кабельный барабан; 8 — трансформатор; 9 — станция управления;
Рисунок 5 — Установка для добычи нефти с применением погружного электронасоса
Нефть, извлекаемая из скважин, содержит пластовую воду с растворенными солями, газы органического и неорганического происхождения, механические примеси (песок, глина, известняк). Перед транспортировкой потребителям от нефти отделяют газы, механические примеси, основную часть воды и солей.
На отечественных нефтепромыслах эксплуатируются различные системы промыслового сбора и транспортирования сырой нефти, отличающиеся условиями перемещения нефти, схемой подготовки нефти. На смену негерметизированным схемам, эксплуатация которых была связана с потерями газа и легких фракций, пришли различные герметизированные высоконапорные системы.
На предприятия по переработке нефти подается трубопроводным, водным (танкеры, баржи) и железнодорожным (цистерны) транспортом.
Наиболее экономична транспортировка нефти, но трубопроводам — себестоимость перекачки нефти, а 2–3 раза ниже, чем стоимость перевозки по железной дороге. Сеть магистральных нефтепроводов связывает нефтедобывающие районы Урала и Поволжья, Западной Сибири, Коми с нефтеперерабатывающими заводами.
Средняя дальность перекачки нефти в нашей стране составляет около 1500 км. Нефть транспортируется по трубопроводам диаметром 300–1200 мм, причем более 40% от общей протяженности приходится на долю нефтепроводов диаметром 800–1200 мм. По длине магистральных нефтепроводов размещается есть промежуточных перекачивающих станций, оснащенных насосами производительностью 1250–12 500 м?/ч, развивающими давление на выходе до 6,4 MПа.
Магистральные нефтепроводы и нефтепроводы-отводы, по которым нефть поступает на территорию нефтеперерабатывающих заводов, заканчиваются приемосдаточными пунктами, на которых располагаются фильтры и счетчики для учета поступающей нефти.
Для предотвращения коррозионного разрушения нефтепроводов и защиты от блуждающих токов применяют антикоррозионную изоляцию и электрохимические методы защиты. При перекачке высоковязкой и высокозастывающей нефти сооружают станции подогрева, совмещая, где это возможно, с перекачивающими станциями.
Нефть является источником получения всех видов жидкого топлива — бензина, керосина, дизельного и котельного (мазут) топлив, из нефти вырабатывают смазочные и специальные масла, нефтяной кокс, битумы, консистентные (пластичные) смазки, нефтехимическое сырье — индивидуальные алканы (парафиновые углеводороды), алкены (олефины) и арены (ароматические углеводороды), жидкий и твердый парафин. Из нефтехимического сырья в свою очередь производят широкую гамму ценных продуктов, применяющихся в промышленности, сельском хозяйстве, медицине, быту: пластические массы, синтетические каучуки и смолы, синтетические волокна и моющие средства, белково-витаминные концентраты, индивидуальные кислородсодержащие соединения — спирты, альдегиды, кетоны, кислоты.
Производство нефтепродуктов и нефтехимического сырья из нефти организовано на нефтеперерабатывающих заводах (НПЗ). НПЗ сооружены в большинстве промышленно развитых стран мира.
Переработка нефти па НПЗ осуществляется с помощью различных технологических процессов, которые могут быть условно разделены на следующие группы:
1) первичная переработка (обессоливание и обезвоживание, атмосферная и атмосферно-вакуумная перегонка нефти, вторичная перегонка бензинов, дизельных и масляных фракций);
2) термические процессы (термический крекинг, висбрекинг, коксование, пиролиз);
3) термокаталитические процессы (каталитические крекинг и риформинг, гидроочистка, гидрокрекинг, селектоформинг);
4) процессы переработки нефтяных газов (алкилирование, полимеризация, изомеризация);
5) процессы производства масел и парафинов (деасфальтизация, депарафинизация, селективная очистка, адсорбционная и гидрогенизационная доочистка);
6) процессы производства битумов, пластичных смазок, присадок, нефтяных кислот, сырья для получения технического углерода;
7) процессы производства ароматических углеводородов (экстракция, гидродеалкилирование, деалформинг, диспропорционирование).
На рисунках 5–7 изображены три схемы потоков современных НПЗ. Заводы с неглубокой переработкой нефти по топливному варианту (рис. 6) до недавнего времени строились в тех районах, где отсутствуют другие источники органического топлива (уголь, природный газ), а для снабжения энергетических установок используется остаток от перегонки нефти — мазут. Из нефти выделяют изначально содержащиеся в ней светлые дистиллятные фракции, которые затем облагораживают с применением вторичных процессов — каталитического риформинга, изомеризации, гидроочистки. В схеме завода предусмотрено также получение жидкого парафина — сырья для биохимических производств и битума.
Рисунок 6 — Схема НПЗ топливного профиля с неглубокой переработкой нефти
Пример завода с глубокой переработкой нефти по топливному варианту приведен на рис. 7. Помимо установок первичной перегонки и облагораживания светлых дистиллятов в состав завода включены установки гидрокрекинга, каталитического крекинга и коксования. На базе легких непредельных углеводородных фракций, полученных каталитическим крекингом и коксованием, может быть организовано производство высокооктановых компонентов автомобильного бензина — алкилата или метилтретбутилового эфира (МТБЭ).
Рисунок 7 — Схема НПЗ с глубокой переработкой нефти по топливному варианту
Производство масел из нефтей Урала, Поволжья и Западной Сибири включает (рис. 8) деасфальтизацию гудрона, селективную очистку узких масляных дистиллятов и деасфальтизата, депарафинизацию рафинатов селективной очистки, гидроочистку или контактную очистку депарафинированного масла, смешение очищенных остаточных и дистиллятных компонентов друг с другом и с композициями присадок.
Первичная перегонка нефти. В основе технологии первичной перегонки нефти лежит перегонка — процесс физического разделении нефти на составные части, именуемые фракциями. Перегонка осуществляется различными способами частичного выкипания нефти, отбора и конденсации образовавшихся паров, обогащенных легколетучими компонентами, в качестве дистиллятных фракций. По способу проведения процесса перегонка делится на простую и сложную. Простая перегонка осуществляется путем постепенного, однократного и многократного испарении жидких смесей.
А — постепенная; б — однократная; в — двукратная; 1 — куб; 2 — кипятильник; 3 — конденсатор; 4 — приемник; 5 — сепаратор; I — сырье; II — отгон; III — остаток; IV — отгон второй ступени; V — остаток второй ступени.
Перегонка с постепенным испарением (рис. 9, а) состоит в постепенном непрерывном нагревании жидкой смеси в кубе 1 от начальной до конечной температуры при непрерывном отводе образующихся паров, конденсации их в аппарате 3 и сборе в приемнике 4 целиком или выводе из него периодически отдельными фракциями.
Этот способ перегонки нефти и нефтепродуктов преимущественно применяют в лабораторной практике при определении фракционного состава по ГОСТ 2177 –82 на стандартном аппарате периодического действия; анализ дает возможность судить о технической ценности нефти и эксплуатационных свойствах нефтепродукта.
Перегонка однократным (равновесным) испарением (рис. 9, б). Исходную жидкую смесь непрерывно подают в кипятильник 2, где она нагревается до определенной конечной температуры при фиксированном давлении; образовавшиеся и достигшие состояния равновесия паровая и жидкая фалы однократно разделяются в адиабатическом сепараторе 5. Паровая фаза, пройдя конденсатор 3, поступает в приемник 4, откуда непрерывно отводится в качестве дистиллята (отгона). С низа сепаратора 5 непрерывно отводится жидкая фаза — остаток.
Отношение количества образовавшихся паров при однократном испарении к количеству исходной смеси называют долей отгона.
Перегонка с однократным испарением обеспечивает большую долю отгона, чем с постепенным при одинаковых температуре и давлении. Это важное преимущество используют в практике перегонки нефти для достижения максимального испарения при ограниченной температуре нагрева вследствие разложения (крекинга) отдельных компонентов нефти.
Многократное испарение заключается в последовательном повторении процесса однократного испарения при более высоких температурах (или низких давлениях) по отношению к остатку, полученному от предыдущего однократного испарения жидкой смеси. На рисунке 9, в показана схема двукратной перегонки. Остаток однократного испарения первой ступени после нагрева до более высокой температуры поступает в сепаратор второй ступени, с верхней части которого отбирают отгон второй ступени, а с нижней — остаток второй ступени.
Способы перегонки с однократным и многократным испарением имеют наибольшее значение с осуществлении промышленной переработки нефти на установках непрерывного действия. Так, примером процесса однократного испарения является изменение фазового состояния (доли отгона) нефти при нагреве в регенеративных теплообменниках и в змеевике трубчатой печи с последующим отделением паровой от жидкой фазы в секции питания ректификационной колонны.
Простая перегонка, особенно вариант с однократным испарением, не дает четкого разделения смеси на составляющие компоненты. Для повышения четкости разделения перегонку ведут с дефлегмацией или с ректификацией.
Сложная перегонка. Перегонка с дефлегмацией основана на частичной конденсации образующихся при перегонке паров и возврате конденсата (флегмы) навстречу потоку пара. Благодаря этому однократному и одностороннему массообмену между встречными потоками пара и жидкости уходящие из системы пары дополнительно обогащаются низкокипящими компонентами, так как при частичной конденсации из них преимущественно выделяются высококипящие составные части.
Дефлегмацию осуществляют в специальных по конструкции поверхностных конденсаторах воздушного или водяного охлаждения, размещаемых над перегонным кубом.
Перегонка с ректификацией дает более высокую четкость разделения смесей, но сравнению с перегонкой с дефлегмацией. Основой процесса ректификации является многократный двусторонний массообмен между движущимися противотоком парами и жидкостью перегоняемой смеси. Этот процесс осуществляют в ректификационных колоннах. Для обеспечения более тесного соприкосновения между встречными потоками пара и жидкости ректификационные колонны оборудованы контактными устройствами — тарелками или насадкой. От числа таких контактов и от количества флегмы (орошения), стекающей навстречу парам, в основном зависит четкость разделения компонентов смеси.
Современная промышленная технология первичной перегонки нефти основана на процессах одно – и многократной перегонки с последующей ректификацией образовавшихся паровой и жидкой фаз. Перегонку с дефлегмацией и периодическую ректификацию, так же как перегонку с постепенным испарением, применяют в лабораторной практике.
Перегонка с водяным паром и в вакууме. Нефтяные смеси термически нестойкие. Среди входящих в их состав компонентов менее стойки к нагреву сернистые и асфальтосмолистые соединения. Парафиновые углеводороды термически менее стойки, чем нафтеновые. Последние при нагреве легче разлагаются, чем ароматические. Термическая стабильность нефтяных смесей зависит в основном от температуры нагрева и времени ее воздействия. Порог термической стабильности для непрерывной перегонки выше, чем для периодической.
Разложение при перегонке ухудшает эксплуатационные свойства нефтепродуктов: понижает их вязкость, температуру вспышки, стабильность к окислению. В целях уменьшения разложения ограничивают время пребывания нефтяных остатков при высоких температурах. Рекомендуемое время пребывания мазута в нижней части атмосферном колонны не более 5 мин, гудрона внизу вакуумной колонны –2–5 мин.
Когда температура кипения нефтяной смеси при атмосферном давлении превышает температуру ее термического разложения, при перегонке применяют вакуум и водяной пар. Вакуум понижает температуру кипения. Действие водяного пара аналогично действию вакуума: понижая парциальное давление компонентов смеси, он вызывает кипение ее при меньшей температуре. Водяной пар используют как при атмосферной, так и при вакуумной перегонке. При ректификации его применяют для отпаривания низкокипящих фракций от мазута и гудрона, из топливных и масляных фракции. Сочетание вакуума с водяным паром при перегонке нефтяных остатков обеспечивает глубокий отбор масляных фракций (до 530–580 °С). Однако действие водяного пара как отпаривающего агента ограничено, поскольку теплота на испарение отнимается от перегоняемой жидкости, то по мере увеличения расхода водяного пара температура ее и, следовательно, давление насыщенных паров понижаются. Отпарка постепенно снижается, так как давление насыщенных паров жидкости сравнивается с парциальным давлением нефтяных паров. Наиболее эффективным является расход водяного пара в пределах 2–3% на сырье отгонной колонны при числе теоретических ступеней контакта 3–4. В этих условиях количество отпариваемых из мазута низкокипящих компонентов достигает 14–23%. Технология перегонки с водяным паром имеет свои преимущества. Наряду с понижением парциального давления нефтяных паров, водяной пар интенсивно перемешивает кипящую жидкость, предотвращая возможные местные перегревы ее, увеличивает поверхность испарения за счет образования пузырей и струй. Водяной пар применяют также для интенсификации нагрева нефтяных остатков в трубчатых печах при вакуумной перегонке. При этом добиваются большей степени испарения нефтепродукта, предотвращения закоксовывания труб. Расход острого пара в этом случае принимают 0,3–0,5% на сырье. В некоторых случаях отпарку легкокипящих фракций для повышения температуры вспышки керосина и дизельного топлива осуществляют не водяным паром, а однократным испарением. Этим предотвращают образование стойких водных эмульсий в топливах, удаление которых связано с длительным отстоем. Примеры технологических схем, применяемых для первичной перегонки нефти в нашей стране. Атмосферная перегонка нефти на таких установках осуществляется в одной колонне. Предпочтительным сырьем для них являются нефти с относительно невысоким содержанием бензиновых фракций и растворенных газообразных углеводородов. Пример установки такого типа — ЭЛОУ-АВТ-7 со вторичной перегонкой бензина, запроектированная ВНИПИНефть по технологическому регламенту БашНИИ НП. Установка предназначена для обессоливания и перегонки 6–7 млн. т в год смеси нефтей. На установке вырабатывается следующий ассортимент фракций: С2–С4 — сжиженный газ; С5 — 90 ? С — компонент автомобильного бензина; 90–140 ? С — сырье каталитического риформинга для производства высокооктанового компонента автомобильного бензина; 140–250 °С–авиационное турбинное топливо; 250–320 ? С–легкий компонент дизельного топлива для скоростных двигателей; 320–380 ? С — тяжелый компонент дизельного топлива для скоростных двигателей (подвергается гидроочистке); 380–530 °С — сырье каталитического крекинга; гудрон — сырье висбрекинга. для производства битумов. Принципиальная технологическая схема установки представлена на рис. 10. Нефть, нагретая в регенеративных теплообменниках 2, поступает четырьмя параллельными потоками в электродегидраторы 3. Обессоливание проводится в две ступени с применением деэмульгатора. Соленая вода из электродегидраторов второй ступени вторично используется для промывки нефти на первой ступени. Кроме того, в качестве промывочной воды на второй ступени используют водные конденсаты, образующиеся от применения пара в процессе атмосферно-вакуумной перегонки. Это сократило количество загрязненных стоков, сбрасываемых с установки.
Обессоленная нефть насосом прокачивается через группу регенеративных теплообменников 2 и после нагрева двенадцатью параллельными потоками в трубчатой печи 4 поступает на перегонку в атмосферную колонну 5. Расчетная температура питания колонны 362 °C обеспечивает массовую долю отгона нефти на уровне суммарного отбора дистиллятных фракций — 54,3%. Отводимые с верха колонны пары бензина конденсируются в две ступени. На первой обеспечивается более низкое содержание газообразных углеводородов в составе орошения, чем в дистилляте. Несконденсированная газовая и жидкая фазы бензина совместно дополнительно охлаждаются и поступают в сырьевую емкость 9 дебутанизатора 10. В случае переработки нефти с повышенным содержанием газа (С2–С4) — 2%, против 1,1% в проектном сырье — часть стабильного бензина подается в качестве абсорбента в поток бензина после сепаратора 8. При этом для полного растворения газа расход абсорбента составляет 14% на загрузку дебутанизатора. Из атмосферной колонны 5 через отпарные колонны 6 одновременно отбирают три боковых погона: фракцию 140–250 ? С и два компонента дизельного топлива — фракцию 250–320 ? С и фракцию 320–380 °С. Соотношение компонентов дизельного топлива подобрано так, чтобы балансовая смесь фракции 250– 320? С с фракцией 320–380 ? С, прошедшей гидроочистку, при перегонке по методу ASTM D86 выкипала до 360? С на > ; 90% (по объему) и содержала до 1% серы (требования стандарта). Остатком атмосферной колонны является мазут. В низ атмосферной колонны и отпарных колонн 6 подается перегретый водяной пар.
1 — насос; 2 — теплообменник, кипятильник; 3 — электродегидратор; 4 — трубчатая печь; 5 — атмосферная колонна; 6 — отпарная колонна; 7 — конденсатор-холодильник; 8 — газосепаратор; 9 — емкость; 10 — дебутанизатор бензина; 11 — колонка вторичной перегонки бензина; 12 — вакуумная колонна; 13 — пароэжекторный вакуумный насос; 14 — отстойник; I — нефть; II — бензин: III– стабильный бензин; IV — сухой газ; V — сжиженная фракция C2 — C4; VI — фракция С5 — 90? С; VII — фракция 90 — 140? С; VIII — фракция 140 — 250° С; IX — фракция 250 — 320° С; X — фракция 320 — 380? С; XI — водяной пар; XII — мазут; XIII — легкий вакуумный газойль; XIV — фракция, 380 — 530° С; XV — затемненная фракция; XVI — гудрон; XVII — газы разложения; XVIII — нефтепродукт; XIX — водный конденсат.
Рисунок 10 — Комбинированная установка ЭЛОУ-АВТ двукратного испарения нефти
Отбор суммы светлых равен 95% от содержания в нефти фракций до 380 °C. Физическая стабилизация бензина проводится в дебутанизаторе 10. Отбор сжиженного газа составляет 94,5% от потенциала. Стабильный бензин содержит 0,5% бутана и 0,0005% сероводорода. Он выдерживает испытание на медной пластинке, не требуя защелачивания.
Вторичной перегонке в колонне 11 подвергается примерно 62% стабильного бензина, что связано с ограниченной потребностью во фракции 90–140 °С, получаемой с низа этой колонны, с верха колонны 11 отбирают фракцию С5–90°С.
Мазут после нагрева в печи 4 поступает на перегонку в вакуумную колонну 12. Верхним боковым погоном из вакуумной колонны отводится легкий вакуумный газойль, средним — фракция 380–530 °С и нижним — затемненная фракция. Остатком колонны является гудрон. В змеевик вакуумной печи и в низ колонны подается водяной пар. Через верх вакуумной колонны 12 отводятся несконденсированиый газ, водяные пары и пары нефтяных фракций. После конденсации и охлаждения в газосепараторе 8 конденсат отделяется от газа и несконденсированных водяных паров. Смесь последних отсасывается трехступенчатым пароэжекторным вакуумным насосом 13. Газы разложения поступают на сжигание (утилизацию) в вакуумную печь 4. Смесь водного конденсата и нефтяных фракций из вакуумсоздающей системы поступает на разделение в отстойник 14. Ловушечный нефтепродукт откачивается в легкий вакуумный газойль, конденсат — на ЭЛОУ.
В вакуумной колонне перегоняется 2,3 млн. т мазута в год (74% от получаемого в атмосферной колонне). При этом обеспечивается выработка 1 млн. т фракции 380–530 °С, требующейся для полной загрузки имеющейся установки каталитического крекинга.
В СССР, а на данный момент и в России, наибольшее распространение получили комбинированные установки первичной перегонки трехкратного испарения нефти.
Технологическая схема (рис. 11) следующая. Сырая нефть тремя параллельными потоками нагревается в теплообменниках 1 и далее пятью параллельными потоками последовательно проходит электродегидраторы 2 первой и второй ступени обессоливания. На прием сырьевого насоса в нефть вводят деэмульгатор и содо-щелочной раствор. На входе в электродегидраторы нефть смешивают с водой (используют также технологические водяные конденсаторы от атмосферно-вакуумной перегонки нефти). Обессоленная и обезвоженная нефть дополнительно нагревается в теплообменниках 1 и поступает на разделение в колонну частичного отбензинивания 3. Уходящие сверху этой колонны углеводородный газ и легкий бензин конденсируют и охлаждают последовательно в аппаратах воздушного и водяного охлаждения 4 и направляют в емкость 5. Часть конденсата возвращается наверх колонны в качестве острого орошения. Газ и бензин раздельно перетекают в сырьевую емкость 5 дебутанизатора. Отбензиненная нефть с низа колонны 3 нагревается в змеевиках печи 6. Нагретая отбензиненная нефть после печи делится на два потока: первый поступает в низ колонны 3 в качестве горячей струи, второй — в качестве сырья в атмосферную колонну 7. Смесь паров тяжелого бензина и водяных из атмосферной колонны конденсируется и охлаждается, последовательно пройдя аппараты воздушного и водяного охлаждения. Конденсат собирается в емкости 5, из которой часть тяжелого бензина возвращается наверх атмосферной колонны в качестве холодного орошения. Балансовый избыток его откачивается в сырьевую емкость 5 дебутанизатора 14, где он смешивается с углеводородным газом и легким бензином. В смеси бензинов газ полностью растворяется. С тарелок Т-8, Т-16–18 и Т-28–30 атмосферной колонны отбирают три боковых погона: фракции 180–220, 220–280. 230–350 ?С. Каждая фракция поступает в свою отпарную колонну 8. В нижнюю часть отпарных колони 8 и атмосферной 7 подают перегретый водяной пар для отпарки легкокипящих фракций.
1 — теплообменник; 2 — электродегидратор; 3 — колонка частичного отбензинивания нефти; 4 — конденсатор-холодильник; 5 — емкость; 6, 9, 15 — трубчатые печи; 7 — атмосферная колонна; 8 — отпарная колонна; 10 — вакуумная колонна: 11 — трехступенчатый пароэжекторный вакуумный насос; 12 — газосепаратор; 13 — отстойник; 14 — дебутанизатор бензина; 16 — 19 — колонны вторичной перегонки бензина; 20 — кипятильник;
I — нефть; II — Деэмульгатор; III — содо-щелочной раствор; IV — оборотная вода;
V — соленая вода; VI — легкий бензин и газ; VII — отбензиненная нефть; VIII — тяжелый бензин; IX — фракция 180– 220? С; X — фракция 220 — 280? С; XI — фракция 280 –350 °С; XII — водяной пар; XIII — мазут; XIV — газы разложения; XV — нефтепродукт; XVI — водный конденсат:; XVII — легкий вакуумный газойль; XVIII — широкая масляная фракция; XIX — затемненная фракция; XX — гудрон; XXI — нестабильный бензин; XXII — сжиженная фракция С2 –С4; XXIII — углеводородный газ; XXIV — фракция С5 — 62 °C; XXV — фракция 62−105°C; XXVI — фракция 62 — 85 °C; XXVII — фракция 85–105 °С; XXVIII — фракция 105–140°С; XXIX — фракция 140−180 °С.
Http://referat. bookap. info/work/204792/Pererabotka-nefti
Выполнил: студент группы ЭХТ 11-2 ________ Гивировский Георгий Станиславович
1. Разделение нефтяного сырья на фракции, различающиеся по интервалам температур кипения (первичная переработка) ;
2. Переработка полученных фракций путем химических превращений содержащихся в них углеводородов и выработка компонентов товарных нефтепродуктов (вторичная переработка);
3. Смешение компонентов с вовлечением, при необходимости, различных присадок, с получением товарных нефтепродуктов с заданными показателями качества (товарное производство).
В своем реферате, я ставлю перед собой цель осветить основные параметры первичной переработки нефти. А именно: подготовку нефти к переработке, включающую в себя выбор направления переработки нефти, очистку нефти от разного рода примесей, осветить вопрос об основных методах разрушения нефтяных эмульсий и рассказать о том, что такое прямая переработка нефти.
Добываемая на промыслах нефть, помимо растворенных в ней газов, содержит некоторое количество примесей – частицы песка, глины, кристаллы солей и воду. Содержание твердых частиц в неочищенной нефти обычно не превышает 1,5%, а количество воды может изменяться в широких пределах. С увеличением продолжительности эксплуатации месторождения возрастает обводнение нефтяного пласта и содержание воды в добываемой нефти. В некоторых старых скважинах жидкость, получаемая из пласта, содержит 90% воды. В нефти, поступающей на переработку, должно быть не более 0,3% воды. Присутствие в нефти механических примесей затрудняет ее транспортирование по трубопроводам и переработку, вызывает эрозию внутренних поверхностей труб нефтепроводов и образование отложений в теплообменниках, печах и холодильниках, что приводит к снижению коэффициента теплопередачи, повышает зольность остатков от перегонки нефти (мазутов и гудронов), содействует образованию стойких эмульсий. Кроме того, в процессе добычи и транспортировки нефти происходит весомая потеря легких компонентов нефти (метан, этан, пропан и т. д., включая бензиновые фракции) – примерно до 5% от фракций, выкипающих до 100°С.
С целью понижения затрат на переработку нефти, вызванных потерей легких компонентов и чрезмерный износ нефтепроводов и аппаратов переработки, добываемая нефть подвергается предварительной обработке.
Для сокращения потерь легких компонентов осуществляют стабилизацию нефти, а также применяют специальные герметические резервуары хранения нефти. От основного количества воды и твердых частиц нефть освобождают путем отстаивания в резервуарах. Разрушение нефтяных эмульсий осуществляют механическими, химическими и электрическими способами. Важным моментом является процесс сортировки и смешения нефти.
Выбор направления переработки нефти и ассортимента получаемых нефтепродуктов определяется физико-химическими свойствами нефти, уровнем технологии нефтеперерабатывающего завода и настоящей потребности хозяйств в товарных нефтепродуктах. Различают три основных варианта переработки нефти:
По топливному варианту нефть перерабатывается в основном на моторные и котельные топлива. Топливный вариант переработки отличается наименьшим числом участвующих технологических установок и низкими капиталовложениями. Различают глубокую и неглубокую топливную переработку. При глубокой переработке нефти стремятся получить максимально возможный выход высококачественных и автомобильных бензинов, зимних и летних дизельных топлив и топлив для реактивных двигателей. Выход котельного топлива в этом варианте сводится к минимуму. Таким образом, предусматривается такой набор процессов вторичной переработки, при котором из тяжелых нефтяных фракций и остатка — гудрона получают высококачественные легкие моторные топлива. Сюда относятся каталитические процессы — каталитический крекинг, каталитический риформинг, гидрокрекинг и гидроочистка, а также термические процессы, например коксование. Переработка заводских газов в этом случае направлена на увеличение выхода высококачественных бензинов. При неглубокой переработке нефти предусматривается высокий выход котельного топлива.
По топливно-масляному варианту переработки нефти наряду с топливами получают смазочные масла. Для производства смазочных масел обычно подбирают нефти с высоким потенциальным содержанием масляных фракций. В этом случае для выработки высококачественных масел требуется минимальное количество технологических установок. Масляные фракции (фракции, выкипающие выше 350°С), выделенные из нефти, сначала подвергается очистке избирательными растворителями: фенолом или фурфуролом, чтобы удалить часть смолистых веществ и низкоиндексные углеводороды, затем проводят депарафинизацию при помощи смесей метилэтилкетона или ацетона с толуолом для понижения температуры застывания масла. Заканчивается обработка масляных фракций доочисткой отбеливающими глинами. Последние технологии получения масел используют процессы гидроочистки взамен селективной очистки и обработки отбеливающими гланами. Таким способом получают дистиллятные масла (легкие и средние индустриальные, автотракторные и др.). Остаточные масла (авиационные, цилиндровые) выделяют из гудрона путем его деасфальтизации жидким пропаном. При этом образуется деасфальт и асфальт. Деасфальт подвергается дальнейшей обработке, а асфальт перерабатывают в битум или кокс.
Нефтехимический вариант переработки нефти по сравнению с предыдущими вариантами отличается большим ассортиментом нефтехимической продукции и в связи с этим наибольшим числом технологических установок и высокими капиталовложениями. Нефтеперерабатывающие заводы, строительство которых проводилось в последние два десятилетия, направлены на нефтехимическую переработку. Нефтехимический вариант переработки нефти представляет собой сложное сочетание предприятий, на которых помимо выработки высококачественных моторных топлив и масел не только проводится подготовка сырья (олефинов, ароматических, нормальных и изопарафиновых углеводородов и др.) для тяжелого органического синтеза, но и осуществляются сложнейшие физико-химические процессы, связанные с многотоннажным производством азотных удобрений, синтетического каучука, пластмасс, синтетических волокон, моющих веществ, жирных кислот, фенола, ацетона, спиртов, эфиров и многих других химикалий.
От основного количества воды и твердых частиц нефти освобождают путем отстаивания в резервуарах на холоду или при подогреве. Окончательно их обезвоживают и обессоливают на специальных установках.
Однако вода и нефть часто образуют трудно разделимую эмульсию, что сильно замедляет или даже препятствует обезвоживанию нефти. В общем случае эмульсия есть система из двух взаимно нерастворимых жидкостей, в которых одна распределена в другой во взвешенном состоянии в виде мельчайших капель. Существуют два типа нефтяных эмульсий: нефть в воде, или гидрофильная эмульсия, и вода в нефти, или гидрофобная эмульсия. Чаще встречается гидрофобный тип нефтяных эмульсий. Образованию сойкой эмульсии предшествуют понижение поверхностного натяжения на границе раздела фаз и создание вокруг частиц дисперсной фазы прочного адсорбционного слоя. Такие слои образуют третьи вещества — эмульгаторы. К гидрофильным эмульгаторам относятся щелочные мыла, желатин, крахмал. Гидрофобными являются хорошо растворимые в нефтепродуктах щелочноземельные соли органических кислот, смолы, а также мелкодисперсные частицы сажи, глины, окислов металлов и т. п., легче смачиваемые нефтью, чем водой.
Отстаивание — применяется к свежим, легко разрушимым эмульсиям. Расслаивание воды и нефти происходит вследствие разности плотностей компонентов эмульсии. Процесс ускоряется нагреванием до 120-160°С под давлением 8-15 атм в течение 2-3 ч, не допуская испарения воды.
Центрифугирование — отделение механических примесей нефти под воздействием центробежных сил. В промышленности применяется редко, обычно сериями центрифуг с числом оборотов от 3500 до 50000 в мин., при производительности 15 — 45 м3/ч каждая.
Разрушение эмульсий достигается путем применения поверхностно-активных веществ — деэмульгаторов. Разрушение достигается а) адсорбционным вытеснением действующего эмульгатора веществом с большей поверхностной активностью, б) образованием эмульсий противоположного типа (инверсия ваз) и в) растворением (разрушением) адсорбционной пленки в результате ее химической реакции с вводимым в систему деэмульгатором. Химический метод применяется чаще механического, обычно в сочетании с электрическим.
При попадании нефтяной эмульсии в переменное электрическое поле частицы воды, сильнее реагирующие на поле чем нефть, начинают колебаться, сталкиваясь друг с другом, что приводит к их объединению, укрупнению и более быстрому расслоению с нефтью. Установки, называемые электродегидраторами (ЭЛОУ — электроочистительные установки), с рабочим напряжением до 33000В при давлении 8-10 ат, применяют группами по 6 — 8 шт. с производительностью 250 — 500 т нефти в сутки каждая. В сочетании с химическим методом этот метод имеет наибольшее распространение в промышленной нефтепереработке.
К этой группе относятся способы разложения эмульсий естественным путем или же с применением таких мероприятий, которые способствовали бы механическому разрушению защитных пленок.
Водонефтяные эмульсии являются весьма стойкими системами, и, как правило, под действием одной только силы тяжести не расслаиваются. Для их разрушения требуются определенные условия, способствующие столкновению и слиянию диспергированных в нефти капелек воды, и выделению последних из нефтяной среды. Как сближение капелек воды, предшествующие их слиянию, так и выделению капель из эмульсий связано с их перемещением в нефтяной среде, обладающей определенной вязкостью и тормозящей это перемещение. Чем благоприятнее условия для не развития капелек, тем легче разрушаются эмульсии. Поэтому рассмотрим факторы, от которых зависит скорость движения взвешенной в нефти капельки воды.
Оказавшей под воздействием определенной силы, капля сначала движения ускоренно, так как действующая на нее сила превышает тормозящую силу трения. По мере повышения скорости движения сила трения все больше увеличивается, и при определенной скорости обе силы уравновешиваются: движение капли уравновешивается. Принимая в первом приближении, что капля имеет сферическую форму, воспользуемся известной формулой Стокса. Согласно этой формуле, установившаяся под действием силы F и вязкости жидкой среды n равномерная скорость движения U сферической капли радиусом r равна:
В частности, скорость оседания в нефти сферической капли воды под действием силы тяжести с учетом Архимедовой потери в массе составляет:
Где 43r3- объем капли; p и d – соответственно плотность воды и нефти; g – ускорение свободного падения.
Из формулы (2) видно, что скорость оседания капель воды в нефтяной среде прямо пропорциональна квадрату их радиуса, разности плотностей воды и нефти, ускорению силы тяжести и обратно пропорционально вязкости нефти. Следовательно, если размеры капель и разность плотностей воды и нефти незначительны, а вязкость нефти высокая, то скорость выпадения капель весьма низкая, и практически эмульсия не расслаивается даже в течение длительного времени. Наоборот, при большом размере капель, значительной разности плотностей и низкой вязкости расслоение эмульсии идет очень быстро. Поэтому для ускорения процесса разрушения эмульсий наряду с отстоем одновременно подвергают и другим мерам воздействия, направленным на укрупнение капель воды. Основными мерами являются: подогрев эмульсии (термообработка); введение в нее деэмульгатора (химическая обработка); применение электрического поля (электрообработка).
Существуют и другие меры воздействия на эмульсию, например перемешивание, вибрация, обработка ультразвуком, фильтрация, способствующие в основном укрупнению капелек воды.
К этой группе относится применение различного рода регентов – деэмульгаторов, влияющих тем или иным путем на защитные пленки эмульсии или на частицы воды. Благоприятное влияние некоторых деэмульгаторов на разложение эмульсий настолько эффективно, что многие из них находят широкое применение для деэмульгации и обессоливания нефтей в промышленных условиях.
Такое широкое применение деэмульгаторов обусловливается целым рядом преимуществ их перед другими методами. Одним из основных преимуществ является простота применения деэмульгаторов. Для некоторых, особенно эффективных препаратов все необходимое оборудование установок ограничивается бачком для хранения и дозировки деэмульгатора и насосом для подкачки его в эмульсию. Наряду с этим достигается хорошее обезвоживание и обессоливание нефти, даже без применения промывки водой.
Старение нефтяных эмульсий имеет большое практическое значение для подготовки нефти и переработке, так как свежие эмульсии разрушаются значительно легче и при меньших затратах, чем после старения.
Для снижения или прекращения процесса старения эмульсии, необходимо как можно быстрее смешать свежеполученные эмульсии с эффективным деэмульгатором, если невозможно предупредить их образование, например подачей деэмульгатора в скважину. Деэмульгатор – вещество с высокой поверхностной активностью, адсорбируясь, на поверхности глобулы воды, он не только способствует разрушению гелеобразного слоя, но и препятствует дальнейшему его упрочнению. Поэтому процесс старения высокодисперсной эмульсии, оставшейся в нефти после обезвоживания в присутствии деэмульгатора, должен значительно замедлиться или полностью прекратиться. Это имеет большое значение для дальнейшего полного удаления солей из нефти. Исходя из многочисленного промышленного опыта, можно заключить, что нефть с небольшим содержанием воды в виде высокодисперсной эмульсии, прошедшей стадию старения, почти невозможно полностью обессолить существующими способами. Та же нефть, подвергнуться на нефтепромысле глубокому обезвоживанию и обессоливанию с применением деэмульгатора до остаточного содержание солей 40-50 мг/л, легко практически полностью обессоливается на электрообессоливающих установках НПЗ.
Http://yaneuch. ru/cat_35/pervichnaya-pererabotka-nefti/222994.2115923.page1.html