




НПП «Экоэнергомаш» предлагает специальное высокоэффективное теплообменное оборудование для использования в системах:
- утилизации сбросной теплоты, теплоснабжения, холодоснабжения водоподготовки, переработки сточных вод,
Рациональное использование вторичных энергетических ресурсов (сбросного тепла) энергоемких промышленных предприятий химического и нефтехимического комплекса. Данная отрасль потребляет около 20 % энергоресурсов от всех промышленных отраслей страны. При этом полезный расход энергии составляет лишь 15-20 %, а остальные 80-85 % сбрасываются в окружающую среду, вызывая так называемое тепловое загрязнение окружающей среды. Например, современный нефтеперерабатывающий завод мощностью 12 млн. тонн сернистой нефти в год потребляет тепло в количестве примерно 1,35 млн. Гкал/год, и сбрасывает в окружающую среду 1-1,1 млн. Гкал/год тепла преимущественно низкого потенциала (менее 150ºС). Поэтому одним из перспективных направлений экономии энергоресурсов и защиты окружающей среды является рациональное использование вторичных энергетических ресурсов (сбросного тепла) промышленных предприятий.
На цели отопления, горячего водоснабжения предприятия и прилегающего жилищного комплекса, на нагрев различных технологических сред с использованием специального теплоутилизационного оборудования (установок мгновенного вскипания для утилизации загрязненных жидких высокоминерализованных сред, теплообменников с промежуточным теплоносителем, циклонно – пенных аппаратов, другого специального теплоутилизационного оборудования). Отечественный опыт показывает, что себестоимость производимого тепла таким способом в 5-10 раз ниже стоимости тепла, производимого традиционным способом, а срок окупаемости капитальных вложений не превышает 0,5-1 года. Выработка холода на технологические цели с использованием абсорбционных холодильных машин. Экономия электроэнергии по сравнению с парокомпрессионными электроприводными машинами составляет 200-250 кВт. ч на 1000 кВт. ч производимого холода. Данные машины являются экологически чистым оборудованием, в них отсутствуют хладоны (аммиак, хлорфторсодержащие углеводороды). Получение обессоленной воды и переработка сточных вод на базе дистилляционных установок мгновенного вскипания вместо химического обессоливания. Аппараты мгновенного вскипания для термического обессоливания воды в системах промышленной водоподготовки, охлаждения и утилизации теплоты горячих, сильнозагрязненных, коррозионноактивных сточных вод и технологических растворов. Себестоимость продукции по сравнению с аналогами снижается на 30-40 %, в 5-10 раз снижается объём сточных вод. Тригенерационные установки для выработки электроэнергии, тепла и холода с использованием абсорбционных холодильных машин. Себестоимость вырабатываемого холода при этом по сравнению с парокомпрессионными электроприводными машинами снижается в 2-3 раза. Водогрейные вакуумные котлы с промежуточным теплоносителем мощностью 600-2000 кВт на газовом и жидком топливе, для отопления и горячего водоснабжения на газовом топливе, защищенные от накипеобразования на котельных поверхностях. Не требуют специальной подготовки нагреваемой воды, пригодны для открытых систем отопления и горячего водоснабжения. КПД не менее 92 %. Срок службы – не менее 25 лет. Высокоэффективные водонагреватели (бойлеры) с паровым, водяным, обогревом кожухотрубчатого типа с трубами специального профиля для систем отопления и горячего водоснабжения, с интенсифицированным теплообменом и пониженным накипеобразованием. Экономия цветных металлов (латуни) – 25-30%. Время между чистками увеличивается в 5-10 раз. Тепловые насосы различных типов для горячего водоснабжения и отопления. Экономия топлива по сравнению с котлом составляет 40-55 %, а себестоимость производимого тепла снижается на 25-30 %. Тепло-массообменные циклонно-пенные аппараты для газоочистки, нагрева и охлаждения газов и жидкостей, утилизации сбросной теплоты.
Http://www. eemkzn. ru/articles/article14-spetsialnoe-energosberegayuschee-teploobmennoe-oborudovanie
Перечень разработок технологий и оборудования для получения обессоленной воды, переработки сточных вод, охлаждения и утилизации теплоты высокоминерализованных жидкостей, упаривания различных технологических жидкостей и др.
Установка мгновенного вскипания для охлаждения надсмольной воды Алтайского (г. Заринск) коксохимического завода (II очередь). 2004г. Установка мгновенного вскипания для упаривания щелочи Новосибирского завода химконцентратов.2002г. Холодильники закалочной воды для этиленовой установки Э-100 ОАО «Казаньоргсинтез». 2006г. Установка для упаривания концентрата обратного осмоса производительностью 1,0 т/час. ОАО «ЗСМК» г. Новокузнецк. 2007г. Установка для выпаривания засоленных стоков – концентрата обратноосмотической установки в комплексе очистных сооружений производительностью 1,0 т/час. ООО «Северстальавто-Елабуга» 2007г. Установка для термического обессоливания сточных вод первичной переработки нефти производительностью 7,0 т/час по исходной воде. Беларусь.2007г. Установка для выпаривания засоленных стоков гальванического производства производительностью по исходным стокам 10,0 т/час РУП «Белорусский металлургический завод», г. Жлобино. 2007г. Установка для упаривания послеспиртовой барды производительностью 15 т/ч. ООО Завод топливного биоэтанола «Миранда», г. Владикавказ Установка для упаривания солевого концентрата обратного осмоса производительностью до 2 т/ч. 2007 г. ОАО «Полоцк-Стекловолокно», Беларусь Установки для упаривания концентрата отработанных смазочно-охлаждающих жидкостей после обратноосмотической установки. ОАО «Челябинский трубопрокатный завод» 2008г. Установка для переработки мазута 2008г. Выпарная установка для получения концентрированного раствора семиводного сульфата магния. ЗАО «ТехМаш»,2008г. Установки для упаривания солевого концентрата обратного осмоса производительностью 6,4 м3/ч по концентрату, ОАО «Энергетик-ПМ2», г. Пермь. 2009г. Термодистилляционное и кристаллизационное оборудование для опытно-промышленной установки по комплексной безотходной переработке морской воды и рассолов. г. Дубай, ОАЭ 2009г. Установки мгновенного вскипания охлаждения пульпы автоклавирования ООО «Амурский гидрометаллургический комбинат», г. Амурск, Хабаровский край 2009г.
Теплонасосная установка на газовом топливе, тепловой мощностью 4000 кВт, для теплоснабжения комбината.
Производство полиэтилена, холодильная машина АБХМ – 3000П, мощностью 3000 кВт.
Производство хрома, холодильная станция мощностью 3500 кВт, для охлаждения технологического оборудования.
Холодильные машины – АБХМ – 1500П с паровым обогревом – две машины.
Административное здание, холодильная машина – тепловой насос АБХМ – 100Т на газовом топливе,
Мощностью по холоду 100 кВт, по теплу 240 кВт, для кондиционирования и горячего водоснабжения.
Производство перекиси водорода. Холодильная машина АБХМ – 600П с паровым обогревом,
Производство ДФП, холодильная станция мощностью 5000 кВт, для охлаждения технологического оборудования.
Холодильные машины – АБХМ-1500П и АБХМ2-1500П с паровым обогревом – три машины.
Холодильная установка мощностью 650 кВт на сбросном тепле для охлаждения технологического оборудования.
Установка мгновенного вскипания для охлаждения надсмольной воды производительностью 100 м 3 /ч.
«РУП» Белорусский металлургический завод», г. Жлобино, республика Беларусь.
Установка для выпаривания гальванических стоков производительностью 10 м 3 /ч.
Разработаны и запущены в серийное производство 3 типа вакуумных водогрейных котлов мощностью 600 кВт, 1200 кВт, 2000кВт.
НЗХК, г. Новосибирск. Установка мгновенного вскипания для упаривания щелочи.
Холодильная машина мощностью 1000 кВт с пленочным генератором АБХМ-1000ВН, для охлаждения сельхозпродукции.
Западно-Сибирский металлургический комбинат, г. Новокузнецк, производительность 1 м 3 /ч.
Вакуум-выпарная установка с кристаллизатором для получения солевой суспензии из сточных вод.
Вакуум-выпарная установка для концентрирования сточных вод гальванического производства металлургического завода, 7 м 3 /ч.
Установка для упаривания фугата послеспиртовой барды производительностью 15 м 3 /ч.
Холодильная установка АБХМ-3000П для охлаждения технологического оборудования.
Http://www. itp. nsc. ru/Laboratory/SET/Set. htm
 В ходе переработки нефти на различных этапах получается легкая фракция в виде углеводородного газа, в котором могут присутствовать этан, пропан, бутан, метан, водород и др. Доля таких летучих фракций в исходном сырье может достигать 20 %. Состав этого газа зависит от применяемой технологии и может меняться во времени. Несмотря на его специфические особенности, этот газ можно использовать в качестве топлива для энергетических установок. Создание подобных установок собственной генерации электроэнергии позволит повысить надёжность электроснабжения предприятия, снизить расходы на электроэнергию, покупаемую у сетевой компании. В случае создания когенерационных комплексов с выработкой пара и/или холода на технологические нужды возможно заметное повышение эффективности основного технологического процесса и, как следствие, снижение себестоимости продукции. Далее рассматриваются несколько технических решений создания подобных установок, в том числе с применением, получающей всё большее распространение, ОЦР-технологии (Органический Цикл Ренкина).
В ходе переработки нефти на различных этапах получается легкая фракция в виде углеводородного газа, в котором могут присутствовать этан, пропан, бутан, метан, водород и др. Доля таких летучих фракций в исходном сырье может достигать 20 %. Состав этого газа зависит от применяемой технологии и может меняться во времени. Несмотря на его специфические особенности, этот газ можно использовать в качестве топлива для энергетических установок. Создание подобных установок собственной генерации электроэнергии позволит повысить надёжность электроснабжения предприятия, снизить расходы на электроэнергию, покупаемую у сетевой компании. В случае создания когенерационных комплексов с выработкой пара и/или холода на технологические нужды возможно заметное повышение эффективности основного технологического процесса и, как следствие, снижение себестоимости продукции. Далее рассматриваются несколько технических решений создания подобных установок, в том числе с применением, получающей всё большее распространение, ОЦР-технологии (Органический Цикл Ренкина).
Один из вариантов применения технологического газа – это его непосредственное сжигание в термомасляном котле, чтобы в дальнейшем выработать электроэнергию в ОЦР-установке. Использование такого топливного газа в традиционной, паротурбинной технологии, в паровых котлах, вызывает определённые сложности из-за его нестабильного состава. Термомасляный котёл работает стабильно, в нём нет процесса парообразования, по простоте конструкции он похож на водогрейный котёл, только термостойкое масло, циркулирующее в нём, нагревается не до 90 °С, а до 300…320 °С. Кроме того, нагрев и охлаждение термического масла процесс достаточно инерционный. Это позволит обеспечить постоянство вырабатываемой энергии при частом изменении состава топливного газа (а значит и его калорийности). Нагретое термомасло передаёт тепло низкокипящему рабочему телу, которое работает по органическому циклу Ренкина и по аналогии с паротурбинным циклом вращает турбину, на валу которой генератор вырабатывает электроэнергию.
 Пробы брались в разное время с интервалами в несколько дней. Средняя калорийность топлива принимается равной 5848 ккал/м3 Для расчёта принимается расход топливного газа – 500 т/день. Для заданных параметров, сжигая такой газ в термомасляных котлах, можно получить 33 МВт тепловой мощности, из которой в ОЦР-установке можно получить 8 МВт полезной электрической мощности.
Пробы брались в разное время с интервалами в несколько дней. Средняя калорийность топлива принимается равной 5848 ккал/м3 Для расчёта принимается расход топливного газа – 500 т/день. Для заданных параметров, сжигая такой газ в термомасляных котлах, можно получить 33 МВт тепловой мощности, из которой в ОЦР-установке можно получить 8 МВт полезной электрической мощности.
Схема электростанции представлена на рисунке ниже. Для отвода тепла из цикла предлагается использовать воздушный конденсатор-охладитель. Это позволит полностью отказаться от применения воды, которой понадобилось бы значительное количество для паротурбинной технологии.
 На рисунке ниже показан пример подобного термомасляного котла. В основном всё оборудование размещается на открытом воздухе, только турбина с насосами размещается в легковозводимом здании для удобства обслуживания. Электро-оборудование и автоматика размещаются в двух стандартных сорокафутовых контейнерах. Значительную площадь занимает воздушный конденсатор-охладитель – требуется отвести около 25 МВт тепла. Для случая, если требуется тепло на технологию в виде пара или горячей воды, то конденсатор будет небольших габаритов. При этом будет более высоким коэффициент использования топлива, а срок окупаемости проекта небольшим. ОЦР-технология позволяет получить после турбины горячую воду (от 105 °С), или даже пар не очень высоких параметров. При этом электрическая мощность немного снизится. Вырабатываемый пар или горячую воду можно подать в абсорбционную холодильную машину (АБХМ) и на выходе из неё получить холод в виде холодной воды с температурой 5…7 °С (имеются АБХМ, дающие холод -5 °С). Улучшение охлаждения в технологическом процессе нефтепереработки позволит повысить его эффективность. Подобный проект был реализован компанией Turboden на УППН-0501 «Оса» ЦДНГ № 5 ООО «ЛУКОЙЛ-ПЕРМЬ» (недалеко от гор. Оса Пермского края). Установка сжигает попутный нефтяной газ и вырабатывает 1,8 МВт электричества и 10 МВт тепла в виде горячей воды.
На рисунке ниже показан пример подобного термомасляного котла. В основном всё оборудование размещается на открытом воздухе, только турбина с насосами размещается в легковозводимом здании для удобства обслуживания. Электро-оборудование и автоматика размещаются в двух стандартных сорокафутовых контейнерах. Значительную площадь занимает воздушный конденсатор-охладитель – требуется отвести около 25 МВт тепла. Для случая, если требуется тепло на технологию в виде пара или горячей воды, то конденсатор будет небольших габаритов. При этом будет более высоким коэффициент использования топлива, а срок окупаемости проекта небольшим. ОЦР-технология позволяет получить после турбины горячую воду (от 105 °С), или даже пар не очень высоких параметров. При этом электрическая мощность немного снизится. Вырабатываемый пар или горячую воду можно подать в абсорбционную холодильную машину (АБХМ) и на выходе из неё получить холод в виде холодной воды с температурой 5…7 °С (имеются АБХМ, дающие холод -5 °С). Улучшение охлаждения в технологическом процессе нефтепереработки позволит повысить его эффективность. Подобный проект был реализован компанией Turboden на УППН-0501 «Оса» ЦДНГ № 5 ООО «ЛУКОЙЛ-ПЕРМЬ» (недалеко от гор. Оса Пермского края). Установка сжигает попутный нефтяной газ и вырабатывает 1,8 МВт электричества и 10 МВт тепла в виде горячей воды.
 Другой вариант создания собственной электростанции – применение газотурбинных установок. Компания «Авиадвигатель» имеет богатый опыт реализации проектов с использованием попутного нефтяного газа в своих газотурбинных установках (см. http://www. avid. ru, топливо – попутный нефтяной газ). Это могут быть установки «Урал-4000» или «Урал-6000» соответственно мощностью 4 и 6 МВт. На фото ниже – Электростанция Собственных Нужд Ильичёвского МНГ ООО «ЛУКОЙЛ-Западная Сибирь», работающая на газе, близком по составу к вышеупомянутому.
Другой вариант создания собственной электростанции – применение газотурбинных установок. Компания «Авиадвигатель» имеет богатый опыт реализации проектов с использованием попутного нефтяного газа в своих газотурбинных установках (см. http://www. avid. ru, топливо – попутный нефтяной газ). Это могут быть установки «Урал-4000» или «Урал-6000» соответственно мощностью 4 и 6 МВт. На фото ниже – Электростанция Собственных Нужд Ильичёвского МНГ ООО «ЛУКОЙЛ-Западная Сибирь», работающая на газе, близком по составу к вышеупомянутому.
На данном объекте агрегаты «Урал-4000» работают в простом цикле, без утилизации. Чтобы повысить КПД электростанции и не выбрасывать тепло в атмосферу можно добавить утилизационный комплекс на базе ОЦР-технологии. Если такой комплекс установить за установкой «Урал-4000», мощность которой равна 4,13 МВт с КПД=23,3 %, то мощность ОЦР-установки составит 1,4 МВт. Общая мощность электростанции получится 5,53 МВт и КПД=30,7 % Компания Turboden предлагает одноконтурную ОЦР-установку (нет термомасляного контура) на негорючем рабочем веществе. Установка «Урал-4000» поставляется в контейнере максимальной заводской готовности, также о ОЦР-установка. Соответственно нет зданий что сокращает сроки и упрощает строительство. Схема электростанции на базе ГТЭС «Урал-4000/6000» с утилизацией показана на рисунке ниже.
В случае, если требуется пар или горячая вода, то на выхлопе ГТУ можно установить паровой или водогрейный утилизационный котёл. При утилизации тепла в водогрейном котле и снижении температуры выхлопных газов до 110 °С можно получить до 8,4 Гкал/ч тепла в виде горячей воды 90 °С. Для данного варианта нужно принимать в расчёт, что колебания состава газа могут повлиять на стабильность в выработке мощности. Возможность работы ГТУ на конкретном составе газа необходимо согласовывать с производителем – «ОДК-Авиадвигатель».
3. Использование тепла уходящих газов технологического оборудования
В некоторых случаях для нагрева сырья в технологических установках углеводо-родный газ сжигается в горелочных устройствах эти установок. Выбрасываемые отработанные горячие газы могут иметь достаточно высокую температуру. Например, выхлопные газы после печей установки каталитического риформинга имеют температуру 360…380 °С. Если в выхлопном тракте установить утилизационный котёл ОЦР-установки, то можно получить свою недорогую электроэнергию, без расхода топлива. Рассмотрим следующий конкретный пример. В печи каталитического риформинга сжигается топливный газ следующего состава:
Расход указанного топливного газа составляет 90 тонн/сутки. Температура дымовых газов – 380 °С. Для указанного состава и расхода топлива расчётное значение расхода дымовых газов составит Gдг = 24,8 кг/с. Количество тепла, которое можно получить в утилизационном котле при охлаждении газов до 150°С составит Q= Gдг∙Cp∙(tвх-tвых)=24,8∙1,08∙(380-150)=6160 кВт. При этом полезная электрическая мощность ОЦР-установки составит 1,25 МВт
Специалисты нашей компании «Малая и Альтернативная энергетика» в случае заинтересованности готовы предложить оптимальное решение для создания комплексов собственной генерации на вашем предприятии.
Http://maenerg. ru/npz. html
1 НТП «Трубопровод» ЗАО «ИПН» Энергосбережение на нефтеперерабатывающих заводах России Утилизация тепла на технологических установках по переработке нефти
2 Цели реконструкции НПЗ в России: Углубление переработки нефти Организация производства экологически чистых топлив Увеличение производства моторных топлив – автобензинов, дизельного топлива, реактивных топлив Многократное увеличение расхода различных видов энергии, в том числе электрической и тепловой Проблема:
3 Пути обеспечения завода дополнительными объемами энергии: Электрическая энергия Наращивание региональных (или заводских) генерирующих мощностей и энергосетей Реализация организационно – технических мероприятий по снижению энергоёмкости технологических установок и объектов ОЗХ Тепловая энергия Наращивание мощности заводской котельной (паровые, водогрейные котлы) Реализация организационно – технических мероприятий по снижению энергоёмкости технологических процессов и объектов ОЗХ Увеличение степени утилизации невостребованной в настоящее время тепловой энергии (температура потоков от С и выше), образующихся в процессах переработки нефти
4 Основные методы энергосбережения: 1. Новые технологические печи оснащаются узлами предварительного нагрева воздуха и топливного газа, что позволяет повысить КПД до 92% и снизить расход топлива 2. Увеличиваются поверхности рекуперативных теплообменников, оптимизируются схемы тепловых потоков, что позволяет увеличить степень рекуперации тепла в рамках технологической установки, а также позволяет уменьшить расход топлива 3. Широко применяются экономичные источники освещения 4. Значительный вклад в снижение потребления электроэнергии вносят системы частотного регулирования электроприводов насосов, вентиляторов и т. п.
5 «Резерв» тепловой энергии: 1. Потоки нефтепродуктов (и полупродуктов), выводимые из технологических установок в резервуарные парки 2. Потери тепла при охлаждении потоков «острого» орошения, подаваемого в верхнюю часть ректификационных колонн РЕЗЕРВРЕЗЕРВ Как правило, температура потоков – в пределах 80…160 0 С Получение горячей воды (при использовании дополнительных рекуперативных теплообменников) на производственные и бытовые нужды «Развеивание по ветру» посредством воздушных холодильников и водяных градирен Дополнительный расход электроэнергии, воды и других необходимых ресурсов Традиционное использование
6 Традиционная схема потоков тепла на установке атмосферной перегонки нефти ЭЛОУ-АТ: Расход тепла в атмосферу Расход электроэнергии на привод циркуляционных насосов и вентиляторов Потери свежей воды В теплообменниках Т-1, 2, 3 осуществляется рекуперация тепла путём последовательного нагрева нефти потоками керосина, дизельного топлива и мазута. Окончательное охлаждение потоков керосина, дизтоплива (до 40…50 0 С) и мазута (до 60…95 0 С) осуществляется посредством воздушных холодильников АВО-3, АВО-4, АВО-5. Разница температур потоков (вход/выход АВО) составляет до С Пары бензина выводятся из верхней части колонн К-1 и К-2 (а также С 3 –С 4 углеводороды) с Т=120…160 0 С, охлаждаются в воздушных холодильниках АВО-1, 2; затем доохлаждаются до Т=30…45 0 С в водяных холодильниках. Оборотная вода охлаждается в градирне, где теряется не только тепло, но и вода (до 2% от потока).
7 Типовая принципиальная схема установки ЭЛОУ-АТ Сырая нефть Дизельная фракция Мазут Н-1 Т-1 Т-2 Э-1 Т-3 К-1 Н-2 Н-3 АВО-1 ВХ-1 Охлаждающая вода Е-1 АВО-2 ВХ-2 Охлаждающая вода Вода на очистку Е-2 К-2 К-3/1 К-3/2 П-1 Т-1 Т-2 Т-3 АВО-3 АВО-4 АВО-5 Н-4 Топливный газ Прямогонный бензин ТС-1 Градирня Вода на подпитку Охлаждённая вода Заиленная вода на очистку Нагретая вода потери Э-1 – электродегидратор нефти П-1 – печь К-1 – отбензинивающая колонна Н-1, 2, 3, 4 – насосы К-2 – основная ректификационная колонна К-3/1 – отпарная колонна керосиновой фракции К-3/2 – отпарная колонна дизельной фракции Е-1 – рефлюксная емкость К-1 Е-2 – рефлюксная емкость К-2 Т-1 – теплообменник нефть/керосин Т-2 – теплообменник нефть/дизтопливо Т-3 – теплообменник нефть/мазут АВО-1 – аппарат воздушного охлаждения бензиновых фракций из К-1 ВХ-1 – водяной холодильник бензиновых фракций из К-1 АВО-2 – аппарат воздушного охлаждения бензиновых фракций из К-2 ВХ-2 – водяной холодильник бензиновых фракций из К-2 АВО-3 – аппарат воздушного охлаждения керосиновых фракций АВО-4 – аппарат воздушного охлаждения дизельных фракций АВО-5 – аппарат воздушного охлаждения мазута потери
8 Альтернативный вариант теплообмена: «Бесхозное» тепло нефтеперерабатывающих установок может быть конвертировано в электрическую энергию. Нормальный бутан в жидком состоянии насосом Н-5 прокачивается через теплообменники-испарители ТИ-1, 2, затем образовавшиеся пары перегреваются в ТИ-3 и направляются в турбодетандер ТД, который вращает генератор ЭГ, производящий электрическую энергию. Отработанные пары бутана при пониженном давлении и температуре доохлаждаются сначала в АВО-6, а затем в Т-4 происходит их конденсация потоком холодной нефти. Уменьшение негативного воздействия на окружающую среду Выработка дополнительной электрической энергии Экономия воды
9 Принципиальная схема установки ЭЛОУ-АТ с генерацией электроэнергии Сырая нефть Н-1 Т-4 Т-1 Т-2 Э – 1 К-1 Н-2 Е-1 Вода на очистку Н-3 Дизельная фракция Мазут Вода на очистку Е-2 К-2 ТС-1 П-1 Прямогонный бензин Топливный газ ТИ-1 ТИ-2 ТИ-3 Т-3 Т-2 Т-1 АВО-5 АВО-4 АВО-3 К – 3/2 К-3/1 Н-4 Т-3 Н-5 ГЭ АВО-6 Е-1 – емкость-сборник н-бутана Н-5 – насос подачи жидкого н-бутана ТИ-1, 2, 3 – теплообменники-испарители ТД – турбодетандер ЭГ – генератор электроэнергии АВО-6 – аппарат воздушного охлаждения н-бутана ТД Е-1
10 Схема теплообмена для двух установок ЭЛОУ – АТ мощностью по 2,5 млн тонн в год: Традиционная схема Альтернативная схема (для каждой установки) 1. Строительство блока оборотного водоснабжения (БОВ) производительностью по воде 2000 м 3 /час; 2. Использование дорогостоящих реагентов для функционирования БОВ: – ингибитор коррозии и солеотложений – до 15 тонн в год; – биоцид и биодиспергатор – до 7 тонн в год. 1. Приобретение и монтаж ёмкости Е-1 объёмом 10…20 м 3 ; 2. Приобретение и монтаж насоса Н-3 (с резервом) производительностью до 200 м 3 /час; 3. Установка дополнительного теплообменника Т-4; 4. Замена АВО-1 и АВО-2 на теплообменники-испарители ТИ-1 и ТИ-2; 5. Установка АВО-6, ТИ-3, турбодетандера и генератора электроэнергии.
11 Сравнение технико-экономических показателей вариантов схем охлаждения: п/п Наименование показателейСуществующая схема Альтернативный вариант 1.Капиталовложения, млн рублей400,00 2.Потребление электроэнергии, кВт1000– 3.Производство электроэнергии, кВт– Потребление свежей воды, м 3 /часдо 48,0– 5. Необходимая площадь для размещения оборудования, тыс. м 2 4,5 0,4 в рамках технологической установки 6. Затраты на приобретение химических реагентов, млн рублей в год 2,2– 7. Затраты на электроэнергию, млн рублей в год 35,04– 8. Прибыль от реализации электроэнергии, млн рублей в год –70,08
12 Преимущества технологии: 1. В случае реконструкции старых установок при практически одинаковых затратах можно получить дополнительно около 3 МВт электроэнергии, что эквивалентно 105 млн рублей в год. 2. При строительстве новых технологических установок целесообразно максимально заменять традиционное оборудование, обеспечивающее охлаждение готовой продукции, на комплекты оборудования, позволяющие производить электроэнергию из «бросового» тепла. 3. Предложенный способ утилизации тепла также решает проблему образовавшегося в последние годы во многих регионах России дефицита электроэнергии. 4. Предложенный способ генерации электроэнергии также отчасти решает вопросы защиты воздушного бассейна от загрязнений, так как при производстве 3 МВт электроэнергии удается избежать сжигания около 6,5 тыс. тонн углеводородного топлива в год, а также уменьшить выплаты за загрязнение воздуха. 5. Предлагаемая технология позволяет экономить около 200…300 тыс. м 3 воды в год, а также снизить нагрузку на заводские очистные сооружения для очистки заиленной воды с градирни. 6. Экономический эффект при внедрении новой системы теплообмена с генерацией электроэнергии на двух установках ЭЛОУ-АТ общей мощностью 5 млн тонн перерабатываемой нефти в год может достигать 150 млн рублей ежегодно.
13 Специалисты ЗАО «ИПН» готовы выполнить: 1.Предпроектную проработку модернизации системы охлаждения товарных нефтепродуктов для конкретных условий Заказчика с определением планируемых технико-экономических показателей и сравнением с традиционным подходом. 2.Проектную и рабочую документацию системы охлаждения товарных нефтепродуктов с прохождением Государственной экспертизы. 3.Заказ оборудования. 4.Авторский надзор за строительством.
14 Адрес: , Москва, ул. Плеханова, 7 стр. 1 Тел. (495) Тел/факс (495) Зам. генерального директора по развитию Г. С. Яицких Контакты: Спасибо за внимание!
Http://www. myshared. ru/slide/741999
Повышение энергоэффективности и экономия энергоресурсов – государственная стратегическая задача, поддержанная на законодательном уровне. В 2009 г. вступил в силу Федеральный закон 261 «Об энергосбережении и повышении энергетической эффективности и о внесении изменений в отдельные законодательные акты Российской федерации». В развитие данного закона были приняты ряд законодательных актов и программ, включая государственную программу «Энергоэффективность и развитие энергетики», целью которой является надежное обеспечение страны топливно-энергетическими ресурсами (ТЭР); повышение эффективности использования ТЭР; снижение антропогенного воздействия ТЭК на окружающую среду.
В нефтеперерабатывающей промышленности (первичная переработка, гидрокрекинг, термический крекинг, каталитический крекинг, каталитический риформинг, производство масел, коксование тяжелых нефтяных остатков, производство катализаторов и др.) экономия первичной энергии и снижение выбросов парниковых газов предполагается за счет вывода из эксплуатации старого оборудования и ввода новых мощностей, соответствующих по удельным расходам лучшей мировой практике; модернизации действующих мощностей с повышением индекса энергетической эффективности в нефтеперерабатывающей промышленности до 54% к 2015 г. и до 56% к 2020 г.
В частности, задачей подпрограммы «Развитие нефтяной отрасли» являются:
- повышение глубины переработки нефти; увеличение выпуска топлива, соответствующего техническим регламентам; повышение эффективности рационального использования попутного нефтяного газа;
Одним из запланированных результатов реализации мероприятий программы является снижение энергоемкости ВВП РФ на 9,54% к 2020 г. (по отношению к уровню 2007 г.), а также увеличение глубины переработки нефти до 85% к 2020 г.
Основным инструментом государственной поддержки проектов по энергосбережению и повышению энергетической эффективности на энергоемких промышленных производствах является предоставление налоговых льгот и государственных гарантий по кредитам на реализацию этих проектов.
В июле 2011 г. было подписано соглашение между 11 крупнейшими нефтегазовыми компаниями и правительством РФ о модернизации нефтеперерабатывающего комплекса России до 2020 г., в результате которой все произведенное на НПЗ топливо должно соответствовать стандарту Евро-5, а глубина переработки увеличена с существующих 72 до 85% и более.
Эти планы могут быть эффективно реализованы за счет применения в различных технологических процессах теплоиспользующих абсорбционных бромисто-литиевых холодильных машин (АБХМ) и тепловых насосов (АБТН), производства компании Тhermax – мирового лидера в области абсорбционных холодильных технологий.
Компания Тhermax – это международная корпорация с офисами в 19 странах мира. В собственности компании находятся заводы в Германии, США, Дании, Индии и Китае. В России комплексные решения на базе оборудования Thermax представляет официальный дистрибутор – инжиниринговая компания ООО «Энергия холода».
Абсорбционные холодильные машины утилизируют теплоту для производства холода (как правило, для производства охлажденной воды температурой до 5°С и выше), а тепловые насосы – для производства теплоты более высокого потенциала (горячая вода или пар).
При этом осуществляется один и тот же термодинамический цикл, но в разных температурных диапазонах.
Принципиальное отличие абсорбционного холодильного оборудования от различных рекуперативных теплообменников – это возможность охлаждения потоков теплоносителя ниже температуры окружающей среды или нагрев теплоносителя на 30…50°С выше температуры источника низкопотенциальной теплоты, при этом экономия энергоресурсов составляет от 40 до 50%.
Важнейшее преимущество абсорбционных холодильных машин и тепловых насосов – возможность их использования в качестве теплоутилизаторов, поэтому стоимость «производства абсорбционного холода» минимальна.
Электроэнергию АБХМ и АБТМ потребляют в незначительном количестве – порядка нескольких киловатт при холодильной мощности, исчисляемой в мегаваттах.
Охлаждение (нагрев) теплоносителя могут быть осуществлены как за счет утилизации бросовой теплоты в виде: пара, выхлопных газов, горячей воды, так и за счет непосредственного сжигания газообразного и жидкого топлива. На рис. 1–4 представлены типы абсорбционных холодильных машин производства Thermax.
 Рис 1. АБХМ Thermax на горячей воде используются для комфортного и промышленного холодоснабжения. Обычно они используются там, где имеется источник горячей воды (котельная или горячая вода от технологических процессов). Мощность – 35…7 000 кВт. Температура греющей воды – 75…200°С, холодной воды – минимум 0°С
Рис 1. АБХМ Thermax на горячей воде используются для комфортного и промышленного холодоснабжения. Обычно они используются там, где имеется источник горячей воды (котельная или горячая вода от технологических процессов). Мощность – 35…7 000 кВт. Температура греющей воды – 75…200°С, холодной воды – минимум 0°С
Кроме того, выпускаются комбинированные АБХМ, работающие на нескольких источниках теплоты.
 Рис. 2. АБХМ Thermax на сжигании топлива (газ, дизельное топливо и др.). Оснащаются горелками, которые могут работать на различных видах топлива. Могут производить только холодную (летом), только горячую (зимой)
Рис. 2. АБХМ Thermax на сжигании топлива (газ, дизельное топливо и др.). Оснащаются горелками, которые могут работать на различных видах топлива. Могут производить только холодную (летом), только горячую (зимой)
На горячей воде отличаются более высокой энергетической эффективностью. Мощность – 70…5 350 кВт. Температура холодной воды – минимум 0°С
Применение АБХМ в системах охлаждения технологического оборудования позволяет стабилизировать температуру процессов на более низком температурном уровне, чем тот, который может обеспечить оборотная система охлаждения (например, на базе открытых испарительных или закрытых градирен) вне зависимости от температуры окружающей среды.
 Рис. 3. АБХМ Thermax на выхлопных газах. Идеально подходят для объектов с газотурбинными установками, позволяют для выработки холода утилизировать теплоту выхлопные газов газовых турбин, когенерационных установок, генераторов. Мощность – 180…7 000 кВт.
Рис. 3. АБХМ Thermax на выхлопных газах. Идеально подходят для объектов с газотурбинными установками, позволяют для выработки холода утилизировать теплоту выхлопные газов газовых турбин, когенерационных установок, генераторов. Мощность – 180…7 000 кВт.
На нефтеперерабатывающих и нефтехимических предприятиях нашей страны имеются различные технологические участки по переработке углеводородного сырья, в которых выделяются легкие фракции углеводородов. Производственная задача состоит в том, чтобы полностью сконденсировать пары легких фракций углеводородов и обеспечить их охлаждение до заданной регламентом температуры в диапазоне 32…40°С. Успешно решить эту задачу путем использования стандартного теплообменного оборудования зачастую оказывается затруднительным (особенно в летнее время). Это связано, в первую очередь, с тем, что для охлаждения легких фракций углеводородов используют оборотную воду, которая в летние сезоны имеет начальную температуру на входе в теплообменники на уровне 25…30°С, а на выходе 35…45°С. Без применения искусственного холода охладить углеводородные продукты до требуемой температуры (32…40°С) практически невозможно. С учетом того, что на подобных предприятиях имеется достаточное количество бросовой теплоты (как правило, в виде пара или горячей воды) применение абсорбционных холодильных машин оказывается безальтернативным вариантом решения проблемы.
 Рис. 4. АБХМ Thermax на паре. Применимы, например,
Рис. 4. АБХМ Thermax на паре. Применимы, например,
При наличии паровых котлов. Актуальны для технологических процессов, в которых используется или попутно производится пар. Мощность – 175…12 300 кВт.
Температура холодной воды – минимум 0°С. Давление пара – 0,06…0,4 МПа для одноступенчатых и 0,4…1 МПа для двухступенчатых АБХМ
Конкретные примеры: абсорбционно-стабилизационный аппарат играет ключевую роль при производстве таких продуктов, как высокооктановый бензин, сжиженный газ, получаемый путем каталитического крекинга.
Утилизация низкотемпературной побочной теплоты от каталитических установок с дальнейшим использованием для производства холода в АБХM, понижение температуры абсорбирующих агентов, улучшение рабочих параметров абсорбционной колонны – это путь снижения энергопотребления установок, минимизации потерь и увеличения рентабельности.
В технологии производства азотных удобрений синтез аммиака и мочевины является экзотермической реакцией, при которой выделяется много бросовой теплоты.
С другой стороны, используется много низкотемпературной охлаждающей воды в процессе сепарации аммиака, охлаждения пропенилового эфира и в других процессах. Низкотемпературную охлаждающую воду можно вырабатывать с использованием бросовой теплоты с помощью АБХМ. Таким образом, удовлетворяются технологические потребности производства, повышается производительность предприятия, снижается потребление электроэнергии холодильными машинами (компрессионные холодильные машины для аммиака), т. е. осуществляется энергосбережение и снижение потребления в индустрии производства удобрений.
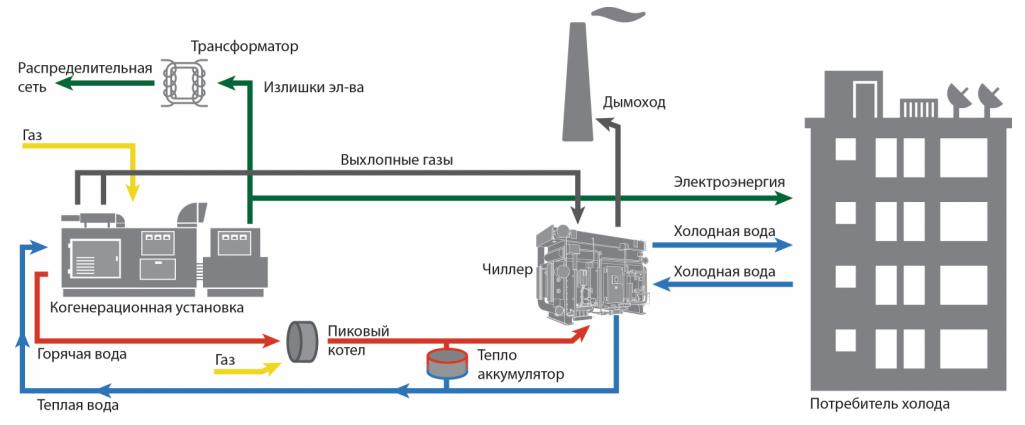 Рис. 5. Схема тригенерационного комплекса на базе комбинированных абсорбционных холодильных машин Termax
Рис. 5. Схема тригенерационного комплекса на базе комбинированных абсорбционных холодильных машин Termax
Другая проблема, с которой сталкиваются предприятия по производству удобрений, – это охлаждение конечного гранулированного продукта (в частности азотно-фосфорных удобрений), его хранение в среде с относительно низкой влажностью. Это – задача кондиционирования воздуха, которая также может быть эффективно решена за счет применения АБХМ.
Еще один пример использования абсорбционных технологий на химических предприятиях: ОАО «ПОЛИЭФ» – ведущий в России завод по выпуску терефталевой кислоты (ТФК) и один из крупнейших по выпуску полиэтилентерефталата (ПЭТФ). Продукция завода является сырьем для полимерной упаковки, в том числе для газированной воды, молочных продуктов, соков, медицинских препаратов, бытовой химии и т. п. АБХМ в данном проекте работает за счет утилизации бросового пара, возникающего в технологическом процессе.
Компанией Thermax накоплен опыт реализации проектов и в других областях нефтехимии и нефтепереработки, таких, как:
- очистка сточных вод; охлаждение в процессах дегазации; процессы жидкофазной каталитической конверсии (регенерация пропилена); установки вакуумной перегонки; аппараты абсорбции моноэтиленгликоля; установки, использующие отработанный пар процесса регенерации серы для кондиционирования офисных зданий.
Несмотря на широкое использование абсорбционных холодильных машин на химических предприятиях в различных технологических процессах, наибольшее распространение АБХМ получили в системах технологического и комфортного кондиционирования воздуха. При этом наибольшая эффективность применения проявляется в системах собственной генерации энергоресурсов, т. е. в тригенерационных комплексах. В этом случае «холод» помимо производимой электрической и тепловой энергии является третьим энергетическим ресурсом, получаемым за счет утилизации теплоты электрогенерирующих установок. Низкий КПД современных электрогенерирующих установок позволяет в избытке обеспечивать бросовым теплом абсорбционные холодильные машины в объеме достаточным для выработки холода, необходимого системам холодоснабжения.
На рис. 5. представлен один из вариантов схемы тригенерационного комплекса на базе комбинированных абсорбционных холодильных машин Thermax.
Разнообразие применения абсорбционных холодильных технологий не ограничивается рассмотренными примерами. Там, где существует потребность в охлаждении теплоносителя ниже температуры окружающей среды и имеется ресурс бросовой теплоты, природный газ или жидкое топливо эффективным инженерным решением будет использование абсорбционных холодильных машин.
Если имеется источник низкопотенциальной бросовой теплоты, например система оборотного водоснабжения, возможно осуществить нагрев теплоносителя до температуры 90°С при помощи абсорбционного теплового насоса, сэкономив при этом до 40% энергоресурсов.
Http://chemtech. ru/opyt-primenenija-absorbcionnogo-holodilnogo-oborudovanija-dlja-povyshenija-jenergojeffektivnosti-pri-modernizacii-neftepererabatyvajushhih-i-neftehimicheskih-predprijatij/
М. т.н. Н. Талцис, председатель правления, м. э.н. А. Церс, руководитель ТЦ «Иманта»,
Д. т.н. Д. Турлайс, профессор, Рижский технический университет, г. Рига, Латвия
Прошло почти два года с того момента, когда в журнале НТ [1] было рассказано о планах АО «Ригас Силтумс» (АО «Rigas Siltums») установить абсорбционный тепловой насос (ТН) для утилизации тепла охлаждающей технологической воды когенерационного энергоблока теплоцентрали «Иманта» (Imanta). Поставленная цель повышения энергоэффективности когенерацион – ного энергоблока достигнута. Приобретенный опыт развеял мифы и опасения и подтвердил на практике методику подбора оборудования, подходящего климатическим условиям Латвии.
Теплоцентраль «Иманта» была введена в эксплуатацию в 1974 г для обеспечения тепловых нагрузок потребителей Рижского левобережья реки Даугава. До реконструкции производство тепловой энергии обеспечивали три водогрейных котла КВГМ-100 единичной мощностью 116 МВт и два паровых котла ДКВР-20-13/250 единичной мощностью 16 МВт. Мощность установленного при реконструкции теплоцентрали когенерационного энергоблока [2] составляет 48 МВт (электрическая) и 48 МВт (тепловая). Во время отопительного сезона водогрейные котлы работают параллельно с оборудованием энергоблока, а в летний период находятся в состоянии резерва.
После установки когенерационного энергоблока дальнейшие усилия в повышении энергоэффективности теплоцентрали были сосредоточены на внедрении теплонасосных технологий. Источником утилизируемого тепла были выбраны градирни открытого типа (рис. 1), охлаждающие технологическую воду энергоблока (из системы охлаждения масла турбин и газового компрессора).
Реализованный проект позволяет утилизировать низкопотенциальное тепло в объеме 2 МВт и тем самым предотвратить его потери в атмосферу или в дренажную канализацию. В то же время технологический процесс абсорбционного теплового насоса требует подведение высокопотенциальной тепловой энергии (3 МВт), что обеспечивается паровым котлом, установленным на теплоцентрали для собственных нужд.
Общие затраты на реализацию проекта составили 696,7 тыс. евро. С учетом нынешнего высокого уровня цен на природный газ в Латвии и планируемой ежегодной экономии его потребления в объеме 842 тыс. м 3 , проект предполагается окупить в течение трех лет. Повлиять на снижение срока окупаемости могут государственные планы по введению акцизного налога на природный газ. Реализованный проект позволяет ежегодно дополнительно экономить около 1580 эмиссионных квот CO2, а также снизить потребление химически подготовленной воды как минимум на 30%.
Следует отметить, что описываемая в статье теплонасосная установка (рис. 2) признана самым инновационным техническим проектом 2010 г. в Латвии.
При подготовке проекта рассматривались две различные теплонасосные технологии: с применением компрессорных и абсорбционных ТН. Их принципиальное различие – вид подводимой движущей энергии: электрическая и тепловая соответственно. Использование электроэнергии ТН неизбежно повлекло бы за собой снижение ее полезной выработки когенерационным энергоблоком. Потребляемая электрическая мощность компрессорного ТН в зависимости от реальных температур обратной сетевой воды в среднем составит 500-600 кВт. В связи с тем, что для повышения потенциала тепловой энергии компрессорный ТН использует только электрическую энергию, количество отводимой в тепловую сеть тепловой энергии будет меньше, чем при установке абсорбционного ТН. В зависимости от охлаждающей мощности отводимая от компрессорного ТН в сеть тепловая мощность составит около 2,2-2,5 МВт (1,9-2,15 Гкал/ч). В свою очередь для приведения в действие абсорбционного ТН необходима большая мощность источника высокопотенциальной тепловой энергии – около 3 МВт (2,58 Гкал/ч). Это означает, что от абсорбционного ТН передаваемая в сеть тепловая мощность составит около 5 МВт (4,3 Гкал/ч), т. е. в два раза больше чем от компрессорного ТН.
При использовании компрессорного ТН может возникнуть проблема обеспечения процесса охлаждения в условиях повышенных температур обратной сетевой воды. Необходимо применение турбокомпрессионных установок с дополнительным охлаждением, что влечет за собой существенное удорожание оборудования и увеличение эксплуатационных затрат.
В случае, когда потребителям не требуются большие объемы тепловой энергии, возможности утилизации низкопотенциального тепла сильно ограничены. При низких сетевых нагрузках предпочтительнее использовать компрессорный ТН, а, следовательно, теоретически годовое число часов работы ТН такого типа может быть большим по сравнению с абсорбционным ТН. При базовых тепловых нагрузках это преимущество сводится к минимуму.
Эксплуатационные затраты теплонасосной системы включают в себя затраты на энергию, персонал и обслуживание. У компрессорных ТН сравнительно высоки затраты на потребляемую электроэнергию.
Производство энергии для приведения в действие абсорбционного ТН осуществляется с такими же затратами, как и производство тепла на других котлах (при условии, что применяемое топливо и энергоэффективность котлов одинаковы). Принимая во внимание тот факт, что это тепло только «пересекает» ТН перед попаданием в теплосеть, получается, что движущая энергия не требует дополнительных затрат.
Следует отметить, что режимы работы обеих рассматриваемых теплонасосных систем полностью автоматизированы. Функция оперативного персонала заключается в контроле их деятельности. Компрессорные установки требуют большего внимания в связи с общей инертностью технологического процесса. Планируемые затраты на техническое обслуживание тоже отличаются – компрессорные ТН используют масло, которое необходимо заменять и пополнять. Имеет место также утечка охлаждающей жидкости (согласно гарантии в пределах 1% в год).
В абсорбционных установках несколько небольших вспомогательных насосов являются единственными движущимися составными элементами. Следовательно, затраты на техническое обслуживание минимальны. Возникающие ошибки легко устранимы, что уменьшает убытки при простое оборудования. При этом не надо забывать, что абсорбционная установка является полностью замкнутой.
В нашем случае температура утилизируемого низкопотенциального тепла достаточно высока (45-55 О С). С точки зрения энергоэффективности это является позитивным моментом, и в то же время вызывает определенные трудности. При такой температуре утилизируемого тепла в компрессорных ТН необходимо использовать другое рабочее тело – более дорогое и обладающее, к тому же, так называемым парниковым эффектом, а также использовать более мощный, и, естественно, более дорогой компрессор. Напротив, в абсорбционном ТН в этом случае может применяться традиционное рабочее тело (раствор бромида лития).
Можно сделать вывод, что применение процесса абсорбции в данном конкретном случае обладает рядом неоспоримых преимуществ. В результате после тщательной оценки, учитывая, что в отопительный период большое количество тепловой энергии вырабатывается с помощью водогрейных котлов, было принято решение об установке абсорбционного ТН.
В первом варианте предполагалось для нужд абсорбционого ТН использовать перегретую воду из контура теплоснабжения котла-утилизатора когенерационной установки. При рассмотрении данного варианта было констатировано, что в различных режимах работы установки (особенно при неполной нагрузке), температура и степень перегрева существенно меняются. Также нерешенным оставался вопрос обеспечения необходимого перегрева в случае остановки коге – нерационного блока или недостаточно высоких для охладительного процесса температур.
Во втором варианте предполагался отбор пара из турбины. При рассмотрении данного варианта были отмечены следующие риски:
■ возможна ситуация, когда паровая турбина не разогрета или находится в переходном режиме эксплуатации;
■ теоретически возможно загрязнение водяной системы котла-утилизатора рабочим телом ТН (раствором бромида лития) или сетевым теплоносителем;
■ одновременно с увеличением количества отбираемого пара снижается выработка электроэнергии.
В третьем варианте рассматривалась возможность обеспечения абсорбционого ТН паром от котла, предназначенного для собственных нужд теплоцентрали (рис. 3). В связи с тем, что в последнее время использование данного котла свелось к минимуму, именно этот вариант был признан наиболее целесообразным как с точки зрения снижения всех вышеупомянутых рисков, так и с точки зрения эффективности и обеспечения потребностей и резервов ТН.
Влияние режимов работы теплосети на эффективность теплового насоса
Для эффективной работы ТН большое значение имеет количество часов в году, когда температура обратной сетевой воды достаточно низкая и количество потребляемого пара невелико. На рис. 4 отображена почасовая динамика изменения температуры обратной сетевой воды на протяжении четырех лет. Следует отметить, что базовым для городского теплоснабжения г. Риги является температурный график 130/70 О С (со срезкой 118/65 О С при температуре наружного воздуха -15 О С и ниже), а также то, что городские потребители в своих домах имеют возможность осуществлять регулировку температуры отопительной системы и ГВС. Два последних отопительных сезона прошли с нетипично низкими отрицательными температурами наружного воздуха, и количество часов, когда температура обратной сетевой воды превышала отметку 46 О С, было достаточно большим.
Кроме того при температуре выше 50 О С создаются определенные проблемы в работе конденсационного экономайзера, установленного ранее [3], т. к. достижение точки росы дымовых газов и утилизация латентного (скрытого) тепла заметно усложняется.
Почасовая динамика изменения температуры обратной сетевой воды отопительного сезона 2010-2011 гг. отображена на рис. 5.
По результатам эксплуатации абсорбционного ТН определено, что при утилизации низкопотенциального тепла технологической воды когенера – ционного энергоблока в размере 2 МВт передаваемая от ТН в сети суммарная тепловая мощность при температуре обратной сетевой воды 40 О С составляет 4,4 МВт, при температуре 47 О С – 5 МВт, а при максимальной температуре 63 О С – 6,2 МВт. Если необходимо утилизировать меньшее количество тепла, количество требуемого пара пропорционально уменьшается. Проверка гарантированных параметров ТН проводилась при температуре обратной сетевой воды 47 О С.
Визуализация технологического процесса установленного абсорбционного ТН показана на рис. 6, а основные технические параметры представлены в таблице.
1. Необходимо вовремя и правильно расставить приоритеты, главным из которых является обеспечение надежного и качественного охлаждения когенерационного энергоблока или же получение наибольшего количества тепловой энергии, которую следует передать в теплосеть. В первом случае речь идет об охладителе, во втором – о ТН. Качественно обеспечить оба процесса одновременно не представляется возможным.
2. Оборудовать абсорбционным ТН проще когенерационные установки с охладителями технологических жидкостей закрытого типа. Это связано с тем, что крайне сложно предотвратить образование наледи на градирнях открытого типа в случае суровых зимних условий и при отводе большей части водяного потока в ТН. При температурах наружного воздуха ниже -10 О С и при повышении температуры обратной сетевой воды для обеспечения процесса охлаждения необходимо подводить к ТН значительно большее количество тепловой энергии в виде пара. Количество потребленного пара при утилизации одинакового количества низкопотенциальной энергии при минимальной и максимальной температуре обратной сетевой воды отличается почти в
3. Важным моментом является определение оптимальной нагрузки ТН. В зависимости от режима работы когенерационной станции, теплонасосная установка может быть предназначена для работы только в отопительный сезон или также в летний период малых тепловых нагрузок. В летнее время, как и в периоды частичных тепловых нагрузок, рационально использовать отбор пара из турбины. В латвийском климате длительность отопительного сезона в среднем составляет около 5200 ч/год. Возможность обеспечить работу ТН с полной загрузкой за рамками отопительного периода выпадает крайне редко, т. к. обычно нагрузка когенерационного энергоблока в летний период составляет около 12% нагрузок отопительного сезона, а произведенное ТН тепло снижает выработку электроэнергии. Установленный на теплоцентрали «Иманта» ТН планируется использовать преимущественно в отопительный сезон.
4. У находящегося в постоянной работе абсорбционного ТН были определены значительные тепловыделения в окружающую среду. Проведенная термография ТН позволила улучшить его теплоизоляцию, благодаря чему была повышена эффективность работы оборудования, а также снижена до нормативных значений температура в помещении.
5. Наиболее чувствительным элементом проекта является цена на природный газ, повышение которой уменьшает срок окупаемости, и в нашем случае, учитывая нынешние высокие расценки, это крайне актуально.
Как эффективное решение по снижению объемов потребляемого пара для обеспечения процесса утилизации низкопотенциального тепла в ТН при температурах наружного воздуха ниже -10 О С и температурах обратной сетевой воды выше +47 О С – возможно использование нагревателя воздуха, подаваемого в котел для обеспечения процесса горения. В нашем случае будет изучена возможность охлаждать обратную сетевую воду или технологическую воду когенерационного энергоблока при помощи стандартных нагревателей воздуха в двух воздуховодах котла КВГМ-100.
Цель проводимого исследования тем более актуальна, т. к. данный котел уже оборудован конденсационным экономайзером, в годовом разрезе дающим возможность работать с КПД около 100% (учитывая низшую теплоту сгорания природного газа). Данное мероприятие даст возможность снизить расход пара в среднем на 0,5 т/ч и повысить КПД котла на 0,5%, что при среднесезонной нагрузке 80-90 МВт является довольно заметной величиной.
В обозримом будущем полученный опыт планируется использовать и при реализации геотермальных проектов, что без понимания особенностей теплонасосных технологий не представляется возможным.
1. ТурлайсД., Жигурс А., ЦерсA., Плискачев С. Утилизация низкопотенциального тепла с использованием тепловых насосов для повышения эффективности комбинированной выработки энергии // Новости теплоснабжения. 2009. № 10.
2. Жигурс А., Церс A., Плискачев С. Опыт АО Ригас силтумс в реконструкции водогрейных котлов КВГМ-50 и КВГМ – 100 // Новости теплоснабжения. 2009. № 4.
3. Жигурс А., Церс A., Голуновс Ю., Турлайс Д., Плискачев С. Утилизация тепла дымовых газов на теплоисточниках г. Риги // Новости теплоснабжения. 2010. № 5.
4. Жигурс А., Турлайс Д., Сорочинс A., Церс A. Отношение между эффективностью и типом регулирования тепловой нагрузки в централизованном теплоснабжении г. Риги // Новости теплоснабжения. 2009. № 7.
5. Keil C., Plura S., Radspieler M., Schweigler C. Customized Absorption Heat Pumps for Utilization of Low-Grade Heat Resources.
6. Costa A., Neuhann V., Vaillancourt J., J. Paris Applications of Absorption Heat Pumps In The Pulp And Paper Industry For Incrased Efficiency And Reduction of Greenhouse Gas Effect, PAPTAC 90th Annual Meeting, 2004.
7. Roos C. J. An Overview of Industrial Waste Heat Recovery Technologies for Moderate Temperatures Less Than 1000 °F, 09.2009.
8. Boer D., Medrano M., Nogues M. Energy and Structural Analysis of An Absorption Cooling Cycle and the Effect of Efficiency Parameters, Int. J. Of Thermodynamics Vol. 8. № 4, 12.2005.
9. Kalogirou S., Florides G., Tassou S., Wrobel L. Design and construction of a Lithium Bromide Water Absorption Refrigerator, CLIMA 2000 / Napoli 2001 World Congress, 15-18.09.2001.
Http://www. combienergy. ru/stat/1241-Opyt-utilizacii-nizkopotencialnogo-tepla-s-ispolzovaniem
Промышленный холод является неотъемлемой частью многих технологических процессов Нефтеперерабатывающих и нефтехимических производств, в частности охлаждения сред в процессах каталитического крекинга: охлаждение паров с колонны ректификации, паров жирного газа после компримирования, паров головки стабилизации и пр. технологические решения, в том числе, охлаждение абсорбента при нефтепереработке. Эффективность работы аппаратов воздушного охлаждения (АВО) зависит от наружной температуры. Обеспечить стабильный выход продукта позволит только использование искусственного холода. Наиболее эффективно для этих целей применение АБХМ, поскольку АБХМ для работы потребляют не электрическую, а тепловую энергию, часто имеющуюся на предприятии в избытке. В качестве греющего источника для работы АБХМ можно использовать, например, пар с давлением не ниже 1 атм. Компанией ЭСТ разработаны практические схемы использования АБХМ, пригодные для расчета экономических эффектов от их внедрения.
Применяют АБХМ на производствах синтетического каучука, охлаждении в технологии производства азотных удобрений, дифенилолпропана, ПВД, сэвилена и т. д.
 Снижение температуры оборотного водоснабжения в ряде случаев определяет эффективность переработки нефтепродуктов. На предприятиях нефтепереработки и нефтехимии в качестве энергоресурса АБХМ как правило используют пар. Выработанный холод поступает в систему охлаждения технологических установок, обеспечивая их эффективную и стабильную работу.
Снижение температуры оборотного водоснабжения в ряде случаев определяет эффективность переработки нефтепродуктов. На предприятиях нефтепереработки и нефтехимии в качестве энергоресурса АБХМ как правило используют пар. Выработанный холод поступает в систему охлаждения технологических установок, обеспечивая их эффективную и стабильную работу.
К примеру, пять АБХМ производства Shuangliang Eco-Energy с паровым подогревом используются в технологическом процессе охлаждения конденсаторов высокооктанового бензина на нефтеперерабатывающем заводе ПАО АНК Башнефть (Уфа). Их суммарная холодопроизводительность – 26 МВт, это самый мощный хладоцентр на базе АБХМ в России.
Утилизация низкотемпературного побочного тепла от Каталитических установок с дальнейшим использованием для производства холода в АБХM, понижение температуры абсорбирующих агентов, улучшение рабочих параметров абсорбционной колонны – это путь снижения энергопотребления установок, минимизации потерь и увеличения рентабельности.
Http://est-rus. ru/oborudovanie/abhm/primenenie-neftehimiya/
1 Применение абсорбционных технологий для одновременной утилизации тепла и получения холода для различных нужд. (дополнение к курсу лекций «Тепловые насосы и термотрансформаторы» и «Теплоиспользующие холодильные машины» (СПбГУНиПТ) г. Санкт-Петербург)») Принцип действия абсорбционного чиллера 1-1. Почему нагревание охлаждает? Охлаждение означает поддержание температуры в помещении ниже внешней температуры, как показано на рис. 1-1, требуется переместить тепло из помещения с низкой температурой (28 0 С или 82,4 0 F) в атмосферу с более высокой температурой. Но в природе тепло не может перемещаться от низкой температуры в направлении более высокой. Таким образом, для переноса тепла, необходимы другие методы, отличные от этого принципа. То есть, тепловой насос (чиллер) используется для перекачивания тепла от низкой температуры, как если бы водяной насос использовался бы для перекачивания воды из глубоких скважин. Типичный чиллер, использующий электроэнергию в качестве источника рабочей энергии, как конвейера для переноса теплоты, показанного на рис. 1-2 это центробежный чиллер и типичный чиллер, использующий тепловую энергию-это абсорбционный чиллер. Охлаждённая вода получается путём использования скрытой теплоты, получаемой при испарении жидкости. Мы можем наблюдать этот принцип в нашей повседневной жизни. Например, при инъекции, после нанесения спирта на руку, мы чувствуем холод этим местом. По той причине, что нанесённый спирт забрал тепло от руки, когда он нагрелся до температуры тела и испарился. Другой пример то, что мы чувствуем прохладу когда потеем в жаркий день или занимаясь спортом. Потому что теплота тела охлаждается при испарении пота, который забирает тепло от тела. Чиллер также использует скрытую теплоту испарения. Но для повторного использования испаренного пара требуется возвращение в жидкость. Для этого компрессор используется в центробежных чиллерах и абсорбент химически используется в абсорбционных чиллерах. Абсорбент теряет эффективность. Потому что его концентрация уменьшается по мере поглощения пара. Для восстановления поглощающей способности необходим процесс концентрирования абсорбента путем нагрева Что такое скрытая теплота? Когда вода нагревается, её температура растёт и останавливается при С (212 0 F). При постоянной температуре около С настолько долго насколько нагревается. Как только
2 вода достигает С, все дополнительное тепло переходит в изменение её из жидкости в пар. При С так как пар легче окружающего воздуха, он поднимается. При этом вода превращается из жидкости в пар, подведенное тепло не меняет её температуру, а изменяет состояние воды. Поэтому теплота называется скрытой или неявной. Таким образом скрытая теплота относится к энергии, поглощенной жидкостью при изменении её состояния, т. е., к пару без изменения его текущей температуры. Явная теплота та, которая приводит к изменению температуры, но не к изменению состояния Основные элементы абсорбционного чиллера Ниже следуют 3 условия в основе абсорбционного чиллера. а. Внутри чиллера вакуум. б. Вода используется как хладагент (Минимальная температура охлажденной воды на выходе: 5 0 С = 41 0 F) в. Водный раствор бромида лития, который имеет свойство поглощать водяной пар, используется в качестве абсорбента Вакуум и вода Мы живём на Земле, которая подвергается давлению веса столба воздуха величиной приблизительно10 км (6 миль) который окружает Землю и это давление называется атмосферным давлением. Давление меньшее атмосферного называется вакуумом. При объяснении вакуума для абсорбционного чиллера необходимо знать соотношение между давлением и температурой испарения воды. В повседневной жизни вода кипит (испаряется) при С и при атмосферном давлении. Когда давление больше, чем атмосферное, температура кипения воды больше С. И, если, давление ниже (вакуум), температура кипения ниже чем С. Давление выше атмосферного можно наблюдать в бойлере. Давление ниже атмосферного можно испытать при восхождении в горы. А именно, в горах, так как слой воздуха становится тоньше с подъемом, давление, которое должно соответствовать становится низким. По этой причине вода кипит в горах при температуре ниже С. Другими словами, температура кипения воды зависит от давления. В чиллере всегда поддерживается глубокий вакуум. В этом состоянии вода кипит при очень низкой температуре. Например, при абсолютном давлении 0,5 кпа вода кипит при температуре 5 0 С Бромид лития Бромид лития – это вещество, полученное из лития, полученного из руды лития и брома, полученного из морской воды. Это вещество не знакомо нам. Но мы можем легко догадаться что это бромид лития. То есть, мы обычно представляем себе соль. Подобное название соли хлорид натрия. Они состоят из одних и тех же элементов, т. е., литий (Li) и натрий (Na) являются щелочными металлами, в то время как Бром (Br) и хлор (Cl) галогены. LiBr и NaCl вещества одинаковых химических групп и имеют схожие характеристики. Особенно, для обоих веществ характерно поглощать влагу (водяной пар). Это свойство абсорбировать влагу LiBr сильнее, чем у NaCl. Абсорбционный чиллер использует это свойство. Чем выше концентрация и ниже температура у водного раствора LiBr, тем сильнее свойство (поглощающая способность).
3 1-4. Основы модели с полной реализацией цикла того ча – Теплообменные трубы, установленные внутри закрысосуда (аппарата). К тому же давление в сосуде откано приблизительно до 0,8 кпа (абс.). Капли воды (хладагента) падают на теплообменные трубы. Теперь аппарат имеет вакуум порядка 0,8 кпа (абс.). Капли хладагента падая на теплообменные трубы испаряются при 5 0 С в то же время они поглощают тепло воды внутри теплообменных труб. Охлаждённая таким образом вода в теплообменных труб ах может быть использована для охлаждения. К тому же капли концентрированного раствора бромида лития падают в аппарате. Раствор бромида лития поглощает испаренный хладагент. Когда раствор LiBr поглощает пары хладагента, он разбавляется и теряет поглощающую способность. Это значит, что концентрированный раствор LiBr должен подаваться непрерывно. На данном этапе, разбавленный раствор нагревается подводимым источником тепла. Тепло заставляет раствор высвободить абсорбированный хладагент, а также реконцентрирует (регенерирует) раствор. Пары хладагента, которые высвобождаются при нагревании, охлаждаются в отдельном аппарате (конденсаторе) для того чтобы стать жидким хладагентом. Капли этой воды снова вводятся в вакуумный аппарат и используются вновь.
4 Это основной рабочий цикл абсорбционного чиллера одинарного эффекта. Охлаждающая вода проходит через абсорбер и конденсатор. Охлаждающая вода в конденсаторе конденсирует пар (вторичный) из генератора обратно в хладагент. Охлаждающая вода в абсорбере поглощает тепло выделившееся при поглощении паров хладагента раствором бромида лития Описание каждого аппарата Испаритель Хладагент распределяется на теплообменных трубах испарителя. Охлаждаемая вода, проходящая внутри труб, охлаждается скрытым теплом испарения хладагента Абсорбер Концентрированный раствор LiBr распределяется на теплообменных трубах абсорбера. Пар из испарителя поглощается концентрированным раствором LiBr на трубах. Охлаждающая вода проходя по трубам, нагревается теплотой абсорбции. Теплообменник Разбавленный раствор из абсорбера проходит через теплообменник где нагревается концентрированным раствором LiBr. Разбавленный раствор после теплообменника поступает в генератор. Генератор (десорбер) Разбавленный раствор из теплообменника нагревается в генераторе. Он высвобождает пар и концентрируется. Раствор становится концентрированным. Конденсатор Пар из генератора конденсируется на теплообменных трубах конденсатора. Охлаждающая вода из абсорбера нагревается скрытой теплотой конденсации. Подогреватель (утилизатор конденсата греющего пара. Только для паровых машин) Разбавленный раствор, проходящий из теплооб-
5 менника к генератору, нагревается движущимся потоком, сконденсированным в генераторе Типовой холодильный цикл на диаграмме Дюринга Рабочий цикл одинарного эффекта изображен с использованием нижеследующей диаграммы Дюринга Линия А-B показывает процесс абсорбции в абсорбере. Раствор абсорбента с концентрацией около 59,5% (точка А) абсорбирует пары хладагента, поступающие из испарителя по мере того как он охлаждается до температуры 34,2 0 С охлаждающей водой, затем раствор абсорбента становится разбавленным с концентрацией 55,0% (точка B). Давление между точками A и B составляет 0,84 кпа, что эквивалентно давлению насыщенных паров воды при температуре 4,4 0 С, таким образом, в испарителе может быть получена охлаждённая вода с температурой 8 0 С. Линия В-C показывает процесс повышения температуры разбавленного раствора в теплообменнике. В то время как температура слабого раствора проходит через теплообменник, разбавленный раствор получает тепло от концентрированного раствора идущего из генератора тем самым его температура поднимается до точки С. Линия C-D-E показывает процесс нагревания и концентрирования разбавленного раствора в генераторе. Слабый раствор от точки С нагревается до точки D подводимым источником тепла (горячей водой). После чего слабый раствор нагревается далее до тех пор пока он не освободит пар хладагента. Следовательно, он становится концентрированным раствором с концентрацией порядка 59,5% в точке Е. Линия E-F показывает процесс снижения температуры концентрированного раствора LiBr в теплообменнике. концентрированный раствор LiBr отдает тепло слабому раствору бромида лития, поступающего из абсорбера. его температура снижается до точки F. Линия F-A показывает процесс снижения температуры концентрированного раствора LiBr в абсорбере. Концентрированный раствор LiBr (точка F) поступает в абсорбер и охлаждается охлаждающей водой, когда он достигает точки А, начинается поглощение паров хладагента. Этот процесс непрерывно повторяется для получения охлаждённой воды. 1-6B. Типовой холодильный цикл на диаграмме Дюринга
6 Рабочий цикл одинарного эффекта изображен с использованием нижеследующей диаграммы Дюринга 1-7. Тепловой баланс и к-т мощности. Тепловой баланс Для того чтобы проверить верны ли результаты измерений используется тепловой баланс. Основное положение теплового баланса: количество теплоты вошедшее в чиллер = количеству теплоты вышедшему из чиллера. Вышерассмотренное предположение показывает формула: (Qa + Qc) / (Qe + Qg) = 1 Qe: количество тепла, вошедшее в чиллер через испаритель Qg: количество тепла, вошедшее в чиллер через генератор Qa: количество тепла, вышедшее из чиллера через абсорбер Qc: количество тепла, вышедшее из чиллера через конденсатор В системе СИ: В единицах измерения США: Коэффициент мощности Коэффициент мощности показан в нижеследующей формуле. Коэффициент мощности чиллеров из серии с низкотемпературным водяным обогревом составляет около 0,7 при условии стандартных характеристик. Это значение может меняться в зависимости от требуемых характеристик. В случае если, рабочие характеристики записаны, если при этом COP сильно отличается от заявленного, возможно неправильная запись данных или недостаточная холодильная нагрузка. Примечание: при вычислении теплового баланса и COP, температура охлаждающей воды на входе и холодильная нагрузка должны быть постоянными в течение минут. Ввиду того что реакция абсорбционного чиллера не такая быстрая в сравнении с электрическим типом чиллеров.
7 1. Использование утилизируемого тепла для абсорбционного охлаждения. Когда тепло выделяется, например в производственном процессе или процессе производства энергии, как правило, получают температуры, которые слишком малы для непосредственного применения в этих процессах. Это тепло может быть каскадно использовано во втором процессе с более низкими требованиями по качеству теплоты, т. е. температуры, или преобразовано путём трансформации, например с использованием теплового насоса. Абсорбционные чиллеры и тепловые насосы имеют общее свойство работать на низкотемпературном тепле и, поэтому, могут играть важную роль в каскадных энергетических системах. Однако недостатком всего абсорбционного оборудования является то, что коэффициент полезного действия (КПД), относительно низок по сравнению с КПД механических чиллеров, которые используют высококачественную энергию такую как электричество или работу вала. Этот недостаток является следствием относительно низкой разницы температур между источником и потребителем тепла. В применениях, рассматриваемых в настоящее время, планируется использовать абсорбционные холодильные машины (АХМ) для получения охлаждённой воды для целей кондиционирования, как часть системы тригенерации для гостиниц. Основным источником тепла является природный или бытовой газ. Двигатель внутреннего сгорания обеспечивает рабочий вал электрического генератора, таким образом, вырабатываемая электроэнергия обеспечивает (покрывает) потребность потребителя. Сбросное тепло отводится от двигателя в виде горячей воды из радиатора и выхлопных газов. Это тепло предполагают использовать для получения горячей воды для отопления зданий, а также для производства холодной воды в АХМ. 2. Абсорбционные технологии Абсорбционное охлаждение, замораживание и теплонасосные технологии являются на сегодняшний день хорошо зарекомендованными. Абсорбционные машины (АМ), которые являются коммерчески выгодными, работая на паре, горячей воде или на сжигании газов. Хотя существует много различных применений, которые могут быть предложены, основным рынком в большинстве стран является производство холодной воды для кондиционирования зданий. Так как экономические условия отличаются от страны к стране, абсорбционные системы могут в то же самое время занимать малый сегмент рынка в одной стране и доминирующей технологией в другой стране. Основной принцип АХМ может быть проиллюстрирован на рисунке 1. В простейшем виде АХМ состоит из испарителя, конденсатора, абсорбера, генератора и растворного насоса. Рисунок 1. Принципиальная схема АХМ. В компрессионной холодильной машине (КХМ) холод получают в испарителе, где хладагент или рабочая среда испаряется и тепло отводится в конденсатор, где хладагент конденсируется. Энергия увеличения тепла от низкой к более высокой температуре подводится в виде механической энергии к компрессору. В абсорбционных машинах «сжатие» хладагента реализуется в комбинации абсорбером, растворным насосом и генератором вместо механического парового компрессора. Пар, полученный в испарителе, поглощается жидким абсорбентом в абсорбере. Абсорбент, поглотивший хладагент перекачивается в генератор, где хладагент освобождается от пара, который конденсируется в конденсаторе. Регенерированный или крепкий раствор при возвращении в абсорбер поглощает пары хладагента. Тепло подводится к генератору при сравнительно высокой температуре и отводится от абсорбера при сравнительно низкой температуре аналогично двигателю внутреннего сгорания. Выражение «термохимический компрессор» использовано в специальной литературе для того чтобы описать функции генератора и абсорбера как половины абсорбционного цикла.
8 Хладагент и абсорбент в абсорбционном цикле основывают рабочую пару. В течение многих лет множество пар было опробовано, но только две из них широко себя зарекомендовали: аммиак с водой как абсорбент и вода вместе с водным раствором бромида лития как абсорбент. Водоаммиачная пара встречается в основном в ходильных установках с низкими температурами испарения, ниже 0 0 С. Пара вода-бромид лития широко используется для систем кондиционирования, где не нужно охлаждать С. Уровень давления в водоаммиачной машине обычно превышает атмосферное, в то время как бромистолитиевые машины работаю при вакууме. Тепловые потоки в основном цикле следующие: Тепло подводится в испаритель и охлаждение производится на уровне низких температур; Тепло отводится в конденсаторе на среднем температурном уровне; Тепло отводится из абсорбера также на среднем температурном уровне; Тепло подводится в генератор на высокотемпературном уровне. Температура теплоносителя, покидающего абсорбер, может быть той же самой, что и покидающего конденсатор. Такой случай может быть изображен в трехтемпературной системе, как это обычно описано в литературе, например (Niebergall, 1961). Однако, в некоторых случаях может быть целесообразно пропускать хладагент через абсорбер и конденсатор, в этом случае имеет место быть четырёхтемпературная система. Когда температура в испарителе и температура отведения тепла выбраны, самая низкая температура при которой тепло может быть применена к генератору, также определена. Например, температура испарения 2 0 С и температура теплоносителя, отводящего тепло составляет 37 0 С, говорят о том что самая низкая температура греющей среды, подводимой к генератору должна быть не ниже 90 0 С. На практике, соображения по расходу греющей среды и площади теплообменной поверхности, которые могут быть экономически обоснованными, могут увеличить этот нижний уровень до С или С и т. д. Обычно достижение таких уровней температуры в греющей среде не проблема в практических системах, так как первичная энергия может являться топливом и температуры сгорания много выше С или система подачи пара. Качество тепла, его высокая температура в некотором смысле может быть «напрасной», но это компенсируется более компактной и эффективной конструкцией оборудования. Основной цикл показано на рисунке 1, может быть изменен по нескольким направлениям. Оно из них использовать все имеющиеся возможности для рекуперации тепла в цикле для того чтобы улучшить экономию тепла в цикле. Например, это обычно заключается в теплообмене потоков слабого раствора, покидающего абсорбер с крепким раствором, приводимым обратно в абсорбер. Когда все возможности по восстановлению теплоты, которые могут быть разумно использованы, заложены в проект машины, она получает холодильный коэффициент трансформации приблизительно 0,7 для бромистолитиевых систем, и примерно 0,6 для водоаммиачных систем. Дальнейшие улучшения могут быть получены применением высокотемпературного генератора. Так называемая двухступенчатая система объединяет блоки два генератора абсорбер, установленные, см. рисунок 2, в целях экономии получаемого тепла приблизительно вдвое. Подаваемое тепло с температуре С поступает в первый генератор а, отводимый пар используется для обогрева второго генератора не более низком уровне, при температуре С как водносупенчатой машине, изображенной на рисунке 1. КПД таких систем с водой и бромидом лития в качестве рабочих пар может составлять 1,2, что значительно лучше, чем 0,7 для одноступенчатых систем. Удвоения одинарного эффекта нет по причине несовершенства теплообмена между потоками раствора, в некоторой степени, и потому, что теплота испарения хладагента несколько больше при его выпаривании из раствора, нежели при выпаривании из чистой жидкости.
9 Рисунок 2. Принципиальная схема двухступенчатой АХМ. Следствием высокой температуры в части машины является то, что давление в этой части также возрастает. Это приемлемо для АБХМ. И это неприемлемо для водоаммиачных машин так как давление свыше 20 bar (2 MPa) может создать угрозу безопасности. Это является причиной, по которой двухступенчатые машины с рабочими парами аммиак-вода использующих схему генераторов, как на рисунке 2, редко встречаются. 3. Системы тригенерации Тригенерация означает одновременное производство энергии (электроэнергии), тепла и холода. Если CHP, совместное производство тепла и энергии широко известная аббревиатура (акроним) для когенерации, то CHСP может быть менее знакомым акронимом для тригенерации совместной выработке тепла, холода и электроэнергии. Современный американский акроним BCHP означает строительный холод, тепло и электроэнергия для приложений тригенерации в строительстве. В Германии соответствующие акронимы KWK когенерация или BHKW ТЭЦ, и KWKK когенерация с производством холода, соответственно. Система тригенерации на самом деле может состоят из множества технологий: топливных элементов, двигателей внутреннего сгорания, газовых турбин, центробежных чиллеров и т. д. Более того, они могут быть в различных сочетаниях для того чтобы обеспечить оптимальное использование первичной энергии, главным образом топлива. для того чтобы производить желаемое сочетание электроэнергии, тепла и холода. Природный газ сгорает в двигателе внутреннего сгорания, который вращает рабочий вал электрогенератора, таким образом, превращая природный газ в электроэнергию. Теплота выхлопных газов утилизируется, например, в котле-утилизаторе и подаётся в АБХМ в виде пара или в виде горячей воды. Тепло, отводимое теплоносителем от радиатора двигателя должно использоваться, как санитарная горячая вода. Когда в этом нет необходимости, тепло отводится в окружающую среду посредством градирни. АБХМ работает на паре или горячей воде и производит холодную воду, отводя тепло от охлаждающего контура. Тепло отводимое АБХМ, удаляется во внешнюю среду посредством градирен. Следующие ограничения справедливы для системы: Выхлопные газы покидают двигатель внутреннего сгорания при температуре от 250 до С. Выхлопные газы не могут быть охлаждены в экономайзере ниже С. Теплота конденсации водяного пара в выхлопных газах не утилизируется. Охлажденная вода покидает АБХМ при температуре С и возвращается в машину при 12 0 С. Охлаждающая вода отводится градирней от машины при температуре 32/37 0 С, т. е., охлаждающая вода покидает АБХМ при температуре 37 0 С, охлаждается в градирне до 32 0 С и возвращается в машину. Таким образом, компоненты тригенерационной системы, специфические для абсорбционного цикла, таковы: теплообменник-теплоутилизатор, АБХМ и градирня. Потребности в холодопро-
10 изводительности определяют мощность ходильной машины, которая, в свою очередь, определяет размер теплообменника и градирни. Можно ожидать, что требования, предъявляемые к электричеству, теплу и холоду систем тригенерации будут широко варьироваться в зависимости от местоположения, размеров и т. д. Для того чтобы определить какой диапазон холодильных мощностей уместен, опыт работы с организациями, принимающими участие в данном проекте и били исследованы доступные статистические данные. Было решено использовать для этих исследований ряд из пяти холодильных мощностей, 200 квт, 400 квт, 600 квт, 1000 квт, 1400 квт который охватывает диапазон от малых до крупных гостиниц. В рассмотренных выше системах тригенерации предполагается, что только тепло выхлопных газов используется для питания абсорбционной холодильной машины. Это верно в случае применения газовых турбин, выхлопной газ которых используется для производства пара в котлеутилизаторе. Однако, как гласит документ «Энергосбережение тригенерационными установками в гостиничном секторе», что могут быть приняты во внимание другие решения. Они являются использующими как тепло от радиатора двигателя, так и тепло выхлопных газов для производства горячей воды, которая питает абсорбционную машину. 4. Обзор абсорбционного рынка Во всём мире существует некоторое количество поставщиков абсорбционного холодильного оборудования и абсорбционного морозильного оборудования. Не все из них снабжают европейский рынок. Фирмы, которые производили абсорбционное оборудование в течение многих лет и являются широко известными, могут прекратить деятельность в этом направлении. Новые фирмы, возможно, недавно начали свою деятельность. Хотя наша цель состояла в том, чтобы осуществить насколько это, возможно, было неосуществимо войти в контакт со всеми производителями, которые нам известны. Кроме того, не все из соответствующие поставщиков, например, предлагают газовые АБХМ в то же самое время предлагая паровые машины или машины, работающие на горячей воде Бромистолитиевые машины Нижеследующие поставщики АБХМ с рабочей парой вода – бромистый литий были определены: Carrier (США) York (США) Trane (США) McQuay (США), по лицензии Sanyo Yazaki (Япония), машины малой прозводительности Sanyo (Япония) Ebara (Япония), совместно с Carrier Mitsubishi Heavy Industries (Япония), which has ties with York Toshiba (Япония) Hitachi (Япония) Kawasaki Heavy Industries (Япония), совместно с Matsushita Electric (Япония) Thermax (India),бывший владелец лицензии Sanyo Entropie (Франция/Германия) LG Machinery (Корея) Kyung Won Century (Корея) Broad (Китай), только машины с газовым обогревом Список, конечно, не является исчерпывающим. Компания Daikin (Япония) отказалась от абсорбционной тематики в 80-х, но как оказывается из последних сообщений, некоторые виды деятельности были возвращены снова. В дополнение к списку, существуют производители, которые поставляют большие изделия для промышленного использования, например, судостроительный завод Hitachi (Япония). Большинство из абсорбционного оборудования, основанного на рабочих парах вода-бромид лития, спроектированы для нужд кондиционирования. По историческим причинам мощности приведены в американских RT (Холодильных Тонн), одна американская тонна льда за час, в литерату-
11 ре от производителей. Одна тонна в час соответствует примерно 3,5 квт холодопроизводительности Одноступенчатые машины Большинство производителей предлагают одноступенчатые холодильные машины в диапазоне от примерно 100 RT до 1500 RT, т. е. от 350 квт до 5,2 МВт. Они могут работать на паре давлением от 135 до 205 кпа (1-2 бар (изб.), 2-3 бар), что соответствует температуре пара от 110 до С. В то же самое время они могут обогреваться горячей водой с температурой от 115 до С пи максимальном давлении до 9 бар. КПД находится в диапазоне от 0,6 до 0,7. Расход пара в одноступенчатых машинах примерно 2,3 кг/ч на квт мощности. Расход греющей воды лежит в диапазоне от 30 до 72 кг/ч на квт, в зависимости от допустимого перепада температур Двухступенчатые машины Двухступенчатые машины имеют приблизительно тот же самый диапазон мощностей. Наименьшая холодопроизводительность, предлагаемая некоторыми производителями немного больше: 200 RT у одних и 350 RT у других фирм (700 и 1200 квт соответственно). Пар считают предпочтительной средой, которой такие машины обогреваются. Давление пара должно составлять 9-10 бар(изб), бар (абс) или кпа, которое соответствует температурному диапазону от 175 до С. Согласной полученной информации, также возможно обогревать двухступенчатые машины горячей водой, температура которой должна быть в диапазоне от 155 до С. КПД таких машин от 0,9 до 1,2. Потребление пара двухступенчатых машин составляет около 1,4 кг/ч на квт. 5. АБСОРБЦИОННАЯ БРОМИСТОЛИТИЕВАЯ ХОЛОДИЛЬНАЯ МАШИНА С ОГНЕВЫМ ОБОГРЕВОМ Абсорбционные бромистолитиевые холодильные машины (АБХМ) широко распространены за рубежом и предназначены для получения холодной воды (или другой жидкости) температурой не ниже плюс 5 С. Они производятся в таких странах, как Япония, Китай, США, Индия, Корея и др. В России созданием абсорбционных термотрансформаторов (холодильных машин и тепловых насосов) занимается ООО «ОКБ Теплосибмаш» В 2010 году были изготовлены и введены в эксплуатацию две АБХМ с огневым обогревом специальной конструкции 1. Машины предназначены для охлаждения минеральной воды с 30 С до 6 С. В качестве источника энергии используется природный газ. Принципиальная схема АБХМ с огневым обогревом представлена на рис. 1. Характерные особенности данной машины: АБХМ предназначена для использования в пищевой промышленности, а именно, минеральная вода проходит непосредственно по трубному пространству испарителя. Для этого все детали трубного пространства изготовлены из нержавеющей стали, пригодной для пищевых производств; В отличие от базовой модели АБХМ номинальной мощностью 1000 квт генератор высокого давления рассчитан на максимальную холодильную нагрузку 1570 квт.
12 Рисунок 1 Схема принципиальная АБХМ с огневым обогревом. 1 Кроме серийных машин ООО «ОКБ Теплосибмаш» выпускает АБХМ специального исполнения под условия заказчика. Все остальные аппараты заимствованы из базовой модели (1000 квт), таким образом, была достигнута высокая степень унификации и значительно сокращен срок поставки машин заказчику. АБХМ рассчитана на два режима охлаждения минеральной воды: высокотемпературный «30-15 С» и низкотемпературный «15-6 С» (табл. 1) для охлаждения минеральной воды с 30 С до 6 С путем последовательного охлаждения в двух одинаковых машинах. Таблица 1. Техническая характеристика холодильной машины АБХМ-1500Тс Параметры Наименование параметра номинального режима Допустимые Режим Режим параметры С 15-6 С Холодопроизводительность, квт Охлаждаемая вода: Расход, м 3 /ч до 90 Температура на входе/ выходе, С 30/15 15/ /не менее 5 Допускаемое давление, МПа не более 1,0 Гидравлическое сопротивление, м. вод. ст. Не более 5,5 – Охлаждающая вода: Расход, м 3 /ч,5 до 310 Температура на входе, С Температура на выходе из машины, С
13 Гидравлическое сопротивление, м. вод. ст. 12 5,5 не более 14 Допускаемое давление, МПа не более 0,6 Природный газ: Расход, нм 3 /ч (калорийность: 8500 ккал/нм 3 ч): Давление газа перед фильтром (после РГВД), мбар (кпа) (9 30) Количество дымовых газов, м 3 /час: Температура дымовых газов на выходе, С до 200 Давление (разрежение) дымовых газов на выходе, мбар (Па) (-0,4 +0,1) минус 4,0 плюс 1,0 минус 2,0 (-200) Электропитание 380 В±5%, 50 Гц±5% Установленная электрическая мощность, квт 8,5 Габариты (длина ширина высота), мм 4750х3100х3100 Масса (сухая/рабочая), кг 13500/20800* В ходе пусконаладочных испытаний удалось добиться устойчивых значений параметров внешних теплоносителей (табл. 2). А именно, расход и температура охлаждаемой и охлаждающей воды были стабильны в течение более половины часа. Этого времени хватило, чтобы стабилизировались и внутренние параметры рабочих сред в АБХМ (температуры и уровни раствора и хладагента в аппаратах, давление в испарителе и конденсаторе). Благодаря этому был построен действительный цикл работы АБХМ, приведённый ниже на рис. 2. Таблица 2. Параметры, полученные в ходе испытаний АБХМ Холодопроизводительность, квт 1065 Температура охлаждаемой воды на входе в машину, С 25,6 Температура охлаждаемой воды на выходе из машины, С 10,2 Расход охлаждаемой воды, м 3 /ч 60,0 Температура охлаждающей воды на входе в машину, С 23,5 Температура охлаждающей воды на входе в конденсатор, С 28,0 Температура охлаждающей воды на выходе из машины, С 31,5 Расход охлаждающей воды, м 3 /ч 220,0 Температура дымовых газов, С 150,5 Расход природного газа (калорийность: 8050 ккал/нм 3 ч), нм 3 /ч 99,0
14 Рисунок 2 Действительный рабочий цикл АБХМ с огневым обогревом. Проведённый на основе пусконаладочных работ анализ работы АБХМ позволяет сделать следующие выводы: Безнапорная система орошения в испарителе и абсорбере является предпочтительнее системы орошения с помощью форсунок; Недонасыщение раствора в абсорбере относительно равновесной температуры паров в присутствии поверхностно-активных веществ (ПАВ) составляет примерно 1,5%, что объясняется: o дроссельными потерями в паровом пространстве блока абсорбериспаритель; o содержанием неконденсирующихся газов в АБХМ. Впервые применённая последовательная схема подачи слабого раствора на регенерацию (десорбцию) существенно упрощает эксплуатацию АБХМ, в отличие от схемы с параллельной подачей. Холодильная станция на базе двух АБХМ с огневым обогревом с двухступенчатой регенерацией раствора работает в составе ООО «Карачинский источник» с мая Эксплуатирующей организацией отмечены следующие качества данного вида техники, а именно: простота и удобство эксплуатации; безопасность и бесшумность при эксплуатации; экологическая чистота;
15 исключение утечек рабочих сред и их попадание в минеральную воду, циркулирующую в трубном пространстве испарителя АБХМ. Холодильная станция на базе двух АБХМ с огневым обогревом позволяет экономить до квт*ч электроэнергии в год. 6. ПОВЫШЕНИЕ ЭНЕРГОЭФФЕКТИВНОСТИ АБСОРБЦИОННЫХ БРОМИСТОЛИ – ТИЕВЫХ ХОЛОДИЛЬНЫХ МАШИН ПУТЕМ РАЦИОНАЛЬНОГО ВЫБОРА И ВЗА – ИМНОГО РАСПОЛОЖЕНИЯ ТЕПЛООБМЕННОЙ ГРУППЫ Производство искусственного холода довольно энергоёмкий процесс. Абсорбционные бромистолитиевые холодильные машины являются энергоэффективным классом холодильной техники, поскольку в отличие от электроиспользующих холодильных машин для их работы требуется относительно недорогое тепло греющего пара, горячей воды или сжигания природного газа. Главным показателем эффективности работы АБХМ является КПД, который показывает количество отводимой теплоты в испарителе (мощность по холоду) при подводе единицы теплоты в генераторе. Это значение варьируется в пределах от 0,5 до 0,85. Этот коэффициент зависит от степени рекуперации тепла в растворном теплообменнике. Поэтому правильный выбор типа теплообменника и взаимного расположения теплообменной группы является важной задачей на стадии проектирования оборудования. Искусственный холод требуется в разных секторах промышленности и жизнедеятельности, таких как: металлургия, химическая, нефтеперерабатывающая, пищевая промышленности, системы тригенерации, кондиционирование общественных и жилых зданий, тепличных хозяйств. Потребности в искусственном холоде в пределах какой-либо конкретно взятой технологии могут достигать десятков мегаватт. На сегодняшний день существует два основных вида холодильных машин для получения искусственного холода: электроиспользующие парокомпрессионные холодильные машины (ПКХМ); теплоиспользующие абсорбционные бромистолитиевые холодильные машины (АБХМ), которые широко распространены во всем мире и набирают популярность в России. Область применения АБХМ [1,3] получение «плюсового» холода (температурой от +3 С). Установленная холодильная мощность единицы оборудования колеблется от 300 квт до нескольких мегаватт в зависимости от производителя. В качестве источника энергии для охлаждения в одноступенчатых АБХМ используется греющий водяной пар низкого давления 0,2-0,7 ати или горячая вода о С. В двухступенчатых машинах используется пар среднего давления 4-7 ати или топливо. Холодильные машины на топливе могут использоваться в качестве водогрейного котла для сезонной выработки тепла. АБХМ и АБТН (рис. 1) имеют ряд положительный потребительских свойств, а в некоторых случаях и преимуществ по сравнению с ПКХМ: высокая эффективность; экологическая чистота; низкий уровень шума при работе; простоту в обслуживании; длительный срок службы (не менее 25 лет); полная автоматизация; пожаро – и взрывобезопасность; незначительное потребление электроэнергии; в качестве энергоресурса могут использовать сбросную теплоту; не имеют динамических нагрузок на фундамент; не используют экологически опасные рабочие вещества.
16 Рабочим веществом (хладагентом) АБХМ является вода, абсорбентом нелетучий и нетоксичный водный раствор соли бромистого лития. Машины не подведомственны Ростехнадзору. Рисунок 1 Классификация абсорбционный бромистолитиевых преобразователей теплоты (АБПТ) российского производства. Главным показателем эффективности работы АБХМ является КПД (в иностранной литературе COP coefficient of performance), вычисляемый по формуле: ηη = QQ 0 QQ h (1) где QQ 0 холодопроизводительность (производительность испарителя), Вт; QQ h мощность в генераторе, Вт. Иными словами, КПД показывает, какое количество теплоты можно отвести в испарителе при подводе единицы теплоты в генераторе. Это значение варьируется в пределах от 0,5 до 0,85. Этот коэффициент отчасти зависит от соотношения параметров внешних теплоносителей (рис. 2) (охлаждаемая вода, охлаждающая вода, греющий источник), но главным образом на него влияет степень рекуперации тепла в растворном теплообменнике.
17 Рисунок 2 Схема принципиальная одноступенчатой бромистолитиевой холодильной машины с паровым обогревом. Из-за неудовлетворительной работы растворного теплообменника раствор может недоохлаждаться до равновесной температуры раствора в абсорбере, а это приводит к тому, что: увеличивается расход оборотной (охлаждающей) воды; увеличивается величина недонасыщения раствора, что ухудшает термодинамический цикл АБХМ в целом; недоохлажденный раствор начинает подкипать в трубопроводе, входящем в абсорбер, образуя двухфазный поток, а это приводит к увеличению гидравлического сопротивления тракта крепкого раствора; увеличение гидравлического сопротивления в подводящем трубопроводе уменьшает располагаемый перепад давления в теплообменнике, а соответственно еще более ухудшает теплообмен; верхние ряды труб абсорбера работают впустую, охлаждая перегретый раствор. Недогрев раствора на входе в генератор приводит к тому, что: увеличивается расход греющего источника; увеличивается величина недовыпаривания раствора, что ухудшает термодинамический цикл АБХМ в целом; часть поверхности генератора работает в режиме конвективного кипения, а часто и конвективного нагрева, что означает неэффективное его использование, выражающееся в перерас-
18 ходе дорогостоящих материалов и раствора бромида лития, заполняющего межтрубное пространство. Выбор схемы потоков в теплообменнике Как видно из рис. 1, количество теплообменников в АБХМ может достигать трех единиц, но в наиболее неблагоприятных условиях работает низкотемпературный теплообменник (поз. 5 на рис. 2), поэтому именно для него наиболее актуальна оптимизация. С. Рисунок 3 Действительный цикл АБХМ с изображением степени рекуперации тепла в растворном теплообменнике. На рис. 3 видно, что раствор входит в абсорбер недоохлажденным на величину примерно 7-8 Одной из главных задач при проектировании АБХМ является подбор такого теплообменника, который мог бы охлаждать крепкий раствор бромида лития до равновесной температуры в абсорбере и ниже (переохлаждать). Но это осложняется тем обстоятельством, что располагаемый перепад давления для развития турбулентного режима течения в межтрубном пространстве теплообменника весьма мал. А именно его максимальная величина составляет не более 15 кпа (примерно 900 мм растворного столба). Эта величина складывается из перепада давлений между абсорбером и конденсатором и перепада высот между выходом крепкого раствора из генератора и входом его в абсорбер. В одноступенчатых АБХМ существует два пути повышения степени рекуперации теплоты в теплообменнике: увеличение коэффициента теплопередачи; увеличение площади поверхности теплообмена. Получается двоякая задача. С одной стороны коэффициент теплопередачи при поперечном обтекании выше при одинаковом гидравлическом сопротивлении с противоточной схемой, а с другой стороны поперечного обтекания можно добиться только при смешанной схеме потоков в теплообменнике. Это объясняется тем, что располагаемый перепад давления мал и количество ходов по межтрубному пространству теплообменника делают, не более трех, а, как правило два (рис. 4).
19 а) б) в) г) Рисунок 4 Наиболее распространенные схемы движения раствора в смешанноточных теплообменниках. а), б) желаемые температуры; в), г) действительные температуры растворов. На рис. 4а и 4б изображены схемы потоков и поправочные коэффициенты к температурному напору при желаемом режиме работы. Очевидно, что столь существенные поправочные коэффициенты к температурному напору скрадывают преимущества поперечного обтекания, а на рис. 4в и 4г при действительном режиме работы, который связан с недостаточной рекуперацией тепла. Поэтому любой теплообменник в АБХМ должен быть выполнен по противоточной схеме, либо максимально близкой к ней. а) б) в)
20 г) д) Рисунок 5 Наиболее распространенные типы противоточных теплообменников. а) пластинчатый теплообменник, б) оросительный теплоообменник; в) кожухотрубный теплообменник обычного исполнения; г) кожухотрубный теплообменник специального исполнения; д) теплообменник шнекового типа. Возможные решения этой задачи изображены на рис. 5: Не останавливаясь подробно на плюсах и минусах данных схем, можно отметить малоизученную схему с применением шнекового теплообменника и схему с применением пластинчатого теплообменника, поскольку именно в этом случае достигается максимальный коэффициент теплопередачи, и, следовательно, получается наиболее эргономичное решение, требующее минимум заправляемого раствора и используемых материалов. Прочие схемы тоже имеют место быть и не исключают возможности применения интенсификации теплообмена. Выбор взаимного расположения теплообменной группы Не только материальная часть играет роль в эксплуатационной надежности АБХМ. Немаловажно правильно расположить теплообменную группу. На рис. 6 показан путь модернизации АБХМ с двухступенчатой регенераций раствора и паровым обогревом среднего давления. Машины такого типа применяются в частности в составе энергоблоков атомных станций [4], и снижение количества греющего пара уменьшает недовыработку электроэнергии, а также снижает нагрузку на систему оборотной воды предприятия. Рисунок 6 Замена последовательной схемы расположения подогревателя на параллельную. Изменение расположения подогревателя раствора, который предназначен для охлаждения конденсата греющего пара приводит к снижению расхода греющего пара на 3-7% (для холодильной мощности 3000кВт это примерно 200кг/час).
21 Рисунок 7 Улучшение рекуперации тепла в высокотемпературном теплообменнике. а) существующее расположение теплообменника и подогревателя; б) перспективное расположение. Это происходит за счет того что в высокотемпературном теплообменнике улучшается рекуперация тепла, а за счет этого уменьшается расход первичного источника, оборотной воды и более равномерно распределяется нагрузка между генератором высокого и низкого давлений.
Http://docplayer. ru/27598921-Primenenie-absorbcionnyh-tehnologiy-dlya-odnovremennoy-utilizacii-tepla-i-polucheniya-holoda-dlya-razlichnyh-nuzhd. html
Физическое тепло технологической продукции в особенности значительно по своей величине в предприятиях черной металлургии при получении соответствующего продукта (чугуна, стальных слитков и заготовок, кокса и др.) путем высокотемпературных огнетехнических процессов.
Производится частично при последующей обработке металла и зависит от организации металлургического производственного цикла, являясь наиболее эффективным при непрерывной организации последнего, в частности, в сталеплавильных и прокатных цехах.
Тушение кокса, выдаваемого из печей при температуре порядка 1000 °С, может осуществляться водой (водяное, или мокрое тушение кокса) или инертными газами, циркулирующими в замкнутой системе между гасительными устройствами и паровыми котлами-утилизаторами, использующими тепло таких газов.
При мокром тушении кокса, наиболее распространенном до настоящего времени, полностью теряется физическое тепло выдаваемого кокса. При сухом тушении кокса используется не менее 60% этого тепла в котлах-утилизаторах.
Использование физического тепла сухого тушения кокса в паровых котлах-утилизаторах дает экономию тепла, поступающего в коксовые печи (уголь и обогревающий доменный газ), не менее 2,5%.
Выработка пара в котлах-утилизаторах, установленных, в системах СТК, в практической работе ряда действующих установок составляет в среднем 0,35-0,5 т пара на 1 т выдаваемого кокса.
Широкое распространение систем сухого тушения и полноценное использование физического тепла кокса затрудняются периодичностью действия современных коксовых печей и малой их производительностью.
Использование физического тепла отвальных металлургических шлаков с температурой выше 1000 °С может иметь большое значение в предприятиях цветной металлургии. Использование такого тепла является еще не решенной технической проблемой.
Предлагаемые схемы базируются на водяной грануляции расплавленных шлаков с использованием получаемого при этом теплоносителя (горячей воды или пара низкого давления) для выработки электроэнергии или для целей теплоснабжения потребителей.
Намечаются три принципиальных схемы использования тепла шлаков, основанные на:
Все предложения по утилизационным установкам без грануляции оказались нерациональными из-за низкой теплопроводности застывшего шлака, так как в них предлагается использование основного количества тепла шлаков при твердой фазе.
Особых сложностей с утилизацией высокопотенциальных энергоресурсов не возникает, стоит обострить свое внимание на утилизации низкопотенциальных вторичных энергоресурсов.
Большинство технологических процессов, работа многих механизмов и систем сопровождается выделением большого количества тепловой энергии, которая не используется, а рассеивается в окружающей среде и называется “сбросное тепло”.
Сбросное тепло является низкопотенциальным, поскольку имеет температуру незначительно выше температуры окружающей среды. Его выделяют как техногенные системы, созданные людьми, так и источники естественного происхождения (табл.). Использование низкопотенциального тепла обычным путем, т.?е. для нагрева котла с водой на тепловой электростанции затруднено, но оно обладает колоссальным энергетическим потенциалом, поэтому преобразование (утилизация) выбрасываемой тепловой энергии в полезную является важной практической задачей.
Энергетические установки по использованию низкопотенциального тепла отвечают современной концепции децентрализованного электропитания и могут быть использованы не только как дополнительные источники электроэнергии, но и как автономные источники электропитания загородных домов, небольших поселков, удаленных от электросетей промышленных объектов.
Http://studbooks. net/2136040/matematika_himiya_fizika/ispolzovanie_tepla_prochih_vtorichnyh_energoresursov
За прошедшие 25 лет компания Шуанлян (Shuangliang, Китай) выпустила более 20 000 единиц энергосберегающего оборудова ния на основе абсорбционных технологий. Внедрение этого оборудования обеспечивает ежегодную экономию электропотребле ния на 10 000 МВт-ч, ежегодное снижение потребления каменного угля на 22,5 млн тонн, уменьшение выбросов СО2 на 57,6 млн тонн, и SО2 – на 85 000 тонн, что равнозначно ежегодной посадке 160 000 гектаров леса.
Когда речь идет об абсорбционных технологиях в энергетических системах, российские инженеры вспоминают об абсорбционных бромисто-литиевых холодильных машинах (АБХМ), вырабатывающих холод не из электрической (дефицитной и дорогой), а из тепловой энергии: горячей воды, пара, отходящих газов, прямого сжигания топлива.
На российском рынке АБХМ активно присутствуют около 10 лет, и их доля в общем объеме чиллеров постоянно расширяется. Применение АБХМ во многих случаях оправданно и с точки зрения капитальных затрат, и с точки зрения эксплуатационных расходов. В автономных энергетических комплексах, мини-ТЭЦ, обеспечивающих электроэнергией потребителей холода в теплый период года, в ТЭЦ, расположенных в южных регионах, применение АБХМ является безусловно верным, наиболее энергоэффективным решением. В каждом конкретном случае выбирается оптимальное концептуальное решение, тип АБХМ, ее параметры.
Б – одновременно имеется бросовая тепловая мощность (низкотемпературная, например, градирня в системе охлаждения технологического процесса), то
В – выбрасывать на ветер эту бросовую энергию – слишком расточительно!
Примените тепловой насос, и он вернет бросовое тепло в систему теплоснабжения. Вы выработаете большее количество тепловой энергии, не увеличивая объем потребляемого топлива.
Тепловые насосы, использующие раствор бромистого лития – это оборудование, позволяющее использовать источники теплоты с низким потенциалом (пар, воду, геотермальные воды) и преобразовывать их энергию в тепло с высокой темпера турой, которое можно использовать в промышленных целях или для обогрева помещений. Подобное оборудование широко используется в нефтедобывающей, нефтеперерабатывающей и текстильной промышленности, в пивоварении и на сталелитейных предприятиях.
В работе насоса используется источник тепла (пар, горячая вода, сжигаемый газ или топливо), абсорбент (раствор бромистого лития) и хладогент (вода), а также какой-либо теплоноситель, задача которого – доставить тепло к потребителю (обычно в этой роли выступает вода). Основными элементами бромистолитиевого теплового насоса являются генератор, конденсатор, испаритель и теплообменник. Помимо этого присутствуют дополнительные элементы – герметичные насосы и очиститель.
• тепловые насосы первого типа утилизируют тепло воды или пара с температурой плюс 40–50 °С, а в качестве теплового ресурса чаще всего используют пар низкого давления. В итоге, вырабатывается теплоноситель с параметрами до 90 °С, пригодный для обогрева или охлаждения.
• тепловые насосы второго типа утилизируют бросовое тепло с более высокой температурой (> 60–65 °С), например, используют охлаждающую воду электростанций или геотермальную воду и вырабатывают теплоноситель с температурой на 30–40 °С выше исходной.
Неотъемлемым атрибутом огромного количества промышленных предприятий являются системы оборотного водоснабжения, градирни, предназначенные для охлаждения технологических жидкостей или для конденсации пара.
Градирни выбрасывают в атмосферу огромное количество тепловой энергии и водяного пара, при этом одновременно производство потребляет значительные объемы тепловой энергии, но с другими, более высокими температурами. Например, в градирнях циркулирует вода с параметрами плюс 30–40 °С, а технология требует горячую воду с более высокой температурой или пар.
В этом случае применение градирен является расточительной и непродуктивной тратой сырьевых ресурсов, поскольку имеется возможность при помощи абсорбционных бромис то-литиевых тепловых насосов (АБТН)
Утилизировать тепло, сбрасываемое градирнями, и выработать горячую воду с требуемыми параметрами. Заменяя градирню тепловым насосом, мы решаем сразу две задачи – охлаждаем теплоноситель в одном контуре (вместо градирни) и нагреваем теплоноситель в другом контуре, экономя до 40% потребности в тепловой энергии.
Энергоэффективность применения АБТН зависит от количества утилизированной теплоты и ее доли в потреблении высокопотенциальной тепловой энергии.
Приведем пример из области производства каучука: нефтехимическая компания Дацин, применяя АБТН производительностью 3370 кВт, экономит ежегодно 48 000 тонн пара, а также значительный объем ранее испарявшейся охлаждающей воды.
В процессе производства каучука из верхней части конденсационной колонны выбрасывается большое количество отбензиненного газа с температурой 95,6 °С. Этот газ содержит более 23% водяного пара, который может быть утилизирован после конденсации при помощи охлаждающей воды и сепарации от нефти. В то же время нагревательному прибору, находящемуся в нижней части конденсационной колонны, нужен пар для нагрева воды. Технология утилизации остаточного тепла, разработанная Шуанлян, позволяет использовать тепло отбензиненных газов из верхней части, которое можно передать для нагрева горячей воды до температуры 102,5 °С и использовать для нагрева в нижней части конденсационной колонны, сокращая таким образом потребление пара.
Другой пример реализации проекта с АБТН (HRH-II): на муниципальной ТЭЦ города Янгжин (Китай) в 2010 году было установлено шесть тепловых насосов Шуанлян (Shuangliang) с производительностью 30 МВт каждый. Они утилизируют тепловую энергию градирен (температура 30–40 °С), и как дополнительный тепловой источник энергии используют пар с давлением 5 бар.
АБТН вырабатывают горячую воду с параметрами 70–90 °С для дополнительного теплоснабжения целого района города, утилизируя тепло, ранее сбрасываемое градирнями.
• дополнительно продавать тепловую энергию на сумму более 5 млн долларов (а тарифы на тепловую энергию в этом городе ниже, чем в России);
За рубежом уже реализован ряд аналогичных проектов, однако, к сожалению, в России прецедент пока отсутствует. Между тем приведенные примеры доказывают, что применение на российских предприятиях АБХМ и АБТН позволит и им в полной мере использовать широчайшие, никем не реализованные возможности увеличения энергоэффективности как при производстве, так и в использовании энергии. За счет внедрения АБХМ и АБТН могут быть реализованы колоссальные ресурсы повышения энергоэффективности, имеющиеся на нефтеперерабатывающих и нефтехимических производствах, ТЭЦ, спиртовых, стекольных и металлургических заводах, на предприятиях индустрии пластмасс, агрохимического комплекса и нанотехнологической сферы (производство кремния), т. е. именно на тех типах производств, которые в настоящее время лидируют в промышленных секторах страны.
Http://tehnoinfos. ru/obzory/prom-teh/416-shuangliang. html