




Ремонт газовых котлов и колонок
 Временно производится ремонт только настенных газовых котлов Baxi, Navien, Westen, Kentatsu, Beretta и т.д. Ремонт напольных котлов, АОГВ и колонок не производим.
Временно производится ремонт только настенных газовых котлов Baxi, Navien, Westen, Kentatsu, Beretta и т.д. Ремонт напольных котлов, АОГВ и колонок не производим.
Ремонт газового котла, замена вышедших из строя или отработавших свой срок запасных деталей (запчастей), сервисное обслуживание газовых котлов, взятие на гарантированное обслуживание газовых котлов, пуско-наладочные работы по газовым котлам, установка (монтаж) газовых котлов. Ремонт газовых котлов в новостройках, в коттеджных поселках, на дачах и в частных домах, в коттеджах. Ремонт бытовой техники.
Ремонт газовых котлов и колонок в Рязани, Рыбном, Рязанском районе, Скопине и ГРЭС
* — ремонт колонок, АОГВ и напольных котлов, а также котлов отечественного производства временно не производим.
Команда Единой службы сервиса больше 6 лет занимает ремонтом и заменой запасных частей газовых котлов и колонок в Рязани и Рязанской области, а также в близлежащих районах Московской области. За это время мы получили почти все сертификаты от ведущих производителей и их дистрибьютеров газовых котлов.
Команда Единой службы сервиса выполнит постгарантийный ремонт газовых котлов.
VAILLANT/PROTHERM
KENTATSU FURST
FERROLI/KOREASTAR
Термотехник
Наши мастера аттестованы Ростехнадзором и имеют все необходимые допусти для ремонта газовых котлов и колонок

Обслуживаете ли вы газовые котлы Beretta?
Да. Мы производим ремонт, замену запчастей и промывку газовых котлов Beretta.
Ремонтируете ли вы газовые котлы Жуковский?
Да. Ремонтируем котлы Жуковский. Цена за ремонт – от 1000 до 6000 рублей
Мы являемся официальным сервисным центром в Рязани газовых котлов бренда:
Kentatsu FURST
Котлы завода Термотехник
Котлы завода КОНОРД
Котлы завода ЛЕМАКС
Цены на разовые работы по ремонту газового котла
Обращаем ваше внимание на то, что данное ценовое предложение носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437(2) Гражданского кодекса Российской Федерации
Цена – денежное вознаграждение за одну оказанную услугу из ниже приведенного списка
Полная стоимость – сумма цен за перечень оказанных услуг, а также другие организационные расходы (оплата бензина и др.)
Диагностика котлов/колонок отопления и систем отопления
Диагностика. Выявление причины неисправности котла/колонки (в пределах г.Рязани)
Диагностика. Выявление причины неисправности системы отопления (в пределах г.Рязани)
Простой ремонт газовых котлов/колонок
Устранение протечек газа из существующих соединений
Восстановление нормального давление в расширительном баке
Замена сборного клапана котла, манометра и других гидрокомпонентов
Средний ремонт газовых котлов/колонок
Сложный ремонт газовых котлов/колонок
Очистка, выставление зазоров электродов и ионизации и розжига
Дополнительные работы, не вошедшие в основной перечень
Да. Ремонтируем газовые плиты. Цена за ремонт – от 1000 до 2500 рублей
Добрый совет №1: сохранение тепла дома
Увеличение КПД газового котла и сохранения тепла с помощью жидкой теплоизоляции. Для тех, у кого есть индивидуальное отопление в доме или квартире, есть проверенный способ увеличить сохранность тепла, при этом не заставляя работать ваш газовый котел больше нормы! Каждый час сохраненного тепла при выключенном газовом котле увеличился на 15 минут, при этом сократились расходы на электроэнергию, так как можно было выключить газовый котел.

Добрый совет №2: защита от теплопотерь
Применение жидкой теплоизоляции при ремонте и обслуживание котельного оборудования позволит сократить теплопотери на 50%. Легко наносится на трубопроводы горячего и холодного водоснабжения. Препятствует появлянию конденсатообразования на металлических основаниях. Используется дополнительно как антиожеговое средство в целях безопасности на запорной арматуре.

Выездное обслуживание по области 30 рублей/километр до места расположения оборудования заказчика.
Мы заменим вашем газовому «другу» запчасти, настроим на оптимальный режим работы. По вопросам сервисного обслуживания и постгарантийного ремонта газовых котлов выше перечисленных марок обращайтесь к нашим специалистам Виталию или Юрию, которые ответят на все ваши интересующие вопросы. Консультация по телефону бесплатна!
Выезд на объект без заключения договора мастера для диагностики неисправности котла стоит:
1000 рублей для физических лиц
2500 рублей для юридических лиц за наличный расчет
3500 рублей для юридических лиц за безналичный расчет
При наличие на объекте уже выполняющих данную работу сотрудников других организаций или индивидуальных предпринимателей, а также частных лиц, выполняющих данную работу, стоимость вывоза возрастает в два раза от первоначальной суммы!
Внимание! Открыто представительство в Скопине. Наш специалист Андрей определит неисправность и отремонтирует вашего газового «друга» и проконсультирует вас по работе с ним. Зона обслуживания представительства включает не только Скопин, но 80 км от него (приблизительная территория охвата: Пронск, Ряжск, Милославское, Горлово от Скопина)
Полная стоимость работ определяется после выезда на объект и его детального осмотра. Полная стоимость работ фиксируется в договоре, имеющим юридическую силу и защищающим ваши права, а нас обязывающим выполнить работы (оказать услуги) качественно и в срок.
Внимание! Цены не включают Налог на добавленную стоимость (НДС). При работе с организациями и индивидуальными предпринимателями, которые применяют общую систему налогообложения, НДС прибавляется к полной стоимости оказываемых услуг и выполняемых работ. Цены могут быть скорректированы с учетом валютного курса и инфляции в регионе и стране.
Сервисный центр газовых котлов
Ремонт котлов Gazlux

Заключение договоров





Специалисты компании “Теплосервис-ОВК” производят комплексный ремонт котлов Gazlux и котельного оборудования. Своевременное техническое обслуживание позволяет предотвратить сбои и неисправности в работе оборудования, которые могут повлечь за собой сложный и дорогостоящий ремонт.
СТОИМОСТЬ РЕМОНТА КОТЛА
ДИАГНОСТИКА
Бесплатно! Полное обследование котла и всего оборудования в доме
ВЫЗОВ МАСТЕРА
Стоимость выезда мастера в любую зону Подмосковья и ближайших областей
РЕМОНТ КОТЛА
Минимальная цена ремонта с устранением неисправности работы котла
С ДОГОВОРОМ
Скидка на работу в полном объеме при заключении договора ТО котла
Ремонт газовых котлов осуществляется в соответствии с рекомендациями заводов-изготовителей котлового и горелочного оборудования, в связи, с чем наладка и ремонт в нашей компании являются высококачественными услугами, выполняемыми по европейским стандартам и с использованием высокоточного импортного оборудования для ремонта газовых котлов.
Отсутствие своевременного осмотра приводит в конечном итоге к замене узлов и агрегатов, вышедших из строя внезапно.
ПРЕИМУЩЕСТВА НАШЕЙ КОМПАНИИ



Ремонт и наладка газовых котлов – одно из направлений деятельности нашей компании. Помните, что плановое профилактическое сервисное обслуживание позволяет существенно сократить расходы на топливо, а так же существенно продлевает жизнь Вашему котельному оборудованию.
За более подробной информацией обращайтесь к менеджерам нашей компании.
СЛОМАЛСЯ КОТЕЛ?
ЗВОНИТЕ: +7 (495) 181-18-04
Мы работаем ежедневно и Вы можете звонить нам 24 часа в сутки, 7 дней в неделю. И нам не важно, постоянный Вы наш клиент или нет, мы поможем Вам с ремонтом котла даже в ночь с 31 декабря на 1 января!
Мы предлагаем свои клиентам только высокий уровень обслуживания. Рекомендации для нас очень важны и поэтому мы придерживаемся конкурентоспособных цен. Сравните наши цены с конкурентами.
Мы выезжаем на ремонт котлов в Москве и Московской области. Выезд мастера осуществляется СЕГОДНЯ по любому адресу Подмосковья.
Сервисный центр газовых котлов
Ремонт и ТО котлов, водонагревателей
Современные отопительные котлы и водонагреватели являются сложными техническими изделиями, конструктивно состоящими из различных узлов и агрегатов.
Проводить техническое обслуживание и ремонтировать газовое оборудование должны высококвалифицированные специалисты, имеющие всю необходимую техническую документацию, рекомендации заводов изготовителей, оригинальные запасные части, специальное оборудование, прошедшие обучение на семинарах изготовителей оборудования.
Сервис является обязательным условием эксплуатации газового котла. Любая неисправность оборудования может привести к аварии, поэтому важно, что бы котел обслуживался своевременно и профессионально.
Осуществление ежегодного технического обслуживания (ТО) позволит продлить срок службы газовых котлов, повысит теплоотдачу теплообменников, снизит расход газа и предупредит преждевременный выход из строя механизмов и узлов оборудования.
Важно: Согласно Правилам, утвержденным Постановлением Правительства РФ от 21.07.2008г. №549, потребителям природного газа необходимо заключить договор на проведение работ по техническому обслуживанию газового оборудования. В случае незаключения договора, Вам может быть приостановлена подача газа!
Наш сервисный центр предоставляет данный Договор после проведения технического обслуживания Вашего оборудования.
Техническое обслуживание газового котла включает в себя:
- Проверка работоспособности воздухоотводчика и циркуляционного насоса
- Проверка состояния гидроблоков
- Проверка герметичности подключения газовой подводки
- Осмотр (чистка) теплообменников (при необходимости)
- Осмотр (чистка) электродов розжига и ионизации (при необходимости)
- Контроль состояния камеры сгорания
- Проверка настройки газового клапана
- Проверка исправности датчиков контроля температур
- Проверка давления в расширительном баке
- Проверка работоспособности автоматического байпаса
- Проверка и при необходимости прочистка датчика протока гвс
Прайс-лист работ по ремонту и техническому обслуживанию газового водогрейного оборудования
(СТОИМОСТЬ РАБОТ БЕЗ УЧЁТА СТОИМОСТИ ЗАПАСНЫХ ЧАСТЕЙ)
| Выезд мастера | По городу Воронеж | 500 руб. |
| За пределы Воронежа | 500руб.+15руб/км | |
| Газовый проточный водонагреватель (колонка) | Диагностика/Стендовые испытания | 800 руб. |
| Ремонт | 200 руб. | |
| Промывка теплообменника | 1500 руб. | |
| Демонтаж/Монтаж (без учета расходных материалов) | 2100 руб. | |
| ТО | 200 руб. | |
| Котел газовый настенный | Диагностика/Стендовые испытания | 1000 руб. |
| Ремонт | 1000 руб. | |
| Замена картриджа (без учета расходных материалов) | 500 руб. | |
| Демонтаж | 2500 руб. | |
| Монтаж (без учета расходных материалов) | 6500 руб. | |
| Договор/ ТО | 1000 руб. | |
| Котел газовый напольный | Диагностика | 1500 руб. |
| Ремонт | 500-3500 руб. | |
| Установка полнопроточных фильтров на полипропилен (за шт) | 500 руб. | |
| Монтаж (без учета расходных материалов) | 6500-10000 руб. | |
| Договор /ТО | 2000 руб. |
РЕМОНТНЫЕ РАБОТЫ = Выезд мастера+Диагностика+Стоимость Работ
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ = Выезд мастера+Диагностика+ТО (договор)
После проведения технического обслуживания выдается договор.
Сервисный центр газовых котлов
Ремонт и обслуживание газовых котлов
Срочный ремонт и сервисное обслуживание любых газовых котлов!
Регулярное техническое обслуживание котлов долго помогает избежать неисправностей, однако рано или поздно они все равно могут появиться. Любое, даже самое долговечное оборудование, рано или поздно нуждается в ремонте.
Преимущества сервисной службы Дачные спасатели
Любые формы взаимодействия. Мы работаем по договору обслуживания, который выбирает абонент исходя из своих нужд – Доверенный контроль, Сервисный или Комплексный договор.
Минимальное время выезда. Аварийная сервисная служба выезжает на объекты 24 часа в сутки 7 дней в неделю.
Сертифицированные специалисты. Наши сотрудники постоянно повышают квалификацию, имеют сертификаты на проведение ремонтных работ от производителей газового оборудования – Viessmann, Protherm, Vaillant, Ferroli, Buderus, Baxi и других.
Большой опыт работы. Мы занимаемся ремонтом газовых котлов и отопительного оборудования более 10 лет. За это время мы завоевали большое количество постоянных клиентов, довольных нашей работой.
Гарантия на обслуживание. Мы даем гарантию 1 год на все проведенные работы.
Собственные запчасти. У нас есть все необходимые оригинальные запчасти для ремонта оборудования.
Взаимодействие с Мособлгазом. Мы заключили договор с Мособлгазом и в рамках нашего договора на обслуживание можем осуществлять замену газовых счетчиков, котлов или провести газификацию дома.
Основные виды неисправностей отопительных котлов:
- Выход блоков розжига из строя,
- Поломка электронных плат, модулей и других частей котла, которые находятся под напряжением.
- Выход из строя деталей, подвергающихся температурному воздействию (изоляционные панели, электрод розжига, ионизационный электрод, трубки горелки, теплообменник).
Основные причины выхода деталей котла из строя:
- перебои в электроснабжении;
- недостаток воздуха (отсутствие приточной вентиляции);
- несвоевременное техобслуживание котла;
- неквалифицированное вмешательство в блоки регулирования горелки;
- наличие некачественных деталей;
- перебои с газовым давлением на подающей линии и при подаче в горелку;
- неправильный выбор температурного режима;
- засорение газоходов;
- запыленность помещения и т.д.
Что нужно сделать в случае остановки котла?
При аварийной остановке Вашего котла, необходимо срочно вызвать наших специалистов. Качественный ремонт и обслуживание газовых котлов могут осуществить только профессионалы. Не стоит пытаться устранить неисправность своими руками, поскольку это может привести к негативным последствиям. В сервисной службе «Дачные спасатели» работают только квалифицированные знатоки своей профессии, отлично разбирающиеся в устройстве отопительных систем и котельных. Сервисная бригада оперативно осуществит выезд в назначенное место и выполнит качественный ремонт газового котла.
Мы работаем круглосуточно! Звоните прямо сейчас: +7 (499) 505-50-15
Заключая с нами договор на регулярное обслуживание котлов отопления, Вы получаете преимущество, которого нет у других. Мы предоставляем Вам уникальную услугу инновационной системы дистанционного GSM управления и мониторинга состояния Ваших инженерных систем. Специальный прибор собирает показания датчиков, а затем передает их на наш сервер, и диспетчер при необходимости перезапустит котел, перекроет подачу воды в дом, отправит аварийную бригаду на объект, а также свяжется с Вами и известит Вас об аварийной ситуации. Если Вы уезжаете, мы позаботимся об обслуживании котла в Ваше отсутствие. Для того, чтобы ремонт котла не стал частой проблемой, обязательно следите за регулярным техническим обслуживанием вашей котельной. И тогда оборудование будет служить Вам долго и безупречно!
Сервисный центр газовых котлов
Газовое сварочное оборудование
Сейчас газовое сварочное оборудование используется повсеместно. Все чаще сварщики применяют в своей работе газ, и это не удивительно. Благодаря газу удается выполнить сразу несколько задач: защитить шов от окисления, сформировать шов или разрезать металл.

В этой статье мы кратко перечислим, какое оборудование используется для сварки и для резки с применением газа. Вы также узнаете, как принцип работы газового оборудования и каким оно бывает.
Общая информация
Газовая сварка — это незамысловатая технология сварки и резки металлов. Для ее осуществления вам понадобится два баллона: с кислородом и с горючим газом. Баллоны подключаются к газовой горелке, и при их одновременной подаче смешиваются, образуя узкий язык пламени. Подача обоих газов регулируется с помощью двух вентилей, так что вы можете самостоятельно выбирать пропорции смешения.
Затем в сварочную зону подается проволока, и ее прогревают с помощью пламени горелки. Пруток плавится вместе с основным металлом и смешивается в сварочной ванне, после чего образуется шов.

Разделяют два типа газового оборудования: стационарное и переносное. Стационарное оборудование используется только на производствах, где сварщику не нужно перемещаться с места на место. Вся его работа проходит на сварочном посту. А переносное оборудование можно встретить у многих мастеров: от домашних сварщиков до организаций, оказывают сварку на выезде.
Как правило, переносной комплект оборудования закреплен на специальной тележке с колесами, позволяющей перемещать баллоны и комплектующие. Такой комплект весит не так много, как стационарный пост, и все компоненты легко заменить.
Оборудование
Итак, вы уже знаете, что суть газовой сварки заключается в смешивании двух газов для последующего прогрева присадочного прутка. Который, в свою очередь, участвует в формировании сварного шва у металла. Мы также упомянули некоторые составляющие комплекта оборудования для сварки и резки с применением газа. Давайте перечислим их подробнее.
Начнем с газов. Для выполнения сварки или резки необходимо использовать кислород и горючий газ. Зачастую в качестве горючего газа используется ацетилен. Иногда пропан. Именно газ является главным компонентом всего комплекта оборудование.
Также оборудование для газовой резки и сварки металлов состоит из горелки, шлангов и редуктора.
Газовая горелка — второй по значимости компонент всей системы. Газовой горелкой не только прогревают металл. Она также служит для смешения газов и формирования языка пламени. Интенсивность и форму пламени можно регулировать. Это возможно как для сварки ацетиленом, так и для сварки пропаном.

Шланги (они же рукава) необходимо для коммутации горелки с баллонами. По ним передается газ для последующего смешивания в горелке. Шланги изготавливаются из резины, они гибкие и долговечные, но все-таки нуждаются в периодической замене

Еще один важный компонент — газовый редуктор. Вы можете обойтись и без него, но этот простой прибор способен существенно упростить сварку. Редуктор устанавливает на баллон и необходим для понижения давления. Но это общее определение. На самом деле, редуктор не просто снижает показатели давления. Он скорее оптимизирует его до нужных значений.

Вместо заключения
Газосварочное оборудование для газовой сварки может быть разным, в зависимости от тех задач, которые вам нужно выполнить. Домашним мастерам подойдет переносной комплект, а вот профессиональным сварщикам в цеху будет достаточно стационарного оборудования. Если вы новичок, то приобретите набор горелок и рукавов. Так вы сможете испробовать разные комплектующие и выбрать наиболее подходящие. Не забывайте о средствах индивидуальной защиты. Приобретите не только робу, но и очки для газовой сварки. Желаем удачи в работе!
Сварочное оборудование газовое
Газосварочное оборудование. Перечень оборудования и аппаратуры для газовой сварки
Для выполнения работ по газовой сварке или газовой резке, сварочный пост необходимо оснащать следующим газосварочным оборудованием: ацетиленовый генератор, или баллон с горючим газом (пропаном, бутаном, ацетиленом, водородом или другим), баллон с кислородом, редуктор для горючего газа, редуктор для кислорода. Редукторы необходимы для снижения давления газа, выходящего из баллона и направляемого в горелку или резак.
В перечень оборудования и аппаратуры для газовой сварки входят, также сварочный стол, на котором производятся работы, приспособления для сборки и закрепления свариваемых деталей, комплект инструментов для сварщика, специальные очки для защиты глаз и спецодежду.
.jpg) Ацетиленовые генераторы для газовой сварки
Ацетиленовые генераторы для газовой сварки
Ацетиленовые генераторы – это аппараты, предназначенные для получения ацетилена путём смешивания карбида кальция с водой. Входят в состав передвижных и стационарных сварочных постов для газовой сварки. Классифицируются по нескольким признакам. По принципу действия делятся на пять типов. От принципа действия генератора зависит область его применения. Подробнее обо всём этом можно посмотреть на странице: “Ацетиленовый генератор. Классификация, устройство и принцип действия ацетиленовых генераторов”.
Предохранительные затворы
Устройства, предназначенные для предохранения ацетиленовых генераторов от попадания в них взрывной волны при проведении газовой сварки в случае, когда происходит обратный удар газового пламени. Предохранительные затворы должны в обязательном порядке быть на каждом газосварочном посту. Подробнее о них можете узнать на странице: “Предохранительные затворы ацетиленовых генераторов”.
.jpg) Газовые баллоны для газовой сварки
Газовые баллоны для газовой сварки
Газовые баллоны используют для хранения, транспортировки и подачи на газовую горелку или резак кислорода и горючих газов. Они входят в состав переносных или передвижных газосварочных постов. Газовые баллоны окрашиваются в разные цвета, в зависимости от того, какой газ находится в баллоне. Подробную информацию о них можете найти на странице: “Газовые баллоны для сварки. Газосварочные баллоны”.
.jpg) Газовый редуктор для сварки
Газовый редуктор для сварки
Редукторы для горючего газа и кислорода устанавливают на газовых баллонах для понижения давления газов, подаваемых из баллона в газовую горелку. Подробную информацию о них, их устройстве и принципе действия смотрите на странице “Газовый редуктор для сварки. Устройство редуктора для газового баллона”.
.jpg) Сварочные горелки
Сварочные горелки
Для смешивания горючего газа и кислорода при газовой сварке, и получения газового пламени, используются сварочные горелки. Согласно ГОСТ1077, горелки классифицируются по нескольким признакам. По способу подачи газа они различаются на инжекторные и безынжекторные. Это основной способ их классификации. Наибольшее практическое применение получили инжекторные сварочные горелки. Подробно описание, устройство и принцип работы всех типов горелок изложено на странице “Газовая сварочная горелка. Устройство сварочных горелок”.
Газораспределительные рампы, трубопроводы и рукава для газовой сварки
В случае, когда сварка выполняется при большом расходе горючего газа, питание налаживают от газораспределительной рампы. Рампа состоит из двух коллекторов, гибких трубопроводов и рампового редуктора. На каждом из коллекторов смонтирован запорный вентиль, который даёт возможность замены газового баллона на одном из коллекторов, не останавливая, при этом, работу другого. Уменьшение давления газа происходит за счёт рампового редуктора. Давление кислорода, азота и воздуха понижают от 1,5МПа до 0,15МПа (в отдельных случаях до 0,03Мпа). Давление ацетилена, пропана, бутана и других горючих газов – от 1,9МПа до 0,01МПа.
Подача кислорода и горючих газов от газораспределительных рамп к рабочим местам происходит по трубопроводам.
Трубопроводы для подачи ацетилена разделяют на три группы, в зависимости от рабочего давления:
-низкого давления, до 0,01МПа;
-среднего давления, от 0,01 до 0,15МПа;
-высокого, свыше 0,15МПа.
Трубопроводы для подачи кислорода, в зависимости от рабочего давления, также бываю трёх групп:
-низкого давления, до 1,6МПа;
-среднего давления, от 1,6 до 6,4МПа;
-высокого, свыше 6,4МПа.
Арматура и трубопроводы для подачи ацетилена изготовлены из стали и окрашены в белый цвет. Арматуру и трубопроводы для подачи кислорода изготавливают из латуни или бронзы и окрашивают в голубой цвет.
Рукава (шланги) для газовой сварки
.jpg) Рукава (шланги) для газовой сварки необходимы для подачи кислорода и горючих газов от баллонов и рамп к сварочным горелкам. Рукава должны быть прочными и гибкими, чтобы не создавать затруднений при работе сварщика.
Рукава (шланги) для газовой сварки необходимы для подачи кислорода и горючих газов от баллонов и рамп к сварочным горелкам. Рукава должны быть прочными и гибкими, чтобы не создавать затруднений при работе сварщика.
Изготавливают рукава из вулканизированной резины с тканевыми прокладками по ГОСТ9356. Различают три класса рукавов для газовой сварки:
Класс I – для подачи горючих газов под давлением до 0,63МПа. Рукава данного класса окрашены в красный цвет.
Класс II – для подачи горючих жидкостей (бензин, керосин и др.) под давлением 0,63МПа. Такие рукава окрашивают в жёлтый цвет.
Класс III – данный класс рукавов предназначен для подачи кислорода под давлением до 2,0МПа. Окрашены эти рукава в голубой цвет.
Рукава состоят из внутренней резиновой прослойки (резиновой камеры), далее идёт слой оплётки металлическими ниятми и слой наружной резиновой прослойки. Стандартом предусмотрены следующие типоразмеры рукавов для газовой сварки:
Сварочное оборудование газовое
Газовое сварочное оборудование
Из всех существующих видов сварки и резки металла, газовая обработка представляет самый эксплуатируемый. Газовое сварочное оборудование, как и сам энергоноситель, относятся к самым недорогим видам. К квалификации работника, также предъявляются не очень высокие требования: к работе допускается резчики от 2 разряда и выше.
Распространение этот вид сварки получи благодаря своей стоимости и, немаловажно, мобильности. Оборудование для газовой сварки состоит из двух баллонов (1 – газ, 2- кислород), системы резиновых шлангов или рукавов и горелки. Общим весом до 100 кг. Для перевозки можно использовать любой рессорный транспорт, но с условием выполнения ТБ – баллон с ацетиленом должен находиться постоянно в вертикальном положении и закреплён. А для переноски на расстояние достаточно двух человек.

Область применения 
Благодаря тому, что оборудование для газовой сварки доступно и недорого, его применяют на всех видах стройки, коммунальными хозяйствами при замене газовых и водяных труб, на металлургических, автомобильных, комбинатах и заводах, на высотных работах: строительных корабельных и т.д. Резать такой сваркой можно абсолютно все виды сплавов, в том числе и цветные, толщиной до 800 мм, а вот соединять только низкоуглеродистые и нелегированные толщиной до 30 мм.
Виды оборудования для газовой сварки
Очень важно знать и использовать технику безопасности используя сварочное оборудование. Газосварка относятся к взрывоопасным работам! Для работы с ацетиленом используется двухкамерный баллон с защитой от обратного попадания пламени. Исключено подвергать ацетиленовые баллоны ударам, толчкам и нагрев ≥ 40 ºC.

При срабатывании защиты (обратки) единожды нельзя продолжать работу, необходимо прочистить резак, осмотреть его и убедиться в исправности редуктора, только после этого продолжить работу.
Вид горючего газа, используемого как основной источник горения, определяет сварочное оборудование газовой сварки, в котором меняется только баллон, резаки или горелки. Два вида применяемого газа:
- пропан–бутан – поставляется в баллонах, заправляемых на специальных станциях;
- ацетилен – получают при химической реакции соединения карбида и с ацетоном.
Для эффективного горения к горючим газам подмешивают кислород, получая смеси:
- Пропанобутаново –кислородную применяют больше для резки толстостенных деталей до 800 мм и сварки деталей толщиной кромки до 7 мм;
- Ацетиленокислородная универсальная смесь, используется и для сварки, резки металла, очистки поверхности и ее разогрева для термической обработки.
Для подержания постоянного давления, оборудование для газовой сварки оснащается редуктором, устанавливаемым на выходе из баллона. Также для замера давления газов в баллонах, на выходе крепятся рабочие манометры. Смешивание двух газов осуществляется в смесительной камере резака.

Популярные модели и их основные характеристики
На рынке представлено оборудование для сварки от различных производителей, некоторые из них выпускают полную линейку оборудования как для переносной (ручной) сварки, так и стационарной, используемой на предприятиях в поточных линиях. Предлагают свои услуги китайские фирмы, но наиболее безопасно пользоваться отечественными или европейскими:
- Ideal (Германия);
- Steiger (Германия);
- Graphopress (Нидерланды);
- kz (Россия);
- Диоксид (Россия).
Критерии выбора
- Критерии выбора газосварочного оборудования для газовой сварки просты, исходя из необходимости проведения работ: резка или соединение, выбирается наиболее доступный газ. Большинство работ проводится с ацетиленом.
- Второй критерий – толщина металла. Сваривать или резать ацетиленом можно низкоуглеродистые нелегированные стали, толщиной до 20 мм. Пропан больше выбирают для резки толстостенного металла – до 400 мм используют стандартный режим давления, а для толщины в диапазоне от 400 до 800 мм необходимо повышенная продувка кислородом, что влечет за собой повышение давления в газопроводе.
- Третий – технические возможности газовых горелок и резаков.
Технические характеристики баллонов для газа
Переносное оборудование для газовой сварки и резки металлов использует газы, находящихся в герметически закрытых сосудах – баллонах, под давлением. Для каждого вида газа используется емкость индивидуальной формы, размера и вентиля.
- Кислородные баллоны изготавливаются из углеродистых или легированных сталей. Бесшовные трубы применяются для изготовления баллонов, работающих под давлением ≥ 30 кгс/см², для более низкого давления могут использоваться сварные конструкции. Для сварки используются типы 150 и 150JL, вместимостью до 40 л, изготовленные по ГОСТ949–73.
- Ацетиленовые баллоны изготавливают по ГОСТ 5948–60. Наиболее безопасный вариант – это использование двухкамерных баллонов, в которых давление выравнивается более эффективно. Но оно не должно превышать 19 кгс/см² при 20ºС;
- Баллоны для пропанобутановой смеси изготавливаю по ГОСТ 15860–70, вместимостью 40 и 50 л. Максимальное давление в баллонах 16 кгс/м² и вместимость 24 кг.
Баллоны взрывоопасны при попадании на вентиль масел и жиров!»
Баллоны газовые относятся к повышенной категории взрывоопасности, поэтому к ним предъявляются жесткие требования. Даже для их транспортировки или переноски необходимо пройти обучение и получить допуск.
Технические характеристики резаков
Регулировка давления горючего газа на сварочном оборудовании осуществляется редуктором, подсоединяемому к каждому баллону индивидуально. Основной критерий выбора редуктора – пропускная способность. Ее подбирают в зависимости от проводимых работ и используемых резаков. Редуктора разделяются конструкционно на одноступенчатые (обратного действия) и двухступенчатые. Вторые характеризуются как более точные.
Смешивание газов происходит непосредственно в резаке. Тело резака изготавливают из углеродистой стали с возможностью замены мундштука, инжектора, запорных клапанов и т.д. Основное ее назначение – управление процессом и смешивание газов.
Резаки различаются по мощности, т.е. пропускной способности, из чего вытекает использование подходящих по типу и размеру горелок. Благодаря съемным частям, резаки применяются универсально, для всех видов газа.
Технические характеристики горелок
Горелки на сварочное оборудование для газовой сварки на пропане и ацетилене выпускают трех видов:
- малой мощности Г-2– поставляются с наконечниками 0;1;2;3;4, предназначается для работы с металлом толщиной 0,3-7 мм;
- средней мощности Г-3 с наконечниками 5,6,7 предназначаются для работы с металлом 7-30 мм;
- безинжекторные – работают под давлением ацетилена и кислорода в диапазоне 0,01-0,08 МПа;
- ГАО-2 – назначение очистка поверхностей с шириной обрабатываемого шага 100 мм;
- Для пропанобутановой сварки, выпускается два типоразмера:
- ГЗУ-3 – назначение сваривание металла толщиной 0,3-7 мм;
- ГЗМ-4 – назначение подогрев металла;
- Универсальные или специальные – выпускают для всех видов газа. Назначение: нагрев металла, различаются по размерам и, соответственно, обрабатываемой площади.
Заключение
Кроме того, что газ и оборудование для газовой сварки можно отнести к самым дешевым видам обработки металла, к ним также можно добавить, что газовая сварка единственный метод, который не требует подключения к электросети и не зависим от каких-либо стационарных источников.
Сварочное оборудование газовое
Особенности газового сварочного аппарата
Из всех известных способов обработки металлов газовая сварка – самый распространённый и недорогой, что объясняется сравнительно низкой стоимостью используемого энергоносителя. И действительно, цена на применяемые при сварке газы, такие, к примеру, как пропан, бутан, ацетилен и кислород несравнима с тем же показателем для относительно дорогого метода сварки электрической дугой.
Поэтому способ соединения свариваемых заготовок сгораемыми газовыми смесями получил широкое распространение не только в промышленном производстве, но и в быту. А для работы с газами нужен соответствующий сварочный аппарат.

Области применения
Доступность и относительная дешевизна монтажных работ с применением газовых сварочных аппаратов определили и сферу их использования в практической деятельности человека. Методы газовой сварки широко применяются в следующих ситуациях:
- при проведении большинства видов строительных и монтажных работ;
- в коммунальном хозяйстве (при ремонте и замене газовых, тепловых и водных магистралей);
- в металлургии, автомобиле- и судостроении, а также при проведении высотных работ на строящихся объектах любых категорий сложности;
- в частных подсобных хозяйствах (при наличии соответствующего оборудования и профессиональных навыков).
В домашних условиях этот вид сваривания деталей применяется не так часто, однако при наличии соответствующего разрешения от пожарных служб он вполне допустим.
С помощью газовой сварки и с применением соответствующих аппаратов удаётся соединять практически все виды сплавов, включая цветные металлы (при толщине заготовок до 80-ти миллиметров). В случае меньшей толщины деталей этот способ подходит и для работы с низкоуглеродистыми и нелегированными сталями.
Особенности оборудования
Ещё одним достоинством газовой сварки, влияющим на оценочные характеристики этого метода работ, является невысокая стоимость газового сварочного аппарата и большая по сравнению с другими агрегатами мобильность.
Типовой комплект газового сварочного оборудования состоит из пары баллонов, специальных рукавов или шлангов и горелки, что в общей массе редко превышает 100 килограммов. Баллоны с газом подвозят к месту работ и соединяют с горелкой герметичными прорезиненными рукавами. По сути это и есть сварочный аппарат или газовый пост.
Редуктор
 Для регулировки параметров сварочного процесса (давления газового состава, например) в комплектующий набор оборудования входит специальный редуктор, подключаемый к каждому типу ёмкости индивидуально.
Для регулировки параметров сварочного процесса (давления газового состава, например) в комплектующий набор оборудования входит специальный редуктор, подключаемый к каждому типу ёмкости индивидуально.
Его основным рабочим параметром, определяющим выбор конкретного вида сваривания, является пропускная способность. То или иное значение этого показателя подбирается в соответствии с условиями проведения работ и применяемых для сварки резаков, в которых осуществляется непосредственное смешивание газов.
Корпус резака делают из специальной углеродистой стали. Он располагает возможностью оперативной замены всех своих составляющих, включая инжектор, клапана и мундштук. Эти универсальные комплектующие могут различаться по мощности (или производительности), определяющей выбор подходящей по типоразмеру горелки.
Горелка
 Последний элемент аппарата (имеется в виду горелка) в зависимости от типа используемой газовой сварочной смеси может иметь самые различные исполнения.
Последний элемент аппарата (имеется в виду горелка) в зависимости от типа используемой газовой сварочной смеси может иметь самые различные исполнения.
Так для ацетиленовой сварки подходят изделия малой и средней производительности с наконечниками от нулевого до седьмого размера (они предназначаются для сваривания металлов толщиной от 0,3 до 30 миллиметров). Нередко применяются горелки, не имеющие инжектора и функционирующие под давлением поступающей смеси газов.
Для сварки пропанобутановой смесью выпускается два типоразмера этих приборов:
- вариант исполнения ГЗУ-3, используемый для сваривания заготовок толщиной от 0,3-х до 7-ми миллиметров;
- модель ГЗМ-4, предназначенная для предварительного подогрева металла.
Помимо рассмотренных видов газового сварочного оборудования используются универсальные или специализированные горелки, предназначенные для обработки всех известных видов газа.
К особенностям рассматриваемого сварочного аппарата и самой технологии газосварки следует отнести взрывоопасность используемых при сплавлении веществ и как следствие – необходимость в крайне осторожном обращении с баллонами. Вот почему рассмотрению этого вопроса следует уделить особое внимание.
Требования к баллонам
 В комплект газового оборудования, используемого для сварки и резки металлических конструкций, входят герметически закрывающиеся сосуды или баллоны, в которых газ находится под высоким давлением.
В комплект газового оборудования, используемого для сварки и резки металлических конструкций, входят герметически закрывающиеся сосуды или баллоны, в которых газ находится под высоким давлением.
Для содержания любого вида газообразных составов (другое их название – «активные газы») предназначается особая ёмкость, имеющая отличающуюся от других баллонов форму и размеры. Вентили для различных газовых смесей также отличаются по своей конструкции.
Кислородные баллоны, в частности, изготавливаются из бесшовных труб, производимых на основе углеродистых или легированных сталей, и рассчитаны на работу под высоким давлением.
При газовой сварке с более низким показателем давления могут применяться трубные конструкции сварного типа с рабочей ёмкостью до 40 литров (изготавливаются согласно ГОСТ 949–73).
Порядок производства сварочных баллонов для ацетилена нормируется требованиями ГОСТ 5948–60, в соответствии с которыми предписывается применять двухкамерные ёмкости, обеспечивающие более эффективное выравнивание давлений.
Рабочие ёмкости для пропанобутановых смесей изготавливаются согласно ГОСТ 15860–70, в котором оговариваются их основные параметры (вместимость и предельное давление).
Все виды перечисленных сварочных емкостей должны быть надёжно защищены от попадания на их вентильное устройство технических масел и жиров, что может привести к взрывоопасной ситуации.
Поскольку эти составляющие сварки газом относятся к разряду изделий повышенной взрывоопасности – к обслуживающему их персоналу предъявляются предельно жёсткие требования.
Без предварительного обучения и оформления разового допуска на проведение работ непросто получить разрешение даже на их транспортировку.
Бытовая сварка
При подготовке организации работ с применением газового сварочного аппарата в бытовых условиях должны соблюдаться особые меры предосторожности, которые в условиях производства контролируются в штатном режиме.
Основное внимание следует уделить безопасным приёмам обращения с газовыми баллонами, для перевозки которых в пределах строительной площадки вполне подходит простейшее средство передвижения (тележка, например).
Однако при использовании такого транспорта необходимо помнить о том, что баллон с ацетиленом должен надёжно закрепляться в вертикальном положении. Переносить же газосварочное оборудование с места на место (на короткие дистанции) вполне по силам двум физически здоровым мужчинам.
Несмотря на простоту используемых газовых аппаратов, данный вид обработки металлических заготовок требует высокой квалификации каждого частного исполнителя.
В заключении ещё раз надо отметить, что газосварка относится к самым дешевым методам обработки металлов плавлением, не требующим наличия поблизости электрических сетей. Благодаря указанному преимуществу этот способ сварки используют в отдалённых районах и сельских местностях, лишённых централизованного электроснабжения.
Сварочное оборудование газовое
Сварочный пост для газовой сварки: что это такое, какие виды существуют и в чем принципиальные различия?
Сварочный пост – это рабочее место сварщика, на котором имеется необходимое для работы оборудование. В случае осуществления сварочных работ с использованием различных газов можно вести речь о специализированных газосварочных постах.
Основные виды газосварочных постов
В настоящее время такие посты делятся на два основных вида.
Стационарные
Стационарный пост для газосварочных работ не может перемещаться ввиду своих габаритов (в некоторых случаях по площади он может занимать несколько квадратных метров).
Состав такого поста отвечает главному требованию – возможности выполнения большого объема сварочных работ с высокой производительностью. По этой причине в состав такого газосварочного поста входит оборудование, рассчитанное на беспрерывную работу.
Преимуществом такого поста является его высокая производительность по сравнению с портативным постом, а также возможность выполнять различные виды сварочных работ, в том числе достаточно сложных по своему содержанию.
Недостатками такого вида поста является невозможность его перемещения, а также необходимость постоянного обслуживания используемых в нем систем подачи газов.
Портативные (переносные и передвижные)
Такие посты используются, в первую очередь, для ремонтно-восстановительных работ, а также в бытовых нуждах. Главным отличием от стационарных постов являются сравнительно небольшие габариты, которые позволяют перемещать такие посты вручную или с использованием специальной техники, но без критичных по объему трудозатрат. Кроме того, в портативных постах нет необходимости в постоянной подаче газа.
Главным недостатком такого поста является то, что выполнить большой объем работ с высокой производительностью не получится. Это обусловлено небольшой емкостью баллонов с газом или ацетиленовых генераторов, что существенным образом ограничивает возможности выполнения сварочных работ. Однако решить данную проблему можно посредством установки дополнительных баллонов или генераторов, что при всем удобстве данного решения может существенным образом оказать влияние на общий вес и итоговую мобильность поста.
Оборудование газосварочного поста
Вне зависимости от того, о каком виде сварочных постов идет речь, в него будут входить:
- кислородный баллон с редуктором либо система непрерывной подачи кислорода (наличие последней характерно для стационарных газосварочных постов);
- ацетиленовый баллон или генератор с предохранительными затворами или редукторами (для переносных постов используются генераторы мощностью до 20 м3/час, для стационарных данная мощность увеличена до 160 м3/час);
- резиновые рукава (шланги) для подачи кислорода и горючего газа в горелку или резак;
- сварочные горелки с набором наконечников, для резки – резаки с комплектом мундштуков и приспособлений для резки;
- присадочная проволока для сварки, пайки, наплавки;
- флюсы, если они необходимы для сварки данного металла;
- сварочный стол и приспособления для его сбора и складывания;
- защитные приспособления для сварщика: очки с темными стеклами, наборы ключей, молоток, зубило, щетки по металлу, линейка, угольник и т. д.;
- система вентиляции;
- противопожарные средства;
- ведро с водой для охлаждения горелок;
- контейнеры для отходов.
Сварочное оборудование газовое
Аппаратура и оборудование для газовой сварки
Водяные предохранительные затворы
Водяные затворы защищают ацетиленовый генератор и трубопровод от обратного удар пламени из сварочной горелки и резака. Обратным ударом называется воспламенение ацетилен-кислородной смеси в каналах горелки или резака.
Водяной затвор обеспечивает безопасность работ при газовой сварке и резке и является главной частью газосварочного поста. Водяной затвор должен содержатся всегда в исправном состоянии, и быть наполнен водой до уровня контрольного крана.
Водяной затвор всегда включает между горелкой или резаком и ацетиленовым генератором или газопроводом.
Баллон для сжатых газов
Баллоны для кислорода и других сжатых газов представляют собой стальные цилиндрические сосуды. В горловине баллона сделано отверстие с конусной резьбой, куда ввертывается запорный вентиль. Баллоны бесшовные для газов высоких давлений изготавливают из труб углеродистой и легированной стали. Баллоны окрашивают снаружи в условные цвета, в зависимости от рода газа. Например, кислородные баллоны в голубой цвет, ацетиленовые в белый водородные в желто-зеленый для прочих горючих газов в красный цвет.
Верхнею сферическую часть баллона не окрашивают и на ней выбивают паспортные данные баллона.
Баллон на сварочном посту устанавливают вертикально и закрепляю хомутом.
Вентили для баллонов
Вентили кислородных баллонов изготавливают из латуни. Сталь для деталей вентиля применять нельзя так как она сильно корродирует в среде сжатого влажного кислорода.
Ацетиленовые вентили изготавливают из стали. Запрещается применять медь и сплавы, содержащие свыше 70% меди, так как с медью ацетилен может образовывать взрывчатое соединение – ацетиленовую медь.
Редукторы для сжатых газов
Редукторы служат для понижения давления газа, отбираемого из баллонов (или газопровода),и поддержания этого давления постоянным независимо от снижения давления газа в баллоне. Принцип действия и основные детали у всех редукторов примерно одинаковы.
По конструкции бывают редукторы однокамерные и двухкамерные. Двухкамерные редукторы имеют две камеры редуцирования, работающие последовательно, дают более постоянное рабочее давление и менее склонны к замерзанию при больших расходах газа.
Рукава (шланги) служат для подвода газа в горелку. Они должны обладать достаточной прочностью,выдерживать давление газа, быть гибкими и не стеснять движений сварщика. Шланги изготовляют из вулканизированной резины с прокладками из ткани. Выпускаются рукава для ацетилена и кислорода. Для бензина и керосина применяют шланги из бензостойкой резины.
Сварочные горелки
Сварочная горелка служит основным инструментом при ручной газовой сварке. В горелке смешивают в нужных количествах кислород и ацетилен. Образующаяся горючая смесь вытекает из канала мундштука горелки с заданной скоростью и, сгорая, дает устойчивое сварочное пламя, которым расплавляют основной и присадочный металл вместе сварки. Горелка служит также для регулирования тепловой мощности пламени путем изменения расхода горючего газа и кислорода.
Горелки бывают инжекторные и без инжекторные. Служат для сварки, пайки, наплавки,подогрева стали, чугуна и цветных металлов. Наибольшее распространение получили горелки инжекторного типа. Горелка состоит из мундштука, соединительного ниппеля, трубки наконечника, смесительной камеры, накидной гайки, инжектора,корпуса, рукоятки, ниппеля для кислорода и ацетилена.
- Микромалой мощности (лабораторные) Г-1;
- Малой мощности Г-2. Расход ацетилена от 25 до 700 л. в час, кислорода от 35 до900 л. в час. Комплектуются наконечниками №0 до 3;
- Средней мощности Г-3. Расход ацетилена от 50 до 2500 л. в час, кислорода от 65до 3000 л. в час. Наконечники №1-7;
- Большой мощности Г-4.
Так же есть горелки для газов заменителей ацетилена Г-3-2, Г-3-3. Комплектуются наконечниками с №1 по №7.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сварочное оборудование газовое
Проверенная временем технология – газовая сварка
Газовую сварку с полной ответственностью можно назвать царицей сварочных полей.
Все в ней хорошо: она проста в исполнении, оборудование для газовой сварки совсем недорогое, экономна в потреблении электрической энергии, список достоинств можно продолжать.
- Слабые места и нюансы технологии
- Технические стороны процесса газовой сварки
- Самые востребованные способы
- Левая сварка
- Правая сварка
- Сварка с использованием сквозного валика
- Сварка с помощью ванночек
- Многослойная газовая сварка
- Сварка окислительным пламенем и раскислением
- Нюансы с разными швами и разными металлами
- Достоинства и недостатки сварки с газовой горелкой
- Пара слов о расходных материалах
- Кислород
- Ацетилен
- Флюс и присадочная проволока
- Необходимое оборудование для газовой сварки
- Водяной затвор
- Газовые баллоны
- Шланги разного назначения
- Газовые горелки
- Редуктор
- Газовый пост
- Газовая сварка: гибридный вариант с полуавтоматом
Слабые места и нюансы технологии
Если начали с плюсов, будет честным остановиться и на минусах. Недостаток в скорости нагревания металла – она низкая.
Кроме того, рабочий участок при таком методе «распластан» – уж очень большая зона нагревания металла, из-за чего теряется много тепловой энергии. Имеет место и такое неприятное явление как коробление.
[box type=”warning”]Таким образом производительность рабочего процесса не очень высокая, а с увеличением толщины кромок свариваемых заготовок снижается еще больше.[/box]
Поэтому, если толщина вашего металлического листа больше шести миллиметров, начинайте думать о применении газовой сварки где-нибудь в другом месте. А толстый край лучше варить, к примеру, дуговым способом.
Газовая сварка – не самый дорогой способ сварки, это общеизвестно. Но газ для сварки – ацетилен и кислород, которые любят использовать в качестве сварочной газовой смеси, стоят все-таки дороже, чем электричество.
А если добавить довольно высокие риски взрывов и серьезную пожар опасность, которые мгновенно возникнут при неправильном обращении с горючими жидкостями, газами, кислородными баллонами и элементарным карбидом кальция, энтузиазм немного снижается.
Технология газовой сварки отлично подходит для широкого спектра сварочных работ: от соединения деталей из алюминия и стали до работы по бронзе и чугуну.
Сразу отметим, что газовой сварке по силам практически все металлы, включая такие капризные как медь, свинец или чугун: они варятся легче именно газовой технологией, чем какими-либо другими.
Технические стороны процесса газовой сварки
Особенности газовой сварки – демократичность ее швов, которые можно делать во всех положениях в пространстве – от нижнего до потолочного.
Труднее всего приходится с потолочными швами, так как в этом случае расплавленный металл нужно поддерживать и быстро распределять по всей длине шва с помощью повышенного давления газовой смеси от пламени.
Самые популярные швы при этом способе – стыковые. Не дружит газовая сварка со швами внахлестку и тавровыми. Дело в том, что для обоих видов швов нужен чрезвычайно сильный нагрев металла. Кроме того, в этом методе высок риск выраженного коробления.
Если края заготовок тонкие и отбортованные, их варят без использования присадочной проволоки с формированием непрерывных или прерывистых швов, которые также могут быть одно- и многослойными.
Понятно, что перед сваркой необходимо очистить края и поверхности металлических заготовок самым тщательным способом.
Один из важнейших технических компонентов ГС – манипуляции с газовой горелкой. Техника газовой сварки подразумевает, чтобы пламя держали на расстоянии около 5 мм от конца ядра, не касаясь металлической поверхности.
Присадочная проволока погружается в сварочную ванну. Интенсивность нагрева рабочей зоны можно менять. Делается это с помощью изменения угла наклона медного мундштука горелки к поверхности заготовки. Зависимость здесь прямая и понятная: чем больше угол наклона, тем выше нагрев металла от пламени.
Мундштук горелки следует двигать вдоль шва. Одновременно необходимо следить за состояние сварочной ванны: металл в ней должен быть защищен давлением газов от нежелательного воздействия окружающего воздуха. Делать это необходимо для защиты металла от оксидной пленки.
Самые востребованные способы
Способы газовой сварки могут описываться и перечисляться в нескольких толстых томах.
Левая сварка
Левый способ газовой сварки – самый распространенный среди мастеров любой квалификации. Используется для соединения металлов с тонким краем и невысоким уровнем температуры плавления. Левая и правая сварка – две стороны одной медали, запомнить это легко.
Правая сварка
Правый способ сварки годится для работы с металлами с толщиной больше 3-х мм и высокой теплопроводностью. Нужно заметить, что сварочный шов при правой сварке получается более качественным благодаря лучшей защите металла пламенем.
Использование тепла пламени при правом способе экономичнее, а скорость процесса выше почти на 20%. В эту же копилку плюсов можно добавить экономию расходов газов около 10%.
Присадочную проволоку нужно брать с диаметром, меньшим ровно в два раза толщины металлической заготовки. Проволока не может быть толще 8-ми мм.
Сварка с использованием сквозного валика
Эта технология газовой сварки предполагает постепенное, шаг за шагом, перемещение пламени с плавлением верхней кромки отверстия в заготовке и накладыванием слоя расплавленного металла на нижний край этого же отверстия.
Предварительно листы металла фиксируют вертикально, оставляя зазор между ними в половину толщины самой заготовки. Шов формируется в форме валика, который и соединяет детали. Он отличается плотностью, без каких-либо пор или шлаковых остатков.
Сварка с помощью ванночек
Здесь название говорит само за себя. Принцип метода заключается в образовании новых и новых ванночек по ходу шва. Как только образовывается одна из них, в нее вводится конец присадочной проволоки, там плавится, а затем перемещается в восстановительный участок огня горелки.
[box type=”fact”]Тем временем мундштук сопла перемещается дальше по шву – на следующий участок. Каждая новая ванночка перекрывает предыдущую примерно на одну треть диаметра проволоки.[/box]
Этим способом соединяют тонкие листы, когда нужно выполнить стыковые или угловые типы швов. Это любимый вид сварки для труб из стальных низколегированных или малоуглеродистых сплавов.
Многослойная газовая сварка
Применяется при очень ответственных видах работ, так как характеризуется довольно низкой производительностью, да и сварочные газы здесь требуются в большом объеме – метод не из дешевых. В нем происходит отжиг нижних слоев при наплавке верхних – последующих.
В результате идет отличная проковка каждого слоя перед формированием следующего шва. Такой способ значительно повышает качество металла шва.
Процесс идет в коротких участках. Особое внимание уделять очистке поверхности нижележащего слоя перед наложением следующего.
Сварка окислительным пламенем и раскислением
Эта технология создана для соединения деталей из малоуглеродистых стальных сплавов. Пламя здесь имеет резко окислительный характер, вследствие чего в сварочной ванне образуются окислы железа. Если есть окисление, необходимо и так называемое раскисление.
Его добиваются с помощью специальной присадочной проволоки с высокими долями марганца и кремния. Отличный способ с производительностью выше на 10%, чем остальные методы.
Нюансы с разными швами и разными металлами
Горизонтальные швы формируются с использованием правого способа газовой сварки. Бывают ситуации, когда процесс ведут справа налево с мундштуком внизу ванны, а проволокой сверху. Так шов образуется быстрее и легче, а расплавленный металл в ванне не стекает вниз.
Вертикальные швы наоборот, производятся левым способом с направлением снизу-вверх. Если металл толстый, применяют шов с двойным валиком.
Потолочные швы – одни из самых сложных для исполнения. Здесь нужно сначала нагреть кромки заготовки, затем до момента их оплавления в ванну помещают проволоку, которая быстро оплавляется.
Жидкий металл в ванне удерживается от стекания вниз давлением газов из горелки. Сварку делают правым способом. Лучше всего использовать технологию многослойных швов с несколькими проходами.
Низкоуглеродистую сталь можно варить практически с любыми газами. Важно выбирать правильную присадочную проволоку: она должны быть выполнена также из стали с низким содержанием углерода.
Легированные стали бывают с очень разными составами. Поэтому единого метода газовой сварки для них нет и не может быть. Если сплав жаропрочный нержавеющий, детали из него варятся с помощью проволоки с содержанием никеля и хрома.
Встречаются отдельные марки, которые можно варить только с применением молибдена в составе присадочной проволоки.
Медь и ее сплавы всегда требуют сильного пламени. Во время расплавления она чрезвычайно текучая, поэтому зазор нужно делать минимальным. Помимо проволоки из меди, в работе применяются флюсовые смеси для раскисления металла шва.
Латунь – весьма непростой металл для работы из-за его состава. Здесь высокий риск образования пор в сварочном шве из-за летучести цинка. Этот риск можно значительно снизить, подавая в смеситель горелки больше кислорода и применяя латунную проволоку в качестве присадки.
Бронза – еще один капризный сплав. Во время сварки важно не выжечь из состава его важные элементы: олово, кремний и алюминий. Поэтому пламя должно быть восстановительное, а присадка – бронзовая с добавкой кремния, который поможет в дальнейшем раскислению шва.
Достоинства и недостатки сварки с газовой горелкой
Газовая сварка металлов имеет солидный список преимуществ:
- Метод не предполагает покупки и использования сложного и дорогого оборудования. Для него не нужны, к примеру, инвертор или полуавтомат.
- Расходные материалы, применяемые при газовой сварке, широко предлагаются на рынке, можно найти любой состав или модель без трудностей.
- Не требуются специальные защитные средства, даже при газовой сварке труб.
- Главные параметры сварки хорошо регулируются: пламя любой требуемой мощности, уровень температуры нагрева металла.
Способ сварки газовой горелкой.
- Слишком медленный разогрев металла, особенно в сравнении с электрической дугой.
- Слишком обширная зона нагрева вокруг газовой горелки, вследствие чего теряется много энергии без толку.
- Тепло от горелки рассеянного типа, его трудно концентрировать.
- Метод все-таки дороже электродугового: цена газов выше стоимости электричества.
- С увеличением толщина кромок заготовок снижается скорость рабочего процесса из-за высокого рассеивания тепла.
- Практически невозможно автоматизировать процесс.
Пара слов о расходных материалах
Какой газ используют при сварке – вопрос не маловажный, в котором нужно разбираться, чтобы сделать верный выбор. Типы используемых газов разные, выбор зависит от нескольких факторов.
Кислород
Кислород, к примеру, отличается полным отсутствием цвета и запаха. Роль у него особая, он выполняет функцию катализатора процессов плавления металлов во время сварки. Хранение и транспортировка кислорода производятся в баллонах с постоянным давлением. Это дело непростое, но вполне выполнимое.
[box type=”warning”]Главное – знать и выполнять правила безопасности в обращении с кислородными баллонами и самим газом. Например, присутствие технического масла может привести к возгоранию: следовательно, нужно категорически исключить малейший контакт с таким маслом.[/box] Пламя газовой горелки.
В помещениях, где хранятся баллоны, ни в коем случае не должно быть ни источником тепла, ни прямого солнечного света.
Как получают сварочный кислород: это делается достаточно просто – из атмосферного воздуха с помощью специализированного оборудования.
- высший сорт с концентрацией газа в 99,5%;
- первый сорт с 99,2%;
- второй – с 98,5%.
Ацетилен
Это второй по популярности газ, применяемый в ГС как для сварки, так и для резки. Он также без цвета и запаха. При повышенном давлении или нагревании ацетилен может взорваться. Производится он из карбида кальция и воды.
Ацетилен – не самый дешевый газ, но его преимущество делает его очень востребованным среди сварщиков. Все дело в температуре горения – она у ацетилена замечательно высокая, особенно в сравнении с такими более дешевыми газами как метан, пропан или пары керосина.
Флюс и присадочная проволока
Это главные участники процесса формирования сварочного шва. Присадочная проволока должна быть абсолютно очищенной от малейших признаков грязи или коррозии. Иногда вместо проволоки можно применять полоску из такого же металла, что и заготовки для сваривания.
[box type=”info”]Флюсы необходимы для защиты сварочной ванны от вредного воздействия внешних факторов. Чаще всего в качестве составных элементов флюсовых смесей берутся бура и борная кислота, которые могут наноситься прямо на свариваемые заготовки или на присадочную проволоку.[/box]
Единственный металл, который может обойтись без флюсовой смеси, это углеродистая сталь. Ну а особая нужда в присутствии флюса возникает при сварке меди, алюминия и их сплавов.
Необходимое оборудование для газовой сварки
Водяной затвор
Это простая и эффективная защита трубы, генератора ацетилена и других элементов от огня в виде обратной тяги из газовой горелки. Вода в этом затворе должна быть на уровне, за которым нужно следить. Обычно он находится между горелкой и ацетиленовой трубой.
Газовые баллоны
Эти баллоны разного цвета в зависимости от вида газа. Ко всем баллонам применяется строгое правило: никогда не красить верхнюю часть, чтобы не случилось контакта краски и газа. Еще один технический нюанс: на ацетиленовые баллоны нельзя ставить медные вентили из-за высокого риска взрыва от взаимодействия ацетилена и меди.
Шланги разного назначения
Шланги нужно много для чего: подачи газов и горячих жидкостей. Кроме того, они должны работать под давлением, так что это совсем не садовые шланги для полива огородика, а серьезные приспособления с особыми техническими характеристиками.
- с красной полосой для давления до 6-ти атмосфер;
- с желтой полосой для горючих веществ;
- с синей полосой для давления вплоть до 20-ти атмосфер.
Газовые горелки
Газы и пары от горючих жидкостей смешиваются в смесителе горелки. Они выпускаются в огромном разнообразии, делясь на инжекторные и горелки без него, разной мощности и так далее.
Редуктор
Необходимая вещь там, где имеет место высокое давление газа.
Редукторы снижают давление газа, выходящего из баллона. Они бывают двух типов: прямого и обратного действия. Продвинутые модели с серебрением выпускаются для работы с сжиженным газом: они не позволяют такому газу замерзнуть на выходе из баллона.
Газовый пост
Это специальный рабочий стол для сварки. Лучший вариант поста – столешница с возможностью ее поворачивать и фиксировать. Хороший пост оборудован вытяжной вентиляцией и хорошей системой складирования и хранения инструментов сварщика.
Газовая сварка: гибридный вариант с полуавтоматом
В этой методике добавляется использование электрической дуги и защитного газа – чаще всего аргона. При таком раскладе технологию вполне можно назвать гибридной.
- подключение аппарата к сети;
- фиксация присадочной проволоки через отверстие в горелке;
- регулировка давления газа с помощью редуктора;
- определение и выставление скорости подачи присадочной проволоки;
- регулирование остальных параметров – силы сварочного тока и напряжения;
- фиксация горелки под углом к поверхности заготовок перед зажиганием горелки;
- начало сварки.
Следует отметить, что технические характеристики всех расходных материалов, равно как и элементов оборудования, четко и ясно прописаны в ГОСТах. Иными словами, процесс газовой сварки отлично регламентирован.
- характеристики ацетиленового генератора;
- типы шлангов;
- давление газа, регулируемой редуктором;
- тип газовых горелок;
- виды присадочной проволоки;
- стандарты по газовым баллонам и т.д.
Сварочное оборудование газовое
Оборудование и аппаратура для проведения газовой сварки
Оборудование и аппаратура для проведения газовой сварки
Газовой сваркой называется сварка плавлением, при которой нагрев кромок соединяемых частей и присадочного материала производится теплотой сгорания горючих газов в кислороде. Классифицируется газовая сварка по виду применяемого горючего газа (ацетилено-кислородная, керосино-кислородная, бензино-кислородная, пропанобутано-кислородная и др.). Широкое применение получили газовые сварки ацетиленокислородная и пропанобутано-кислородная.
Для производства работ сварочные посты должны иметь следующее оборудование и инвентарь (рис. 71):
• шланги для подачи горючего газа и кислорода в горелку;

Рис. 71. Оборудование поста для газовой сварки: 1 – горелка; 2 – шланг для подвода ацетилена; 3 – шланг для подвода кислорода; 4 – ацетиленовый баллон; 5 – ацетиленовый редуктор; 6 – кислородный редуктор; 7 – кислородный вентиль; 8 – кислородный баллон
Ацетиленовым генератором называется аппарат, предназначенный для получения ацетилена при взаимодействии карбида кальция с водой.
Ацетиленовые генераторы различают по следующим признакам:
1. По давлению получаемого ацетилена – генераторы низкого давления – до 0,02 МПа и среднего давления – 0,01–0,15 МПа.
2. По производительности – генераторы дают 0,3–640 м 3 /ч ацетилена (чаще применяют генераторы производительностью 1,25 м 3 /ч).
3. По способу установки – передвижные и стационарные.
4. По принципу взаимодействия карбида кальция с водой – работающие по принципам «карбид в воду» (КВ), «вода в карбид» (ВК), «вытеснение воды» (ВВ), комбинированные (рис. 72).

Рис. 72. Схемы ацетиленовых генераторов:
а – «карбид в воду»; б – «вода в карбид»; в – «вытеснение»; г, д – комбинированные системы; 1– бункер или барабан с карбидом кальция; 2 – реторта; 3 – система подачи воды; 4 – газосборник; 5 – спуск газа; 6 – отбор газа
Принцип КВ предусматривает периодическую подачу в воду карбида кальция. При этом достигается наибольший выход ацетилена – до 95 %.
Принцип ВК осуществляется периодической подачей порций воды в загрузочное устройство, куда заранее насыпается карбид кальция.
Комбинированный принцип предусматривает периодическое соприкосновение и взаимодействие карбида кальция с водой. Применяют два варианта: «вытеснение воды» (для разобщения воды и карбида кальция) и «погружение карбида» (для получения контакта воды с карбидом кальция). Этот принцип осуществляется автоматически и широко используется в передвижных генераторах, но по сравнению с другими дает наименьший выход ацетилена.
Принцип ВВ предусматривает разложение карбида кальция при соприкосновении его с водой в зависимости от уровня воды, находящейся в реакционном пространстве и вытесняемой образующимся газом. Все ацетиленовые генераторы, независимо от их системы, имеют следующие основные части: газообразователь, газосборник, предохранительный затвор, автоматическую регулировку вырабатываемого ацетилена в зависимости от его потребления.
Рассмотрим принцип работы однопостового передвижного морозоустойчивого ацетиленового генератора низкого давления типа АНВ–1,25, работающего по принципу «вода на карбид» в сочетании с процессом «вытеснения воды». Производительность этого генератора составляет 1,25 м 3 /ч, максимальное давление равно 0,01 МПа.
Цилиндрический корпус генератора разделен горизонтальной перегородкой на две части: водосборник и газосборник. В нижнюю часть газосборника вварена реторта, в которую вставляется загрузочная корзина с карбидом. Реторта плотно закрывается крышкой на резиновой прокладке. Через верхнюю открытую часть корпуса генератор заполняется водой до отметки уровня. При открывании крана вода из корпуса поступает в реторту и взаимодействует с карбидом. Выделяющийся ацетилен собирается под перегородкой в газосборнике и затем через осушитель и водяной затвор поступает в сварочную горелку или резак. При установившемся режиме давление ацетилена сохраняется почти постоянным.
При уменьшении расхода газа давление в газосборнике повышается и часть воды вытесняется из реторты в конусообразный сосуд-вытеснитель. Уровень воды в корпусе опускается ниже уровня крана для подачи воды и ее поступление в реторту прекращается, газовыделение замедляется.
По мере расходования ацетилена давление понижается, уровень воды в корпусе повышается и вода снова поступает в реторту. Так автоматически регулируются процесс взаимодействия карбида с водой и выделение ацетилена в зависимости от его расхода.
В зимних условиях при температуре до –25 °C генератор работает нормально, так как его водоподающая система расположена внутри корпуса, где вода нагревается теплотой реакции взаимодействия воды с карбидом кальция. Водяной затвор устанавливается также внутри корпуса в циркуляционной трубе.
Летом водяной затвор монтируется на корпусе генератора снаружи. Осушитель на зиму заправляется в нижней половине, как обычно, коксом, а в верхней – карбидом. Генераторы типов АНВ–1,25–68 и АНВ–1,25–73 отличаются конструкцией загрузочной корзины и расположением крана подачи воды.
Стационарные ацетиленовые генераторы типа ГРК–10–68 производительностью 10 м 3 /ч и рабочим давлением 0,07 МПа, а также генераторы АСК–1–67, АСК–3–74 и АСК–4–74 служат для питания ацетиленом нескольких сварочных постов. Каждый пост должен быть обязательно оборудован предохранительным затвором. Ацетилен поставляется к сварочному посту либо по трубопроводу, либо в ацетиленовых баллонах вместимостью 40 л, в которых при максимальном давлении 1,9 МПа содержится около 5,5 м 3 ацетилена.
Для обеспечения безопасного хранения и транспортирования ацетилена баллон заполняют пористым активированным углем, а для увеличения количества ацетилена в баллоне активированную пористую массу пропитывают растворителем – ацетоном (один объем ацетона растворяет 23 объема ацетилена). Баллон окрашен в белый цвет и на нем сделана надпись «Ацетилен».
Предохранительными затворами называются устройства, предохраняющие ацетиленовые генераторы и газопроводы от попадания в них взрывной волны при обратных ударах пламени из сварочной горелки или резака.
Обратным ударом называют воспламенение горючей смеси в каналах горелки или резака и распространение пламени по шлангу для подачи горючего газа. При отсутствии предохранительного затвора пламя может попасть в ацетиленовый генератор и вызвать его взрыв. Обратный удар может произойти, если скорость истечения горючей смеси станет меньше ее сгорания, а также от перегрева и засорения мундштука горелки.
Предохранительные затворы бывают жидкостные и сухие. Жидкостные заливают водой, сухие заполняют мелкопористой металло-керамической массой. Затворы классифицируют:
2. По предельному давлению – низкое давление, когда предельное давление ацетилена не превышает 10 кПа, среднее давление – 70 и высокое давление – 150 кПа. Предохранительные затворы устанавливают между ацетиленовым генератором или ацетиленопроводом при многопостовом питании от стационарных генераторов и горелкой или резаком.
Принцип действия водяного затвора следующий (рис. 73):
• корпус 3 затвора заполняется водой до уровня контрольного крана КК;
• ацетилен поступает по трубке 1, проходит через обратный клапан 2 в нижней части корпуса;
• в верхнюю часть корпуса газ поступает через отражатель 4;
• ацетилен отводится к месту потребления через расходный кран РК. В верхней части корпуса есть трубка, закрытая мембраной 5 из алюминиевой фольги. При обратном ударе мембрана разрывается и взрывная смесь выходит наружу;
• давление взрыва через воду 6 передается на клапан 2, который закрывает подвод газа от генератора. После выхода взрывной смеси мембрану надо заменить.


Сухие предохранительные затворы (ЗСУ–1) обладают рядом преимуществ: имеют меньшие размеры, массу, практически не требуют ежедневного ухода и контроля, не увлажняют газ и позволяют работать при отрицательных температурах окружающего воздуха. Их можно устанавливать в любом положении. Кислород подается к посту сварки либо от кислородной рампы, либо от кислородного баллона вместимостью 40 л, в котором при максимальном давлении 15,0 МПа содержится 6 м 3 кислорода. Баллон окрашен в голубой цвет и имеет черную надпись «Кислород».
Баллон для газов (горючего и кислорода) изготовляют из стальных бесшовных труб. Он представляет собой цилиндрический сосуд с выпуклым днищем и узкой горловиной. Для придания баллону устойчивости в рабочем (вертикальном) положении на его нижнюю часть напрессован башмак с квадратным основанием. Горловина баллона имеет конусное отверстие с резьбой, куда ввертывается запорный вентиль – устройство, позволяющее наполнять баллон газом и регулировать его расход.
Для различных газов принята определенная конструкция вентиля. Различная резьба хвостовика исключает возможность установки на баллон не соответствующего ему вентиля. Вентиль кислородного баллона изготовляют из латуни, так как она обладает высокой коррозионной стойкостью в среде кислорода. Вентиль ацетиленового баллона изготовляют из стали, так как сплавы меди, содержащие более 70 % меди, при контакте с ацетиленом образуют взрывоопасную ацетиленовую медь. На горловину баллона плотно насажено кольцо с наружной резьбой для навинчивания предохранительного колпака. Вентиль кислородного баллона используется также для баллонов с азотом, аргоном и углекислым газом. Редукторы служат для понижения давления газа, поступающего из баллона, до рабочего давления газа (подаваемого через шланг в горелку) и для поддержания давления постоянным в процессе сварки. Применяются различные типы редукторов.
Рассмотрим принцип действия однокамерного редуктора. Газ из баллона проходит в камеру высокого давления. При нерабочем положении частей редуктора проход газа из камеры высокого давления в камеру низкого давления закрыт клапаном. При ввертывании регулировочного винта в крышку корпуса пружина-штифт открывает клапан, соединяя камеру высокого давления с камерой низкого давления. Газ поступает до тех пор, пока давление его на мембрану не уравновесит усилие нажимной пружины. В этом положении расход и поступление газа будут равны.
Если расход газа уменьшается, то давление в камере повышается, клапан закроет отверстие и поступление газа в камеру прекратится. При увеличении расхода газа давление в камере понижается, мембрана отжимает клапан от седла, и тем самым увеличивается поступление газа из баллона. Так автоматически поддерживается постоянное давление газа, подаваемого в горелку.
Кислородный баллонный редуктор типа ДКП–1–65 предназначен для питания газом одного поста. Наибольшее допустимое давление газа на входе в редуктор – 20 МПа, наименьшее 3 МПа. Рабочее давление – 0,1–1,5 МПа. При наибольшем рабочем давлении расход газа составляет 60 м 3 /ч, а при наименьшем – 7,5 м 3 /ч.
Редуктор окрашен в голубой цвет и крепится к баллону с помощью накидной гайки. В настоящее время выпускают более совершенные редукторы типа ДКП–2–78 с той же технической характеристикой. Ацетиленовый балонный редуктор типа ДАП–1–65 рассчитан на наибольшее давление на входе 3 МПа. Расход газа при наибольшем рабочем давлении 0,12 МПа составляет 5 м 3 /ч, а при наименьшем рабочем давлении 0,01 МПа – 3 м 3 /ч. Редуктор окрашен в белый цвет и крепится на баллоне с помощью хомутика.
Шланги (рукава) для кислорода и ацетилена стандартизованы. Предусмотрено три типа шлангов:
1) для подачи ацетилена при рабочем давлении не более 0,6 МПа;
2) для жидкого топлива (бензин, керосин) при рабочем давлении не более 0,6 МПа;
3) для подачи кислорода при рабочем давлении не более 1,5 МПа.
Рукава состоят из внутреннего резинового слоя (камеры), нитяной оплетки и наружного резинового слоя. Наружный слой ацетиленовых рукавов – красного цвета, рукавов для жидкого топлива – желтого, кислородных – синего. Длина шланга при работе от баллона должна быть не менее 8 м, а при работе от генератора – не менее 10 м; наибольшая допустимая длина – 40 м.
Крепление рукавов на ниппелях горелок и между собой осуществляется специальными хомутиками или мягкой отожженной проволокой.
Сварочная горелка предназначена для смешивания горючего газа или паров горючей жидкости с кислородом и получения устойчивого сварочного пламени требуемой мощности.
1. По способу подачи горючего в смесительную камеру – инжекторные и безинжекторные.
2. По назначению – универсальные (для сварки, наплавки, пайки, подогрева и других работ) и специализированные.
4. По числу рабочего пламени – однопламенные и многопламенные.
5. По мощности, определяемой расходом ацетилена (л/ч): микромощности (5–60), малой (25–700), средней (50–2500) и большой мощности (2500–7000).

а – инжекторная; б – безынжекторная; 1 – ствол; 2 – инжектор; 3 – смесительная камера; 4 – мундштук; 5, 6, 7 – вентили; 8 – подводящие трубки
Большое распространение получили ацетиленокислородные инжекторные горелки. Они работают по принципу подсоса горючего газа, давление которого может быть ниже 0,01 МПа, т. е. ниже минимальных давлений, установленных для подвижных ацетиленовых генераторов.
Давление кислорода должно быть в пределах 0,15–0,5 МПа. Безынжекторные горелки работают на горючем газе и кислороде, поступающих в смесительную камеру под одинаковым давлением в пределах 0,01–0,1 МПа, т. е. требуют питания горючим среднего давления. Для нормальной работы такой горелки в систему питания включают регулятор, обеспечивающий равенство рабочих давлений кислорода и горючего газа.
Принцип действия ацетиленокислородной инжекторной горелки следующий. По шлангу и трубке к вентилю и через него в инжектор поступает кислород. Вытекая с большой скоростью из инжектора в смесительную камеру, струя кислорода создает разрежение, вызывающее подсос ацетилена. Ацетилен поступает по шлангу к соединительному ниппелю, а затем через корпус горелки и вентиль в смесительную камеру, где образует с кислородом горючую смесь. Полученная смесь по трубке наконечника поступает в мундштук и, выходя в атмосферу, при сгорании образует сварочное пламя.
Горелка состоит из ствола и комплекта сменных наконечников, присоединяемых к стволу накидной гайкой. Каждый наконечник обеспечивает соответствующую мощность пламени. Предусмотрены четыре типа горелок.
Горелки Г1 микромощности – для сварки металлов толщиной 0,1–0,5 мм.
Горелки Г2 малой мощности применяют для сварки тонкостенных изделий (0,2–7 мм) и комплектуются наконечниками №№ 0–4.
Горелки Г3 средней мощности служат для сварки металла толщиной 0,5–30 мм. В комплект горелки входят ствол и семь наконечников №№ 0–7.
Горелки Г4 большой мощности предназначены для сварочных работ и огневой обработки изделий больших толщин (наконечники № 8 и № 9).
Для использования заменителей ацетилена применяется горелка марки ГС–4А–67П, представляющая собой горелку ГС–4 с сетчатым наконечником. Сетчатые наконечники позволяют использовать в качестве горючего пропан-бутановые смеси, природный газ и другие заменители ацетилена. Кроме того, применяются пропан-бутановые горелки ГЗУ–2–62–1, односопловые наконечники которых имеют подогреватели и подогревающие камеры, и горелки марки ГЗУ–2–62–П, имеющие сетчатые наконечники без подогревающих устройств. Наконечники этих горелок крепятся на стволе горелок ГС–3.
Для малой мощности используют горелки марки ГЗМ–2–62М с односопловым наконечником меньших размеров и подогревающим устройством. Наконечники крепятся на стволе горелок ГС–2.
Данный текст является ознакомительным фрагментом.
Сварочное оборудование газовое
Газосварочное оборудование: инструменты для газосварочных работ, модели и критерии выбора, характеристики
 Основная цель применения газосварочного оборудования – это соединение или резка металлических элементов. Как и любое оборудование, оно может быть стационарным или переносным. Стационарное применяется на заводах, когда металлические детали на конвейере или другим способом доставляются к такому оборудованию для соединения.
Основная цель применения газосварочного оборудования – это соединение или резка металлических элементов. Как и любое оборудование, оно может быть стационарным или переносным. Стационарное применяется на заводах, когда металлические детали на конвейере или другим способом доставляются к такому оборудованию для соединения.
Однако распространенной является ситуация, когда наоборот – газовый сварочный аппарат должен доставляться к месту соединения или резки металлических элементов.
- Поэтому основным требованием к такому оборудованию является небольшой вес и компактность, то есть возможность легкого перемещения, перевозки и перегрузки людьми.
 Основным принципом работы газосварочного оборудования, является соединение или резка металла под воздействием высокой температуры (при которой он начинает плавиться) за счет сжигания газа (в основном это смесь ацетилена и кислорода).
Основным принципом работы газосварочного оборудования, является соединение или резка металла под воздействием высокой температуры (при которой он начинает плавиться) за счет сжигания газа (в основном это смесь ацетилена и кислорода).- Данный принцип и определяет основные компоненты такого оборудования.
- Что бы лучше понять специфику, необходимо рассмотреть отдельно каждый из компонентов.
 Сварочными роботами принято называть полностью автоматизированные системы для выполнения сварочных работ с возможностью программирования.
Сварочными роботами принято называть полностью автоматизированные системы для выполнения сварочных работ с возможностью программирования.
А здесь можно прочитать о термитной сварке и ее специфике.
Горелки и резаки для газовой сварки
 Такая горелка выполняет роль смесителя газов для сварки, где происходит смешение ацетилена или пропана с кислородом с последующим возгоранием вне горелки (резака).
Такая горелка выполняет роль смесителя газов для сварки, где происходит смешение ацетилена или пропана с кислородом с последующим возгоранием вне горелки (резака).
Особенностью этого оборудования является возможность регулировки подачи газов, что влияет на температуру пламени.
Резаки применяются для резки металла, а горелки для газовой сварки – для соединения.
Последние в целом можно разделить следующим образом: большой, средней малой и микромалой мощности. Мощные предназначены для соединения металла значительной толщины (как правило до 11 мм), средней и малой – для бытовых и хозяйственных работ.
Горелки для газовой сварки в основном предназначены для работы с ацетиленом (не считая кислород), резаки – пропана.
 При сваривании металлической поверхности с помощью лазерной сварки весь процесс осуществляется лазерным лучом, который генерируется квантовым лазерным генератором.
При сваривании металлической поверхности с помощью лазерной сварки весь процесс осуществляется лазерным лучом, который генерируется квантовым лазерным генератором.
Чрезвычайно похожая на аргонную, плазменная сварка, происходит при помощи потока плазменной дуги. Подробнее читайте здесь.
 Газовая горелка для сварки металла тоже состоит из компонентов: паяный ствол с вентилями для регулировки газа (отдельно вентиль для горючего газа и отдельный вентиль для кислорода), сварной наконечник (которых может быть несколько съемных).
Газовая горелка для сварки металла тоже состоит из компонентов: паяный ствол с вентилями для регулировки газа (отдельно вентиль для горючего газа и отдельный вентиль для кислорода), сварной наконечник (которых может быть несколько съемных).
Это оборудование предназначено для ручной работы, для непосредственного направления огня на объект сварки или резки, поэтому их делают удобными держать в руках.
Шланги (рукава) для газовой сварки
 Такой элемент оборудования для газовой сварки необходим для передачи газа, хранящегося в болонах (как минимум их должно быть два) к горелке.
Такой элемент оборудования для газовой сварки необходим для передачи газа, хранящегося в болонах (как минимум их должно быть два) к горелке.- В основном шланги для газовой сварки делаются из резины для обеспечения возможности гибкости.
Данные шланги должны быть относительно длинными, поскольку газовые болоны не всегда можно доставить непосредственно к объекту выполнения работ и они могут мешать таким работам.
Также шланги должны быть прочными и выдерживать давление газа.
- Например, работники жилищно-эксплуатационных контор при проведении сварочных работ на 5-м этаже квартирного дома болоны оставляют у подъезда, а на 5-й этаж тянут шланги.
 Работники частных ремонтных фирм для проведения мелких сварочных работ в квартирах уже используют болоны малых объемов, которые меньше по весу, что позволяет подымать их непосредственно в квартиры.
Работники частных ремонтных фирм для проведения мелких сварочных работ в квартирах уже используют болоны малых объемов, которые меньше по весу, что позволяет подымать их непосредственно в квартиры.- В таких случаях шланги могут быть небольшой длинны.
Шланги (рукава) для газовой сварки производятся из вулканизированной резины с прокладками из ткани. В случае использования керосина или бензина – применяется бензостойкая резина.
 Плотность алюминия 2,7 г/см3, что ставит в его ряд самых легких металлов, но при этом он еще имеет и достаточно высокую теплопроводность. Нагреваясь, этот металл быстро окисляется, при этом он чрезвычайно хрупок и не прочен.Узнайте о сварке алюминия.
Плотность алюминия 2,7 г/см3, что ставит в его ряд самых легких металлов, но при этом он еще имеет и достаточно высокую теплопроводность. Нагреваясь, этот металл быстро окисляется, при этом он чрезвычайно хрупок и не прочен.Узнайте о сварке алюминия.
Читайте подробнее о том, как добиться качественного соединения алюминия при сварке.
Газовый редуктор для сварки
 Данный элемент сварочного оборудования устанавливается непосредственно на газовые болоны и служит своеобразным вентилем, которым понижают давление газа, поступающего в шланг и далее на резак (горелку).
Данный элемент сварочного оборудования устанавливается непосредственно на газовые болоны и служит своеобразным вентилем, которым понижают давление газа, поступающего в шланг и далее на резак (горелку).
Но при этом основная цель газового редуктора для сварки не снизить давление до нуля, а оптимизировать его.
Уровень такого давления отражается на датчиках. Их два: один показывает давление, другой – уровень наполнения болона.
Сварочный аппарат — агрегат постоянного электрического тока, необходимый для производства сварочных работ должен быть в гараже каждого хозяйственного мужика. Читайте подробнее о выборе сварочного аппарата.
Профессия сварщика несомненно требует некоторых профессиональных навыков. Обучение этой специальности проводят в училищах и ПТУ, где студенты проходят теоретический и практический курс.
Читайте детальнее о том, как научиться сварке самостоятельно.
К такому оборудованию следует отнести болоны, один из которых заполнен горючим газом, другой – кислородом. Для избегания путаницы их красят в разные цвета.
Из баллонов газы через редуктор и шланги подаются в газовый смеситель – резак или горелку. Болоны имеют горловину с резьбой, куда закручивается вентиль, а следом – газовый редуктор.
Такие инструменты газовой сварки имеют наибольший вес и объем из всей совокупности рассматриваемого оборудования, однако позволяют осуществлять газосварочные работы в автономном режиме. При этом помещаются в легковой автомобиль и легко доставляются необходимое место.
Вентили для кислородных баллонов должны быть изготовлены из латуни, поскольку сталь при воздействии кислорода коррозирует, а для ацетиленовых – из стали. Запрещено в последнем случае использовать медь или сплавы с содержанием меди более 70 %.
Для удобства перемещения баллонов и шлангов используется сварочный пост для газовой сварки, который оборудован хомутами для крепления баллонов.
Альтернативой аппаратуры для газовой сварки является электросварочное оборудование. Однако первое имеет ряд неоспоримых преимуществ: возможность регулирования уровня подачи газов (влияет на скорость нагрева), отсутствие необходимости наличия электросети и возможности поражения людей электротоком.
Как правило, в строящихся объектах, где применяется сварка, электросеть может полностью отсутствовать.
Сварка в полуавтоматическом режиме без газа заключается в том, что сварочная ванна — место соединения двух сварочных поверхностей между собой защищается не средой инертного газа, а и некоторыми другими способами. Читайте подробнее о сварке полуавтоматом без газа.
Сварочные работы трудный технологический процесс по созданию неразъемных соединений между металлами. Читайте о сварочных приспособлениях тут.
- Газовая сварка Газовая сварка — соединение металлов путем образования сварочных ванн при нагревании поверхностей металлов пламенем высоких температур, которое […]
- Контактная сварка Контактная сварка – это метод часто используемый в промышленности для соединения однотипных деталей. Принцип работы контактной сварки – […]
Газосварочное оборудование: инструменты для газосварочных работ, модели и критерии выбора, характеристики

Первое время была доступна только электрическая сварка, но по мере ее совершенствования появилась более универсальная, газовая, которая отличалась от электросварки более широкой сферой применения. Особенностью сварки газом является то, что для соединения металлов на их поверхности оказывается воздействие высокими температурами, возникающими в результате сжигания в кислороде горючих газов.
 Для осуществления сварки необходимо создание особой рабочей среды, для чего используется специальный энергоноситель — баллонный газ или генератор на ацетилене. Сама же сварка осуществляется посредством горелки или резака. Окончательный выбор зависит от типа выполняемых операций. Главным достоинством газовой сварки является возможность соединять цветные металлы с созданием аккуратного и красивого шва.
Для осуществления сварки необходимо создание особой рабочей среды, для чего используется специальный энергоноситель — баллонный газ или генератор на ацетилене. Сама же сварка осуществляется посредством горелки или резака. Окончательный выбор зависит от типа выполняемых операций. Главным достоинством газовой сварки является возможность соединять цветные металлы с созданием аккуратного и красивого шва.
Для сварки может применяться одиночный газ или специальная смесь, включающая бутан, пропан, аргон, кислород и прочие виды газов. Но чаще всего сварка осуществляется с использованием смеси ацетилена с кислородом и кислорода с пропаном и бутаном, поскольку на сегодняшний день — это самые доступные виды газов, а создаваемая с их помощью зона расплава обладает самыми высокими характеристиками.
Инвентарь для проведения газосварочных работ
Чтобы иметь возможность проводить сварку газом, необходимо позаботиться о наличии следующих агрегатов:
- Генератор на ацетилене или баллон с другим горючим газом. В бытовых условиях чаще всего используют мобильные ацетиленовые генераторы, в которых газ вырабатывается в результате реакции воды с карбидом кальция. Но иногда его заменяют и готовым газом, в качестве которого чаще всего используется пропан или бутан. Для большего удобства желательно, чтобы баллоны были оснащены расходомерами.
- Баллон с кислородом.
- Предохранительные клапаны для баллонов. Представляют собой защитные приспособления, которые помогают избежать возгорания, когда пламя возвращается от горелки.
- Редуктор для баллонов с кислородом и рабочим газом. С их помощью осуществляется регулировка давления.
- Подающие шланги, которые также называются рукавами. Для каждой группы газов предусмотрен свой тип рукавов. Всего их выпускается три категории. В соответствии с требованиями безопасности, нельзя подключать шланг к баллону с газом, для работы с которым он не предназначен.
- Горелка. Сегодня газовые горелки почти всегда поставляются с насадками, с помощью которых можно изменять необходимые параметры пламени.
- Сварочный стол. Представляет собой рабочую зону, в которой происходит процесс сварки. В целях безопасности сварочный стол обязательно должен быть оснащен металлической или кирпичной плитой.
 Если говорить в целом, то весь набор оборудования для газовой сварки, принято называть сварочным постом. Чтобы можно было избежать многих трудностей, для перевозки сварочного инвентаря используют специальную плоскую колесную тележку с рамой, где при помощи хомутов в вертикальном положении крепится аппарат для газовой сварки и резки и баллоны, а также располагаются в скрученном виде рукава.
Если говорить в целом, то весь набор оборудования для газовой сварки, принято называть сварочным постом. Чтобы можно было избежать многих трудностей, для перевозки сварочного инвентаря используют специальную плоскую колесную тележку с рамой, где при помощи хомутов в вертикальном положении крепится аппарат для газовой сварки и резки и баллоны, а также располагаются в скрученном виде рукава.
Подобный пост отличается высокой мобильностью и может быть с минимальными временными затратами доставлен к месту проведения работ. Такая необходимость может возникнуть, когда нужно выполнить сварку на неподвижной конструкции, которую невозможно приблизить к газовому сварочному аппарату.
Дополнительные инструменты и материалы
Но только вышеперечисленного оборудования недостаточно для проведения газосварочных работ. Помимо газосварочного аппарата, необходимо подготовить и дополнительные инструменты:
- Фиксаторы. Необходимы для облегчения газосварочных работ и повышения качества создаваемого соединения. Если деталь надежно зафиксирована в статичном положении, то работать с ней заметно проще.
- Подъемник. Когда возникает необходимость соединить громоздкие детали, которые сложно перенести на стол вручную.
- Монтажный инструмент. Включает набор гаечных или разводных ключей, используемых для надежного крепления ключевых элементов сварочного поста.
- Сопутствующий инструмент. В этот список следует включить ножовки по металлу, кувалды, пассатижи, молотки и прочие приспособления.
- Вытяжка. Сварка, предполагающая соединение металлов с помощью газа, в обязательном порядке требует наличия эффективной вентиляции.
Одним из принципов технологии сварки газом является использование присадочной проволоки, которой заполняется сварная ванночка. Проволоку для сварки необходимо выбирать с учетом состава поверхностей, которые необходимо сварить.
Она в обязательном порядке должна иметь равномерную и гладкую структуру. Помимо этого, при сварке газом используются флюсы.
Речь идёт о специальных составах, выпускаемых в виде пасты или порошка, которые наносят на присадку и кромки для защиты расплава от окислов.

- Ideal (Германия).
- Steiger (Германия).
- Graphopress (Нидерланды).
- kz (Россия).
- Диоксид (Россия).
Критерии выбора
- Базовым принципом, на основании которого рекомендуется выбирать оборудование для сварки газом, является тип запланированных работ. В зависимости от того, планируется резка или соединение, и делается выбор наиболее доступного по цене газа. В большинстве случаев для сварки газом используется ацетилен.
 А также при выборе газосварочного оборудования необходимо учитывать толщину металла. Ацетилен рекомендуется использовать, когда необходимо сварить детали из низкоуглеродистых и легированных сталей, имеющие толщину не более 20 мм. Чтобы разрезать толстостенный металл до 400 мм, необходим пропан, который применяют со стандартным режимом давления. Если же свариваемые изделия имеют толщину порядка 400−800 мм, то в этом случае потребуется повышенная продувка кислородом, а это чревато повышением давления в газопроводе.
А также при выборе газосварочного оборудования необходимо учитывать толщину металла. Ацетилен рекомендуется использовать, когда необходимо сварить детали из низкоуглеродистых и легированных сталей, имеющие толщину не более 20 мм. Чтобы разрезать толстостенный металл до 400 мм, необходим пропан, который применяют со стандартным режимом давления. Если же свариваемые изделия имеют толщину порядка 400−800 мм, то в этом случае потребуется повышенная продувка кислородом, а это чревато повышением давления в газопроводе.Сварка, которая осуществляется с применением переносного оборудования, предполагает использование газов, хранящихся в специальных герметически закрытых сосудах — баллонах. Каждый газ должен храниться в подходящей для него ёмкости, которая должна иметь специальную форму, размеры и вентиль.
- Кислородные баллоны. Для их производства используют легированные или углеродистые стали. Иногда баллоны для кислорода делают из бесшовных труб, однако в них можно хранить только газ, для которого допустимым является давление не более 30 кгс/см². Если же в баллоне необходимо поддерживать более низкое давление, то он должен быть изготовлен только из сварных конструкций. В последнем случае рекомендуется применять типы 150 и 150JL с максимальным объёмом 40 л. Причём важно, чтобы при изготовлении конструкций были соблюдены требования ГОСТ 949–73 .
 Ацетиленовые баллоны. При их производстве должны быть соблюдены требования ГОСТ 5948–60 . Чаще всего с целью обеспечения максимальной безопасности подобные ёмкости изготавливают в виде двухкамерных баллонов, позволяющих более эффективно выравнивать давление внутри их. Но при этом важно соблюсти главное условие — внутреннее давление в баллоне с ацетиленом не должно превышать 19 кгс/см² при 20ºС.
Ацетиленовые баллоны. При их производстве должны быть соблюдены требования ГОСТ 5948–60 . Чаще всего с целью обеспечения максимальной безопасности подобные ёмкости изготавливают в виде двухкамерных баллонов, позволяющих более эффективно выравнивать давление внутри их. Но при этом важно соблюсти главное условие — внутреннее давление в баллоне с ацетиленом не должно превышать 19 кгс/см² при 20ºС.- Баллоны для пропанобутановой смеси. Их изготовление должно осуществляться в соответствии с требованиями ГОСТ 15860–70 . Такие баллоны делают объемом 40 и 50 л. Внутреннее давление в них не должно превышать 16 кгс/м², а весить они должны не больше 24 кг.
С особой осторожностью необходимо обращаться с газовыми баллонами, поскольку они относятся к повышенной категории взрывоопасности. Вследствие этого во время пользования ими должны соблюдаться особенно жесткие требования по их эксплуатации. Чтобы иметь возможность заниматься их транспортировкой или переноской, специалист обязательно должен пройти специальное обучение и получить допуск.
Резаки

Когда газы из баллона достигают резака, происходит их смешивание. Основная часть резака чаще всего выполняется из углеродистой стали и оснащается различными функциональными элементами — запорными клапанами, инжекторами, мундштуком, которые являются ремонтопригодными. Сам резак необходим для управления процессом сварки и смешивания газов.
Резаки могут отличаться друг от друга мощностью, которая подразумевает их пропускную способность. На основании этого можно сделать вывод, что для каждого резака необходимо выбирать и соответствующую горелку, которая должна быть определенного типа и размеров. Все резаки имеют съемные части, поэтому являются универсальными и могут использоваться для сварки с любыми видами газов.
Горелки
На сегодняшний день можно приобрести три вида горелок для сварочного оборудования, использующего время работы пропан и ацетилен. Основными видами горелок для сварки ацетиленом являются следующие:
 Г2. Горелки малой мощности, которые могут быть оснащены наконечниками различных размеров — от 0 до 4. Используются для сварки металлических изделий, имеющих толщину от 0,3 до 7 мм;
Г2. Горелки малой мощности, которые могут быть оснащены наконечниками различных размеров — от 0 до 4. Используются для сварки металлических изделий, имеющих толщину от 0,3 до 7 мм;- Г3. Горелки средней мощности, поставляемые с наконечниками размером от 5 до 7. Используются для сварки изделий из металла толщиной от 7 до 30 мм;
- Безинжекторные горелки. Подходят для сварки, осуществляемой с использованием ацетилена и кислорода под давлением в пределах от 0,01 до 0,08 Мпа;
- А также существует особый тип горелок — ГАО-2. Их используют для очистки поверхностей. Ширина шага обработки составляет 100 мм.
Для сварки пропанобутановой смесью могут применяться два основных типа горелок:
- ГЗУ-3. Используют для сварки изделий из металла, имеющих толщину от 0,3 до 7 мм;
- ГЗМ-4. Применяются с целью подогрева металла.
А также существуют универсальные горелки, которые можно использовать для сварки с любыми видами газов. Они предназначены для нагрева металла и могут иметь различные размеры, которые соответствуют площади обработки.
Газовая сварка, как и любой другой вид работ, требует использования специального оборудования. Но подобрать его не так просто, даже несмотря на то, что на многих сайтах можно найти полный перечень инвентаря для сварщика. Необходимо помнить, что сварка газом может сводиться к резке или соединению поверхностей из металла. Именно с учетом этого и нужно выбирать газосварочное оборудование.
Вдобавок к этому, необходимо учитывать и ряд дополнительных нюансов. К примеру, в зависимости от используемого для сварки газа, необходимо подбирать подходящий тип резака и горелки. Знать же об этом может только опытный специалист в области газосварочных работ, который с легкостью может подобрать из большого ассортимента необходимые ему аксессуары.
Аппарат для газовой сварки и резки: что это и как выбрать?
Сварка и резка с применением горючего газа — это давно известная и часто применяемая технология.
С помощью газосварочного оборудования можно сварить практически любой металл, поскольку горелка позволяет плавно регулировать температуру пламени, а значит подстраивается под температуру плавления заготовки.
Также эта технология позволяет не использовать электроэнергию, так что вы сможете варить даже в полевых условиях.

В этой статье мы напомним об этой простой, но эффективной сварочной технологии, а также подробно объясним, что такое аппарат для газовой сварки и резки, каковы его характеристики и существует ли он на самом деле. Мы также расскажем, как подобрать комплект оборудования для выполнения газовой сварки и резки.
Общая информация
Для начала напомним о технологии. Газовая сварка и газовая резка — это метод сварки/резки металла с использованием кислорода и ацетилена (или любого другого горючего газа). Кислород и газ используются по отдельности и поставляются в баллонах. Эта технология широко применяется даже в 21 веке, поскольку позволяет осуществить сварку и резку без электричества.
Суть технологии проста. К баллонам с газом и кислородом с помощью шлангов подсоединяется газовая горелка, которая используется для смешивания и последующей подачи этой смеси. При выходе из сопла смесь поджигается.
Температура при горении газа и кислорода может достигать 3000 градусов по Цельсию, и этого более чем достаточно для плавления большинства металлов.
Швы формируются либо за счет основного металла, либо с применением присадочной проволоки.
Для выполнения газовой сварки/резки необходимо собрать так называемый сварочный пост. Он состоит из двух баллонов (один с горючим газом, другой с кислородом), газового редуктора, двух шлангов (для ацетилена используется шланг для горючего газа, обозначенный красным цветом, а для кислорода — синим), а также горелки или резака.

Как видите, никакой аппарат для газовой сварки и резки здесь не фигурирует. Эта технология в принципе не подразумевает использование сварочного аппарата, поскольку он питается от сети и работает по совершенно другому принципу. Отсюда можно сделать вывод, что фраза «аппарат для газовой резки/сварки» — это просто заблуждение несведущих сварщиков.
В случае с газовой сваркой и резкой правильнее говорить «комплект оборудования» или «газосварочный пост». Но никак не «аппарат для сварки и резки газом».
Как выбрать оборудование?
Оборудование и аппаратура для газовой сварки требуют тщательного подбора. Далее мы подробно расскажем основные особенности, которые вам нужно учесть при выборе всех комплектующих.
Сварочная горелка/резак
Сварочная горелка или резак — это главный компонент во всей цепочке. Именно в горелке или резаке смешивается кислород с горючим газом. Также горелка/резак используется для регулировки подачи газовой смеси. Благодаря этому можно довольно точно подстроит температуру горения пламени. Так вы сможете варить металл с любой температурой плавления, не превышающей 3000 градусов.

Как не трудно догадаться, горелка используется для сварки металла (точнее, для плавления кромок), а резак — для резки.
У горелок и резаков отличается мощность. Для дома лучше выбрать маломощную горелку, она компактна и весит немного, так что вам будет удобно с ней работать. Мы не рекомендуем выбирать горелку с запасом по мощности, поскольку вы переплатите и получите не самый удобный «инструмент» в работе из-за ее веса.
Большинство горелок предназначены для смешивания кислорода с ацетиленом, а большинство резаков — для смешивания кислорода и пропана. Учитывайте это перед покупкой.
Шланги
Шланги необходимы для подачи газа из баллонов в горелку или резак. Всего используется два шланга. Один для кислородного баллона, другой — для баллона с горючим газом. Оба шланга подсоединяются к горелке/резаку.
В большинстве своем, шланги изготавливают из прочной, но гибкой резины. Если в качестве горючего газа используется керосин или бензин, то нужно выбирать бензостойкий шланг.

Что касается длины шлангов, то здесь мнения разнятся. Но мы считаем, что все зависит от объема баллонов. Чем больше объем, тем длиннее должен быть шланг, чтобы вам не пришлось перетаскивать тяжелый баллон из места в место. Если вы используете баллоны объемом 10 литров, то можете купить обычные короткие шланги и не беспокоиться.
Обращайте внимание на цвет шлангов. Для горючего газа выбирайте шланг, окрашенный в красный цвет. А для кислорода — окрашенный в синий.
Редуктор газовый
Редуктор предназначен для понижения давления газа и контроля за его расходом. Устанавливается прямо на газовый баллон. При этом редуктор используется не просто для понижения давления, а для его стабилизации до необходимого уровня. Этот простой прибор предназначен не для снижения давления до нулевой отметки. Это важно понимать.

У редуктора есть два датчика, с помощью которых можно осуществлять настройку. На одном датчике показывается давление, а на другом можно проследить расход газа. Прибор очень удобен и прост в применении.
Выбирая редуктор, обращайте внимание на его цвет. К примеру, редукторы для ацетилена окрашивают в черный цвет, чтобы их можно было отличить от других. Вы не можете использовать любой редуктор с горючим газом. Необходимо учитывать сам газ и подбирать редуктор исходя из этого.
Баллоны
Как мы уже упомянули выше, используется два баллона — с горючим газом (чаще всего ацетиленом) и кислородом. Их так же окрашивают в различные цвета. Не запутаетесь.

У каждого баллона есть резьба, на которую накручивается вентиль подачи газа. На вентиль устанавливается редуктор (о нем мы говорили выше), а к редуктору уже подключаются шланги, которые затем подсоединяются к горелке или резаку. Система очень простая.
Для домашних работ подойдут баллоны небольшого объема. Они компактны и их без проблем можно перевезти в багажнике вместе со всеми остальными комплектующими.
Для профессиональной сварки и резки необходимо использовать баллоны объемом 40 литров.
Но вы должны понимать, что в таком случае мобильность сильно снижается и вы точно не сможете забраться с этим баллоном в труднодоступное место. Эта проблема решается с помощью длинных шлангов.
Обращайте внимание и на вентили. Для кислородного баллона лучше выбрать латунный вентиль, а для ацетиленового баллона — стальной. Но ни в коем случае не наоборот. Также не устанавливайте на ацетиленовый баллон медные вентили, это запрещено.
Вместо заключения
Сварка с применением горючего газа — это очень простая, но действенная технология, проверенная временем. Для ее применения не нужно электричество, достаточно двух баллонов, горелки и комплекта шлангов.
Многие ошибочно полагают, что существует некий аппарат, предназначенный для газовой резки и сварки. Но это заблуждение. Эта технология не предусматривает применение никакого сварочного аппарата.
При выборе всех комплектующих обращайте внимание не только на стоимость, но и на характеристики, качество сборки. Обязательно просите технический паспорт на баллоны.
Отнеситесь с особой внимательностью к выбору сварочной горелки или резака. Ведь именно в них смешивается кислород и горючий газ. А это, в свою очередь, очень опасно для жизни и здоровья сварщика.
Словом, не скупитесь и приобретите более-менее качественные комплектующие. Так вы не только сохраните свою жизнь, но и будете лучше выполнять работу. Желаем удачи!
Плюсы вспомогательного оборудования при сварке газом
Оснастка для сварщика, как кисти для художника – возможность творить из металла, а не просто выполнять соединение.
Когда человечество изобрело сварку, как способ монолитного соединения металлов, оно совершило настоящий прорыв, результатами которого до сих пор пользуемся мы и будут пользоваться наши потомки.
Совершенствование классической электросварки привело к возникновению более универсальной, газовой, c расширенной сферой применения. При сварке газом плавление соединяемых кромок происходит под воздействием высоких температур, достигаемых за счет сжигания в кислороде горючих газов.

В газовой сварке в качестве энергоносителя, создающего рабочую зону, применяется баллонный газ или генератор на ацетилене, а держатель с электродом заменен горелкой или резаком, в зависимости от выполняемых манипуляций. Технология газовой сварки позволяет соединять цветные металлы с получением аккуратного, декоративного шва.
Газовая сварка может проводиться с использованием одиночного газа или смеси нескольких: ацетилена, кислорода, аргона, бутана, пропана и других. В силу доступности и высоких характеристик получаемой зоны расплава самыми востребованными являются смеси ацетилена с кислородом и кислорода с пропаном и бутаном.
Инвентарь для проведения газосварочных работ
Оборудование для газовой сварки состоит из нескольких агрегатов.
- Генератор на ацетилене или баллон с другим горючим (рабочим) газом. Для бытового применения выпускают мобильные ацетиленовые генераторы, в которых газ выделяется при взаимодействии воды с карбидом кальция. В качестве альтернативы используют готовый газ (бутан, пропан). Лучше, если баллоны будут оборудованы расходомерами.
- Баллон с кислородом.
- Предохранительные клапаны для всех баллонов. Защитная мера, позволяющая предотвратить возгорание при возврате пламени от горелки.
- Редукторы для баллонов: для кислорода и рабочего газа. Предназначены для регулировки давления.
- Подающие шланги: иначе – рукава. Выпускаются отдельно для каждой группы газов, в трех категориях. Категорически запрещено использование шланга не соответствующего подаваемой среде.
- Горелка. Современные газовые горелки идут в комплекте с насадками и позволяют регулировать все параметры пламени.
- Сварочный стол – рабочая зона для проведения сварочных манипуляций, оборудованная металлической или кирпичной плитой.
В совокупности, оборудование для газовой сварки называется «сварочный пост». Для удобства многие используют плоскую колесную тележку с рамой, на которой хомутами вертикально закреплены баллоны и расположены скрученные рукава. Такой пост всегда можно доставить к месту работ, например, если необходимо применить сварку на статичной конструкции, которая сама к сварке точно не придвинется.

Кроме основного оборудования, рабочая зона должна включать дополнительные инструменты.
- Фиксаторы – облегчают проведение сварки и улучшают качество получаемого соединения, да и работать со статичной деталью гораздо проще.
- Подъемник – если предполагается работа с массивными деталями, которые проблематично доставить на стол вручную.
- Монтажный инструмент – набор гаечных или разводных ключей для фиксации всех элементов сварочного поста.
- Сопутствующий инструмент – молотки, пассатижи, кувалды, ножовки по металлу и другие.
- Вытяжка – наличие эффективной вентиляции является необходимым условием при работе с газами.
Техника газовой сварки предполагает использование присадочной проволоки, для заполнения сварной ванночки. Проволока должна соответствовать по составу свариваемым поверхностям и иметь равномерную, гладкую структуру. Также применяются флюсы – составы в виде паст или порошков, наносимые на присадку и кромки и защищающие расплав от окислов.
Выполнение сварки газом
Технология газовой сварки основывается на задействовании обеих рук сварщика: в одной удерживается горелка, другой подается присадочная проволока.
В процессе работы ядро горелки должно находиться на удалении от поверхности (2 – 6 мм), запрещено касаться расплава, так как это приведет к изменению его состава и ухудшению характеристик шва.
Присадка же может быть погружена в ванну или находится в восстановительной зоне под прямым воздействием пламени. Интенсивность нагрева регулируют углом наклона: чем толще металл, тем сильнее наклон.

Существуют различные способы газовой сварки, которые отличаются направленностью манипуляций. Их выбор обусловлен характеристиками соединяемых деталей и мастерством исполнителя. В быту обычно пользуются двумя вариантами выполнения шва.
- Левый способ – оптимален для легкоплавких металлов толщиной до 5 мм. Предполагает поступательные движения горелки в левостороннем направлении. Присадка располагается перед горелкой, пламя направлено от шва, на непроваренные кромки деталей.
- Правый способ – подходит для соединения толстых металлов. Шов выполняется слева направо, присадка подается сзади горелки. Направленность пламени позволяет получать минимальный угол раскрытия кромок.
Левый и правый способы газовой сварки отличаются не только направлением, но и качеством обработки. При правом способе пламя направлено непосредственно на шов, благодаря чему снижается расход газа и повышается качество соединения. Внешние же данные шва лучше при левом способе, так как мастер зрительно контролирует работу.
Безопасность при газосварочных работах
Техника безопасности при газовой сварке подразумевает четкое соблюдение выработанных, с учетом специфики процесса, правил.
- Обязательно наличие у исполнителя защитных очков, способных выдержать возможный обратный удар и воздействие пламени. Для защиты кожных покровов все участки тела закрываются специальной одеждой из огнестойкого волокна или плотной, натуральной ткани. Обувь сварщика должна быть из грубой кожи и на толстой подошве, для рук предусмотрены рукавицы или перчатки.
- При недостаточной вентиляции или ее отсутствии необходим респиратор, так как газовая сварка предполагает выделение в воздух ядовитых паров, вредных для человека.
- Запрещено проводить сварку вблизи легковоспламеняющихся или взрывоопасных веществ.
- Перед использованием установки обязательно проводится проверка подающих шлангов на предмет целостности, а съемных элементов на герметичность.
Достаточно быть внимательным и соблюдать меры предосторожности, чтобы свести к минимуму риск, неотвратимо сопровождающий любые сварочные работы. Затратив несколько минут на подготовку рабочей зоны и проверку оборудования, вы сохраните себе годы нормальной жизни.
Как выбрать и настроить аппарат для газовой сварки и резки: основные характеристики и особенности
Сваривание и резка металлов при помощи горючих газов изобретена давно, однако применяется по сей день. Горелка, которая является одним из основных элементов аппаратуры для обработки металлов газом, имеет функцию плавной регуляции режимов пламени.
Это помогает изменить температуру воздействия, что делает оборудование пригодным для обработки большинства видов металлов. Технология, на основе которой работает это оборудование, позволяет применять его без подключения к электросети.
Это полезно, когда приходится работать в местах, где нет электричества. Эта статья расскажет о технологии газосварки и резке, а также об оборудовании (аппаратах), которое для нее применяется.
Общая информация
Технология газового сваривания и резки металлов – это методика обработки металлических объектов при помощи горючих газов. Чаще всего используется смесь кислорода и ацетилена. Однако ацетилен может быть заменен другими газами (метаном, водородом).
Горючие вещества поставляются в специальных баллонах и подаются отдельно. Эта сварка используется и в XXI веке, ведь для ее применения не нужно питание от электросети. А в наш век с этим все еще есть перебои.
Принцип работы технологии прост. К горелке шлангами подсоединяются баллоны. Смешение рабочих газов происходит уже в горелке. Подающаяся в сопло смесь поджигается.
Горение рабочего газа достигает 3000°С. Этой температуры хватает для обработки многих видов металлов. Полотно шва создается либо сплавлением кромок, либо при помощи присадочного прутка.
Для выполнения газосварочной или резочной работы нужно собрать сварочный пост.
В его комплект входят баллон с кислородом, баллон с ацетиленом или его заменителем, редуктор, два шланга (для кислорода всегда используется синий), и рабочий элемент (горелка или резак).
Никакой сварочный аппарат в пост не входит. Технология газового сваривания не нуждается в подобных агрегатах, ведь устроена по другим принципам.
Любой сварочный аппарат питается от электроэнергии, а главным плюсом этого типа сварки является работа без электричества. Поэтому сами термины «аппарат для газовой сварки» или «аппарат для газовой резки» — это заблуждения.
При работе с газовым свариванием или резкой металла более точным будет термин «комплект газосварочного оборудования» либо «сварочный пост».
Параметры выбора оборудования и его характеристики
Поскольку комплект для газовой сварки или резки – это сборный аппарат, то комплектующие нужно выбирать достаточно тщательно.
Поэтому в этой статье приведен список основных деталей комплекта и параметры, на которые стоит обратить внимание при выборе.
Горелка либо резак для газовой сварки
Основным элементом в комплекте является горелка (резак). Это рабочая деталь, в которую подаются горючие вещества. В ней они смешиваются в сварочную смесь и подаются через сопло в виде пламени.
Горелка используется для корректировки сварочного режима – уровня подачи смеси. Это регулирует силу огненного языка, настраивая температуру на подходящую тому или иному виду металла.
Таким образом можно проводить сваривание тех металлов, температура плавления которых не превышает три тысячи градусов.
При этом горелка применяется для беспрутковой сварки металлов, а резак – для их резки.
Существуют горелки и резаки с разной мощностью. Для мелкой домашней сварки достаточно маломощных деталей, которые будут легкими и малогабаритными, более удобными в работе.
Покупать для дома горелку с высокими мощностями бессмысленно – применить весь ее потенциал в мелкой сварке не получится, а габариты и вес усложнят длительную работу.
В большинстве горелки рассчитаны на смесь кислорода и ацетилена, а резаки – кислорода с пропаном. На это тоже стоит обратить внимание.
Шланги
Шланги – это деталь сварочного аппарата, которая применяется для подачи горючих веществ в рабочий элемент. Для сборки одного поста нужно два шланга, в соответствии с количеством баллонов.
Шланги имеют цветовую маркировку: красный используется для ацетилена, синий – для кислорода.
Эти детали производятся из гибкой, прочной резины. В случае применения бензина либо керосина, нужно использовать бензостойкие шланги.
Длина шлангов варьируется. Брать шлангу той или иной длины стоит в зависимости от объема газовых баллонов. Большие емкости позволяют выполнить больший объем работ.
Вероятнее всего при коротком шланге их придется перетаскивать по мере выполнения. В то же время емкости объемом до десяти литров рассчитаны на малое количество работы, и длинный шланг здесь не обязателен.
Газовый редуктор
Редуктор – это элемент контроля расхода и давления газа. Он устанавливается в аппарате на баллон и стабилизирует давление до рабочего уровня.
Важно помнить, что этот элемент не создан для полного аннулирования давления. Он может лишь снизить и стабилизировать его.
Газовый редуктор оснащен двумя датчиками – через них производится настройка. Первый датчик отвечает за давление, второй – за расход. Применение редуктора интуитивно понятно и просто.
Модели редукторов различны в зависимости от горючего вещества, для которого они предназначены. И решая, какой брать, нужно обратить на это внимание.
Например, ацетиленовый редуктор имеет черный окрас. Использование аппарата, предназначенного для другого вещества недопустимо.
Баллоны
Как уже было сказано, в сварочном посту два баллона. Один наполнен ацетиленом или его заменителем, во втором – кислород. Емкости для горючих веществ тоже имеют цветовую маркировку, позволяющую различать их содержимое.
Каждый баллон оснащен вентилем, использующимся для подачи газа. На него устанавливается редуктор, к которому подводится шланг. Другая сторона шланга подводятся к рабочему элементу – горелке либо резаку.
Для мелкой домашней сварки лучше использовать небольшие емкости с малым объемом. Они малогабаритны и имеют маленький вес, что облегчает их транспортировку. Используя баллоны с малым объемом, весь комплект можно поместить в багажник автомобиля.
Профессиональное сваривание требует баллонов более объемных – около сорока литров. Они более массивны, а потому места их применения ограничены. Их сложнее транспортировать.
Сложность перемещения аппарата во время сварки можно решить, подключая более длинные шланги. Значение имеет и металл, из которого изготовлен вентиль на баллоне.
Емкости с кислородом лучше оборудовать вентилем из латуни, а емкости с ацетиленом – из стали.
Менять их местами запрещено, как и применять для баллона с ацетиленом или его заменителем вентиль из меди.
Заключение
Газовая сварка на протяжении многих лет остается популярным видом обработки металлов. Она проста в применении. Не требует питания от электросети или сварочного генератора.
Для того, чтобы сварить или разрезать металл газом, нужно собрать сварочный пост из пары баллонов и шлангов, горелки и редуктора. В этот комплект не входит никакой газовый аппарат – таких не существует.
Аппараты для такой сварки и резки – это миф, заблуждение новичков. Для газовой обработки нужен только комплект сварочного поста и сварщик.
Выбирая детали для поста, нужно обращать внимание на параметры моделей и сборку. У баллонов обязательно должен быть технический паспорт.
Горелку или резак нужно выбирать с тщательностью. Эти приборы отвечают за смешение и подачу газов в рабочую зону. От этого зависит безопасность во время сварки, здоровье работника.
Качественные детали не только улучшают надежность соединения, но и защищают от травм.
Классификация и характеристики оборудования газосварщика
Газосварочное оборудование применяется для резания или соединения металлических деталей. Как и любые другие сварочные приспособления, оно разделяется на неподвижное и мобильное. Востребованность и популярность газовой сварки для бытового использования и в заводских цехах объясняется простотой технологии и высокой эффективностью применения.
Технические характеристики
От технических характеристик используемого для резания либо сварки газом оборудования зависит скорость производства работ, параметры шва либо кромки резания.
- Несложность процесса. Для сваривания нужен газ двух типов – подогревающий (ацетилен, пропан и др.) и кислород, используемый для горения.
- Не обязательно наличие электроснабжения.
- Подвижность аппаратуры и оборудования для газовой сварки. Перемещение возможно обычными транспортными средствами, из-за чего такой метод применяется на расположенных вдали объектах при отсутствии на них электроснабжения.
Критерии выбора
Главными требованиями, предъявляемыми к оборудованию и инструменту для газосварки, являются компактность, небольшой вес и легкость погрузки, транспортировки и выгрузки вручную.
- Применение того или иного газа для выполнения определенного типа работ (резка либо сварка). Преимущественно – ацетилен.
- Толщина элементов, подлежащих свариванию. Газовый сварочный аппарат на этине применяется для обработки нелегированных низкоуглеродистых сталей толщиной не более 20 мм. Пропан используется для изделий толщиной до 400 м. Для сваривания элементов 400-800 мм требуется предварительная кислородная продувка.
- Парметры горелок.
Ацетиленовые генераторы
Генерирующее ацетилен устройство – специальный прибор, применяемый с целью образования газа при смешении воды и карбида. Процесс осуществляется в мобильных либо неподвижных устройствах для газосварки.
Основные элементы мобильных генераторов по ГОСТ 30829-2002 такие:
- образователь, применяющийся для получения основного газа;
- газосборник, служащий для сбора образованного газа, а также применяющийся в качестве компенсатора неравномерности между объемом потребляемого и вырабатываемого газа;
- предохраняющее пламегасящее устройство, используемое с целью локализации огня и недопущения проникания в генератор пламени;
- клапан для отведения излишнего давления;
- манометр для определения давления в газохранилище.
- Помимо перечисленных элементов, генераторы дополнительно оборудуются фильтрами, регуляторами.
- Аппарат для газовой резки и сварки для удобства пользования комплектуется легким генератором, весом до 20 кг, производительность составляет до 3 м3/час.
- Подбирать оборудование необходимо в зависимости от поставленных перед ним задач и месте использования – для дома либо дачи, применения в производственных цехах, крупной стройплощадке.
Предохранительные затворы
Затворы, которыми оснащаются любые генераторы ацетилена, нужны для предохранения установок от возможного проникновения волны от обратного удара пламени. Элементы монтируются между генерирующим устройством либо подающей трубкой и главным инструментом газосварщика – резаком либо горелкой.
- водные, наполненные жидкостью;
- сухие, в качестве наполнителя используется металлокерамический порошок.
Выпускаются выработкой от 0,8 до 3,2 м3/час. По допустимому давлению газа разделяются на:
- малого давления (до 10 кПа);
- среднего (до 70 кПа);
- высокого (до 150 кПа.)
Корпус наполняется жидкостью до линии контролирующего краника. Ацетилен, поступающий по газопроводу, проходит также и по обратному клапану, находящемуся внизу корпуса. Пройдя сквозь толщу жидкости и поднявшись на верх сквозь дефлектор, газ накапливается вверху устройства. Затем сквозь расходный краник газообразное топливо подается в резак либо в горелку.
Вверху затвора расположена выведенная на внешнюю сторону трубка. Она укрыта диафрагмой из фольги алюминия.
При образовании оборотного удара выполняется разрыв диафрагмы, горящая смесь отводится на внешнюю сторону корпуса. Волна от удара переходит через жидкость на оборотный клапан и закрывает его.
Поступление ацетилена останавливается. После каждого использования мембрану нужно менять.
Газовые баллоны
Баллоны используются в качестве емкости для содержания, транспортировки и подачи газов, которые могут находиться внутри в состояниях:
- жидком;
- сжатом;
- растворенном.
Объем баллонов колеблется в диапазоне от 0,4 до 0,55 дм3. Наиболее востребованными и удобными являются емкости объемом 40 л.
Баллоны производятся по ГОСТ 949-73 из бесшовных труб. Обладают цилиндрообразной формой с суженой шейкой, на которую монтируются требуемые для производства работ приспособления (штуцеры, фланцы, вентили). Днище сосуда выпуклое.
В горловине устроено конусообразное резьбовое отверстие под крепление вентиля – запорно-регулирующего прибора. Разворот маховика вентиля позволяет закрыть либо открыть проход клапана.
На горловину сосуда крепится кольцо с внешней резьбой для колпака, используемого для защиты вентиля от повреждений при транспортировании. Устойчивость в стоячем положении обеспечивается башмаком на прямоугольной платформе, расположенным внизу.
Баллоны в зависимости от рода газа различаются цветом.
Каждый сосуд комплектуется паспортом, в котором приведены все технические характеристики. Помимо главных параметров, в документе указываются все осмотры, проверки и тестирования, выполняющиеся в установленные сроки.
Сварочное оборудование газовое
Оборудование и аппаратура для газовой сварки и резки
1. Cхемы постов газовой сварки и резки
Выбор схем газопитания сварочного поста зависит от состава горючей смеси и принципа работы аппаратуры. При использовании инжекторной аппаратуры с ацетиленокислородным пламенем пост оборудуют по схемам, показанным на рис. 1.
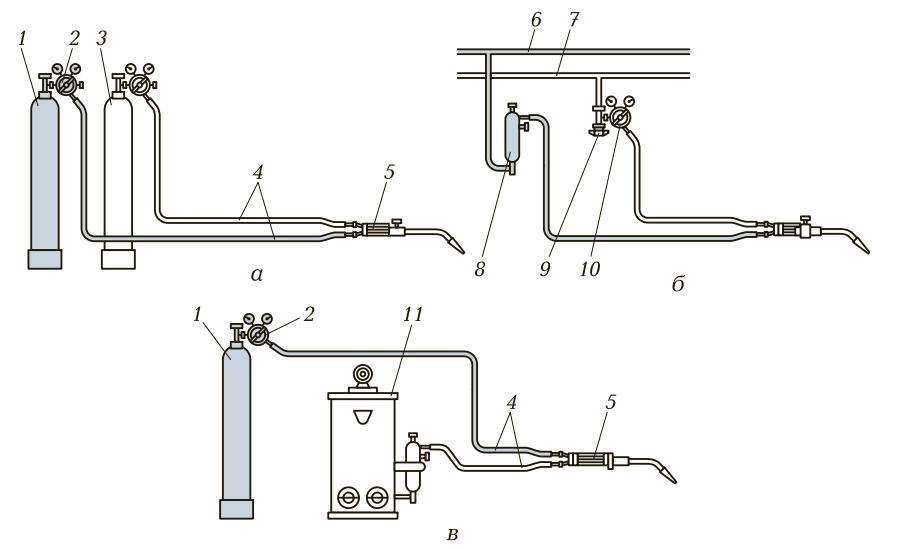
Рис. 1. Схемы газопитания сварочного поста: а — от баллонов; б — от газопроводов; в — от ацетиленового генератора; 1 — баллон с кислородом; 2 — кислородный редуктор; 3 — баллон с ацетиленом; 4 — шланги; 5 — горелка; 6 — кислородный трубопровод; 7 — ацетиленовый трубопровод; 8 — водяной затвор; 9 — кислородный вентиль; 10 — кислородный постовой редуктор; 11 — ацетиленовый генератор
Основное назначение аппаратуры, входящей в состав сварочного поста, заключается в обеспечении подвода горючих газов к сварочной горелке с заданным расходом и предотвращении попадания пламени в баллоны с горючими газами при аварийном обратном ударе пламени.
В зависимости от назначения сварочные посты могут быть передвижными или стационарными. Передвижные сварочные посты могут быть собраны в любом месте на предприятии или в цехе. На стационарных сварочных постах питание газом осуществляется централизованно; при этом к местам потребления газ подается по газопроводам.
Для питания сварочных постов ацетиленом его получают в ацетиленовых генераторах из карбида кальция и воды либо подают из баллона (или централизованной магистрали).
2. Ацетиленовые генераторы
Согласно ГОСТ 5190 — 78 ацетиленовые генераторы классифицируют по давлению вырабатываемого ацетилена, производительности, конструкции, применяемой системе регулирования взаимодействия карбида кальция с водой.
Генераторы низкого давления изготовляют на давление ацетилена до 0,01 МПа, генераторы среднего давления — на давление ацетилена 0,01 … 0,07 МПа. Выпускают также генераторы на давление ацетилена 0,07 … 0,15 МПа; они относятся к генераторам среднего давления, но имеют более высокую производительность.
По расчетной производительности генераторы изготовляют на 0,5; 0,75; 1,25; 2,5; 3,5; 10; 20; 40; 30; 160 и 320 м 3 /ч.
По конструкции генераторы выполняют передвижными и стационарными. Передвижные генераторы имеют производительность до 3 м 3 /ч.
По системе регулирования взаимодействия карбида кальция с водой генераторы изготовляют с количественным регулированием взаимодействующих веществ и с регулированием продолжительности контакта кальция с водой, которое называется повременным регулированием.
В генераторах с количественным регулированием применяют дозирование карбида кальция или воды. Если дозируется карбид кальция, а вода в зоне реакции находится в постоянном количестве, то система называется «карбид в воду». При дозировании воды и одновременной загрузке всего количества карбида кальция система называется «вода на карбид».
Применяют также комбинированную систему, при которой дозируют оба вещества.
В генераторах с повременной системой регулирования контакт карбида кальция с водой происходит периодически, с определенными перерывами. Подвижным веществом обычно является вода. Такие генераторы относятся к работающим по системе «вытеснения».
Применяют также сочетание двух указанных систем в одном генераторе в целях более плавного регулирования газообразования и уменьшения выброса газа в атмосферу.
В зависимости от способа взаимодействия карбида кальция с водой генераторы принято кратко обозначать следующим образом:
- KB — «карбид в воду»;
- ВК — «вода на карбид»;
- ВК и ВВ — комбинированные «вода на карбид» и «вытеснение воды».
Конструкции различных ацетиленовых генераторов приведены на рис. 2.
В соответствии с ГОСТ 519 — 78 промышленностью выпускаются передвижные ацетиленовые генераторы типа АСП-10 (это ацетиленовый генератор среднего давления, передвижной, производительностью 1,25 м 3 /ч) и стационарные генераторы типов АСК-3, АСК-4, АСК-5, ГНД-20, ГНД-40.
Каждый тип ацетиленового генератора имеет свои достоинства и недостатки. Не все типы генераторов находят равноценное применение, однако можно применять любой генератор, находящийся в исправном рабочем состоянии.
Наиболее предпочтительными являются генераторы комбинированной системы «вода на карбид» и «вытеснения воды».
Генератор рассчитывают для работы на карбиде кальция с кусками определенных размеров. Разложение карбида кальция в генераторе должно регулироваться автоматически, в зависимости от расхода газа. Генератор должен обладать высоким коэффициентом полезного использования карбида кальция (в соответствии с паспортом на карбид данного сорта). Современные генераторы имеют коэффициент полезного использования карбида кальция до 0,98.
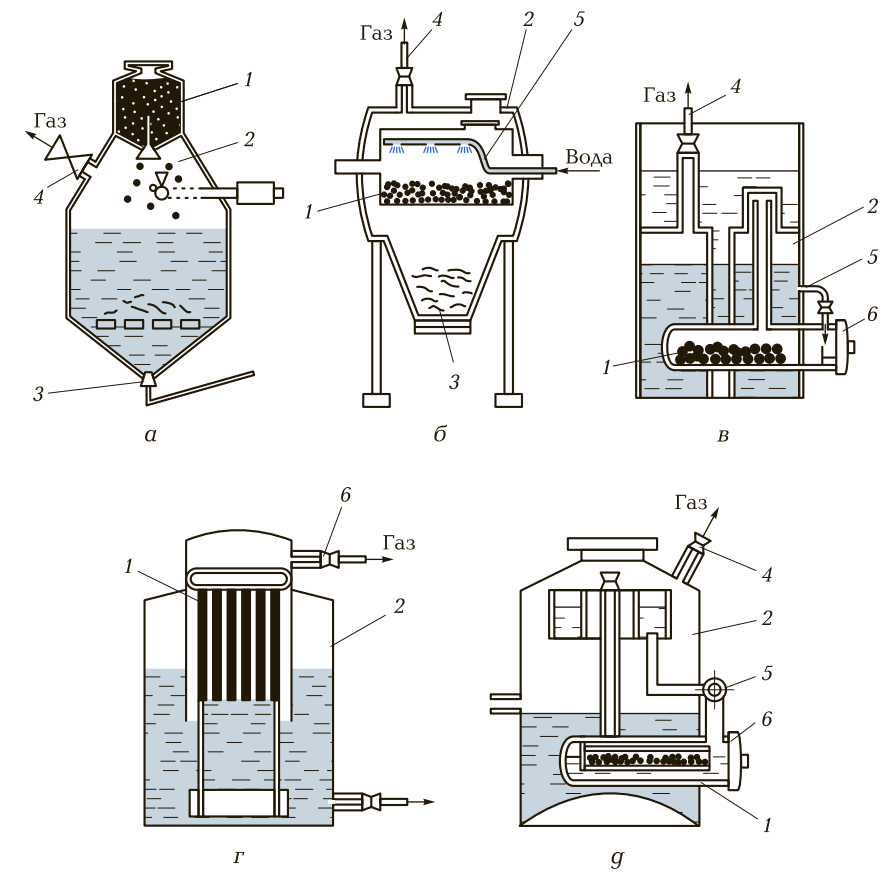
Рис. 2. Схемы ацетиленовых генераторов: а — «карбид в воду»; б — «вода на карбид»; в — «вытеснение воды»; г, д — комбинированные системы; 1 — бункер или барабан с карбидом кальция; 2 — газосборник; 3 — спуск газа; 4 — штуцер для отбора газа; 5 — система подачи воды; 6 — реторта
Избыточное давление в генераторе не должно превышать 0,15 МПа.
Во избежание выброса ацетилена в помещение при внезапном прекращении отбора газа генератор должен быть герметичным и иметь газосборник достаточного объема. Кроме того, генератор должен обеспечивать хорошую очистку получаемого газа.
Рассмотрим устройство и работу генератора АСП-10, представленного на рис. 3. Корпус состоит их трех частей: верхней — газообразователя, средней — вытеснителя и нижней — промывателя и газосборника. Верхняя часть с нижней соединены между собой переливной трубкой 4. В газообразователе происходит разложение карбида кальция водой с выделением ацетилена. В вытеснителе формируется воздушная подушка, которая в процессе работы генератора контактирует с водой в газообразователе.
В промывателе происходят охлаждение ацетилена и его отделение от частичек извести. В верхней части промывателя скапливается ацетилен. Эта часть аппарата называется газосборником.
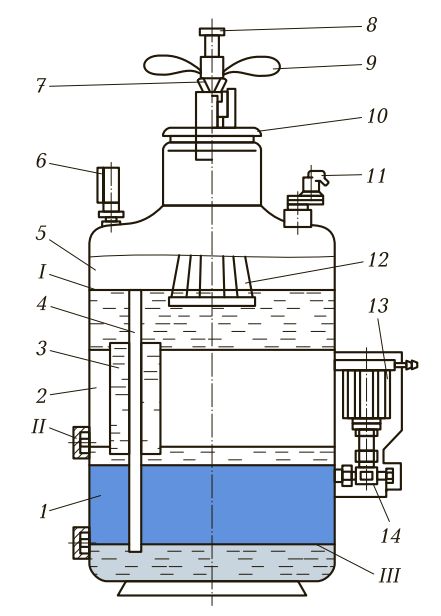
Рис. 3. Схема передвижного ацетиленового генератора АСП-10: 1 — промыватель; 2 — вытеснитель; 3 — патрубок; 4 — переливная трубка; 5 — газообразователь; 6 — манометр; 7 — винт; 8 — шток; 9 — рукоятка; 10 — крышка; 11 — предохранительный клапан; 12 — корзина для карбида кальция; 13 — предохранительный сухой затвор; 14 — вентиль; I, II, III — уровни воды соответственно в газообразователе, вытеснителе и промывателе
Вода в газообразователь заливается через горловину. При достижении уровня переливной трубки 4 вода поступает из газообразователя в промыватель. Заполнение промывателя происходит до уровня II.
Карбид загружают в корзину 12, закрепляют поддон корзины, устанавливают и прижимают крышку 10 с мембраной усилием, создаваемым винтом 7. Образующийся в газообразователе ацетилен по трубке 4 поступает в промыватель, проходит через слой воды, охлаждается и промывается. Из промывателя ацетилен проходит через вентиль по шлангу и поступает через предохранительный затвор 13 на потребление.
Регулирование процесса разложения карбида кальция в газообразователе происходит одновременно двумя способами: вертикальным движением корзины с карбидом кальция в воду и за счет работы вытеснителя.
По мере повышения давления в газообразователе корзина с карбидом, связанная с пружиной мембраны, перемещается вверх, уровень орошения карбида уменьшается, выработка ацетилена ограничивается и повышение давления прекращается.
При снижении давления в газообразователе усилием пружины мембрана и корзина с карбидом опускаются в воду. Таким образом, с помощью мембраны с пружиной осуществляется автоматическое регулирование давления ацетилена в аппарате.
Давление в аппарате одновременно регулируется вытеснением воды из газообразователя в вытеснитель через патрубок 3 и обратно.
По мере выделения ацетилена давление в газообразователе возрастает, вода переливается в вытеснитель. Уровень воды в газообразователе понижается, и корзина с карбидом оказывается выше уровня воды; при этом реакция разложения карбида кальция водой прекращается.
При понижении давления в газообразователе вода из вытеснителя поднимается вверх и вновь происходит орошение карбида в газообразователе.
Предохранительный клапан 11 служит для сброса избыточного давления ацетилена. В месте присоединения клапана к корпусу установлена сетка для задержания частиц карбида.
Вентиль 14 служит для пуска и регулирования подачи ацетилена к потребителю. Давление ацетилена в газообразователе контролируется манометром 6.
Слив ила из газообразователя и воды, содержащей ил, из промывателя осуществляется через вентиль 14.
3. Предохранительные затворы и огнепреградители
Предохранительными затворами называют устройства, предназначенные для защиты ацетиленовых генераторов и трубопроводов для горючих газов от обратного удара пламени.
Обратным ударом называется проникание пламени внутрь каналов сопла горелки или резака и распространение его навстречу потоку горючей смеси.
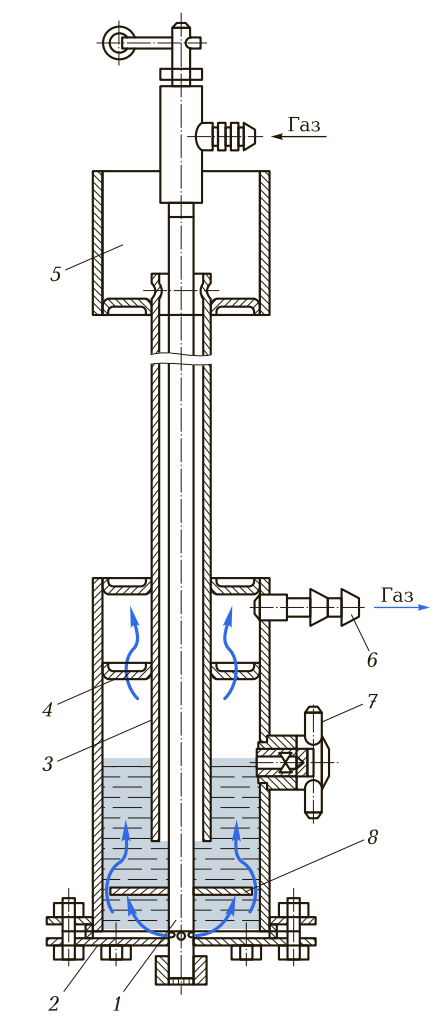
Рис. 4. Конструкция жидкостного затвора низкого давления открытого типа: 1 — газоподводящая трубка; 2 — съемное днище; 3 — наружная трубка; 4 — каплеотбойник; 5 — воронка; 6 — ниппель; 7 — контрольный вентиль; 8 — рассекатель
Вероятность обратного удара пламени в основном определяется соотношением между скоростью истечения смеси и так называемой нормальной скоростью воспламенения смеси. Нормальной скоростью воспламенения или скоростью горения называется скорость распространения пламени, направленная перпендикулярно к поверхности фронта пламени в данной точке. Внешне обратный удар характеризуется резким хлопком и гашением пламени. Основными причинами обратных ударов являются перегрев наконечника и засорение мундштука, при которых скорость истечения горючей смеси резко снижается и делается меньше скорости воспламенения.
Ацетиленовые жидкостные затворы классифицируют по следующим признакам: по пропускной способности — 800; 1 250; 2 000; 3 200 дм 3 /ч; по предельному давлению — низкого давления (до 0,01 МПа) и среднего давления (0,01 … 0,15 МПа).
На рис. 4 приведена конструкция жидкостного затвора низкого давления открытого типа. Ацетилен поступает в затвор по трубке 1, вытесняя своим давлением воду в наружную трубку 3, и выходит через ниппель 6 в горелку.
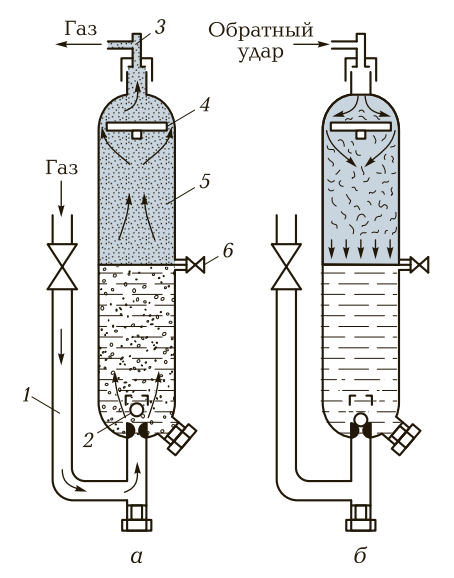
Рис. 5. Схема жидкостного затвора среднего давления закрытого типа: а — нормальная работа; б — обратный удар; 1 — трубка; 2 — клапан; 3 — ниппель; 4 — диск; 5 — корпус; 6 — контрольный кран
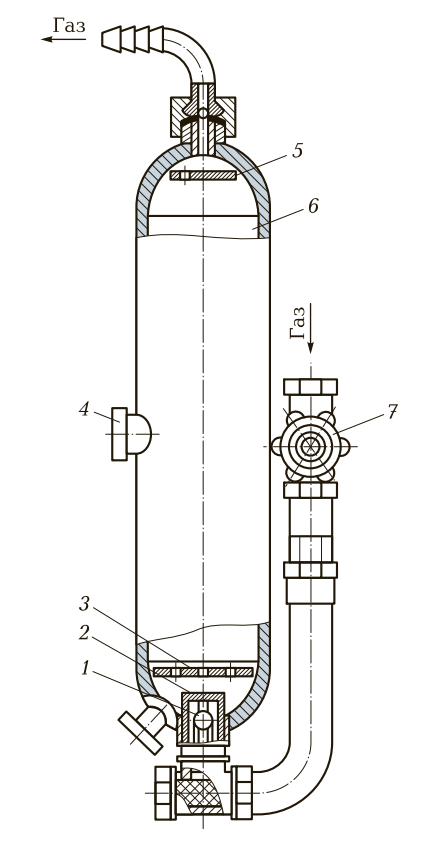
Рис. 6. Конструкция предохранительного жидкостного затвора ЗСП-8 для ацетилена среднего давления: 1 — обратный клапан; 2 — распределительный колпачок; 3 — рассекатель; 4 — пробка; 5 — каплеотбойник; 6 — корпус; 7 — вентиль
Давление определяется высотой столба жидкости в затворе, находящейся на уровне контрольного вентиля 7, и ее верхним уровнем в кольцевом пространстве между трубками 1 и 3. При обратном ударе пламени вода из корпуса затвора вытесняется в трубку 1 и частично в воронку 5, заполняя собой всю трубку 1; этим создается гидравлический столб, препятствующий прохождению пламени через предохранительный затвор. По окончании обратного удара вода стекает в корпус затвора, и он снова готов к работе.
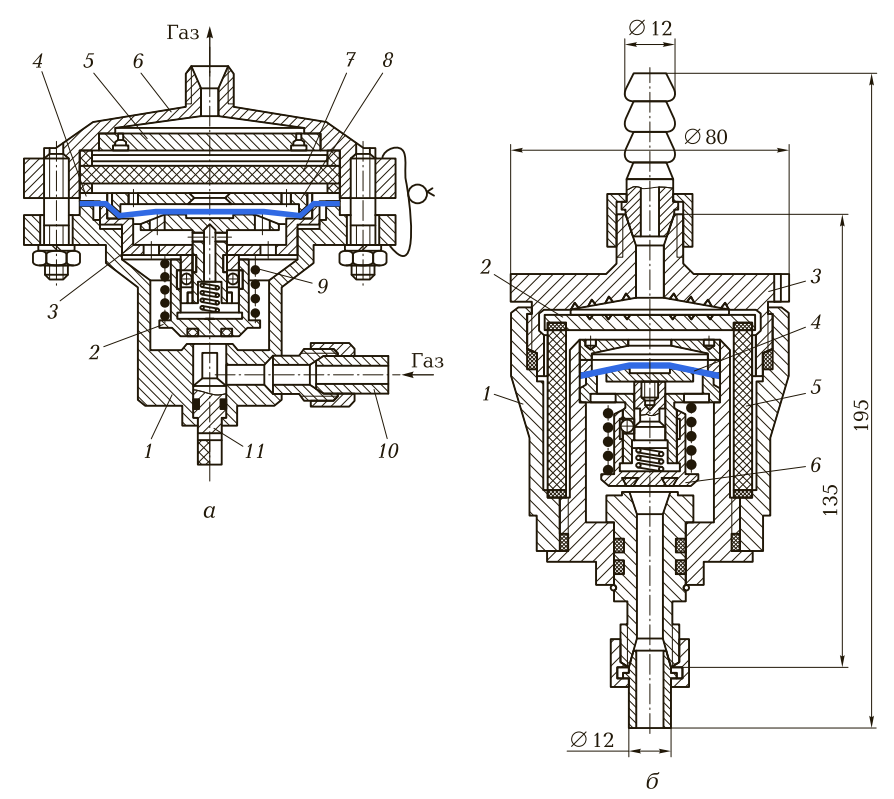
Рис. 7. Конструкции затворов сухого типа: а — ЗСЗ-1: 1 — корпус; 2 — клапан; 3 — шток; 4 — мембрана; 5 — отбойник; 6 — крышка; 7 — пламегасящий элемент; 8 — шпилька; 9 — пружина; 10 — ниппель; 11 — шток; б — ЗСУ-1: 1 — корпус блока пламегашения; 2 — отбойник; 3 — крышка; 4 — обратный клапан; 5 — пламегасящий элемент; 6 — отсечной клапан
Максимальное давление для такого затвора определяется высотой трубок 1 и 3 и обычно не превышает 0,01 МПа. Иногда в целях предотвращения уноса воды и повышения надежности в работе газовый объем затвора заполняют керамическими кольцами.
Для генераторов и сварочных постов среднего давления (до 0,15 МПа) используют жидкостные затворы закрытого типа (рис. 5). Ацетилен проходит по трубке 1 через клапан 2 в корпус 5, заполненный водой до уровня контрольного крана 6, и через ниппель 3 поступает в горелку. При обратном ударе пламени давление в затворе резко повышается, вода давит на клапан 2 и закрывает его, отключая трубопровод подвода газа. Одновременно волна взрыва гасится при ее прохождении через узкую щель между стенкой корпуса затвора и краем диска 4.
В настоящее время промышленность выпускает предохранительные жидкостные затворы типа ЗСП-8 (рис. 6). Недостатком жидкостных затворов является замерзание воды при работе на морозе. В зимнее время при работе на открытом воздухе в жидкостный затвор заливают морозоустойчивые водяные растворы: этиленгликоль — два объема, вода — один объем; глицерин — два объема, вода — один объем.
Сухие предохранительные затворы типа ЗСЗ-1 можно эксплуатировать при любой температуре окружающей среды. Затвор ЗСЗ-1 (рис. 7, а) состоит из корпуса 1 и крышки 6, которые крепятся между собой шпильками 8. Между крышкой и корпусом установлены отбойник 5, пламегасящий элемент 7, мембрана 4 и клапан 2. Затвор приводится в рабочее состояние вводом штока 11. Газ по ниппелю 10 поступает в затвор, своим давлением отжимает мембрану 4 от штока 3 и через выходной ниппель поступает в горелку или резак.
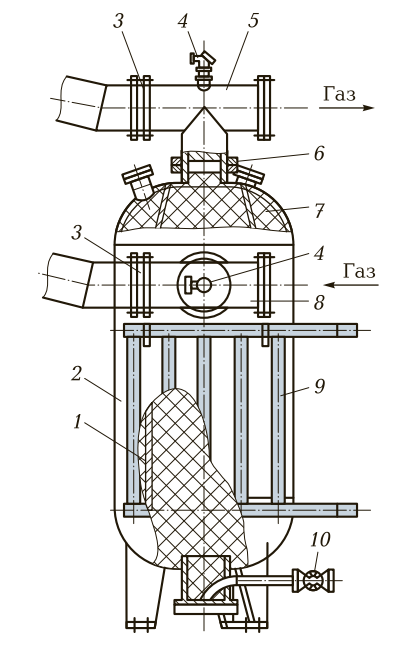
Рис. 8. Конструкция огнепреградительной башни: 1 — внутренняя труба; 2 — корпус; 3 — мембранные узлы; 4 — термометры; 5, 8, 9 — коллекторы; 6 — решетка; 7 — насадка; 10 — вентиль
При обратном ударе ударная волна пламени гасится на отбойнике 5, а пламя — в пламегасящем элементе 7. Мембрана 4 прижимается давлением пламени к штоку 3 и закрывает доступ горючего газа в корпус затвора. Под давлением горючего газа мембрана 4 давит на шток 3, который перемещается вниз, в результате чего под действием пружины 9 клапан 2 закрывает входное отверстие для доступа газа в затвор. Пропускная способность затвора при температуре 20 °С и давлении 0,1 МПа — 5 000 дм 3 /ч, рабочее давление поступающего газа — 0,15 МПа.
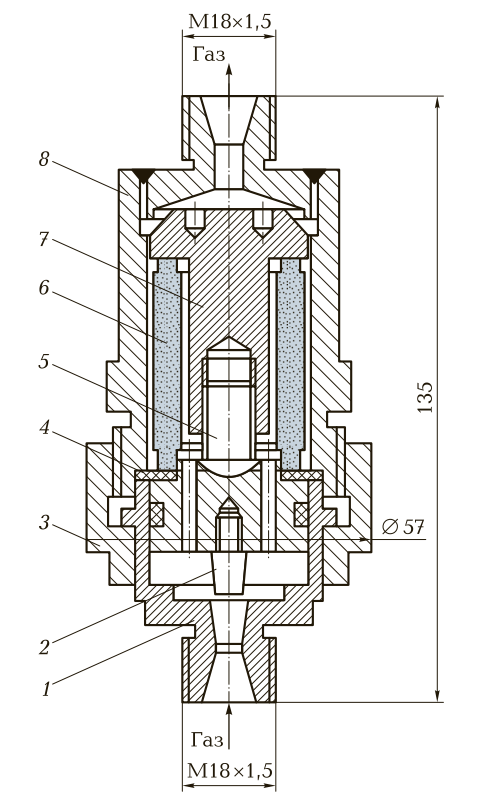
Рис. 9. Конструкция огнепреградителя типа ЗВП-1: 1 — седло; 2 — фторопластовый клапан; 3 — гайка; 4 — мембрана; 5 — стяжка; 6 — металлокерамический элемент; 7 — опорный шток; 8 — корпус
На стационарных генераторах высокой производительности в состав оборудования ацетиленовых станций включают огнепреградительные башни (рис. 8) пропускной способностью до 320 000 дм 3 /ч, с сухим пламегасящим элементом. Для повышения надежности в работе огнепреградительная башня снабжена термоэлектрическими датчиками и системой обогрева для работы в холодное время.
Для локализации взрывного распада ацетилена высокого давления часто применяют огнепреградители типа ЗВП-1 (рис. 9). Основной элемент огнепреградителя — пламегаситель, состоящий из металлокерамического элемента 6, опорного штока 7 и стяжки 5, на которой установлен фторопластовый клапан 2. Пламегаситель в сборе опирается на резиновую мембрану 4, края которой защемлены с помощью седла 1 и гайки 3.
При возникновении взрывного распада ацетилена под действием резко возросшего давления пламегаситель, деформируя мембрану, перемещается в сторону седла; при этом клапан перекрывает поток газа через огнепреградитель и пламя локализуется в порах металлокерамического элемента.
4. Баллоны для сжатых газов, вентили для баллонов
Стальные баллоны малого и среднего объема для газов на давление до 20 МПа соответствуют требованиям ГОСТ 949 — 73.
Баллоны вмещают различный объем газов с определенным давлением. Баллоны вместимостью до 12 дм 3 относят к баллонам малого объема, вместимостью 20 … 50 дм 3 — к баллонам среднего объема.
Баллоны, предназначенные для хранения и перевозки сжатых, сжиженных и растворенных газов при температуре от -50 до +60 °С изготовляют из бесшовных труб.
Баллоны, рассчитанные на рабочее давление 10; 15 и 20 МПа, изготовляют из углеродистой стали, а баллоны, рассчитанные на рабочее давление 15 и 20 МПа, — из легированной стали.
Баллоны для кислорода выпускаются производством на расчетное давление 15 МПа, баллоны для ацетилена — на расчетное давление 10 МПа.
Наибольшее распространение имеют баллоны вместимостью 40 дм 3 .
По требованию заказчика баллоны могут не окрашиваться. Тем не менее клеймо должно быть отчетливо видно на сферической части у горловины баллона. В табл. 1 приведены цвета условной окраски баллонов для хранения и транспортирования газов.
Часть верхней сферы баллона не окрашивают; на ней выбивают паспортные данные: товарный знак предприятия-изготовителя; номер баллона; дату (месяц, год) изготовления и год следующего испытания, которые проводят каждые пять лет; массу порожнего баллона, кг; вместимость баллона, дм 3 ; клеймо ОТК.
Баллоны для кислорода (рис. 10) при длине корпуса 1 390 мм имеют массу 43,5 и 60 кг. Для подсчета количества кислорода в баллоне необходимо вместимость баллона в кубических дециметрах умножить на давление газа в килограмм-силы на квадратный сантиметр. Например, при вместимости баллона 40 дм 3 и давлении кислорода внутри баллона 15 МПа (150 кгс/см2) количество кислорода в баллоне 40 · 150 6 000 дм 3 (6 м 3 ).
Нижней частью баллоны опираются на башмаки для предотвращения ударов по корпусу в процессе транспортирования и обеспечения устойчивого вертикального положения при установке на сварочном посту. Верхняя часть баллонов также защищена от случайных ударов толстостенными колпаками.
Баллон на сварочном посту устанавливают вертикально и закрепляют цепью или хомутом для предохранения от падения. При кратковременных монтажных работах баллон можно укладывать на землю так, чтобы вентиль был выше башмака баллона; для этого верхнюю часть баллона опирают на деревянную подкладку с вырезом.
| Таблица 1. Цвета условной окраски баллонов для газовой сварки и резки | |||
| Газ | Цвет окраски | Текст надписи | Цвет надписи |
| Ацетилен | Белый | Ацетилен | Kрасный |
| Водород | Темно-зеленый | Водород | Kрасный |
| Kислород | Голубой | Kислород | Черный |
| Пропан | Kрасный | Пропан | Белый |
| Прочие горючие газы | Kрасный | (Наименование газа) | Белый |
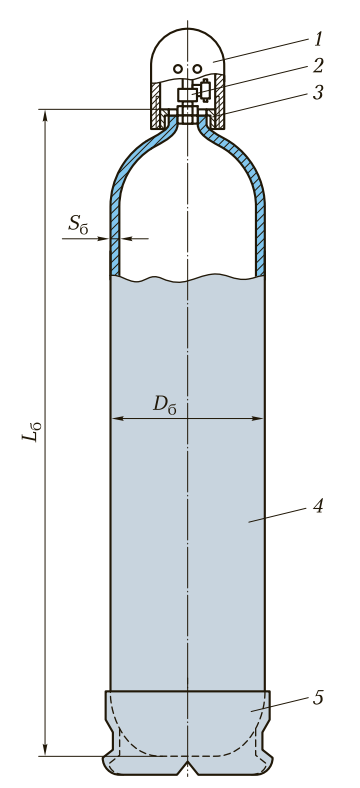
Рис. 10. Конструкция кислородного баллона: 1 — предохранительный колпак; 2 — запорный вентиль; 3 — кольцо; 4 — корпус; 5 — опорный башмак; Lб, Dб, Sб — длина, диаметр и толщина стенки баллона соответственно
Баллон подготавливают к работе в следующем порядке: открывают колпак; отвинчивают заглушку штуцера; осматривают вентиль, чтобы убедиться в отсутствии следов масла. Если на вентиле замечено наличие масла, то таким баллоном пользоваться нельзя и сварщик должен отставить этот баллон и известить мастера или руководителя работ.
Если вентиль исправен, то его штуцер продувают кратковременным поворотом маховика на небольшой угол; при этом следует стоять сбоку от штуцера вентиля.
Если вентиль не открывается или имеет утечку газа (травит), то баллон необходимо отставить для возврата на кислородный завод.
Далее проверяют состояние накидной гайки редуктора и присоединяют редуктор к вентилю баллона, затем ослабляют регулирующий винт редуктора.
Медленным вращением маховика открывают вентиль баллона и устанавливают рабочее давление кислорода с помощью регулирующего винта редуктора. После этого можно производить отбор газа из баллона.
При понижении давления газа в редукторе газ охлаждается. Если в газе содержится влага, то может произойти замерзание каналов вентиля и редуктора. В этом случае вентиль и редуктор следует подогревать только горячей водой или паром.
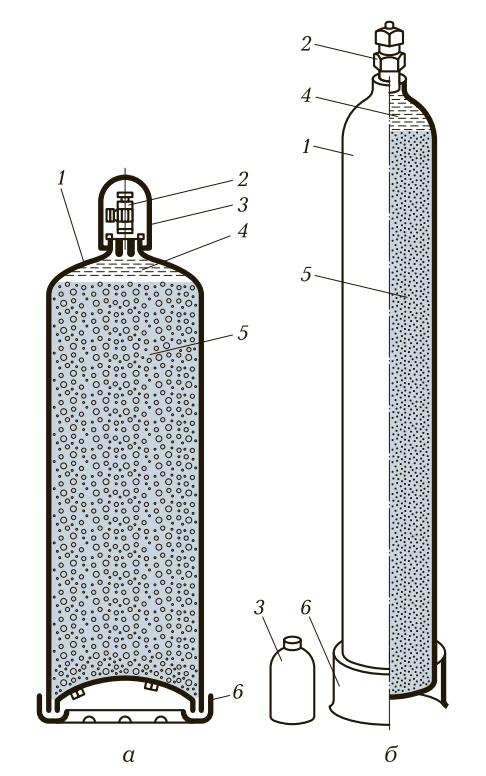
Рис. 11. Конструкции ацетиленовых баллонов: а — сварного; б — бесшовного; 1 — корпус; 2 — запорный вентиль; 3 — предохранительный колпак; 4 — газовая подушка; 5 — пористая масса с ацетоном; 6 — опорный башмак
Для безопасного хранения газа под высоким давлением ацетиленовые баллоны (рис. 11) заполняют специальной пористой массой из древесного угля, пемзы, инфузорной земли и пропитывают ее ацетоном, в котором ацетилен хорошо растворяется. Находясь в порах массы, растворенный в ацетоне ацетилен становится взрывобезопасным, и его можно хранить в баллоне под давлением до 2,5 … 3,0 МПа (25 … 30 кгс/см2). Номинальное давление в баллоне для ацетилена — 1,9 МПа (19 кгс/см2) при температуре 20 °С.
При открывании вентиля баллона ацетилен выделяется из ацетона и в виде газа выходит через редуктор в шланг горелки. Ацетон остается в порах массы и вновь растворяет ацетилен при последующем наполнении баллонов газом.
Ацетилен из баллонов по сравнению с ацетиленом из генератора обеспечивает большую безопасность при работе, имеет более высокую чистоту, содержит меньше влаги, обеспечивает более высокое давление газа перед горелкой или резаком.
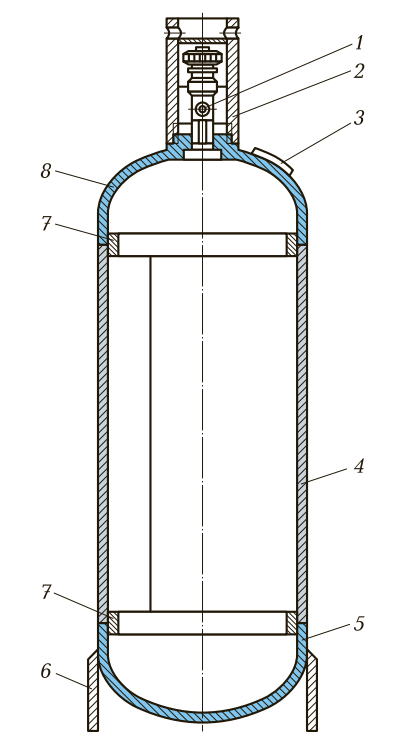
Рис. 12. Конструкция баллона для пропана и пропан-бутановой смеси: 1 — вентиль; 2 — колпак; 3 — табличка паспорта баллона; 4 — корпус; 5 — днище; 6 — опорный башмак; 7 — подкладные кольца; 8 — верхняя сфера
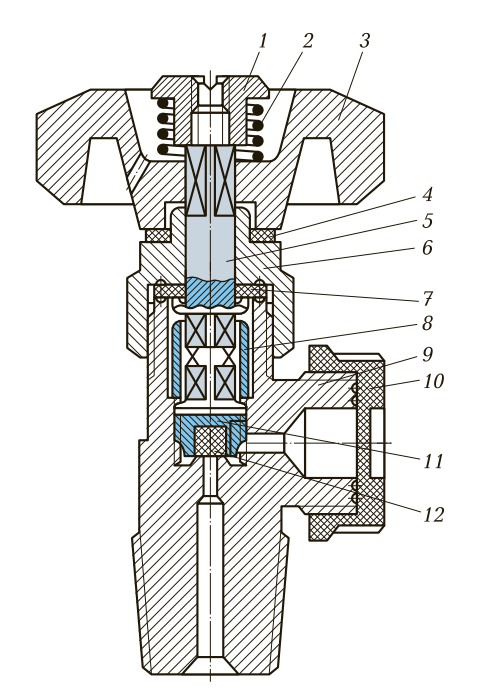
Рис. 13. Конструкция кислородного баллонного вентиля: 1 — гайка; 2 — пружина; 3 — маховик; 4, 7 — капроновые прокладки; 5 — шпиндель; 6 — накидная гайка; 8 — муфта; 9 — корпус вентиля; 10 — заглушка; 11 — корпус клапана; 12 — уплотнитель
Для определения количества ацетилена необходимо взвешивать пустой и наполненный баллоны. Пустые баллоны должны храниться с плотно закрытыми вентилями, чтобы избежать утечки ацетона.
Баллоны для пропана и пропан-бутановой смеси (рис. 12) изготовляют сваркой из листовой углеродистой стали с толщиной стенки 3 мм и вместимостью 40 и 55 дм 3 . Баллоны рассчитаны на максимальное рабочее давление 1,6 МПа.
Вентили для кислородных баллонов изготовляют из латуни. Сталь для деталей вентиля, соприкасающихся с кислородом, применять нельзя, так как в среде сжатого влажного кислорода она подвергается сильной коррозии. В кислородном вентиле вследствие случайного попадания масла или при воспламенении от трения самодельной прокладки сальника возможно возгорание стальных деталей, так как сталь может гореть в струе сжатого кислорода.
Латунь не горит в кислороде, ее применение в кислородных вентилях безопасно. Маховики, заглушки и другие детали вентилей изготовляют из алюминиевых сплавов или пластмасс.
Кислородный вентиль (рис. 13) имеет сальниковое уплотнение с капроновой прокладкой 7, в которую буртиком упирается шпиндель 5, прижимаемый пружиной 2 (при открытом клапане — давлением газа). Вращение маховика 3 передается клапану через муфту 8, надеваемую на квадратные хвостовики шпинделя и клапана.
Ацетиленовые вентили (рис. 14) изготовляют из стали, применение которой в среде ацетилена безопасно. В ацетиленовых вентилях запрещается применять медь и сплавы, содержащие более 70 % меди, так как с медью ацетилен может образовывать взрывчатое соединение — ацетиленистую медь. К ацетиленовому вентилю редуктор присоединяют хомутом, снабженным винтом.
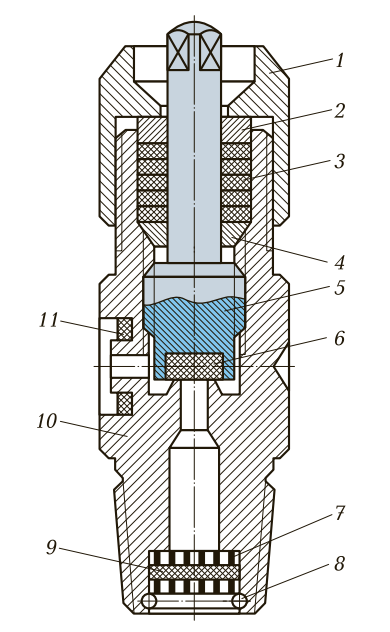
Рис. 14. Конструкция ацетиленового баллонного вентиля: 1 — гайка сальника; 2 — шайба; 3 — сальниковые прокладки; 4 — сальниковое кольцо; 5 — шпиндель; 6 — уплотнитель; 7 — фильтр; 8 — проволочное кольцо; 9 — войлочная прокладка; 10 — корпус; 11 — прокладка штуцера
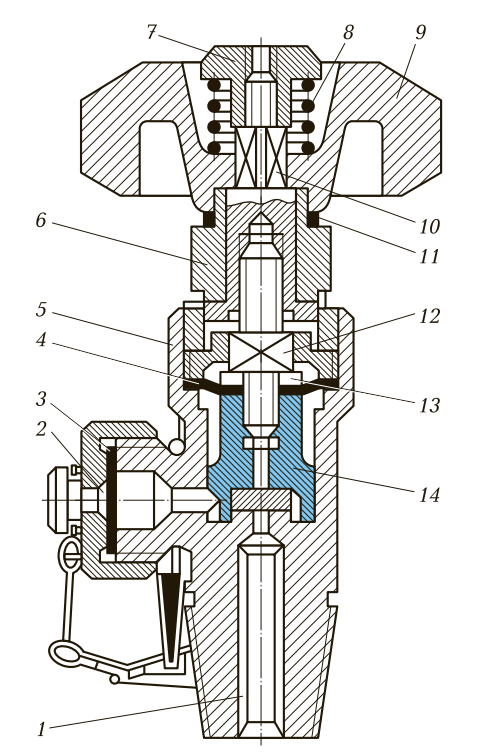
Рис. 15. Конструкция пропанового баллонного вентиля: 1 — корпус; 2 — заглушка; 3, 4, 11 — прокладки; 5 — букса; 6 — накладная гайка; 7 — гайка сальника; 8 — пружина; 9 — маховик; 10 — шпиндель; 12 — шток; 13 — шайба; 14 — клапан
Шпиндель вращают торцовым ключом, надеваемым на квадратный конец шпинделя. Нижняя часть шпинделя 5 имеет вставку из эбонита и служит клапаном. Для уплотнения сальниковой прокладки 3 применяют набор кожаных колец. В хвостовик вентиля вставляют войлочный фильтр 7.
Различные конструкции кислородных и ацетиленовых вентилей, как и разная окраска баллонов, служат для предупреждения ошибочного наполнения ацетиленом кислородного баллона или наоборот. Ошибка представляет большую опасность, так как может привести к взрыву баллонов.
Вентили для пропана и пропан-бутановой смеси (рис. 15) имеют стальной корпус 1, клапан 14 и шпиндель 10, соединенные эластичной резиновой прокладкой 4, которая обеспечивает герметичность гайки 7 сальника.
5. Редукторы для сжатых газов
Газовый редуктор предназначен для снижения давления газа, поступающего из баллона или газопровода, и стабилизации расхода и давления на выходном ниппеле. В редукторе прямого действия давление поступающего газа стремится открыть клапан, через который газ входит в рабочую камеру редуктора; в редукторе обратного действия это давление стремится закрыть клапан. В первом случае рабочее давление по мере расхода газа из баллона несколько снижается; редуктор имеет падающую характеристику. Во втором случае характеристика возрастающая: с уменьшением давления газа в баллоне рабочее давление на выходе из редуктора повышается. Более удобными и безопасными в эксплуатации являются редукторы обратного действия.
По роду газа редукторы подразделяют на кислородные, ацетиленовые, пропан-бутановые и метановые. Внешне они различаются окраской, цвет которой должен быть таким же, как и у баллона для данного газа. Различаются газовые редукторы и конструкцией присоединительных устройств для крепления редукторов к баллону: у ацетиленовых редукторов это хомут с упорным винтом, у остальных редукторов — накидная гайка с резьбой, соответствующей резьбе на вентиле баллона.
По схеме редуцирования редукторы выполняют одноступенчатыми (однокамерными) и двухступенчатыми (двухкамерными), в которых давление снижается в два этапа. Принцип действия всех редукторов одинаков. Рассмотрим его на примере одноступенчатого баллонного редуктора.
На рис. 16 приведены схемы одноступенчатых редукторов. Снижение давления сжатого газа обеспечивается посредством его дросселирования через редуцирующий клапан.
Для поддержания давления газа в рабочей камере на постоянном уровне служит гибкая мембрана, на одну сторону которой действует давление этого газа (рабочее давление), а на другую — усилие главной регулировочной пружины или установочное давление (в редукторах с беспружинным регулированием рабочего давления).
При изменении давления газа в рабочей камере редуктора мембрана деформируется, увеличивая или уменьшая площадь проходного сечения редуцирующего клапана, что, в свою очередь, приводит к уменьшению или увеличению степени дросселирования газа. При уменьшении проходного сечения клапана расход газа уменьшается, а степень дросселирования возрастает, при увеличении сечения — наоборот. В редукторе обратного действия (рис. 16, а) давление газа до редуцирования действует на клапан сверху, стремясь закрыть его, тогда как в редукторе прямого действия (рис. 16, б ) — снизу, стремясь открыть его. Наиболее широкое применение находят редукторы обратного действия, поскольку они компактнее, проще по конструкции, имеют меньше деталей и надежнее в работе. Это объясняется тем, что в редукторах обратного действия упрощается связь редуцирующего клапана с мембраной и, кроме того, основная рабочая характеристика (зависимость давления газа на выходе от расхода газа из баллона) является возрастающей, а у редукторов прямого действия — падающей.
Подсоединять редуктор к баллону следует при вывернутом до отказа винте 12, предварительно продув отверстие вентиля баллона, открыв его на 1 … 2 с и убедившись, что на резьбе вентиля и гайки редуктора отсутствуют следы масла или другие загрязнения.
Промышленностью выпускаются одноступенчатые (рис. 17, а) и двухступенчатые (рис. 17, б ) кислородные редукторы. В двухступенчатых редукторах давление снижается в двух ступенях: в первой ступени давление снижается с начального значения 15 МПа до промежуточного значения 4 МПа, а во второй — до конечного рабочего давления 0,3 … 1,5 МПа. Двухступенчатые редукторы обеспечивают практически постоянное давление газа на горелке, однако они сложнее по конструкции, чем одноступенчатые, и значительно дороже.
На газовые редукторы питания постов и установок газовой сварки, резки, пайки, наплавки, нагрева и других процессов газопламенной обработки распространяются требования ГОСТ 13861 — 89. Срок службы редукторов — от 4,5 до 7,5 лет. Выпускают 17 типов редукторов, но наиболее широкое распространение получили 10 типов.
Марки редукторов обозначаются буквами и цифрами. Буквы несут следующую информацию: Б — баллонный; С — сетевой; Р — рамповый; А — ацетилен; В — водород; К — кислород; М — метан; П — пропан; О — одна ступень с пружинным заданием; Д — две ступени с пружинным заданием; З — одна ступень с пневматическим задатчиком. Цифры указывают наибольшую пропускную способность редукторов в кубических метрах в час. Каждому типу редуктора соответствует одна или несколько марок. Редукторы изготовляют по ГОСТ 6268 — 78 для работы в различных климатических условиях.
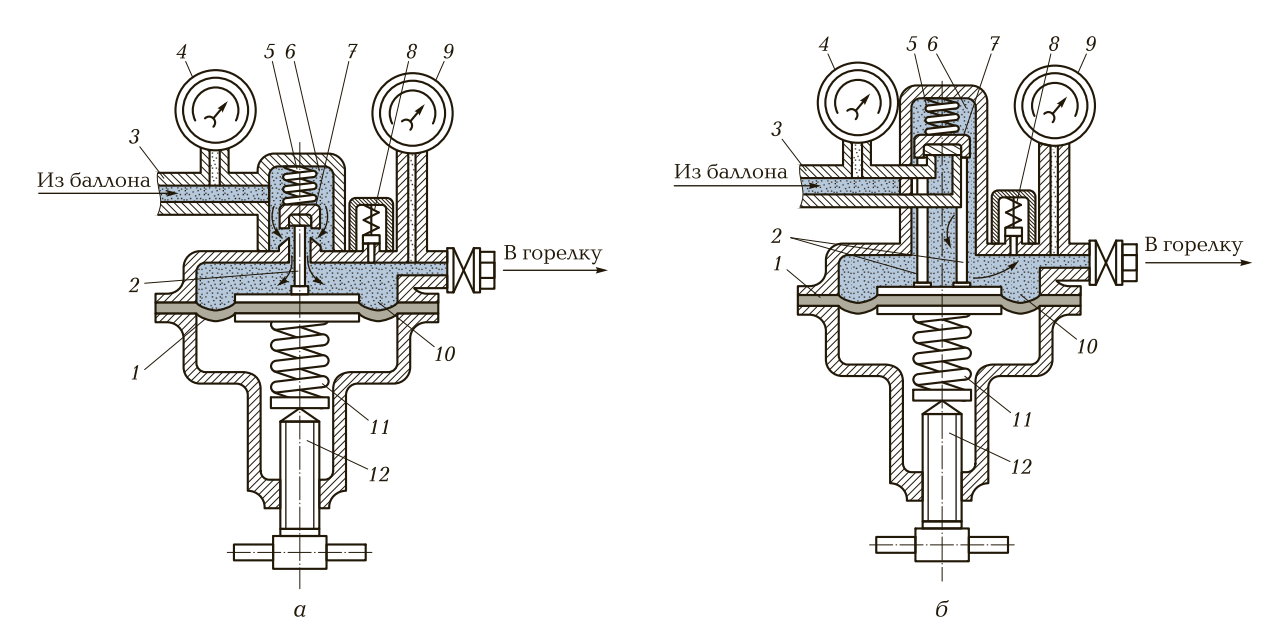
Рис. 16. Конструкции одноступенчатых редукторов: а — обратного действия; б — прямого действия; 1 — мембрана; 2 — передаточный диск со штифтом; 3 — штуцер для впуска газа; 4, 9 — манометры высокого и низкого (рабочего) давления соответственно; 5 — вспомогательная пружина; 6, 10 — камеры высокого и низкого давления соответственно; 7 — редуцирующий клапан; 8 — предохранительный клапан; 11 — главная нажимная пружина; 12 — регулировочный винт
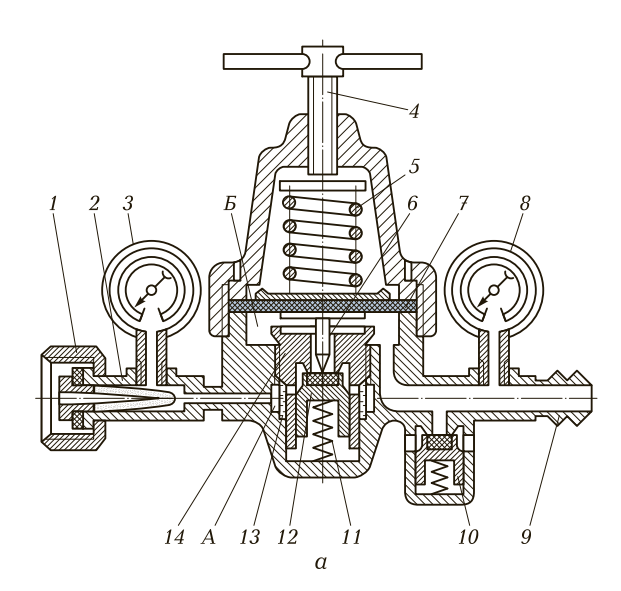
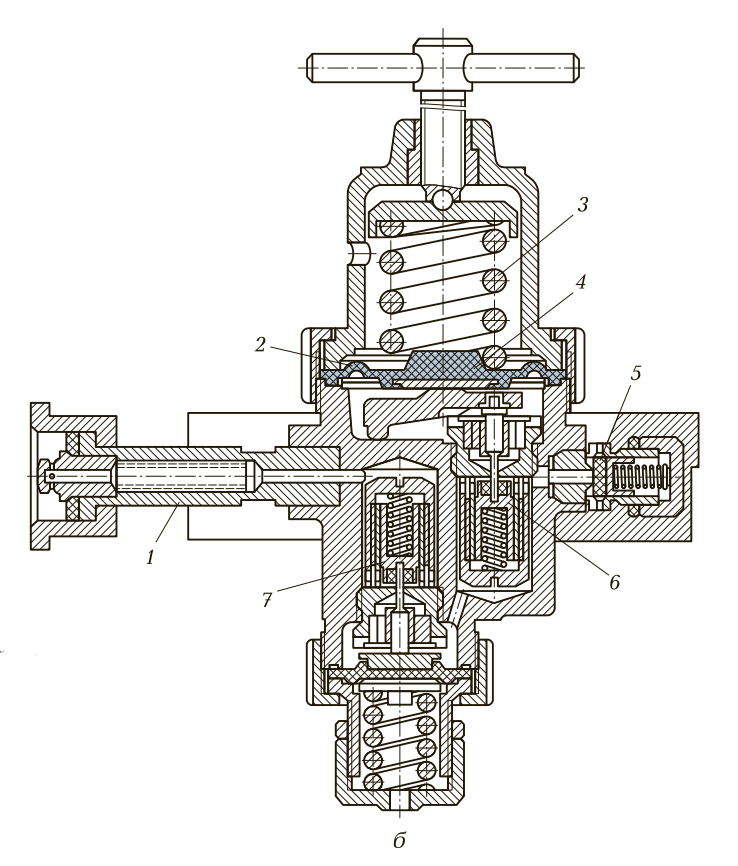
Рис. 17. Конструкции кислородных редукторов: а — одноступенчатого БКО-50: 1 — накидная гайка; 2, 13 — фильтры; 3, 8 — манометры; 4 — регулировочный винт; 5 — нажимная пружина; 6 — толкатель; 7 — мембрана; 9 — ниппель; 10 — предохранительный клапан; 11 — запорная пружина; 12 — редуцирующий клапан; 14 — седло; А — камера высокого давления; Б — рабочая камера; б — двухступенчатого БКД-50: 1 — штуцер для подвода газа; 2 — мембрана; 3 — главная пружина; 4 — рычаг; 5 — предохранительный клапан; 6, 7 — редуцирующий клапан соответственно второй и первой ступени
Баллонные и сетевые редукторы для кислорода, водорода и ацетилена используют при температуре от -25 до +50 °С, редукторы для пропана и метана — при температуре от -15 до +45 °С. Рамповые редукторы рассчитаны на работу при температуре от -50 до +50 °С.
Основные параметры применяемых газовых редукторов указаны в табл. 2.
Корпуса редукторов окрашивают в тот же цвет, что и баллоны (см. табл. 1): кислородный — в голубой, ацетиленовый — в белый, пропановый — в красный. Ацетиленовые редукторы по принципу действия аналогичны кислородным. Отличие заключается в способе присоединения к вентилю баллона. Перед присоединением редуктора к вентилю баллона необходимо продуть штуцер вентиля, убедиться в исправности прокладки на штуцере редуктора и резьбы накидной гайки редуктора, в отсутствии на них загрязнений.
Присоединив редуктор к вентилю, полностью ослабляют регулирующий винт редуктора, а затем открывают вентиль баллона, следя за показаниями манометра высокого давления. Рабочее давление устанавливают вращением регулирующего винта по часовой стрелке. Когда давление достигнет заданного значения, можно пустить газ в горелку.
Манометры редуктора должны быть исправны и проверены. Ремонт редукторов и манометров осуществляют специализированные мастерские или лаборатории предприятий, имеющих специальное оборудование, обученных и аттестованных специалистов и разрешение на проведение ремонтных работ.
6. Трубопроводы и шланги для горючих газов и кислорода
При значительном расходе кислорода его следует подавать в сварочный цех по трубопроводу от батареи кислородных баллонов. Для этой цели применяют газораспределительные рампы.
Баллоны устанавливают в одну или две группы, подсоединяют гибкими медными трубками к трубам-коллекторам через вентили. Каждый коллектор имеет по главному запорному вентилю. Когда из одного коллектора отбирают газ, ко второму присоединяют новые баллоны, наполненные газом. Вентили позволяют отсоединять каждый баллон от рампы, не прерывая отбора газа из остальных баллонов. Рампа имеет центральный редуктор для снижения давления газа, подаваемого в цех по трубопроводу. Рампы устанавливают в отдельном изолированном помещении. Баллоны с кислородом на давление до 15 МПа присоединяют к рампе медными трубками с наружным диаметром 8 мм, толщиной стенки 1,5 мм и внутренним диаметром 5 мм.
Распределительные рампы применяют и для ацетиленовых баллонов. Хомуты ацетиленовых редукторов крепят к коллекторной стальной трубе через бронированные гибкие резинотканевые шланги. На коллекторе устанавливают запорный вентиль и рамповый ацетиленовый редуктор.
Рукава (шланги) служат для подвода газа в горелку или резак. Резиновые рукава для газовой сварки и резки металлов изготовляют по ГОСТ 9356 — 75 или по международному стандарту ИСО 3821 — 77. Требования ГОСТ 9356 — 75 распространяются на резиновые рукава с нитяным каркасом, применяемые для подачи под давлением ацетилена, городского газа, пропана, бутана, жидкого топлива и кислорода к инструментам для газовой сварки или резки металлов. Рукава работоспособны в районах с умеренным и тропическим климатом при температуре окружающего воздуха от 35 до 70 °С и в районах с холодным климатом — от 55 до 70 °С.
В зависимости от назначения резиновые рукава подразделяют на следующие классы:
- для подачи ацетилена, городского газа, пропана и бутана под давлением 0,63 МПа;
- подачи жидкого топлива (бензина, уайт-спирита, керосина или их смеси) под давлением 0,63 МПа;
- подачи кислорода под давлением 2 и 4 МПа.
Основные размеры и минимальный радиус изгиба рукавов для газовой сварки и резки металлов приведены в табл. 3.
Пример условного обозначения: Рукав I-16-0,63 ГОСТ 9356 — 75 (I — класс; 16 — диаметр внутренний, мм; 0,63 — рабочее давление, МПа; для работы в умеренном климате).
Если после значения давления через пробел стоит буква Т, то такие рукава применяют для работы в районах с тропическим климатом, если буквы ХЛ — для работы в районах с холодным климатом.
| Таблица 3. Основные размеры и минимальный радиус изгиба рукавов для газовой сварки и резки металлов | ||||
| Внутренний диаметр, мм | Наружный диаметр, мм | Минимальный радиус изгиба, мм | ||
| Номинальное значение | Предельное отклонение | Номинальное значение | Предельное отклонение | |
| 6,3 | ± (0,2 … 0,8) | 12,0 | ± 0,5 | 60 |
| 8,0 | ± 0,5 | 16,0 | ± 1,0 | 80 |
| 9,0 | ± 0,5 | 18,0 | ± 1,0 | 90 |
| 10,0 | ± 0,5 | 19,0 | ± 1,0 | 100 |
| 12,0 | ± 1,0 | 22,5 | ± 1,0 | 120 |
| 12,5 | ± 1,0 | 23,0 | ± 1,0 | 120 |
| 16,0 | ± 1,0 | 26,0 | ± 1,0 | 160 |
В зависимости от назначения рукава его наружный слой должен быть окрашен около места маркировки в соответствующий цвет:
- красный цвет — рукав класса I для ацетилена, городского газа, пропана и бутана:
- желтый цвет — рукав класса II для жидкого топлива;
- синий цвет — рукав класса III для кислорода.
Допускаются наружный слой черного цвета для рукавов всех классов, работающих в районах с тропическим, умеренным и холодным климатом; обозначение класса рукава двумя резиновыми цветными полосами на наружном слое для всех климатических районов или двумя рисками. На кислородные рукава с наружным слоем черного цвета обозначение класса рукавов не наносят.
На каждом рукаве по всей длине с интервалами наносят маркировку методом тиснения и цветной краской.
Трубопроводы для подачи ацетилена прокладывают из стальных бесшовных труб, соединяемых сваркой. Ацетиленовый трубопровод окрашивают в белый цвет. Размеры труб для ацетилена низкого давления приведены в табл. 4.
Внутренний диаметр ацетиленопровода среднего давления (0,01 … 0,15 МПа) не должен превышать 50 мм, ацетиленопровода высокого давления (свыше 0,15 МПа) — не более 20 мм. При большом расходе газа прокладывают два и более параллельных трубопровода.
| Таблица 4. Размеры труб для трубопровода подачи ацетилена низкого давления, подводимого к сварочному посту | ||||||
| Общая длина трубопровода, м | Внутренний диаметр трубы, мм, при расходе ацетилена, дм 3 /ч | |||||
| 1 000 | 2 000 | 4 000 | 6 000 | 8 000 | 10 000 | |
| 10 | 19 | 25 | 32 | 38 | 45 | 45 |
| 20 | 19 | 32 | 38 | 45 | 45 | 50 |
| 30 | 25 | 32 | 38 | 45 | 50 | 65 |
| 50 | 25 | 38 | 45 | 50 | 65 | 65 |
| 100 | 32 | 38 | 50 | 65 | 65 | 76 |
| 150 | 32 | 45 | 50 | 65 | 76 | 76 |
| 200 | 38 | 45 | 65 | 76 | 76 | 76 |
По стенам и колоннам трубопровод закрепляют на высоте не менее 2,5 м от пола.
Для стока конденсата трубопроводу придают уклон 5° в сторону влагосборника. Отводы от главной трубы к постовым затворам выполняют из труб с внутренним диаметром 13 мм (1/2»).
Трубопроводы для подачи кислорода под давлением 1,5 МПа изготовляют из стальных газовых сварных (усиленных) или бесшовных труб. При давлении 1,5 … 6,4 МПа применяют только стальные бесшовные трубы. При давлении выше 6,4 МПа необходимо использовать медные или латунные цельнотянутые трубы, так как при высоком давлении может произойти возгорание стальной трубы в кислороде от искры при трении частиц окалины о стенки трубы, случайного попадания и самовоспламенения масла, возгорания прокладок и других явлений, связанных с местным выделением теплоты.
Трубопроводы для подачи кислорода окрашивают в голубой цвет. При прокладке трубопровода в земле применяют стальные бесшовные трубы независимо от давления газа.
Трубы для подачи кислорода соединяют между собой сваркой; для медных труб применяют пайку стыков твердым медно-цинковым припоем в раструб или на муфтах.
Все трубы для подачи кислорода после монтажа обязательно обезжиривают растворителем (четыреххлористым углеродом) с последующей продувкой паром или сухим, очищенным от паров
масла, воздухом до полного удаления растворителя (исчезновения запаха).
При совместной прокладке трубопровод для подачи кислорода располагают ниже чем для подачи ацетилена с расстоянием между ними не менее 250 мм и высотой от уровня пола не менее 2,5 м. Для подачи кислорода к сварочным постам под низким давлением 0,5 … 1,0 МПа диаметр трубы выбирают по табл. 5.
7. Сварочные горелки
Горелка — это устройство, предназначенное для получения устойчиво горящего пламени необходимых тепловой мощности, размеров и формы. Конструкция горелок обеспечивает смешение горючих газов и кислорода в требуемых соотношениях и плавное регулирование мощности пламени и состава горючей смеси. Все существующие конструкции газопламенных горелок можно классифицировать следующим образом:
- по способу подачи горючего газа в смесительную камеру — инжекторные и безынжекторные;
- мощности пламени — микромощные (расход ацетилена 10 … 60 дм 3 /ч), малой мощности (25 … 400 дм 3 /ч), средней мощности (50 … 2 800 дм 3 /ч) и большой мощности (2 800 … 7 000 дм 3 /ч);
- назначению — универсальные (сварка, резка, пайка, наплавка, подогрев) и специализированные (только сварка или только подогрев, закалочные и др.);
- числу и типу мундштуков — одно- и многопламенные;
- способу применения — для ручных способов газопламенной обработки и для механизированных процессов.
Для сварки чаще всего применяют однопламенные инжекторные горелки, работающие на смеси ацетилена с кислородом. Кислород в инжекторной горелке (рис. 18) через ниппель 2 проходит под давлением 0,1 … 0,4 МПа и с высокой скоростью выходит из центрального канала инжектора 13. При этом струя кислорода создает разрежение на выходе ацетиленовых каналов, за счет которого ацетилен инжектируется (подсасывается) в смесительную камеру 16, откуда образовавшаяся горючая смесь направляется в мундштук 1 и на выходе сгорает.
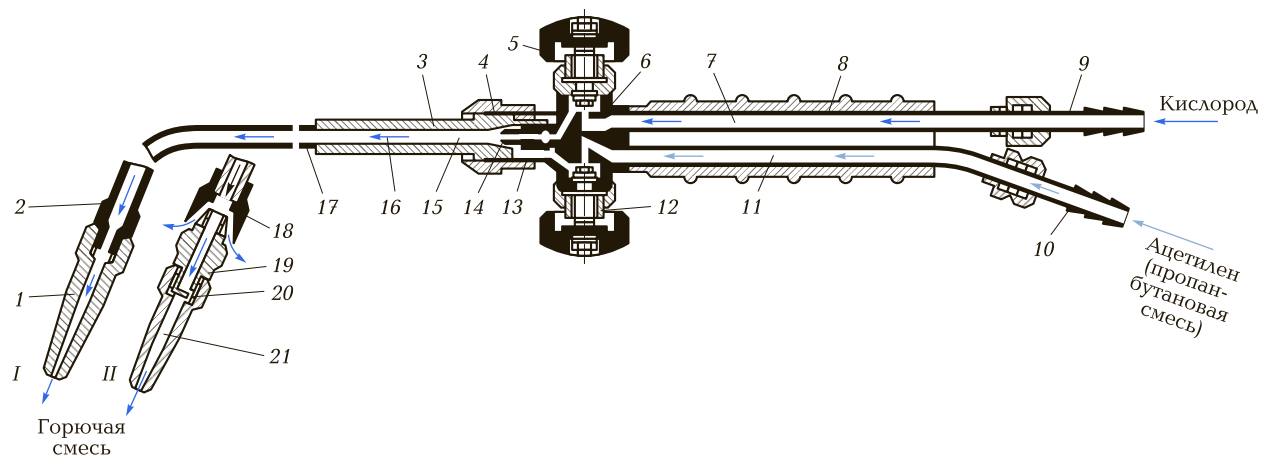
Рис. 18. Конструкция инжекторной горелки: 1, 3 — соответственно мундштук и сменный наконечник для ацетиленокислородной горелки; 2 — ниппель наконечника; 4 — зазор между стенками смесительной камеры и корпусом; 5, 12 — регулирующие вентили подачи кислорода и горючего газа соответственно; 6 — корпус; 7, 11, 17 — трубки для подвода кислорода, горючего газа и горючей смеси соответственно; 8 — рукоятка; 9, 10, 19 — штуцеры; 13 — инжектор; 14 — канал малого сечения; 15 — канал смесительной камеры; 16 — смесительная камера; 18 — подогреватель; 20, 21 — боко-вые отверстия в штуцере; I, II — сменные наконечники для ацетиленокислородной и пропанбутанокислородной горелки соответственно
Инжекторные горелки (например, типа Г4) нормально работают при давлении поступающего ацетилена 0,001 МПа и выше.
Повышение давления горючего газа перед горелкой облегчает работу инжектора и улучшает регулирование пламени, хотя это может привести к возникновению хлопков и обратных ударов пламени. В связи с этим при использовании инжекторных горелок рекомендуется поддерживать перед ними давление ацетилена (при работе от баллона) в пределах 0,02 … 0,05 МПа. Достоинство инжекторных горелок — возможность устойчивой работы даже при низком давлении горючего газа.
На производстве применяют различные горелки, отличающиеся конструктивным исполнением, мощностью и назначением. Наибольшее распространение имеют сварочные универсальные горелки средней мощности, для ремонтных кузовных работ — малой мощности.
Горелки снабжают набором сменных наконечников разных номеров, различающихся расходом газов и предназначенных для сварки металла разной толщины.
Номер наконечника выбирают в соответствии с толщиной свариваемого металла и требуемым расходом ацетилена (в кубических дециметрах в час на 1 мм толщины). В табл. 6 приведены технические характеристики наиболее распространенных инжекторных горелок малой и средней мощности.
Менее универсальны безынжекторные горелки (рис. 19), в которых горючий газ и кислород подаются под одинаковым давлением 0,05 … 0,10 МПа, что обеспечивает постоянный состав смеси в течение всего времени работы горелки (например, типа ГАР). Для точного регулирования давления газов вентили этих горелок снабжены игольчатыми шпинделями. Безынжекторные горелки не могут работать на горючем газе низкого давления, однако обеспечивают постоянный состав горючей смеси во время работы и просты по конструкции.
Технические характеристики безынжекторных горелок типа Г1 приведены в табл. 7, универсальных ацетиленокислородных горелок — в табл. 8.
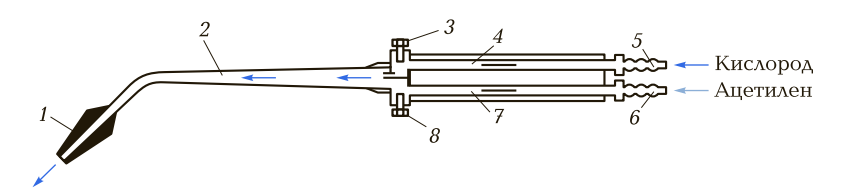
Рис. 19. Конструкция безынжекторной горелки: 1 — мундштук; 2 — трубка наконечника; 3, 8 — вентили; 4, 7 — трубки для подвода кислорода и ацетилена соответственно; 5, 6 — ниппели
Примечания: 1. Горелки типа Г1 — безынжекторные, остальных типов — инжекторные. 2. Горелка ГС-4 предназначена для подогрева; горелка Г2-04 по конструкции подобна ранее выпускавшимся горелкам Г2-02, «Звездочка», «Малютка»; горелку Г3-03 используют взамен горелок «Звезда», «Москва», ГС-3, ГС-3а.
Горелки для горючих газов-заменителей можно подразделить на следующие группы:
- горелки с подогревом горючей смеси до ее выхода из мундштука;
- обычные горелки для ацетиленокислородной сварки, укомплектованные инжекторами, смесительными камерами и мундштуками с расширенными проходными сечениями;
- камерно-вихревые горелки;
- горелки, работающие на жидких горючих.
Камерно-вихревые горелки используют для некоторых процессов газопламенной обработки — нагрева, пайки, сварки пластмасс, где не требуется высокой температуры ацетиленокислородного пламени.
Горелки, работающие на жидких горючих, рекомендуются для подогрева, сварки, правки, наплавки и пайки черных и цветных металлов.
Горелки для пропана, пропан-бутановой смеси (рис. 20) и других газов-заменителей отличаются от ацетиленовых горелок тем, что они снабжены устройством для подогрева смеси горючего газа с кислородом до ее выхода из канала мундштука (например, типа ГЗУ-3-02). Подогреватель 3 ввинчивают между трубкой 5 для подвода горючей смеси и мундштуком 1 горелки, через его отверстия — сопла 4 — часть горючей смеси выходит наружу еще до поступления в мундштук. При работе горелки пламя 6 от сгорания этой части смеси обволакивает мундштук 1 и подогревает до температуры 300 … 350 °С основную часть смеси, проходящую через него. В результате скорость сгорания газа и температура сварочного пламени повышаются. Это увеличивает эффективную мощность пламени и производительность процесса обработки металла. Каждая горелка укомплектована набором наконечников, позволяющих задавать необходимый расход газа и регулировать мощность пламени.
Технические характеристики сварочных горелок для газов— заменителей ацетилена представлены в табл. 9.
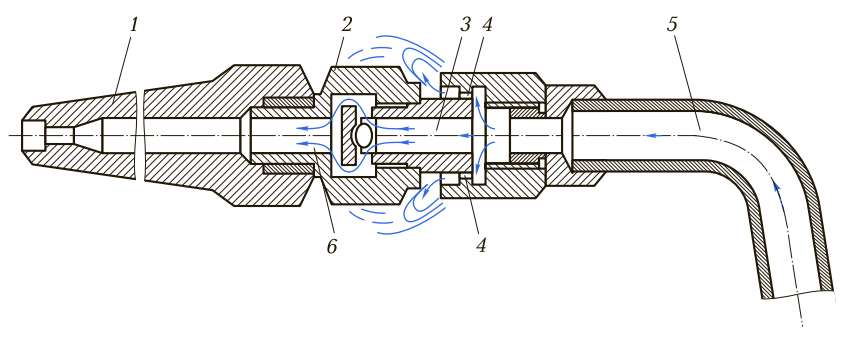
Рис. 20. Конструкция наконечника с подогревателем для сварки на пропан-бутановой смеси: 1 — мундштук; 2 — подогревающая камера; 3 — подогреватель; 4 — сопла подогревателя; 5 — трубка для подвода горючей смеси; 6 — подогревающее пламя
Исправная, правильно собранная и отрегулированная горелка должна давать нормальное устойчивое сварочное пламя. Если горение неровное, пламя отрывается от мундштука, гаснет или дает обратные удары и хлопки, следует тщательно отрегулировать вентилями подачу кислорода и ацетилена. Если после регулирования неполадки не устраняются, то их причиной являются неисправности в самой горелке: неплотности в соединениях, повреждение выходного канала мундштука или инжектора, неправильная установка деталей горелки при сборке, засорение каналов, износ деталей и т. д.
Перед началом работы проверяют исправность горелки. Для проверки инжектора на кислородный ниппель надевают шланг, а в корпус горелки вставляют наконечник, накидную гайку которого плавно затягивают ключом.
Установив давление кислорода в соответствии с номером наконечника, пускают в горелку кислород, открывая кислородный вентиль. В ацетиленовом ниппеле горелки должно образоваться разрежение; его легко обнаружить, приложив к отверстию ниппеля палец, который должен присасываться. Если подсос есть, то горелка исправна.
достаточно ли плотно прижимается инжектор к седлу корпуса горелки. При обнаружении неплотности следует сместить инжектор до упора его в седло при вставленном в ствол наконечнике;
не засорены ли каналы мундштука, смесительной камеры и ацетиленовой трубки. При засорении необходимо прочистить каналы тонкой медной проволокой и продуть.
После проверки горелки следует подсоединить оба шланга, закрепить их на ниппелях хомутиками и зажечь горючую смесь.
Если при зажигании смеси горелка дает хлопок или при полном открытии ацетиленового вентиля в пламени не появляется избытка ацетилена (черная копоть), то необходимо проверить степень затяжки накидной гайки наконечника, давление кислорода и убедиться в беспрепятственном поступлении ацетилена в горелку (возможны наличие воды в шланге, перегиб шланга, придавливание шланга деталями, перекручивание шланга и т. д.).
При прекращении работы горелки, а также при частых хлопках или обратных ударах необходимо закрыть сначала ацетиленовый вентиль, затем — кислородный.
Иногда частые хлопки и обратные удары вызываются перегревом мундштука после продолжительной работы. В этом случае необходимо погасить пламя горелки в приведенном порядке и охладить мундштук горелки в сосуде с водой.
Инжекторная горелка нормально и безотказно работает, если соотношение диаметров каналов инжектора, смесительной камеры и мундштука выбрано правильно.
Если мундштук обгорел, имеет забоины и его отверстие сильно разработано, то следует конец мундштука аккуратно опилить мелким напильником, слегка зачеканить или осадить ударами молотка, а затем прокалибровать сверлом соответствующего диаметра. Поверхность мундштука необходимо заполировать.
Пропуск газа через сальники вентилей горелки устраняют заменой набивки сальников или подтягиванием гаек сальников.
8. Резаки для ручной кислородной резки
В газокислородном резаке конструктивно объединены подогревательная и собственно режущая части. Подогревательная часть по принципу устройства, конструкции и методам расчета аналогична сварочным горелкам. В зависимости от давления горючего газа подогревательная часть может быть инжекторной или безынжекторной. Инжектор необходим при использовании ацетилена низкого давления. При использовании ацетилена среднего давления или горючих газов, подаваемых под достаточным давлением, можно применять резаки с безынжекторным подогревательным устройством. В промышленности обычно используют резаки с инжекторным подогревательным устройством независимо от давления применяемого горючего газа.
Относительное расположение каналов для режущего кислорода и подогревающего пламени показано на рис. 21. Последовательное расположение отверстий для режущего кислорода и подогревающего пламени в настоящее время применяют редко, оно пригодно лишь для резки в одном направлении; впереди должно находиться подогревающее пламя, а за ним — струя режущего кислорода. При изменении направления резки на противоположное режущий кислород попадает на недостаточно нагретый металл и процесс резки прекращается. Значительно удобнее концентрическое расположение выходных отверстий для смеси подогревательного пламени и для режущей струи кислорода.
В резаках с концентрическим расположением выходных отверстий подогревающее пламя получает форму огненной трубки, вдоль оси которой располагается режущая струя кислорода. Устройство с кольцевой щелью наиболее распространено в кислородных резаках малой и средней мощности, изготовляемых отечественной промышленностью. Для мощных резаков кольцевая щель не дает пламени достаточной мощности, увеличение ширины щели делает пламя неустойчивым и приводит к обратным ударам. В связи с этим для резаков средней и большой мощности рекомендуется подавать подогревательную смесь через отверстия круглого сечения, расположенные концентрически вокруг отверстия для режущего кислорода в один или два ряда.
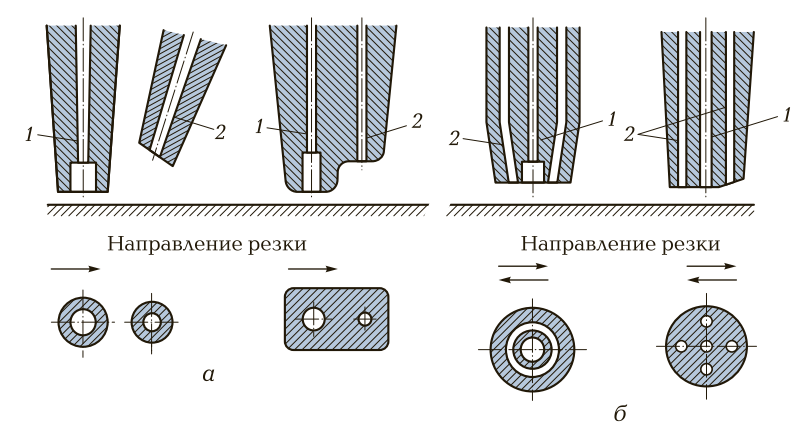
Рис. 21. Последовательное (а) и концентрическое (б ) расположение сопел газокислородного резака: 1 — сопло для режущего кислорода; 2 — сопло для подогревающей смеси
Резаки с выходными отверстиями, расположенными концентрически, позволяют вести резку в любом направлении: струя режущего кислорода всегда попадает на достаточно нагретый металл, что, в частности, для фигурной резки, когда направление резки постоянно изменяется, необходимо. Благодаря перечисленным достоинствам такие резаки нашли более широкое применение, чем резаки с последовательным расположением отверстий.
Мощность подогревающего пламени выбирают в соответствии с толщиной разрезаемого металла. Обычно для расчетов принимают, что 85 % теплоты, необходимой для процесса резки, получается в результате реакции сгорания железа в кислороде, а остальные 15 % дает подогревающее пламя. При конструировании резака следует обеспечить необходимую длину подогревающего пламени, чтобы оно могло подогревать нижележащие слои металла. В мощных резаках для резки стали большой толщины приходится применять подогревающее пламя длиной более 1 м. Длина пламени зависит от применяемого горючего газа, точнее, от скорости его сгорания. Быстросгорающие газы, например ацетилен, дают короткое пламя. Газы, горящие медленнее, дают пламя более длинное. Особенно длинное пламя дает водород, поэтому его и применяют в резке металла большой толщины. Достаточно длинное пламя дают также метан, природный газ. Пламя регулируется на максимальную температуру, поэтому имеет обычно избыток кислорода по сравнению с пламенем, применяемым для сварки.
Для резки стали необходима достаточно мощная струя кислорода, обеспечивающая требующуюся скорость сжигания металла. Струя на всю толщину разрезаемого металла должна быть по возможности цилиндрической, с минимальным уширением, для обеспечения постоянной ширины реза по всей толщине металла. Для успешного сдувания расплавленного шлака и доступа к поверхности металла скорость кислорода в струе должна быть высокой: как показывает опыт, приблизительно 500 … 700 м/с, т. е. сверхзвуковой.
Важное значение имеет устройство внутреннего канала режущего мундштука или сопла для режущего кислорода. Обычно в отечественной промышленности применяют цилиндрические или ступенчато-цилиндрические сопла. Цилиндрические сопла обладают низким КПД, и для получения необходимых скорости истечения кислорода и длины цилиндрической части струи приходится прибегать к довольно высокому давлению кислорода, поступающего в резак, причем это давление быстро растет с увеличением толщины разрезаемого металла. Сопла с криволинейными образующими дают значительно лучшие результаты. Улучшение работы сопла проявляется прежде всего в снижении рабочего давления режущего кислорода на входе в резак. Единственным основанием применения цилиндрических сопел в настоящее время может являться лишь простота их изготовления. Несовершенство цилиндрических сопел особенно сказывается при резке стали большой толщины.
Для подачи кислорода высокого давления требуются специальные бронированные шланги. В связи с этим толщина 400 … 500 мм для цилиндрических сопел может считаться предельной.
В мощных кислородных резаках кислород — режущий, и для подогревающего пламени его подают по отдельным шлангам, поэтому к резаку подводят три шланга — два кислородных и один ацетиленовый. Малые и средние резаки обычно изготовляют двухшланговыми, кислород подводится одним общим шлангом и уже в самом резаке распределяется на режущее сопло и на питание подогревающего пламени. Отечественной промышленностью изготовляются несколько типов кислородных резаков для ручной резки различного назначения, а также специальные резаки для установки на газорежущих машинах.
Ручные резаки. Для резки ручным резаком в качестве горючего применяют ацетилен, его заменители и керосин. На рис. 22 представлена схема ручного универсального резака Р2А-02. На корпусе 9 резака с отверстиями для кислорода и горючего газа установлены вентили подогревающего и горючего газа, и в него впаяны две трубки со штуцерами для подвода кислорода 7 и горючего газа 8. На трубки надета рукоятка 6. К корпусу накидной гайкой 11 подсоединена камера 12 с инжектором 10, в которой происходит смешение подогревающего кислорода и горючего газа. Применение инжектора позволяет работать от сетей горючего газа с низким (до 0,98 кПа), средним и высоким давлением. Подогревающий кислород, проходя через инжектор, обеспечивает в смесительной камере разрежение, благодаря чему происходит подсос горючего газа. Далее горючая смесь по трубке 13 подается в головку 3 резака, а из нее поступает в шлицевые каналы, расположенные на внутреннем мундштуке 2.
Применение шлицевых выходных каналов для горючей смеси способствует устойчивой работе резаков. Режущий кислород через вентиль 5 и трубку 4 подается в головку и далее в канал внутреннего мундштука 2.
Резак РЗП-02 для резки на газах-заменителях имеет аналогичную конструкцию и отличается от резака Р2А-02 большими размерами инжектора и выходных шлицов. Резаки обеих марок могут быть оснащены опорной тележкой и циркулем. Технические характеристики универсальных резаков Р2А-02 и РЗП-02 приведена в табл. 10.
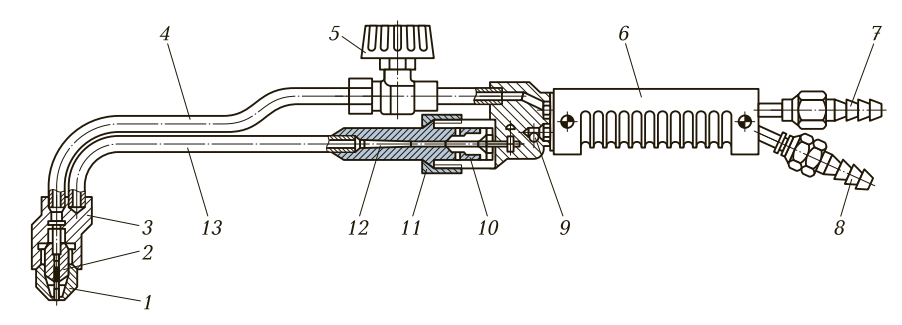
Рис. 22. Конструкция ручного универсального резака Р2А-02: 1, 2 — наружный и внутренний мундштуки соответственно; 3 — головка; 4, 13 — трубки для подвода режущего кислорода и горючей смеси соответственно; 5 — вентиль; 6 — рукоятка; 7, 8 — штуцеры для подвода кислорода и горючего газа соответственно; 9 — корпус; 10 — инжектор; 11 — накидная гайка; 12 — смесительная камера
Для разделительной ручной кислородной резки наиболее широко применяют резаки «Маяк», «Факел», «Пламя». Данные марки резаков предназначены для ацетиленокислородной резки. Принцип смешения газов во всех резаках одинаков. Резаки могут быть оснащены тележкой, которая воспринимает вертикальную нагрузку, обеспечивает постоянство расстояния между торцом резака и металлом, а также равномерное перемещение резака, что позволяет повысить качество резки. В комплект тележки входит циркульное устройство, обеспечивающее повышение производительности и качества кромки при вырезке дисков и фланцев. Резаки снабжены набором мундштуков и запасными частями. У резаков «Факел» и «Пламя» инжектирующий узел расположен около вертикального корпуса, а головка крепится к двум трубкам. По верхней трубке подается режущий кислород, по нижней — смесь горючего газа с кислородом.
Примечани е. Давление ацетилена на входе в резак — 3 … 98 кПа, пропан-бутановой смеси и природного газа — 20 … 147 кПа.
При монтажных, ремонтных и других работах часто применяют вставные резаки для разделительной резки (РВ1А-02 и РВ2А- 02), срезки заклепок (РАЗ), резки труб (PAT) и вырезки отверстий (РАО). Вставной резак типа РВ1А (рис. 23) предназначен для резки низкоуглеродистой и низколегированной сталей толщиной 3 … 70 мм. Резак закрепляется на сварочной горелке ГО-3 с помощью накидной гайки 5. В корпусе 2 кислород разделяется на режущий, подаваемый через вентиль 3 по трубке 1 в головку 8 резака и далее в режущий канал внутреннего мундштука 9, и подогревающий, который, проходя через инжектор 6, в камере 7 смешивается с горючим газом, поступающим в нее через отверстие 4. Подогревающее пламя выходит из щели, образуемой внутренним 9 и наружным 10 мундштуками.
Выпускают два комплекта для сварки и резки: КГС-1 — на базе горелки малой мощности Г2-05 и вставного резака РВ1А-02; КГС-2 — на базе горелки средней мощности Г3-05 и вставного резака РВ2А-02. Комплект КГС-1 обеспечивает резку металла толщиной 5 … 100 мм и сварку низкоуглеродистой стали толщиной 0,5 … 9,0 мм, комплект КГС-2 — 3 … 200 и 0,5 … 20,0 мм соответственно.
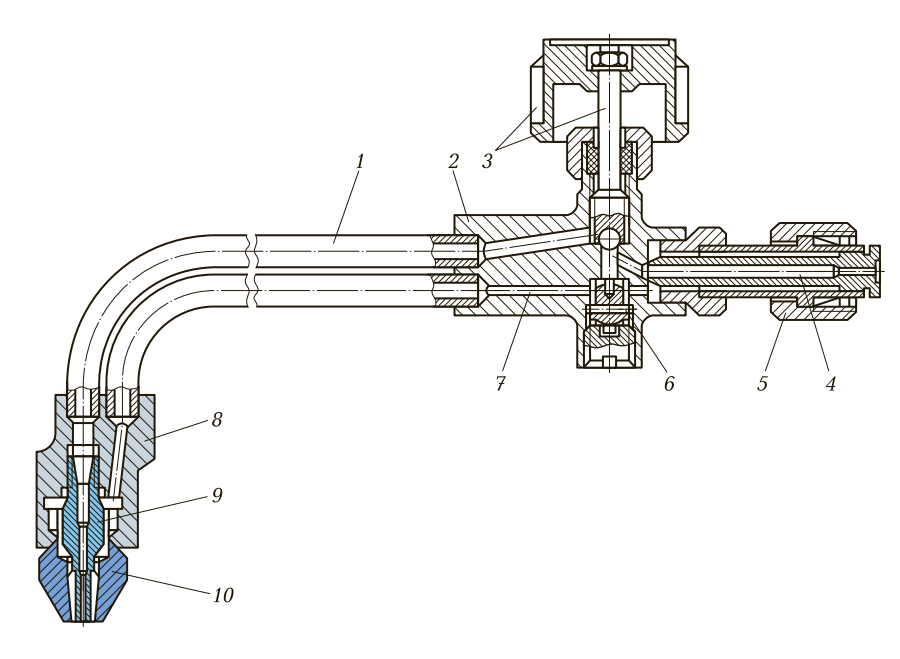
Рис. 23. Конструкция вставного резака РВ1А: 1 — трубка для подвода режущего кислорода; 2 — корпус; 3 — вентиль подачи режущего кислорода; 4 — отверстие для подвода горючего газа; 5 — накидная гайка; 6 — инжектор; 7 — смесительная камера; 8 — головка; 9, 10 — внутренний и наружный мундштуки соответственно
Технические характеристики вставных резаков приведены в табл. 11.
При эксплуатации ручных резаков перед началом работы необходимо проверить герметичность и прочность всех соединений, а также убедиться в наличии инжекции в резаке.
| Таблица 11. Технические характеристики вставных резаков в зависимости от толщины стали | ||||||
| Показатель | Толщина стали, мм | |||||
| 3…8 | 8…15 | 15…30 | 30…50 | 50…100 | 100 … 200 | |
| Давление кислорода, кПа | 245 | 343 | 392 | 412 | 490 | 735 |
| Расход газа, дм 3 /ч: | ||||||
| кислорода | 1 900 | 3 200 | 4 700 | 7 000 | 9 100 | 17 100 |
| ацетилена | 360 | 400 | 500 | 600 | 700 | 1 100 |
| Время резки 1 м, с | 150 | 180 | 270 | 300 | 480 | 720 |
| Ширина реза, мм | 2,0 | 2,5 | 3,5 | 4,5 | 7,0 | 8,0 |
Примечание. Давление ацетилена на входе в резак — 0,98 … 98 кПа.
При регулировании пламени резака необходимо установить рабочее давление кислорода на редукторе согласно режиму резки, затем на 1/4 оборота открыть вентиль подачи подогревающего кислорода и поджечь горючую смесь, после чего полностью открыть кислородный вентиль резака и отрегулировать пламя ацетиленовым вентилем.
Категорически запрещается перегибать загоревшийся шланг. При образовании обратного удара (воспламенения горючей смеси внутри резака, при котором взрывная волна распространяется по подводящему трубопроводу в направлении баллона с ацетиленом) предварительно гасят пламя резака и перекрывают вентиль баллона.
Резаки для резки стали с использованием жидкого горючего. На строительных площадках и в полевых условиях для кислородной резки низкоуглеродистой и низколегированной сталей широко применяют керосинорезы РК-02. В качестве горючего для резки используют пары керосина.
Керосинорез РК-02 (рис. 24) состоит из ствола 9, в котором смонтированы вентиль 10, регулирующий подачу подогревающего кислорода, и пусковой вентиль 3 режущего кислорода, инжекторно-смесительной камеры с асбестовой набивкой на наружной поверхности и головки 2 с подогревающим соплом 15. Керосинорез снабжен сменными мундштуками 1.
Керосин подается в резак от бачка с ручным насосом по специальному рукаву под давлением 20 … 200 кПа.
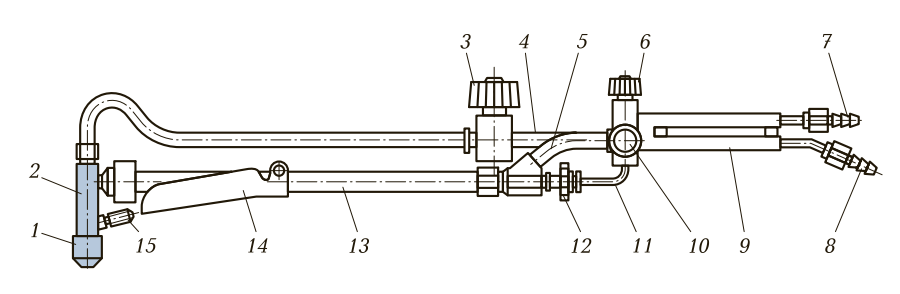
Рис. 24. Конструкция керосинореза РК-02: 1 — сменный мундштук; 2 — головка; 3, 10 — вентили подачи режущего и подогревающего кислорода соответственно; 4, 5 — трубки для подвода кислорода; 6, 12 — керосиновые вентили; 7, 8 — ниппели трубок подачи кислорода и керосина соответственно; 9 — ствол; 11 — трубка для подвода керосина; 13 — трубка с испарителем; 14 — щиток; 15 — подогревающее сопло
После заливки горючего и герметизации бачка в него с помощью насоса закачивают воздух, благодаря которому керосин по рукаву поступает к ниппелю 8. Кислород через ниппель 7, вентиль 6, трубку 5 и инжектор подается в смесительную камеру, расположенную в головке резака, в которой смешивается с парами горючего, поступающего из испарителя. Керосин от штуцера через трубку 11 подается в заполненный асбестовой набивкой испаритель, который в процессе работы керосинореза нагревается пламенем подогревающего сопла 15. Расход паров горючего регулируется вентилем 12, жестко связанным с трубкой инжектора.
При работе с керосинорезом необходимо соблюдать ряд особых правил. В частности, для предотвращения обратного удара пламени в кислородный рукав давление в бачке горючего всегда должно быть меньше рабочего давления кислорода, что исключает перетекание керосина в кислородный рукав. При перерывах в работе резак следует располагать головкой вниз для свободного вытекания горючего в случае негерметичности вентиля. Необходимо следить за исправностью обратного клапана, установленного на линии кислорода.
В резаках с распылением горючей жидкости в головке испарение капель жидкости происходит в выходном отверстии мундштука, разогретого до высокой температуры. Резак этого типа обладает повышенной устойчивостью против обратных ударов пламени по сравнению с резаками инжекторного типа, однако он не всегда может работать при низких температурах.
Кроме керосинорезов и бачков, выпускаемых в виде отдельных изделий, изготовляют также комплекты оборудования КЖГ-1 для резки на жидком горючем, включающие в себя тележку, на которую устанавливают бачок БГ-02 для жидкого горючего, баллон для кислорода и керосинорез РК-02 с рукавами и кислородным редуктором ДКП-1-65.
Сварочное оборудование газовое
Газосварочное оборудование
Газосварочное оборудование купить в СПБ
 Газосварочное оборудование самое популярное и дешевое среди существующих видов сварки. Данный тип применяется не только на больших производствах. Ее используют и для работы в небольших организациях и мастерских.
Газосварочное оборудование самое популярное и дешевое среди существующих видов сварки. Данный тип применяется не только на больших производствах. Ее используют и для работы в небольших организациях и мастерских.
Предназначена газосварка для резки металла и газосварки металлических элементов различного размера. Делится это оборудование на стационарное





















Газосварочное оборудование купить в СПБ
Газосварочное оборудование самое популярное и дешевое среди существующих видов сварки. Данный тип применяется не только на больших производствах. Ее используют и для работы в небольших организациях и мастерских.
Предназначена газосварка для резки металла и газосварки металлических элементов различного размера. Делится это оборудование на стационарное и переносное.
- Стационарная газосварка используется на заводах и предприятиях которые осуществляют резку металла в больших объемах. Требует наличия логистики технических газов, соблюдения повышенной техники безопасности, квалифицированных газосварщиков.
- Переносное же оборудование отличается компактностью, малым весом и небольшими размерами. Его легко переносить с места на место и совершать работу где угодно. Например монтаж, ремонт труб теплосетей или сантехнических труб. Что касается транспортировки, как правило проблем с этим не возникает при соблюдении ТБ по перевозке баллонов под давлением с техническими газами.
Для работы газосварочным оборудованием необходимы специальные приборы: генератор (его возможно заменить на баллон с горючим газом); баллон с негорючим газом (кислородом), 2 вида редукторов (для горючего газа и для кислорода), горелка или резак (все зависит от работы, которую собирается делать сварщик), шланги, обратный клапан или огнепреградительный клапан, также нужен набор ЗИП – мундштуки, сопла, цельнотянутые наконечники.
К дополнительным элементам относят: очки газосварщика, набор для чистки мундштуков, зажигалка для поджига, тележка для перевозки баллонов, костюм сварщика или брезентовый фартук, краги, инструменты для закрепления деталей.
Данное оборудование очень популярно среди профессионалов. Оно просто в использовании и для работы не нужно подключение к электросети, оно полностью автономно. Но у этого оборудования есть преимущества и недостатки, на которые стоит обратить внимание перед покупкой.
- Цена. Оборудование стоит довольно недорого.
- Нет лишних элементов.
- Легкий способ сваривания или резки металла;
- Для работы не требуется электричество;
- Возможно регулировать мощность пламени горелки или резака;
- Единственная в своем роде сварка, которая может сваривать или паять практически все существующие металлы.
Именно поэтому это оборудование и считается востребованным не только предприятиями, но и профессионалами, мастерскими, автосервисами.
Но у газосварки есть и минусы, которые стоит учитывать:
- Производительность невысокая;
- Практически невозможно отремонтировать, если она пришла в негодность. Поломки решаются покупкой новой детали, что компенсируется низкой ценой.
- Большая область нагрева, сложнее регулировать зону нагрева;
- Работать с таким оборудованием стоит крайне осторожно соблюдая все требования техники безопасности.
Классификация газосварочного оборудования
Данное оборудование классифицируют по газу, который используется при работе. Таким образом, можно выделить следующие виды:
- Пропано-кислородная;
- Бензино-кислородная;
- Ацетилено-кислородная;
- Керосино-кислородная и другие.
Чаще других используются пропано- и ацетилено-кислородная сварка. Популярность этих видов обусловлена высокой доступностью и дешевизной пропана и ацетилена, что нельзя сказать про другие виды.
Каким образом осуществляется процедура сварки?
Как уже говорилось выше, принцип работы данного оборудования – это соединение металлических деталей или резка металла. Происходит это с помощью горелки или резака и при высокой температуре. При сильно нагревании металл начинает плавиться. Это происходит и счет горения газа. На предприятиях используют смесь кислорода и ацетилена. К баллонам с кислородом и ацетиленом через редукторы и огнепреградительный клапаны шлангами подключается горелка или резак.
Чтобы лучше разобраться в работе, стоит детально рассмотреть рабочие элементы оборудования.
Горелки и резаки
Эти два компонента считаются основными, потому что без них невозможно совершить сварку или резку металлических элементов. В ней смешивается кислород и газ, а значит происходит возгорание.
Сварщик может регулировать подачу газа, а значит таким образом снижать или повышать температуру пламени. Горелки делятся на:
- Газовоздушные с одним или несколькими соплами
- Резаки пропановые
- Резаки ацетиленовые
- Удлиненные горелки и резаки
- Двухтрубчатые или трехтрубчатые
- Керосинорезы
Большие применяются при сварке металла толщиной до 10-11 миллиметров и используются на заводах. Все остальные предназначены для выполнения работ в подсобном хозяйстве.
Для работы с горелками применяют пропан, а вот для резака отлично подойдет ацетилен.
Шланги
На профессиональном языке шланги называют рукавами. Они не менее важны при работе, как и горелка или баллон с газом. По ним поступает газ из баллона в резак или сварочную горелку.
Изготавливают их из прочной резины. Поэтому они очень гибкие и легко переносятся.
Редуктор
Еще один важный элемент. Устанавливают редуктор на газовый баллон. Его можно назвать вентилем, с помощью которого осуществляется регулировка подачи газа и контроль давления.
Давление отражено на манометре и сварщик всегда может наблюдать за ним. В случае необходимости его можно повысить или понизить. Количество газа в баллоне отражено на втором манометре.
Газосварка сваргон спб – это отличный вариант купить недорогой и качественный аппарат, который прослужит вам долгие годы. Газосварку можно купить в нашем интернет-магазине. В ассортименте есть различные модели и бренды.
Сварочное оборудование газовое
Аргонодуговая сварка (TIG)

















Настоящий документ «Политика конфиденциальности» (далее – по тексту – «Политика») представляет собой правила использования ООО “Сварной” персональной информации Пользователя.
1.1. Настоящая Политика является неотъемлемой частью Публичной оферты (далее–
«Оферта»), размещенной и/или доступной в сети Интернет по адресу: https://сварной63.рф, а также иных заключаемых с Пользователем договоров, когда это прямо предусмотрено их условиями. 1.2. Заключая Соглашение вы свободно, своей волей и в своих интересах даете письменное согласие на следующие способы обработки своих персональных данных: сбор, запись, систематизация, накопление, хранение, уточнение (обновление, изменение), извлечение, использование, передача (распространение, предоставление, доступ), обезличивание, блокирование, удаление, уничтожение персональных данных.
1.3. К настоящей Политике, включая толкование ее положений и порядок принятия, исполнения, изменения и прекращения, подлежит применению законодательство Российской Федерации.
1.4. Здесь и далее в Политике используются термины и определения, предусмотренные Соглашением, а также иными заключаемыми с Пользователем договорами, если иное не предусмотрено настоящей Политикой или не вытекает из ее существа. В иных случаях толкование применяемого в Политике термина производится в соответствии с действующим законодательством Российской Федерации, обычаями делового оборота, или научной доктриной.
2.1. Под персональной информацией в настоящей Политике понимается: 2.1.1. Информация, предоставляемая пользователем самостоятельно, включая персональные данные пользователя.
2.1.2. Данные, которые передаются в автоматическом режиме.
В данном случае речь может идти об IP, cookie, параметрах и настройках интернет-браузеров, месте нахождения пользователя, совершаемых им действиях и т.д. В отличие от персональных данных, такая информация носит обезличенный характер, в связи с чем не относится к составу персональных данных.
Поэтому разделение персональной информации на персональные и обезличенные данные и доведение таких отличий до сведения пользователем в явной форме важно с учетом жестких требований законодательства к обработке персональных данных.
Действующее законодательство требует обеспечить ознакомление пользователя с целями обработки его персональных данных. Поэтому в данном разделе должны быть описаны конкретные задачи, в рамках которых осуществляется обработка персональных данных пользователя.
К таким целям могут быть отнесены заключение и исполнение договоров в рамках Интернетсервиса; проведение маркетинговых, статистических и иных исследований на основе обезличенных данных, и т.д.
Еще одним обязательным требованием закона является раскрытие сведений о мероприятиях, выполняемых владельцем сайта для обеспечения защиты персональных данных пользователя.
Поэтому в настоящем разделе должны быть подробно описаны условия и пределы обеспечения конфиденциальности персональных данных пользователей, включая основания и способы их передачи третьим лицам.
Владелец сайта не должен отвечать за полноту и актуальность сведений о пользователях. Для этого каждому пользователю должно быть предоставлено право на их редактирование.
Помимо этого по закону согласие на обработку персональных данных может быть отозвано пользователем в любой момент. В связи с этим Политика конфиденциальности должна содержать четкую процедуру реализации права на отзыв.
Меняется законодательство и условия пользования сайтом. В связи с этим в Политике конфиденциальности должны быть учтены способы ее уточнения. Такие условия должны позволять вносить необходимые изменения в упрощенном порядке по единоличному усмотрению владельца сайта без предварительного уведомления и одновременно для всех пользователей.
Настоящий документ «Пользовательское соглашение» представляет собой предложение ООО «СВАРНОЙ» (далее — «Администрация»), заключить договор на изложенных ниже условиях Соглашения.
1.1.В настоящем документе и вытекающих или связанным с ним отношениях Сторон применяются следующие термины и определения:
а) Платформа — программно-аппаратные средства, интегрированные с Сайтом Администрации;
б) Пользователь — дееспособное физическое лицо, присоединившееся к настоящему Соглашению в собственном интересе либо выступающее от имени и в интересах представляемого им юридического лица.
в) Сайт Администрации/Сайт — интернет сайты, размещенные в домене сварной63.рф и его поддоменах.
г) Сервис — комплекс услуг и лицензия, предоставляемые Пользователю с использованием Платформы.
д) Соглашение — настоящее соглашение со всеми дополнениями и изменениями.
1.2.Использование вами Сервиса любым способом и в любой форме в пределах его объявленных функциональных возможностей, включая:
- просмотр размещенных на Сайте материалов;
- регистрация и/или авторизация на Сайте;
- размещение или отображение на Сайте любых материалов, включая но не ограничиваясь такими как: тексты, гипертекстовые ссылки, изображения, аудио и видео- файлы, сведения и/или иная информация;
создает договор на условиях настоящего Соглашения в соответствии с положениями ст.437 и 438 Гражданского кодекса Российской Федерации.
1.3.Воспользовавшись любой из указанных выше возможностей по использованию Сервиса вы подтверждаете, что:
а) Ознакомились с условиями настоящего Соглашения в полном объеме до начала использования Сервиса.
б) Принимаете все условия настоящего Соглашения в полном объеме без каких-либо изъятий и ограничений с вашей стороны и обязуетесь их соблюдать или прекратить использование Сервиса. Если вы не согласны с условиями настоящего Соглашения или не имеете права на заключение договора на их основе, вам следует незамедлительно прекратить любое использование Сервиса.
в) Соглашение (в том числе любая из его частей) может быть изменено Администрацией без какого-либо специального уведомления. Новая редакция Соглашения вступает в силу с момента ее размещения на Сайте Администрации либо доведения до сведения Пользователя в иной удобной форме, если иное не предусмотрено новой редакцией Соглашения.
2.1.Использование функциональных возможностей Сервиса допускается только после прохождения Пользователем регистрации и авторизации на Сайте в соответствии с установленной Администрацией процедурой.
2.2.Технические, организационные и коммерческие условия использования Сервиса, в том числе его функциональных возможностей доводятся до сведения Пользователей путем отдельного размещения на Сайте или путем нотификации Пользователей.
2.3.Выбранные Пользователем логин и пароль являются необходимой и достаточной информацией для доступа Пользователя на Сайт. Пользователь не имеет права передавать свои логин и пароль третьим лицам, несет полную ответственность за их сохранность, самостоятельно выбирая способ их хранения.
В данном разделе описываются разрешенные способы использования Сайта и предоставляемого на его основе Сервиса. Безвозмездность лицензии препятствует применению Закона О защите прав потребителя в случае, когда на стороне пользователя – физическое лицо.
В разделе указываются гарантии и заверения со стороны пользователя о соблюдении требований законодательства и Пользовательского соглашения при использовании Сайта и Сервиса на его основе. Данные положения необходимы, в частности, для последующего возложения ответственности на пользователя за нарушения законодательства или прав третьих лиц в связи с публикацией на сайте противоправных материалов.
При организации социального сервиса или платформы для размещения пользователями различных материалов в публичном доступе необходимо оформлять лицензионное соглашение с каждым пользователем на использование его материалов в рамках такого Интернет-сервиса. Например разрешение пользователя на использование его фотографии может понадобиться для ее публикации на страницах других пользователей и т.д.
Кроме того, получение лицензии подтверждает факт использования контента с разрешения пользователя, который отвечает за наличие у него полномочий на выдачу такой лицензии
В Пользовательском соглашении необходимо с достаточной ясностью изложить условия об ограничении ответственности за предоставление и использование Сервиса, в том числе публикуемый с его использованием пользовательский контент.
Помимо этого, соблюдение требований федерального закона Об информации в редакции нового антипиратского закона предполагает удаление информационным посредником спорных материалов по первому обращению правообладателя. Поэтому Пользовательское соглашение должно предоставлять владельцу интернет-сервиса такую возможность без предварительного согласования и уведомления пользователя
Данное положение Соглашения направлено на соблюдение требований о недопущении СПАМа.
Раздел включает порядок использования логина и пароля или адреса электронной почты в качестве ключа простой электронной подписи. Данное условие необходимо для придания юридической силы всем действиям сторон и упрощения возможного документооборота.
Сварочное оборудование газовое
Технология газовой сварки металлов: материалы, техника
Такому способу соединения металлических деталей, как газовая сварка, уже более сотни лет. На протяжении этого времени данная технология продолжает успешно совершенствоваться, хотя другие методы сварки, в которых используется электрическая дуга, развиваются более активно и вытесняют сварку, в которой используется газовая горелка.

Плюсы и минусы газовой сварки
Такой метод соединения металлов, как газовая сварка, предполагает плавление соединяемых материалов, в результате чего формируется гомогенная структура. Горение газа, за счет которого и осуществляется нагрев и расплав металла, обеспечивается за счет введения в газовую смесь чистого кислорода. Такой метод соединения металлов отличается целым рядом преимуществ.
- Этот способ сварки не требует использования сложного оборудования (сварочного инвертора или полуавтоматического аппарата).
- Все расходные материалы для осуществления такой сварки несложно приобрести.
- Газовая сварка (соответственно, и газовая сварка труб) может выполняться даже без мощного источника энергии и порой без специальных защитных средств.
- Процесс такой сварки хорошо поддается регулированию: можно устанавливать требуемую мощность пламени горелки, контролировать степень нагрева металла.
- Металл нагревается очень медленно, в отличие от использования электрической дуги.
- Зона тепла, которая формируется газовой горелкой, является очень широкой.
- Очень сложно концентрировать тепло, создаваемое газовой горелкой, оно является более рассеянным, по сравнению с электродуговым способом.
- Газовую сварку можно отнести к достаточно дорогостоящим методам соединения металлов, если сравнивать ее с электродуговой сваркой. Стоимость затраченного кислорода и ацетилена значительно перекрывает цену электричества, затрачиваемого для сварки однотипных деталей.
- При сварке толстых металлических деталей значительно снижается скорость выполнения соединения. Обусловлено это тем, что концентрация тепла при использовании газовой горелки очень низкая.
- Газовая сварка плохо поддается автоматизации. Механизировать можно лишь процесс газовой сварки тонкостенных труб или резервуаров, который выполняется с использованием многопламенной горелкой.

Материалы для выполнения сварки с использованием газа
Технология газовой сварки предполагает использование различных типов газов, выбор которых зависит от целого ряда факторов.
Одним из газов, используемых для сварки, является кислород. Характеризуется этот газ отсутствием цвета и запаха, он выступает в качестве катализатора, активизируя процессы плавления соединяемого или разрезаемого материала.
Для того чтобы хранить и транспортировать кислород, используются специальные баллоны, в которых он содержится под постоянным давлением. При контакте с техническим маслом кислород может воспламениться, поэтому следует исключить саму возможность такого контакта. Баллоны, в которых содержится кислород, необходимо хранить в помещениях, защищенных от источников тепла и солнечного света.
Получают сварочный кислород путем его выделения из обычного воздуха, для чего используются специальные устройства. В зависимости от степени своей чистоты кислород бывает трех типов: высший (99,5%), первый (99,2%) и второй (98,5%) сорт.
Для различных манипуляций с металлами (сварки и резки) также применяется бесцветный газ ацетилен C2H2. При определенных условиях (давлении, превышающем 1,5 кг/см2 и температуре свыше 400 градусов) данный газ может самопроизвольно взорваться. Получают ацетилен при взаимодействии карбида кальция и воды.
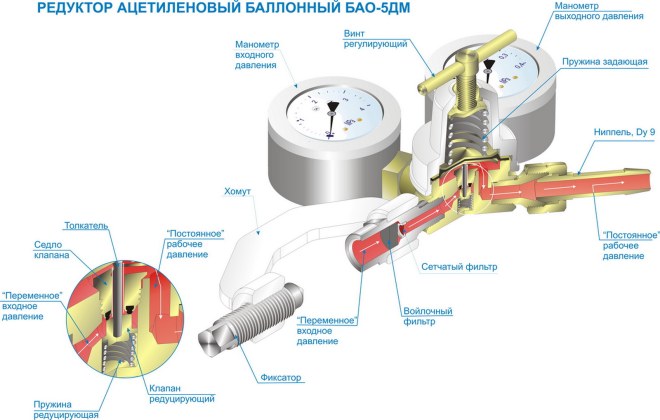
Преимущество использования ацетилена при сварке металлов заключается в том, что температура его горения позволяет без проблем осуществлять этот процесс. Между тем использование более дешевых газов (водород, метан, пропан, керосиновые пары) не дает возможности получить такую высокую температуру горения.
Проволока и флюс для выполнения сварки
Для осуществления сварки металлов, кроме газа, необходимы также проволока и флюс. Именно за счет этих материалов создается сварочный шов, формируются все его характеристики. Проволока, которая используется для сварки, должна быть чистой, без признаков коррозии и краски на ее поверхности. В отдельных случаях в качестве такой проволоки можно использовать полоску того же металла, который подвергается свариванию. Для того чтобы обеспечить защиту сварочной ванны от внешних факторов, необходимо использовать специальный флюс. В качестве такого флюса часто используются борная кислота и бура, которые наносятся непосредственно на поверхность свариваемого металла или на используемую для сварки проволоку. Без флюса может выполняться газовая сварка углеродистой стали, а при соединении деталей из алюминия, меди, магния и их сплавов такая защита необходима.
Оборудование для газовой сварки
Технология газовой сварки предполагает использование определенного оборудования.

Водяной затвор необходим для обеспечения защиты всех элементов оборудования (генератор ацетилена, трубы) от обратной тяги огня из горелки. Такой затвор, вода в котором должна находиться на определенном уровне, размещается между газовой горелкой и генератором ацетилена.
Такие баллоны окрашиваются разной краской в зависимости от того, какой газ в них планируется хранить. Между тем верхняя часть баллона не красится, чтобы исключить контакт газа с компонентами краски. Следует также иметь в виду, что на баллоны, в которых хранится ацетилен, нельзя устанавливать вентили из меди, так как это может привести к взрыву газа.
Он используется для снижения давления газа, выходящего из баллона. Редукторы могут быть прямого или обратного действия, а для сжиженного газа используются модели с оребрением, которые исключают его вымерзание при выходе.
Газовую сварку невозможно выполнять без использования специальных шлангов, по которым может подаваться как газ, так и горючие жидкости. Такие шланги делятся на три категории, маркируемые 1) красной полосой (работают при давлении до 6 атмосфер), 2) желтой полосой (для подачи горючих жидкостей), 3) синей полосой (работают при давлении до 20 атм).
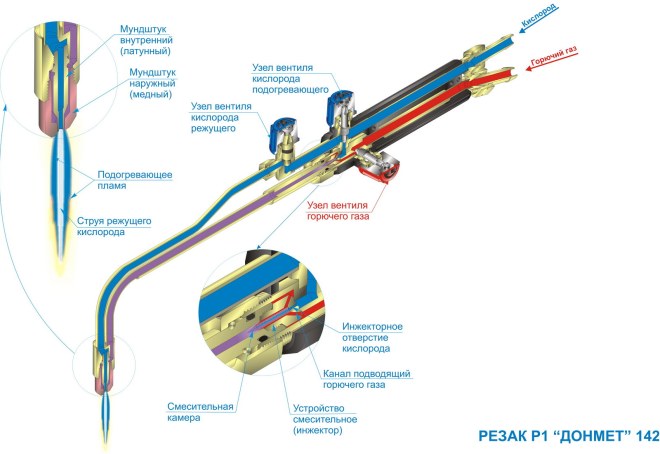
Смешивание газов и их горение обеспечивается за счет использования горелки, которая может быть инжекторного и безинжекторного типа. Классифицируются горелки и по своей мощности, которая характеризует количество газа, пропускаемого в единицу времени. Так, бывают горелки большой, средней, малой и микромалой мощности.
Газовую сварку осуществляют на специально обустроенном месте, которое называется постом. По сути, таким местом является стол, который может быть с поворотной или фиксированной столешницей. Этот стол, оснащенный вытяжной вентиляцией и всем необходимым для хранения вспомогательного инструмента, значительно облегчает труд сварщика.
Особенности выполнения газовой сварки
Регулировка параметров пламени осуществляется при помощи редуктора, который позволяет менять состав газовой смеси. При помощи редуктора можно получать пламя трех основных типов: восстановительное (используемое для сварки практически всех металлов), окислительное и с повышенным количеством горючего газа. При сварке металлов в расплавленной ванне протекают одновременно два процесса – окисление и восстановление. При этом при сварке алюминия и магния окислительные процессы протекают активнее.
Сам сварочный шов и участок, прилегающий к нему, характеризуется разными параметрами. Так, участок металла, прилегающий к шву, отличается минимальной прочностью, именно он наиболее склонен к разрушению. Прилегающий к данной зоне металл имеет структуру с крупными зернами.
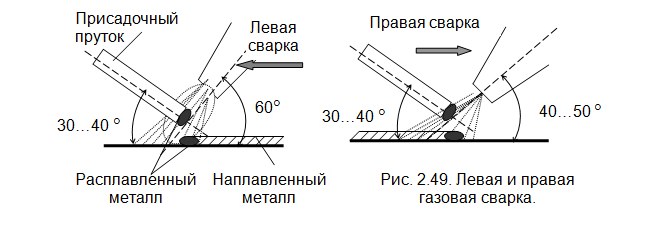
Чтобы улучшить качество шва и зоны, которая к нему прилегает, выполняют дополнительный нагрев или так называемую термическую ковку металла.
Технологии сварки различных металлов имеют свои нюансы.
- Газовую сварку деталей из низкоуглеродистой стали выполняют с помощью любого газа. В качестве присадочного материала при сварке таких сталей используется проволока из стали, содержащей небольшое количество углерода.
- Методы сварки легированных сталей выбираются в зависимости от их состава. Так, нержавеющие жаропрочные стали варятся с использованием проволоки, содержащей хром и никель, а отдельные марки требуют применения присадочного материала, дополнительно содержащего молибден.
- Чугун варится науглероживающим пламенем, которое предотвращает пиролиз кремния и образование зерен хрупкого белого чугуна.
- Для сварки меди необходимо использовать пламя большей мощности. Кроме того, по причине повышенной текучести меди детали из нее сваривают с минимальным зазором. В качестве присадочного материала используется проволока из меди, а также флюс, который способствует раскислению металла шва.
- При сварке латуни есть риск улетучивания цинка из ее состава, что может привести к повышенной пористости металла шва. Чтобы избежать этого, в пламя горелки подают больше кислорода, а в качестве присадки используют латунную проволоку.
- Сварка бронзы осуществляется восстановительным пламенем, которое не выжигает из этого сплава олово, алюминий и кремний. В качестве присадки применяется проволока из бронзы похожего состава, в которой дополнительно содержится кремний, способствующий раскислению металла шва.
Как выполняется газовая сварка в полуавтоматическом режиме
Для полуавтоматической технологии газовой сварки необходимо использование электрической дуги и защитного газа, что делает этот метод соединения металлов гибридным.
Данная технология, если ее разобрать подробнее, выглядит следующим образом:
- включение устройства;
- продевание проволоки через отверстие, расположенное в горелке;
- выставление при помощи редуктора требуемого давления газа;
- установка требуемой скорости подачи проволоки;
- выставление всех остальных параметров сварки (напряжения и силы тока);
- расположение горелки под требуемым углом перед началом сварки.
На каждый из параметров сварки, выполняемой полуавтоматическим способом, есть параметры, которые оговариваются соответствующими ГОСТами:
- давление, выдаваемое редуктором;
- параметры ацетиленового генератора;
- тип используемых шлангов;
- требования к баллонам для газа;
- тип используемых для сварки горелок;
- тип проволоки, используемой для сварки.
Сварочное оборудование газовое
Виды газовой сварки

- Что нужно знать о газовой сварке
- Основные виды газовой сварки
- Какие виды газов используются для газовой сварки
- Какие виды газовых горелок применяются для сварки
Газовая сварка – метод соединения деталей, работающий там, где дуговая сварка пасует. Соединение цветных металлов, тонкостенных труб, получение аккуратных швов – все это об этом методе соединения материалов. Все виды газовой сварки применяются практически везде: от строительства до ремонта автомобилей и в быту.
Однако такой метод обработки металлов требует высокого профессионализма и досконального знания материальной составляющей. Какие газы использовать для сварки того или иного металла, какую горелку выбрать, каким способом варить – обо всем этом вы узнаете из нашей статьи.
Что нужно знать о газовой сварке

Газоплазменная сварка, называемая также газовой, объединяет две металлические детали или листа, расплавляя их края и объединяя основной материал с припоем или добавочным металлом. Расплав достигается созданием области высокой температуры в зоне сварки с помощью сгорания некоторого газа с определенной скоростью. Как газовая резка, так и сварка происходят путем экзотермической реакции расплавленного металла с горящей газовой смесью, подающейся к месту реза (сварки).
Требуемая для соединения температура горения достигается смешиванием кислорода с каким-либо горючим газом. Процесс соединения газов происходит внутри газового смесителя, куда они поступают из разных источников. На выходе из смесителя происходит искусственный поджог газа. В соответствии с технологией сварки газом, объем подачи каждого из компонентов смеси регулируется отдельно. Благодаря этому создаются наилучшие условия для резки и соединения металлов. Данный принцип характерен для любого газопламенного аппарата.
Посредством аппарата газовой сварки можно:
- сваривать различные заготовки;
- паять (например, ремонтируя испорченные детали);
- наплавлять;
- разрезать металлопрокат в листах или трубы на заготовки.
Благодаря множеству преимуществ, сварка газом применяется в различных отраслях хозяйства: промышленном производстве, строительстве, ЖКХ, ремонте автотранспорта, для бытовых целей в городских квартирах, на дачах и в домах. Газосварка может соединить практически все виды металлов. Сфера ее применения обширна: слияние частей сложных конструкций, деталей из цветного металла, тонкостенных труб и пр. А если правильно выбрать припой и подобрать условия, то можно сварить чугун и напаять на него латунь. Газовая резка и сварка позволяют получать изделия высокого качества.
Процесс пайки происходит методом нагрева заготовок с одновременным расплавлением припоя с флюсом. На расплавленных стыках заготовок идет процесс взаимного проникновения (диффузии) металлов и припоя. Шов при этом получается ровный и красивый, в дальнейшем он может быть дополнительно обработан.
Метод наплавки используется для покрытия одной металлической заготовки иным по типу или структуре металлом. Поверхность основной заготовки нагревается до температуры запотевания. Данный метод позволяет ремонтировать и восстанавливать детали, наплавлять другой материал с лучшими прочностными характеристиками, увеличивать размеры изделия. Использование наплавки понижает стоимость ремонта, уменьшает количество используемого дорогого материала и продлевает срок службы.
Основные виды газовой сварки

Особенности соединяемых металлов и их сплавов, форма заготовок, направление сварки газом и прочие факторы оказывают значительное влияние на ее технику.
Газовая сварка разработана для соединения чугуна, а также цветных металлов, поскольку, в отличие от дуговой, она выполняется быстрее и качественнее. Единственным исключением является легированная сталь. Причина – низкий коэффициент теплопередачи этого сплава, из-за которого заготовки значительно деформируются.
К настоящему времени разработаны разнообразные виды газовой сварки. Это «левая» и «правая», а также ванночками, многослойная и газовая сварка валиком.
При «правом» виде сопло сварочного аппарата ведется слева направо. Подача присадки осуществляется после прохождения соплом свариваемого участка. Пламя из сопла плавит присадку. Температура, при которой она расплавляется, как правило, меньше температуры плавления заготовки. Потому растопленная присадка ровно покрывает шов сверху.
«Левый» вид газовой сварки называют основным. При его использовании идет обратный процесс – справа налево, при этом подача присадки происходит спереди. Данный вид считается более простым, однако используется исключительно для листового тонкого металла. Помимо всего, он еще и менее экономичный, поскольку расход газовой смеси и присадки выше.
Вид соединения валиком применяют для листов металла и считают более трудоемким. Формой шов напоминает валик, откуда и пошло название. Имеет высокое качество – без шлаков, воздушных лакун и пор.
Ванная сварка – значительно более сложный вид газового соединения, требующий особого умения и навыков. Заключается он в спиральной укладке присадки в сварной шов, когда на проволоку воздействует пламя разной температуры, проходя через нее. Витки спирали немного перекрывают друг друга. Применяется для газовой сварки низкоуглеродистой листовой стали.
Многослойный вид газовой сварки считается сложнейшим из известных. Принцип его действия заключается в наплавке верхнего слоя на нижний с полным прогревом всех нижних слоев. Для получения качественного шва необходимо постоянно отслеживать положение стыков швов, они не должны находиться друг под другом.
Для каждого из описанных выше типов газовой сварки характерны свои виды швов.
Все указанные виды газовой сварки металла могут проходить с использованием флюса, который зависит от соединяемого металла. Флюс необходим для создания защиты сварного шва от снижающих его качество окислов.
Какие виды газов используются для газовой сварки
При газовой сварке используют различные виды газов: кислород, ацетилен, бензол, пропан, МАФ, бутан, керосин, углекислота, коксовый газ и пр. Чаще всего применяется ацетилен, поскольку температура его горения вместе с кислородом составляет +3 000 °С.
С2Н2 – такова формула чистого ацетилена. Этот вид газа не имеет цвета, пахнет чесноком, после вдыхания во рту появляется сладковатый вкус. Ацетилен чуть легче воздуха и считается опасным для человека.
Процесс приготовления данного вида газа прост: надо только смешать воду с карбидом кальция в нужных пропорциях. Поэтому его можно сделать на месте сварки, а можно привезти уже готовый, в баллонах. Карбид кальций является кристаллическим веществом, достаточно твердым, изготавливаемым посредством плавки при +1 900… +2300 °С кокса и извести.
Баллонный ацетилен выгодно использовать при небольших объемах работ. Для серийного производства эффективнее применять ацетиленовые генераторы. Основными достоинствами данного вида газа является чрезвычайно высокая температура горения, легкость его получения и удобство регулировки. Недостатками считается высокая стоимость и взрывоопасность.
Заменителями С2Н2 для газовой сварки являются водород, пропан, коксовый газ, керосин, смесь пропана с бутаном и бензин. Эти виды, как и ацетилен, способны поддерживать высокую температуру в месте газовой сварки. Но, несмотря на повышенный расход кислорода, температура пламени все равно не достигает таких же параметров, как при горении ацетилена. Именно поэтому они применяются в основном для газовой сварки металлических конструкций из легкоплавких и цветных металлов. Для соединения стали они не подходят.

О2 выступает неким ускорителем горения, применяемым в процессе работы вместе с избранным газом. Максимальная температура горения достигается использованием чистого кислорода, что значительно повышает качество шва. При газовой сварки можно использовать все три сорта чистоты кислорода: 99,2 %, 99,5 %, 99,7 %. При этом отмечается прямая зависимость скорости работы и нормы расхода кислорода от его чистоты.
Кислород в виде газа не имеет вкуса и запаха, прозрачен и бесцветен, а также он тяжелее, чем воздух. Его получают: из воды – электролизом, из воздуха – путем глубокого охлаждения. После изготовления в газообразном состоянии кислород хранится в баллонах, в жидком – в танках. В процессе сварки необходимо внимательно контролировать количество поступающего кислорода, поскольку его переизбыток ведет к окислению шва.
СО2 обладает сильной окислительной способностью и специфическим запахом. Воздух в 1,5 раза легче углекислоты, но она прекрасно растворима в водной среде. Для работ с чугуном, коррозийными сталями, углеродистыми сплавами и металлами, а также с низколегированными соединениями применяют три типа углекислоты.

Для защиты сварной ванны от воздействия воздуха применяют инертные газы. Их преимуществами являются отсутствие цвета, запаха, влияния на металл и нерастворимость в нем.
- Аргон. Имеет несколько сортов. Редкие, активные металлы и сплавы соединяются аргонодуговым методом с использованием его высшего сорта. Для стальных и алюминиевых заготовок применяют первый сорт. Аргон не горюч и на 50 % тяжелее воздуха.
- Гелий. Используется специалистами для соединения алюминия, стали, а также активных и чистых материалов.
- Азот. Четыре сорта азота имеют разное количество основного вещества. Используется газ при работе с медью и ее сплавами.
Для улучшения процесса соединения металлов, а также качества шва применяются различные сварочные газовые смеси. Например, аргон и кислород, аргон и углекислота, а возможны смеси аргона, кислорода и углекислоты, а также гелия и аргона.
Какие виды газовых горелок применяются для сварки
Газовая горелка – важный и достаточно сложный элемент сварочного оборудования, хотя на первый взгляд таковым не является. Она необходима для получения факела, которое воздействует на металл, и помогает регулировать объем и мощность пламени в определенных границах.
Конструкции газовых горелок делятся на:
По виду используемого газа они подразделяются на:
- ацетиленовые;
- под жидкое горючее, а также иные газы.
1. Инжекторный и безынжекторный виды горелок для сварки с помощью газа.
Необходимость поддержания требуемого уровня давления подаваемого газа привела к снабжению горелки струйным насосом. Высокое давление газа не требует включения насоса, поскольку горючее подается с уже необходимым уровнем. Но если газ находится в баллонах под низким давлением, то его расход увеличивается. В таком случае давление искусственно увеличивают. Именно тогда применяется подача при помощи инжектора – принудительно. Затем в сварочной камере горелки происходит смешивание кислорода с иными газами до получения требуемой смеси, которая и создает факел.
Более простыми являются горелки, в которых нет инжектора. Газы (кислород и горючее) для факела поступают в смеситель посредством системы подачи. В нее входят: шланги, вентили и ниппели. Однородной смесь для качественного пламени становится уже в смесителе.
Она проходит по трубке наконечника и подается на мундштук, затем ее поджигают, образуя необходимое для работы пламя. Следует тщательно следить за параметрами давления подачи смеси из мундштука – таким образом можно регулировать процесс горения. Скорость, с которой смесь ацетилена и кислородом вырывается из мундштука, может равняться 70–160 м/сек. Если она будет недостаточной, то смесь, попадая внутрь горелки, взрывается в ней. Если слишком высокой – факел отрывается от горелки и тухнет.

В горелках высокого давления может использоваться метан и водород. Они достаточно просты в работе, но применяются значительно реже инжекторных горелок низкого давления.
Система подачи (ниппель и регулировочный кран) поставляет кислород высокого давления (4 атм) в горелку. Газ проходит на высокой скорости через инжектор. В камере струйного насоса кислород своей струей создает пониженное давление (ниже атмосферного), благодаря чему в нее поступает горючий газ. Он проходит через ниппель и вентиль, а потом и инжектор, смешивается с кислородом в смесительной камере. Затем с необходимой для работы скоростью подается на мундштук.
В процессе работы расход кислорода неизменен, поскольку не подвержен внешним факторам. Чего не скажешь об ацетилене, на который влияют колебание давление, нагрев мундштука, возрастание сопротивления. Что приводит к повышенному его расходу.
Газовые горелки, функционирующие на жидком топливе, например, керосине, бензине, применяются в ряде отраслей промышленного производства. Принцип работы данного вида горелок заключается в распылении смеси кислорода и керосина и последующего испарения мелких капелек горючего нагревом мундштука.
Для эксплуатации этого вида горелок в безаварийном режиме необходимо соблюдать следующие требования безопасности:
- отслеживать форму сварочного пламени;
- регулировать факел в необходимых границах;
- устройство должно быть защищено и неуязвимо для воздействий извне;
- горелка должна быть удобна в использовании.
Чаще всего для проведения газовой и плазменной сварок применяется ацетилено-кислородная смесь. В качестве ее замены может быть использован пропан. Однако такой вид работ достаточно сложен и не под силу новичку, так как требует вдумчивой предварительной подготовки, что, несомненно, скажется на качестве шва и облегчит работу.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварочное оборудование газовое
Классификация и характеристики оборудования газосварщика
Газосварочное оборудование применяется для резания или соединения металлических деталей. Как и любые другие сварочные приспособления, оно разделяется на неподвижное и мобильное. Востребованность и популярность газовой сварки для бытового использования и в заводских цехах объясняется простотой технологии и высокой эффективностью применения.
Технические характеристики

От технических характеристик используемого для резания либо сварки газом оборудования зависит скорость производства работ, параметры шва либо кромки резания.
- Несложность процесса. Для сваривания нужен газ двух типов – подогревающий (ацетилен, пропан и др.) и кислород, используемый для горения.
- Не обязательно наличие электроснабжения.
- Подвижность аппаратуры и оборудования для газовой сварки. Перемещение возможно обычными транспортными средствами, из-за чего такой метод применяется на расположенных вдали объектах при отсутствии на них электроснабжения.
Критерии выбора
Главными требованиями, предъявляемыми к оборудованию и инструменту для газосварки, являются компактность, небольшой вес и легкость погрузки, транспортировки и выгрузки вручную.
- Применение того или иного газа для выполнения определенного типа работ (резка либо сварка). Преимущественно – ацетилен.
- Толщина элементов, подлежащих свариванию. Газовый сварочный аппарат на этине применяется для обработки нелегированных низкоуглеродистых сталей толщиной не более 20 мм. Пропан используется для изделий толщиной до 400 м. Для сваривания элементов 400-800 мм требуется предварительная кислородная продувка.
- Парметры горелок.
Ацетиленовые генераторы
Генерирующее ацетилен устройство – специальный прибор, применяемый с целью образования газа при смешении воды и карбида. Процесс осуществляется в мобильных либо неподвижных устройствах для газосварки.

Основные элементы мобильных генераторов по ГОСТ 30829-2002 такие:
- образователь, применяющийся для получения основного газа;
- газосборник, служащий для сбора образованного газа, а также применяющийся в качестве компенсатора неравномерности между объемом потребляемого и вырабатываемого газа;
- предохраняющее пламегасящее устройство, используемое с целью локализации огня и недопущения проникания в генератор пламени;
- клапан для отведения излишнего давления;
- манометр для определения давления в газохранилище.
Помимо перечисленных элементов, генераторы дополнительно оборудуются фильтрами, регуляторами.
Аппарат для газовой резки и сварки для удобства пользования комплектуется легким генератором, весом до 20 кг, производительность составляет до 3 м 3 /час.
Подбирать оборудование необходимо в зависимости от поставленных перед ним задач и месте использования – для дома либо дачи, применения в производственных цехах, крупной стройплощадке.
Предохранительные затворы

Затворы, которыми оснащаются любые генераторы ацетилена, нужны для предохранения установок от возможного проникновения волны от обратного удара пламени. Элементы монтируются между генерирующим устройством либо подающей трубкой и главным инструментом газосварщика – резаком либо горелкой.
- водные, наполненные жидкостью;
- сухие, в качестве наполнителя используется металлокерамический порошок.
Выпускаются выработкой от 0,8 до 3,2 м 3 /час. По допустимому давлению газа разделяются на:
- малого давления (до 10 кПа);
- среднего (до 70 кПа);
- высокого (до 150 кПа.)
Корпус наполняется жидкостью до линии контролирующего краника. Ацетилен, поступающий по газопроводу, проходит также и по обратному клапану, находящемуся внизу корпуса. Пройдя сквозь толщу жидкости и поднявшись на верх сквозь дефлектор, газ накапливается вверху устройства. Затем сквозь расходный краник газообразное топливо подается в резак либо в горелку.
Вверху затвора расположена выведенная на внешнюю сторону трубка. Она укрыта диафрагмой из фольги алюминия. При образовании оборотного удара выполняется разрыв диафрагмы, горящая смесь отводится на внешнюю сторону корпуса. Волна от удара переходит через жидкость на оборотный клапан и закрывает его. Поступление ацетилена останавливается. После каждого использования мембрану нужно менять.
Газовые баллоны
Баллоны используются в качестве емкости для содержания, транспортировки и подачи газов, которые могут находиться внутри в состояниях:
- жидком;
- сжатом;
- растворенном.

Объем баллонов колеблется в диапазоне от 0,4 до 0,55 дм 3 . Наиболее востребованными и удобными являются емкости объемом 40 л.
Баллоны производятся по ГОСТ 949-73 из бесшовных труб. Обладают цилиндрообразной формой с суженой шейкой, на которую монтируются требуемые для производства работ приспособления (штуцеры, фланцы, вентили). Днище сосуда выпуклое.
В горловине устроено конусообразное резьбовое отверстие под крепление вентиля – запорно-регулирующего прибора. Разворот маховика вентиля позволяет закрыть либо открыть проход клапана.
[stextbox Сосуды для различных газов оборудуются вентилями из различных материалов. Для кислородных емкостей допускается установка только латунных вентилей, для ацетиленовых – только стальных. Применение медных сплавов и меди запрещено![/stextbox]
На горловину сосуда крепится кольцо с внешней резьбой для колпака, используемого для защиты вентиля от повреждений при транспортировании. Устойчивость в стоячем положении обеспечивается башмаком на прямоугольной платформе, расположенным внизу.
Баллоны в зависимости от рода газа различаются цветом.

Каждый сосуд комплектуется паспортом, в котором приведены все технические характеристики. Помимо главных параметров, в документе указываются все осмотры, проверки и тестирования, выполняющиеся в установленные сроки.
Редуктор
Каждый газосварочный аппарат комплектуется редуктором, устанавливающимся на баллон. Он применяется в качестве регулятора давления рабочей смеси газов, подаваемой на горелку. Главная задача редуктора – не снижение давления газа, а его оптимизация.
[stextbox давления выводится на датчики, один из которых показывает давление, а второй – степень наполнения баллона.[/stextbox]
Горелки
Посредством сварочной горелки после смешения кислорода и рабочего газа (паров жидкого) создается и удерживается в устойчивом состоянии пламя.
- создавать, удерживать и корректировать стабильно горящее пламя в заданном сварщиком режиме;
- отличаться высокой прочностью;
- быть безопасными в использовании;
- обладать малой массой для свободного удерживания одной рукой.
Горелки производятся из латуни, мундштуки – из меди. Иногда также используются медные сплавы, что позволяет существенно уменьшить массу прибора.
Устройства различаются мощностью, позволяющей сопрягать металлические заготовки различной толщины. По типу поступления газов в смешивающий отсек, резаки разделяются на два вида:
- инжекторные, используемые при давлении газа ниже 0,5 атм.;
- безинжекторные, применяемые повышенном давлении.

По методу использования горелки классифицируются на ручные и механизированные. По числу потоков огня устройства классифицируются на одно- и многопламенные.
- малой (потребление газа 25-400 л/ч);
- средней (400-800 л/ч);
- высокой (2800-7000 л/ч).
По ГОСТ 1077-79 по выдаваемой мощности устройства разделяются на несколько типов:
- Г1 – микромощные;
- Г2 – маломощные;
- Г3 – среднемощные;
- Г4 – высокомощные.
Наиболее востребованы универсальные модели – средне- и маломощные, способные обработать заготовки толщиной до 30 или 7 мм соответственно.
Газораспределительные рампы, трубопроводы и рукава
При необходимости повышенного потребления газа, подача его организуется от распределяющей рампы. Устройство составляют пара коллекторов, гибкие шланги и регуляторы.
На коллекторе имеется запирающий кран, допускающий выполнение быстрой смены баллона на одном из питающих устройств без остановки процесса. Уменьшение давления газа производится рамповым редуктором.
Поступление в рабочую зону кислорода и горючего газа обеспечивается трубопроводами, разделяющимися на:
- низкого давления (менее 0,01 МПа);
- среднего (до 0,15 МПа);
- высокого (более 0,15 МПа).
Подающие кислород трубопроводы также разделяются на три группы по значению рабочего давления на:
- пониженного (менее 1,6 МПа);
- среднего (до 6,4 МПа);
- высокого (от 6,4 МПа).
Трубы и арматура для передачи ацетилена производятся из стали и красятся в белый цвет. Кислородные подающие устройства имеют голубой окрас и производятся из бронзы либо латуни.
В комплект набора газосварщика также включаются шланги (рукава). Они задействованы для поступления кислорода и горючего газа от рампы либо баллона к горелке. Шланги должны сочетать прочность и гибкость, чтобы не быть помехой при работе.
[stextbox Для рукавов используется вулканизированная резина, усиленная тканевыми вкраплениями.[/stextbox]

Изделия разделяются на 3 класса, обозначающихся римскими цифрами:
- I – для горючего газа до 0,63 МПа, красные;
- II – для горючих жидкостей до 0,63 МПа, желтые;
- III – для кислорода (2 МПа), голубые.
Внутренняя прослойка резины покрывается слоем оплетки из металлонитей, за которым идет слой внешней резиновой оплетки.
Протяженность шлангов строго нормируется – они используются не короче 8 м. Шланги, идущие от генератора ацетилена, используются длиной от 10 м.
Другие инструменты
Для повышения мобильности оборудования применяются сварочные посты. Они представляют собой тележку со специально оборудованными точками для монтажа и крепления хомутами баллонов и рукавов. Как правило, таки посты облегчают сборку и комплектацию всех приспособлений в одном месте, которые в дальнейшем легко укладываются в кузов или прицеп автомобиля.
Производятся также готовые комплекты для газосварочных работ. Например, комплекты газосварщика ГАРО-2 и КГС-2. В состав первого входят 12 единиц:
- баллоны для кислорода и ацетилена объемом по 40 л каждый;
- редуктор кислородный БКО, ацетиленовый – БАО;
- ключ ацетиленовый газосварщика;
- горелка типа «Малютка»;
- шланги длиной 20 м: сечением 9,0 и 6,3 мм;
- хомуты: на 12-20 мм и на 8-12 мм;
- очки сварщика;
- тележка под баллоны.
Популярные модели
 На современном рынке имеется огромный ассортимент газосварочного оборудования от отечественных и мировых изготовителей. Многими из них освоено изготовление всей линейки инструментов как для переносных комплектов, так и неподвижных крупных постов, применяемых на предприятиях промышленности и на производственных поточных линиях.
На современном рынке имеется огромный ассортимент газосварочного оборудования от отечественных и мировых изготовителей. Многими из них освоено изготовление всей линейки инструментов как для переносных комплектов, так и неподвижных крупных постов, применяемых на предприятиях промышленности и на производственных поточных линиях.
[stextbox Свою продукцию также предлагают и китайские компании, стремящиеся занять свою нишу за счет дешевизны. Но дешевый инструмент не всегда готов пройти проверку газосварочного оборудования в наших реалиях, потому рекомендуется предпочесть российских либо западноевропейских производителей.[/stextbox]
- «Диоксид», РФ;
- «Steiger», Германия;
- KZ, Россия;
- «IDEAL», Германия;
- «Graphopress», Нидерланды.
[stextbox Ануфриев, газосварщик, стаж работ 20 лет: «К выбору оборудования для производства газосварочных работ нужно относиться ответственно и тщательно, так как от его качества зависит не только эффективность применения, но и безопасность работающих».[/stextbox]
Сварочное оборудование газовое
Технология газовой сварки для начинающих
По популярности газовая сварка находится на втором месте после электродуговой. Технология относится к виду сварки плавлением. Газосварочное оборудование обеспечивает надежное соединение цветных и черных металлов.

Что такое газовая сварка
Сущность газовой сварки заключается в том, что металл соединяемых заготовок и присадочного материала плавится теплом, выделяемым при сгорании горючих газов. Для получения высокой температуры они смешиваются с чистым кислородом в смесителе газовой горелки. Соотношение компонентов можно оперативно изменять регулировкой объемов, подаваемых в смеситель. Это позволяет настраивать оптимальный режим сварки или резки.

У газовой сварки, по сравнению с дуговой, скорость нагревания рабочей зоны меньше. Эту особенность относят к достоинствам при работе с инструментальной сталью, чугуном, цветными металлами. Сварка этих металлов должна проводиться с медленным нагревом и охлаждением. К ним также относятся некоторые марки легированной стали.
Отличительной особенностью газовой сварки является возможность сваривать почти все металлы.
Достоинства и недостатки
- низкую цену оборудования;
- возможность сварки и резки в полевых условиях;
- регулирование мощности пламени в широких пределах;
- сварку большинства видов металла и сплавов ― от алюминия до легированных сталей;
- плавный нагрев, предотвращающий деформацию деталей и образование трещин.
- Низкий КПД из-за большого рассеивания тепла. По этой же причине технология не рентабельна при сварке заготовок толщиной больше 5 мм из-за перерасхода газа.
- Нагрев большой площади прилегающих к шву участков способствует образованию остаточных напряжений в металле.
- При соединении внахлест высока вероятность деформации деталей.
- Процесс газовой сварки из-за особенностей принципа работы трудно поддается механизации.
- Применение легковоспламеняющихся газов связано с высокой взрывопожароопасностью.
Область применения
- сборки и ремонта изделий из стали толщиной до 5 мм;
- монтажа трубопроводов небольшого диаметра;
- наплавки твердых сплавов и цветных металлов на сталь и чугун;
- монтажа конструкций из тонкостенных труб;
- заделки дефектов на отлитых заготовках.
Широкое распространение газопламенная сварка получила в строительстве, сельском хозяйстве, ремонтных мастерских.
Применяемое оборудование
- Водяной затвор для предотвращения повреждения элементов оборудования обратным пламенем. Устанавливается между горелкой и источником ацетилена. По мере испарения воду доливают.
- Баллоны с кислородом и горючим газом или генератор ацетилена. По правилам техники безопасности газ не должен контактировать с краской. Поэтому верхнюю часть баллонов не окрашивают. Чтобы при контакте ацетилена с медью не произошел взрыв, на баллонах с этим газом должны устанавливаться вентили из другого металла.
- Газовая горелка, обычная или инжекторная.
- Редукторы для снижения давления газа и кислорода на выходе из баллонов.
- Шланги для соединения газовой горелки с баллонами. На шлангах для горючих газов нанесена желтая полоса.

Если газосварочные работы проводятся в разных местах, оборудование устанавливают на тележку с соответствующими креплениями. На предприятиях устраивают стационарные газовые посты с вентиляцией и шкафами для хранения баллонов.
Какие газы используются при сварке
Для того, чтобы газы сгорали с максимальной эффективностью нужен кислород без примесей. В зависимости от степени очистки он бывает:
- высшего сорта (концентрация 99,5 %);
- 2-го (99,2 %);
- 3-го (98,5 %).
Так как варят газосваркой не в стерильных условиях, следует учитывать, что при контакте кислорода с техническими маслами может произойти самовозгорание. Баллоны должны храниться в помещении, где нет источников открытого огня в месте, куда не попадают солнечные лучи.
Чаще всего в паре с кислородом используют ацетилен, так как его температура горения доходит до 3400⁰C. Его получают из карбида кальция при растворении в воде.
При высоком давлении или температуре ацетилен взрывается. Поэтому, по правилам безопасности установка водяного затвора обязательна.
Второе место с температурой горения до 2800⁰C занимает пропан. Газовые смеси кислорода с метаном, водородом, парами керосина, блаугазом по температуре значительно уступают лидерам. Применяются для работы только с цветными металлами с низкой температурой плавления.
Расходные материалы
Расходными называют сварочные материалы, необходимые для формирования швов. Для заполнения зазоров между соединяемыми деталями используется присадочная проволока. Ее диаметр выбирают в зависимости от толщины заготовок и способа сварки. Если проволоки нужной марки нет, ее можно заменить полоской металла, из которого сделаны детали.
Для защиты расплавленного металла от окисления при контакте с воздухом используют флюс, который создает защитную среду за счет выделения газов при нагреве. Особенно это актуально при сварке меди и алюминия, а также их сплавов. Для углеродистой стали такая защита необязательна. Во все виды флюса в качестве основного компонента входит борная кислота. Составы готовят в виде пасты, порошка, раствора. Флюс наносят на детали или присадочную проволоку.
Технология и способы газовой сварки
Технология газовой сварки подразделяется на два вида:
- Газопламенный вид выполняется с образованием сварочной ванночки за счет плавления кромок деталей и присадочной проволоки.
- Газопрессовая сварка выполняется без присадочных материалов и флюсов. После расплавления кромок детали плотно сжимаются между собой и удерживаются до остывания шва.

В обоих случаях кромки предварительно очищают от грязи, ржавчины наждачной бумагой или металлической щеткой. Аналогично обрабатывают присадочные материалы.
Техника газовой сварки позволяет накладывать швы независимо от пространственного положения ― от нижних до потолочных. При наложении потолочных швов расплавленный металл удерживают давлением газовой смеси. Для соединения деталей с предварительно отбортованными кромками присадочная проволока не нужна. Чаще всего газовой сваркой заготовки соединяют встык, угловыми и торцевыми швами реже. Скорость нагревания кромок деталей регулируют углом наклона относительно поверхности деталей. Чем больше его величина, тем быстрее нагревается металл.
- Левый используют для работы с металлами толщиной до 3 мм с низкой температурой плавления. Пламя ведут вдоль стыка справа налево. Для лучшего прогрева кромок деталей совершают колебательные поперечные движения мундштуком. При левом способе газовой сварки присадочную проволоку перемещают перед горелкой. Ее диаметр должен быть в 2 раза меньше толщины деталей плюс 1 мм.
- Правый применяют для сварки заготовок толщиной более 3 мм с разделанными под углом кромками. Пламя ведут от левого края стыка к правому, присадочную проволоку, опустив конец в сварочную ванну, продвигают вслед за мундштуком. Ее диаметр не должен превышать половины толщины деталей. За счет лучшей защиты сварочной ванны пламенем при правом способе качество швов выше, чем при левом. Кроме этого на 10% сокращается расход газа и на 20% продолжительность процесса.

У сварки пропаном и альтернативными газами есть особенности, учитывать которые новичкам трудно. Поэтому на начальном этапе обучения для начинающих сварщиков лучше использовать стандартную смесь кислорода с ацетиленом. Отработку навыков проводят на разных видах металла.
Сварочное оборудование газовое
Особенности газовой сварки
Существуют разные способы соединения металлических деталей. Наиболее эффективной технологией является термообработка, включающая несколько методов. Одним из популярных считается газовая сварка.
 Газовая сварка металлической трубы
Газовая сварка металлической трубы
Суть процесса
Суть способа газовой сварки заключается в том, что через специальное сопло на рабочие поверхности подаётся раскалённая струя газа. Она нагревает кромки деталей до критических температур, плавит присадочный материал, который закрепляется на сопле или подаётся на место нагрева с другой стороны.
Газ вытесняет воздух с места разогрева. Поэтому не образуется оксидной плёнки. Постепенно металл остывает, детали объединяются воедино. Перед проведением работ, необходимо научиться выбирать газы для сварки:
- Наиболее популярная смесь — кислород с ацетиленом.
- Пропан с кислородом.
- Водород с кислородом.
- Метан с кислородом.
Для сварки металлических деталей можно использовать любой горючий газ с добавлением кислорода. Однако лучшим вариантом является ацетилен. Связано это с рабочей температурой, которую может обеспечить этот газ — до 3400 градусов по Цельсию. У пропана этот показатель доходит до 2800 градусов.
Достоинства и недостатки
Любой технологический процесс по соединению металлов имеет ряд сильных и слабых сторон. Особенность сварки — сварочный газ медленно нагревает рабочую зону. Это нельзя назвать однозначным плюсом или минусом.
- Плавный, равномерный нагрев, который нужен для плавки цветных металлов.
- Не нужен мощный источник электроэнергии.
- Возможность контролировать мощность раскалённой струи.
- Наличие дополнительных контроллеров для переключения режимов работы.
- Низкий КПД из-за большого рассеивания тепла при нагревании металла газом.
- Большая зона нагрева. Невозможно проводить точные работы.
- Затрачиваемый газ дороже, чем расходуемая электроэнергия для проведения той же работы.
- Баллоны, резаки, соединительные шланги не удобно транспортировать.
- Требуется несколько раз попрактиковаться, чтобы научиться делать качественные швы.
Большинство резаков представляют собой ручное оборудование, которое невозможно автоматизировать. Сложности с автоматизацией процесса можно отнести к недостаткам.
Особенности газовой сварки
Газовая сварка металлов имеет ряд нюансов, которые относятся к работе с разными материалами:
- Для того чтобы соединить детали из низкоуглеродистой стали можно использовать любые газы. Дополнительно важно использовать присадочный материал (стальную проволоку), который содержит малое количество углерода.
- Чтобы варить чугун, требуется использовать науглероживающее пламя. Оно исключает образование хрупких частиц белого чугуна, которые негативно влияют на показатели прочности, твердости материала.
- Прежде чем варить легированные стали, требуется разобраться с их составом. Если это жаропрочные материалы, нужно использовать присадочную проволоку. Она должна содержать никель, хром. Некоторые марки легированных сталей требуют применения присадочных материалов с молибденом.
- Чтобы соединять медные детали, нужно использовать пламя повышенной мощности. Важно учитывать, что медь имеет высокий показатель текучести. Из-за этого требуется выставлять минимальный зазор между заготовками. Дополнительно используется защитный флюс, медная проволока в качестве присадочного материала.
- Сваривать бронзовые заготовки нужно на восстанавливающем режиме пламени. Важно использовать присадочных материал похожего состава.
- При работе с латунными заготовками, важно добавлять больше кислорода к горючему газу. Так можно избежать улетучивания олова из состава материала.
Важно учитывать состав свариваемых материалов, чтобы сделать качественный шов.
 Газовая сварка медной трубы
Газовая сварка медной трубы
Область применения
Чтобы понимать, где применяется технология термического соединения металлов, требуется разобраться с тем, какие материалы можно сваривать этим способом:
- Тонкие листы стали, жести (до 5 мм).
- Чугун.
- Цветные металлы.
- Инструментальная сталь.
Технология и способы газовой сварки
Прежде чем начинать проведение сварочных работ, требуется подготовить рабочие поверхности. Они зачищаются от ржавчины, грязи, налёта. Далее мастеру нужно выбрать технологию газовой сварки. Каждый из отдельных методов имеет определённые особенности выполнения. Способы газовой сварки:
- Левый способ. Применяется при работе с цветными металлами, легкоплавкими сплавами. Сопло должно перемещаться справа налево.
- Правый способ. Применяется для легкоплавких металлов. Присадочную проволоку требуется двигать вслед за пламенем.
- Сквозной валик. Изначально необходимо закрепить листы металла вертикально зазору. Горелкой оплавить кромки. После того как получится отверстие, расплавить его со всех сторон, чтобы получился шов.
- Многослойная сварка. Чтобы сделать качественный шов, понадобится затратить большое количество газа.
- Соединение ванночками. Этот метод применяется для закрепления уголков или соединения стыков металлических листов. Важно, чтобы толщина заготовок не превышала 3 мм.
Важно ответственно относится к выбору рабочей смеси. Это может быть смесь кислорода с:
- Метаном.
- Пропаном.
- Ацетиленом.
- Водородом.
Чтобы варить металлические листы толщиною более 5 мм, необходимо использовать двойной валик. Горелка ведётся правым способом.
 Водород для сварки
Водород для сварки
Оборудование
- Бензино-кислородные.
- Ацетилено-кислородные.
- Керосино-кислородные.
- Пропано-кислородные.
К другим ключевым элементам газосварочного аппарата относятся:
- Предохранительный затвор. Это деталь обеспечивает безопасность при работе.
- Баллоны для газов. По ГОСТу они должны быть покрашены в определённый цвет, зависимо от того, что находится внутри.
- Вентиль устанавливаемый на баллон. Должен изготавливаться из латуни.
- Редуктор — ключевой элемент оборудования. Обеспечивает надёжное соединение горелки с баллоном.
- Горелка для подачи рабочей смеси. Существует два вида — ацетиленовая, пропановая. Представляет собой рабочую часть оборудования, на которой располагаются вентили для регулировки подачи газов. Они смешиваются с помощью системы трубок, которые расположены на горелке.
На выходе с резака установлено сопло, через которое готовая смесь подаётся на рабочую поверхность.
Этапы сварки труб
После выбора газа для сварки сварщик должен подготовить оборудование, проверить работоспособность отдельных элементов. Далее начинается проведения работ. Техника газовой сварки представляет собой несколько этапов, которые должны идти последовательно:
- Подготовка рабочих поверхностей. Они размечаются, зачищаются от налёта, грязи, ржавчины.
- Начинать соединение отдельных металлических элементов необходимо прихватить их сварочным аппаратом.
- Выставить заготовки относительно друг друга. Дополнительно провести проверку точности. Начать равномерное нагревание рабочей частью оборудования. После нагрева до начала плавления, металла, резак нужно медленно передвигать по границам будущего шва, подавать в рабочую зону присадочный материал.
С помощью резака можно разделять металлические заготовки на части.
 Зачистка металлической поверхности
Зачистка металлической поверхности
Техника безопасности
Прежде чем начинать работать, важно изучить правила техники безопасности и придерживаться их:
- Не использовать оборудование рядом с легковоспламеняющимися веществами, жидкостями.
- Работать только в хорошо проветриваемом помещении. Если же здание не проветривается, делать перерывы во время работы, чтобы сварщик мог подышать свежим воздухом. Желательно использовать респиратор.
- Важно проверять чтобы элементы оборудования не были испачканы маслом.
- Для охлаждения сопла рядом должна находиться ёмкость с холодной водой.
- Подготавливать рабочую зону до начала сварки. Помехи при работе могут привести к травмам, браку заготовок.
- Использовать защитные очки, специальный сварочный костюм, перчатки.
До начала работ проверять насколько надёжно подключены соединяющие шланги. Не должно быть утечки газа.
Газовая сварка — востребованный способ термического соединения металлических деталей. Перед тем как начинать сварочные работы, требуется ознакомиться с особенностями технологического процесса, подготовить оборудование, свариваемые детали. Чтобы не навредить организму, важно соблюдать правила техники безопасности.
Сварочное оборудование газовое
Газовая сварка металлов
Содержание:
Сварка считается надежным способом, который позволяет производить соединение разнообразных металлических конструкций. Существуют разнообразные виды данной технологии, которые могут использоваться для работы с разными видами металла. Но самым популярным считается метод под названием газовая сварка.
Во время нее используются высокие температуры, под действием которой изделие нагревается и расплавляется до мягкого состояния. Данная технология часто используется для сваривания важных изделий из чугуна, черных металлов, углеродистой стали.

Сущность технологии
Сущность процесса газовой сварки заключается в том, что во время ее проведения используется повышенное газовое пламя, которое и вызывает сильное нагревание кромок элементов и часть присадочного материала (электродов).
После этого металл переходит в жидкое состояние и образует сварочную ванну, эта находится под защитой пламени и газовой среды, которая вытесняет воздух. Металл в расплавленном состоянии медленно остывает и твердеет. В результате образуется сварной шов. Именно в этом и заключается сущность газовой сварки.

Во время сварочного процесса применяется смесь определенного газа с содержанием чистого кислорода, которая будет выполнять функции окислителя. Самые высокие температурные показатели – от 3200 до 34000С, позволяет получить газ ацетилен. Его образуется во время сварочного процесса в результате химической реакции между карбидом кальция и обычно водой. На втором месте стоит пропан, показатель его температуры горения составляет 28000С.
- метан;
- водород;
- пары керосина;
- блаугаз.
Однако у всех заменителей ацетилена температурные показатели пламени намного ниже. Именно по этой причине газовая сварка металлов с использованием альтернативных газов проводится редко. Обычно ее применяют только для цветных металлов – меди, латуни, бронзы и других, которые обладают небольшой температурой плавления.
Достоинства и недостатки
Что такое газовая сварка мы разобрались, это метод сваривания с использованием газа для нагревания металлической поверхности. В результате основа размягчается, образует сварочную ванну. Процесс горения газовой смеси обеспечивает благодаря введению в нее чистого кислорода.
Технология газовой сварки имеет целый ряд преимуществ:
- Данный метод сваривания не требует применения специального оборудования, а именно сварочного инвертора или полуавтоматического аппарата.
- Все расходные материалы можно приобрести в любом магазине со сварочными приспособлениями, они имеют не высокую стоимость.
- Сварка газом может проводиться даже без применения мощного источника энергии.
- Технологический процесс выполняется достаточно просто, его смогут выполнить даже сварщики, не имеющие большого опыта.
- Наблюдается возможность контролирования режимов сварочного процесса.
- Не всегда обязательно использование средств индивидуальной защиты.
- Во время применения качественной придаточной проволоки и правильно подобранного пламени можно получить качественные и прочные сварные швы. По этой причине часто используется при соединении комплектующих трубопроводов.
- Рабочее изделие достаточно медленно прогревается, именно это позволяет избежать деформирования или пропала, как при использовании полуавтоматической сварки и электродов.
Помимо положительных качеств газовая сварочная технология имеет отрицательные особенности:
- во время процесса металл прогревается длительное время, это негативно отражается на производительности;
- область тепла, которая образуется при помощи газовой горелки, имеет большие размеры;
- достаточно тяжело удерживать тепло, которое создается газовой горелкой. По сравнению с электродуговой технологией оно получается более рассеянным;
- сварка с применением газовых смесей считается дорогим методом соединения металлов;
- во время соединения толстых металлических деталей значительно снижается скорость выплавления швов. Это связано с низкой концентрации тепла, которое исходит от газовой горелки;
- технология сваривания с применением газа плохо поддается автоматизации. Механизировать можно процесс сварки тонкостенных труб, резервуаров, которые выполняется с использованием многопламенной горелки;
ни в коем случае не стоит проводить сваривание внахлест, это может привести к деформированию швов.
Технические стороны сварочного процесса
Техника газовой сварки имеет некоторые важные особенности, которые стоит учитывать во время ее проведения. Основное положительное свойство, которое выделяют многие сварщики, состоит в том, что .тот метод сваривания позволяет производить швы в любых пространственных положения – от потолочного до нижнего.
Обычно сложности возникают при создании потолочных швов, потому что в данном случае расплавленный металл требуется поддерживать и быстро распределять по всей длине сварного соединения. Это осуществляется при помощи повышенного давления газовой смеси, которая создается благодаря пламени.

Самыми популярными видами швов при проведении этого метода сварки считаются стыковые. Но эта технология никак не дружит с соединениями внахлест, тавровыми швами. Это связано с тем, что для двух видов швов требуется чрезвычайно сильное нагревание металлической основы. Также это может привести к повышению риска коробления.
Если края у заготовок тонкие и отбортованные, то их необходимо варить без применения присадочной проволоки. Во время сварки получаются непрерывные или прерывистые швы, которые могут иметь одно- или многослойную структуру. Но перед началом сварочной технологии рекомендуется провести тщательное очищение краев и поверхностей заготовок из металла.
Важно! Техника и технология газовой сварки предполагает особое обращение с газовой горелкой. А именно при проведении процесса необходимо удерживать пламя на расстоянии около 5 мм от конца ядра, не касаясь металлической поверхности.
Под давлением газовых смесей на жидкий металл образуется сварочная ванна, они производят раздувание металлической основы по краям. Далее присадочная проволока погружается в сварочную ванну. Степень интенсивности нагрева можно изменять.
Выполняется это при помощи изменения угла наклона медного мундштука горелки к поверхности заготовки. Стоит обратить внимание на зависимость – чем больше угол наклона, тем выше степень нагревания металла от пламени.
Мундштук горелки обычно продвигается вдоль шва. Одновременно с этим требуется следить за состоянием сварочной ванны. Металл в ней должен быть защищен давлением газов от нежелательного воздействия окружающего воздуха. Данные действия производятся для защиты металлических изделий от оксидной пленки.
Популярные виды газовой сварки
Существуют разные виды газовой сварки, которые могут обладать некоторыми характерными качествами. Они могут применяться для металлических заготовок с разной структурой, с различными формами и размерами толщины. Но мы рассмотрим основные способы газовой сварки, которые пользуются высокой популярностью.

Левая сварка
Левый способ газовой сварки является самым распространенным методом, который пользуется высокой популярностью среди профессиональных сварщиков. Его часто используют мастера с разной квалификацией.
Левый способ сварки применяется для соединения металлов с тонким краем и невысокими показателями температуры. Он подходит для работы с легкоплавкими и тонкими конструкциями. Левый и правый способы газовой сварки похожи, они являются двумя сторонами одной медали.
Во время проведения левой газовой сварки горелку необходимо двигать справа налево. А вот рассматривая отличия между левым способом сварки и правым, то при проведении последнего горелка проводится слева направо и за ней ведется присадочная проволока. Жар пламени во время сварки практически не рассеивается и уровень угла открытия шва составляет 60-70 градусов.
Правая сварка
Правый способ газовой сварки применяется для работы с металлами, толщина которых составляет больше 3 мм, имеющих высокие показатели теплопроводности. Стоит обратить внимание на то, что во время проведения правой сварки шов получается более качественным, это достигается благодаря защитному действию пламени.
Во время правого способа сварки наблюдается экономичное использование тепла. При этом скорость процесса выше почти на 20 %. Также к положительным качествам данного метода сваривания стоит отнести экономное расходование газов почти на 10 %.
При проведении данной технологии рекомендуется применять присадочную проволоку с диаметром, который почти в два раза меньше толщины металлического свариваемого элемента. Но при этом проволока не может быть толще 8 мм.
Сварка с применением сквозного валика
Данная технология газовой сварки и резки металлов предполагает постепенное перемещение пламени с плавлением верхней кромки отверстия в металлическом изделии и накладыванием слоя расплавленного металла на область нижнего края этого отверстия.
Перед началом процесса листы фиксируются в вертикальном положении, при этом между ними оставляется зазор вполовину толщины заготовки. Соединение производится в виде валика, которое соединяет металлические компоненты. Оно обладает хорошей плотностью, в его структуре не должно быть пор и каких-либо неровностей.
Сварка с использованием ванночек
Газопламенная сварка состоит в образовании новых и новых ванночек по ходу шва. После того как образуется одна, в нее вводится один конец присадочной проволоки, здесь он плавится. Далее он перемещается в область восстановительного участка огня горелки.
Тем временем мундштук сопла перемещается дальше по поверхности сварного соединения, он переходит на следующую зону. Каждая новая ванночка перекрывает предыдущую примерно на одну треть диаметра присадочной проволоки.
При помощи этого метода сварки производят соединение тонких листов, когда требуется сделать стыковые и угловые виды швов. Его часто применяют для сваривания трубных изделий из низколегированных или малоуглеродистых сплавов.
Многослойная сварка
Этот метод сваривания часто используется при проведении ответственных работ. Она характеризуется низким показателем производительности. Кроме этого для ее осуществления требуются газы в большом объеме, поэтому этот метод достаточно дорогостоящий.
Стоит отметить! При проведении многослойной сварки с использованием газа наблюдается отжиг нижних слоев при наплавке верхних. В результате происходит качественная проковка каждого слоя перед формированием основного шва.
Сварка окислительным пламенем и раскислителем
Этот вид газовой сварки и резки создан специально для работы с элементами из низкоуглеродистой стали. Во время него применяется пламя с резко окислительным характером, именно это приводит к образованию окислов железа в сварочной ванне. Если образуется окисление, то обязательно требуется раскисление.

Раскисление получают при помощи специальной присадочной проволоки, в составе которой должно наблюдаться высокое содержание марганца и кремния. Этот способ по сравнению с другими видами имеет производительность выше на 10 %.
Газопрессовая сварка
Газопрессовая сварка подразумевает нагревание до пластичного состояния свариваемых изделий при помощи сварочной адетилено-кислородной горелки. А после того как достигается необходимая температура они сдавливаются и свариваются.
Выделяют два подвида этого метода – соединение в пластичном состоянии с защитой шва и сваривание оплавлением. Во время проведения сварки в пластичном состоянии к элементам, которые приготовлены для сваривания, прикладывается осевое давление и разжигается горелка. После производится нагревание, которое сопровождается сдавливанием. Как только появляется утолщение, нагревание прекращается, давление устраняется.
Во время сварки оплавлением детали для сварки фиксируются с соблюдением зазора, и разжигается горелка. После выполняется нагревание и оплавление концов металлических элементов. Затем производится прикладывание осевого давления и сваривание деталей.
Компоненты газовой сварки
Перед тем как будет начата газовая сварка, технология рекомендует подготовить все необходимые компоненты для ее проведения. Обязательно для работы потребуется специальный газ для пламени горелки. А вот какой выбрать газ стоит рассмотреть подробнее.

Кислород
Этот востребованный вид газа для проведения сварки и резки. Благодаря ему происходит моментальное воспламенение паров материалов с высокой горючестью. Особой популярностью пользуется сварка кислородом и пропаном. Этот метод позволяет получить прочный шов с высоким износом. Сварочный кислород выполняет роль катализатора плавления и резки заготовок из металла, он входит в состав горючей смеси.
Важно! Кислород помещается в баллоны под постоянным давлением, а при контакте с маслом самовоспламеняется. Чтобы этого не произошло, баллоны стоит хранить в месте, защищенном от солнца, а также их требуется периодически чистить от пыли, грязи.
Кислород для сварки получают из обычного воздуха, который отделяется от СО2 и Н2О в воздухоразделительной установке. При проведении газовой сварки пропаном и кислородом используется три вида газа – высший (99,5%), 1 и 2 сорта (99,2 и 98,5 %).
Ацетилен
Ацетилен является газовой смесью, которая состоит из двух компонентов – H и O. Это бесцветное вещество, которое не имеет запаха, в его составе наблюдается небольшое содержание NH4 и H2S.
Обратите внимание! Газовая сварка и резка металлов с использованием ацетилена должна проводиться с максимальной осторожностью. Если во время процесса будет наблюдаться превышение показателей давления более 1,5 кг/см² и температуры больше 400°С, то смесь может взорваться.
Ацетилен добывают при помощи диссоциации жидких углеводородов под воздействием электричества.
Заменители ацетилена
Стоит помнить, что сварка может проводиться не только пропаном и кислородом или ацетиленом, во время нее могут использоваться заменители последнего газа.
В качестве замены могут применяться следующие газы:
- водород;
- метан;
- пропан;
- керосиновые пары.
Температурные показатели их горения находятся в пределах 2400-28000С. А при горении ацетилена обычно наблюдается 31500С. При использовании заменителей рекомендуется дополнительно применять проволоку с содержанием марганца и кремния, которая будет раскислять сталь. А вот для плавящихся цветных металлов потребуется флюс.
Использование проволоки и флюса
Присадочная проволока и сварочный флюс являются необходимыми элементами, которые применяются при проведении газового сварочного процесса. Оно позволяет получить качественный и прочный шов.
Для проведения сварки рекомендуется использовать присадочную проволоку без масла и краски, на ней не должно быть признаков коррозийного поражения. Порог плавления этого материала должен быть равен или ниже плавления свариваемого металла.
Для плавящихся металлов необходимо использовать флюс. При помощи него до начала сварки делается нанесение на металл или проволоку. Далее флюс плавится и выдает плавкий шлак, который покрывает металлическое изделие поверхностно.
Оборудование для газовой сварки
Основы газовой сварки требуют использования необходимого оборудования. Оно должно соответствовать всем нормам и стандартам, которые указываются в технологии данного сварочного процесса. Кроме этого сварщик обязательно должен уметь им пользоваться и знать принципы его работы.

Сварка пропаном, кислородом, ацетиленом и его заменителями предполагает использование следующего оборудования:
- Водяной затвор. Этот элемент защищает генератор ацетилена и трубы от обратной тяги огня из горелки. Он должен быть исправным, его обязательно заполняют водой вровень с краном.
- Газовый баллон. У баллона предусмотрена конусная резьба на области отверстия, на которую устанавливается закрывающий вентиль. Снаружи баллон окрашивается в определенный цвет в зависимости от вида газа. Для ацетилена можно применять вентиль из любого металла, кроме меди, с ней газ образует взрывоопасную смесь.
- Редуктор. Он вызывает снижение показателей давления выходящего газа. Он может быть одно- и двухкамерным, последний позволяет удерживать стабильное давление. Редуктор может быть прямого и обратного действия.
- Шланги. Шланги, которые применяются для горючих газовых смесей. На них часто наносится сплошная линия красного цвета (это обозначение). Их можно применять при давлении в 6 атм. Это шланги первого класса, а вот второго класса используются для передачи горючих жидкостей (бензина, керосина). На них имеется линия желтого цвета. Шланги третьего класса способны выдерживать давление в 20 атм ( на них нанесена линия синего цвета).
- Горелка. Данное оборудование производит смешивание газов, выпускает из мундштука под необходимым давлением смесь, которая плавить металлические заготовки. Горелки могут быть инжекторными и безинжекторными. Этот элемент состоит из таких элементов, как ниппель, мундштук, наконечник, камера-смеситель, гайки, инжектор, корпус с рукоятью.
- Пост. Это место для проведения сварочного процесса. Оно имеет стол, тумбы для хранения требуемых элементов, сварочного оборудования. Пост может иметь поворотную и неповоротную столешницу. Для работы на крупных производствах может использоваться передвижной или стационарный пост.
Но все же перед тем как приступать к использованию вышеперечисленных элементов стоит разобраться в том, как варить газовой сваркой. Это ответственной процесс, который требует обязательное соблюдение важных мер защиты. Опытные сварщики советуют применять защитную маску, форму из плотной ткани, краги.
Итоги
Чтобы понять, что такое газовая сварка стоит рассмотреть ее основные особенности и технологию. Этот метод предполагает использование специальных газов для нагревания и плавления металлических изделий. Обычно применяется кислород, ацетилен, но иногда допускаются заменители, которые имеют меньшую стоимость. Но чтобы шов получился качественным и прочным особое внимание стоит уделять технике проведения сварочного процесса.
Интересное видео
Сварочное оборудование газовое
Особенности ацетиленовой сварки, ее преимущества и недостатки, области использования




Слабые места и нюансы технологии
Если начали с плюсов, будет честным остановиться и на минусах. Недостаток в скорости нагревания металла – она низкая.
Кроме того, рабочий участок при таком методе «распластан» – уж очень большая зона нагревания металла, из-за чего теряется много тепловой энергии. Имеет место и такое неприятное явление как коробление.
Таким образом производительность рабочего процесса не очень высокая, а с увеличением толщины кромок свариваемых заготовок снижается еще больше.
Поэтому, если толщина вашего металлического листа больше шести миллиметров, начинайте думать о применении газовой сварки где-нибудь в другом месте. А толстый край лучше варить, к примеру, дуговым способом.

Инжекторная и безинжекторная горелка.
Газовая сварка – не самый дорогой способ сварки, это общеизвестно. Но газ для сварки – ацетилен и кислород, которые любят использовать в качестве сварочной газовой смеси, стоят все-таки дороже, чем электричество.
А если добавить довольно высокие риски взрывов и серьезную пожар опасность, которые мгновенно возникнут при неправильном обращении с горючими жидкостями, газами, кислородными баллонами и элементарным карбидом кальция, энтузиазм немного снижается.
Технология газовой сварки отлично подходит для широкого спектра сварочных работ: от соединения деталей из алюминия и стали до работы по бронзе и чугуну.
Сразу отметим, что газовой сварке по силам практически все металлы, включая такие капризные как медь, свинец или чугун: они варятся легче именно газовой технологией, чем какими-либо другими.











Чем «газовать»?
Ацетилен и сегодня широко используется, там, где необходимы небольшие объемы сварки, особенно в аварийных случаях. Широко применяются и иные горючие газы: водород и природный, пропан (отдельно и в смеси с бутаном) и нефтяной, а также пары бензина и керосина.

Но этин среди них – король по теплотворности и термичности факела (на фото газовой сварки это видно) в его смеси с О2. И он больше других газов используется для этих целей.

- не нужен подвод электротока;
- недорогое оборудование и аксессуары;
- ведется только вручную;
- не высокое качество изделий по механике и долговечности.

Технические стороны процесса газовой сварки
Особенности газовой сварки – демократичность ее швов, которые можно делать во всех положениях в пространстве – от нижнего до потолочного.
Труднее всего приходится с потолочными швами, так как в этом случае расплавленный металл нужно поддерживать и быстро распределять по всей длине шва с помощью повышенного давления газовой смеси от пламени.
Самые популярные швы при этом способе – стыковые. Не дружит газовая сварка со швами внахлестку и тавровыми. Дело в том, что для обоих видов швов нужен чрезвычайно сильный нагрев металла. Кроме того, в этом методе высок риск выраженного коробления.
Если края заготовок тонкие и отбортованные, их варят без использования присадочной проволоки с формированием непрерывных или прерывистых швов, которые также могут быть одно- и многослойными.
Понятно, что перед сваркой необходимо очистить края и поверхности металлических заготовок самым тщательным способом.
Один из важнейших технических компонентов ГС – манипуляции с газовой горелкой. Техника газовой сварки подразумевает, чтобы пламя держали на расстоянии около 5 мм от конца ядра, не касаясь металлической поверхности.
Сварочная ванна образуется под давлением газов на жидкий металл, они как бы раздувают его по краям.
Присадочная проволока погружается в сварочную ванну. Интенсивность нагрева рабочей зоны можно менять. Делается это с помощью изменения угла наклона медного мундштука горелки к поверхности заготовки. Зависимость здесь прямая и понятная: чем больше угол наклона, тем выше нагрев металла от пламени.
Мундштук горелки следует двигать вдоль шва. Одновременно необходимо следить за состояние сварочной ванны: металл в ней должен быть защищен давлением газов от нежелательного воздействия окружающего воздуха. Делать это необходимо для защиты металла от оксидной пленки.








«За» и «Против»
У сварки ацетиленом немало весомых плюсов. Прежде всего, для её осуществления не нужна электродуга и электрический ток вообще.
Всю аппаратуру и расходники легко перемещать при помощи тележки, поэтому работать вы можете даже в самых труднодоступных участках. Также регулировка степени нагрева очень удобная.
Она быстро осуществляется за счет изменения угла между пламенем и поверхностью. Кроме того, при хорошей натренированности вы можете предупредить прожоги на поверхности, изменяя расстояние между пламенем и сварочной ванной.
Но недостатки у ацетиленовой сварки тоже есть. Прежде всего, она медленная и кропотливая, потому производительность её не так велика, как у электрической.
Поэтому ацетилен редко используют в промышленности и даже маленьких цехах, где нужно производить определённое количество деталей за день. Учтите, что газовая горелка не может нагревать только сварочную ванну.
Она затрагивает также «соседние» участки элементов, что может плохо повлиять на прочность готового изделия. Поэтому недостаточно обученному мастеру лучше не экспериментировать с этим видом сварки. Ею должны заниматься квалифицированные сварщики.
Самые востребованные способы

Сварка в нижнем положении.
Способы газовой сварки могут описываться и перечисляться в нескольких толстых томах.
Левая сварка
Левый способ газовой сварки – самый распространенный среди мастеров любой квалификации. Используется для соединения металлов с тонким краем и невысоким уровнем температуры плавления. Левая и правая сварка – две стороны одной медали, запомнить это легко.
Правая сварка
Правый способ сварки годится для работы с металлами с толщиной больше 3-х мм и высокой теплопроводностью. Нужно заметить, что сварочный шов при правой сварке получается более качественным благодаря лучшей защите металла пламенем.
Использование тепла пламени при правом способе экономичнее, а скорость процесса выше почти на 20%. В эту же копилку плюсов можно добавить экономию расходов газов около 10%.
Присадочную проволоку нужно брать с диаметром, меньшим ровно в два раза толщины металлической заготовки. Проволока не может быть толще 8-ми мм.
Сварка с использованием сквозного валика
Эта технология газовой сварки предполагает постепенное, шаг за шагом, перемещение пламени с плавлением верхней кромки отверстия в заготовке и накладыванием слоя расплавленного металла на нижний край этого же отверстия.
Предварительно листы металла фиксируют вертикально, оставляя зазор между ними в половину толщины самой заготовки. Шов формируется в форме валика, который и соединяет детали. Он отличается плотностью, без каких-либо пор или шлаковых остатков.
Сварка с помощью ванночек
Здесь название говорит само за себя. Принцип метода заключается в образовании новых и новых ванночек по ходу шва. Как только образовывается одна из них, в нее вводится конец присадочной проволоки, там плавится, а затем перемещается в восстановительный участок огня горелки.
Тем временем мундштук сопла перемещается дальше по шву – на следующий участок. Каждая новая ванночка перекрывает предыдущую примерно на одну треть диаметра проволоки.
Этим способом соединяют тонкие листы, когда нужно выполнить стыковые или угловые типы швов. Это любимый вид сварки для труб из стальных низколегированных или малоуглеродистых сплавов.
Многослойная газовая сварка
Применяется при очень ответственных видах работ, так как характеризуется довольно низкой производительностью, да и сварочные газы здесь требуются в большом объеме – метод не из дешевых. В нем происходит отжиг нижних слоев при наплавке верхних – последующих.
В результате идет отличная проковка каждого слоя перед формированием следующего шва. Такой способ значительно повышает качество металла шва.
Процесс идет в коротких участках. Особое внимание уделять очистке поверхности нижележащего слоя перед наложением следующего.
Сварка окислительным пламенем и раскислением

Баллоны для газовой сварки.
Эта технология создана для соединения деталей из малоуглеродистых стальных сплавов. Пламя здесь имеет резко окислительный характер, вследствие чего в сварочной ванне образуются окислы железа. Если есть окисление, необходимо и так называемое раскисление.
Его добиваются с помощью специальной присадочной проволоки с высокими долями марганца и кремния. Отличный способ с производительностью выше на 10%, чем остальные методы.
Этапы сварки труб
Подготавливается металл, проводится зачистка, разметка, разрезаются и собираются трубы. Резка круглого сечения трубы должна выполняться термическим резаком.
Большую часть работы занимает именно подготовка. Это замеры, разметки, резка и многое другое. Сборку конструкции выполняют с помощью прихватки газовой сваркой, это предотвратит смещение и деформацию отрезков труб, что может сказаться на появлении трещин.
В результате неспешного нагрева зона воздействия при газосварке значительней, чем при дуговой. Пласты основного материала, непосредственно прилегающие к сварочной ванночке, постоянны и имеют крупнозернистую структуру.
У самой близости у границы шва располагается зона неполного расплавления металла с крупной структурой, типичной для ненагретого материала. В этой зоне прочность ниже, чем у металла шва, потому здесь и происходит разрушение сварочного соединения.
Резка проводится при использовании металлов и сплавов, которые могут гореть в струе чистого кислорода. Этот вид резки проделывается двумя способами: поверхностно и разделительно. Можно вырезать заготовки, разметить металл, разделать кромку будущего шва под сварку.
При помощи поверхностной резки удаляется поверхностный металл, заделываются канавки, удаляются дефекты. Такой вид работы выполняется специальными резакам
Нюансы с разными швами и разными металлами
Горизонтальные швы формируются с использованием правого способа газовой сварки. Бывают ситуации, когда процесс ведут справа налево с мундштуком внизу ванны, а проволокой сверху. Так шов образуется быстрее и легче, а расплавленный металл в ванне не стекает вниз.
Вертикальные швы наоборот, производятся левым способом с направлением снизу-вверх. Если металл толстый, применяют шов с двойным валиком.
Потолочные швы – одни из самых сложных для исполнения. Здесь нужно сначала нагреть кромки заготовки, затем до момента их оплавления в ванну помещают проволоку, которая быстро оплавляется.
Жидкий металл в ванне удерживается от стекания вниз давлением газов из горелки. Сварку делают правым способом. Лучше всего использовать технологию многослойных швов с несколькими проходами.
Низкоуглеродистую сталь можно варить практически с любыми газами. Важно выбирать правильную присадочную проволоку: она должны быть выполнена также из стали с низким содержанием углерода.
Легированные стали бывают с очень разными составами. Поэтому единого метода газовой сварки для них нет и не может быть. Если сплав жаропрочный нержавеющий, детали из него варятся с помощью проволоки с содержанием никеля и хрома.
Встречаются отдельные марки, которые можно варить только с применением молибдена в составе присадочной проволоки.
Медь и ее сплавы всегда требуют сильного пламени. Во время расплавления она чрезвычайно текучая, поэтому зазор нужно делать минимальным. Помимо проволоки из меди, в работе применяются флюсовые смеси для раскисления металла шва.
Латунь – весьма непростой металл для работы из-за его состава. Здесь высокий риск образования пор в сварочном шве из-за летучести цинка. Этот риск можно значительно снизить, подавая в смеситель горелки больше кислорода и применяя латунную проволоку в качестве присадки.
Бронза – еще один капризный сплав. Во время сварки важно не выжечь из состава его важные элементы: олово, кремний и алюминий. Поэтому пламя должно быть восстановительное, а присадка – бронзовая с добавкой кремния, который поможет в дальнейшем раскислению шва.
Технология

В первую очередь в зону сварки подают ацетилен. Делают это до момента, пока не почувствуется резкий запах, характерный для этого газа. Потом поджигается горелка и начинается постепенная подача кислорода. Горелка должна дать синее пламя.
Газовые баллоны имеют встроенные редукторы, на которых нужно установить давление в 2-4 атмосферы (для ацетилена) и не более двух атмосфер (для кислорода) — это общепринятые показатели.
Если давление ацетилена будет больше, сварочный процесс усложнится, поэтому мы не рекомендуем делать так.
Если вы будете использовать ацетилен-кислородную сварку для соединения черного металла, то лучше создать нейтральное пламя.
Оно выглядит как трёхслойный разноцветный огонёк: его внутренняя часть ярко-голубая с зелёным оттенком, средняя — бледного синего цвета, наружная — практически белая.
С использованием ацителина можно получить четыре вида пламени горелки. Но нейтральный вид считается универсальным, и потому его создают чаще всего. В этой статье мы не будем в деталях рассказывать, как получить нейтральное пламя, так как это сложно.
Вы можете найти обучающие видео уроки или отдельные материалы на эту тему. Мы только заметим, что не должно образовываться длинное пламя, у которого кончик имеет оранжевый цвет.
Нюансу пламени горелки стоит отвести побольше времени, потому что пламя, которое настроено неверно, может не соединить металл, а наоборот — разрушить его.
Достоинства и недостатки сварки с газовой горелкой
Газовая сварка металлов имеет солидный список преимуществ:
- Метод не предполагает покупки и использования сложного и дорогого оборудования. Для него не нужны, к примеру, инвертор или полуавтомат.
- Расходные материалы, применяемые при газовой сварке, широко предлагаются на рынке, можно найти любой состав или модель без трудностей.
- Не требуются специальные защитные средства, даже при газовой сварке труб.
- Главные параметры сварки хорошо регулируются: пламя любой требуемой мощности, уровень температуры нагрева металла.

Способ сварки газовой горелкой.
- Слишком медленный разогрев металла, особенно в сравнении с электрической дугой.
- Слишком обширная зона нагрева вокруг газовой горелки, вследствие чего теряется много энергии без толку.
- Тепло от горелки рассеянного типа, его трудно концентрировать.
- Метод все-таки дороже электродугового: цена газов выше стоимости электричества.
- С увеличением толщина кромок заготовок снижается скорость рабочего процесса из-за высокого рассеивания тепла.
- Практически невозможно автоматизировать процесс.
Недостатки
Кислородная сварка с использованием ацетилена имеет некоторые негативные качества, среди которых можно выделить:
- При нагреве появляется большая зона с изменениями в качествах материала. Именно по этой причине данная технология не применяется в сфере машиностроения.
- Не рекомендуется использовать для сваривания изделий с толщиной больше 5 мм. В этих случаях стоит применять полуавтоматическую или ручную электросварку.
- Ацетиленовое сваривание не подходит для изделий высокоуглеродистого металла.
- При сваривании внахлест металл будет сильно деформироваться. Кроме этого будут возникать области с чрезмерным напряжением.
- Если сравнивать с электродуговыми методами сварки, то для этой технологии требуются большие финансовые вложения на материалы и оборудование.
Однако стоит учитывать, что использование ацетилена для резки и сварки металлов может привести к неприятным последствиям. Дело в том, что данный газ достаточно сильно взрывоопасен, и если во время его применения не соблюдать технику безопасности, то может возникнуть сильный взрыв, который может навредить здоровью или повлечь более серьезные проблемы.
Помимо несоблюдения правил безопасности, также сварщики часто выполняют неправильные действия при обратном ударе, а это основные действия, которые могут привести к авариям при сварке. Специалисты при работе с ацетиленом для сварки должны иметь навыки выше тех, которые требуются при проведении полуавтоматической и автоматической сварки.
Стоит отметить! Ацетиленовая технология лучше подходит для стыковых соединений деталей. А качество соединения напрямую зависит от качества и чистоты ацетилена и кислорода.
Кроме этого данный вид сваривания подходит только для тонкостенных изделий из металла. При помощи него не можно сварить только некоторые виды цветных металлов. А сам стык получается не таким красивым и надежным, как, к примеру, у газосварки.
Пара слов о расходных материалах
Какой газ используют при сварке – вопрос не маловажный, в котором нужно разбираться, чтобы сделать верный выбор. Типы используемых газов разные, выбор зависит от нескольких факторов.
Кислород
Кислород, к примеру, отличается полным отсутствием цвета и запаха. Роль у него особая, он выполняет функцию катализатора процессов плавления металлов во время сварки. Хранение и транспортировка кислорода производятся в баллонах с постоянным давлением. Это дело непростое, но вполне выполнимое.
Главное – знать и выполнять правила безопасности в обращении с кислородными баллонами и самим газом. Например, присутствие технического масла может привести к возгоранию: следовательно, нужно категорически исключить малейший контакт с таким маслом.

Пламя газовой горелки.
В помещениях, где хранятся баллоны, ни в коем случае не должно быть ни источником тепла, ни прямого солнечного света.
Как получают сварочный кислород: это делается достаточно просто – из атмосферного воздуха с помощью специализированного оборудования.
- высший сорт с концентрацией газа в 99,5%;
- первый сорт с 99,2%;
- второй – с 98,5%.
Ацетилен
Это второй по популярности газ, применяемый в ГС как для сварки, так и для резки. Он также без цвета и запаха. При повышенном давлении или нагревании ацетилен может взорваться. Производится он из карбида кальция и воды.
Ацетилен – не самый дешевый газ, но его преимущество делает его очень востребованным среди сварщиков. Все дело в температуре горения – она у ацетилена замечательно высокая, особенно в сравнении с такими более дешевыми газами как метан, пропан или пары керосина.
Флюс и присадочная проволока
Это главные участники процесса формирования сварочного шва. Присадочная проволока должна быть абсолютно очищенной от малейших признаков грязи или коррозии. Иногда вместо проволоки можно применять полоску из такого же металла, что и заготовки для сваривания.
Флюсы необходимы для защиты сварочной ванны от вредного воздействия внешних факторов. Чаще всего в качестве составных элементов флюсовых смесей берутся бура и борная кислота, которые могут наноситься прямо на свариваемые заготовки или на присадочную проволоку.
Единственный металл, который может обойтись без флюсовой смеси, это углеродистая сталь. Ну а особая нужда в присутствии флюса возникает при сварке меди, алюминия и их сплавов.
Что необходимо для газосварки/резки
Оборудование для газосварки простое и удобное для переноски и перевозки. По любому типу горючего газосварочные устройства имеют приставку кислородные. Потому что без него процесс практически невозможен.

Главное оборудование для газовой сварки: баллон или генератор (газгольдер), резак. В генераторе карбид кальция вырабатывает ацетилен (его формула – C2H2) в смеси с водой. В работе их больше используют профессиональные газосварщики, поскольку такой метод взрывоопасен. Поэтому в быту, на СТО автомобилей, в различных мастерских, на морских судах пользуются только баллонным ацетиленом.






Баллоны с газом и кислородом. Кислород не горит, но усиливает горение. При соединении с различными минеральными или синтетическими маслами, в то числе и с пищевыми, может произойти взрыв.

Поэтому для обслуживания баллонов голубого цвета необходима чуть ли не медицинская стерильность: чистые перчатки, хорошо вымытые или обезжиренные ключи, редукторы.

Для каждого вида газа есть свой вентиль и редуктор, чтобы не было дополнительной реакции с металлом. Вентили для ацетилена стальные, кислорода и пропан/бутана – латунные. К ним подсоединяются редукторы, рассчитанные на определенное давление: ацетиленовые – на 2,5 МПа (5320 литров газа в баллоне), кислородные – 15 МПа (6000).

В белые баллоны засыпается пористый материал (древесный уголь) и заливается ацетон и лишь после этого закачивается ацетилен. Внутри происходит еще одна химическая реакция и вырабатывается дополнительный ацетилен.

Как варить газовой сваркой? Смешивание кислорода с газами однотипно. В резаке усилитель пламени соединяется с этином и в паре выходят из сопла горелки после поджига огнем синего цвета.

Необходимое оборудование для газовой сварки
Водяной затвор
Это простая и эффективная защита трубы, генератора ацетилена и других элементов от огня в виде обратной тяги из газовой горелки. Вода в этом затворе должна быть на уровне, за которым нужно следить. Обычно он находится между горелкой и ацетиленовой трубой.
Газовые баллоны
Эти баллоны разного цвета в зависимости от вида газа. Ко всем баллонам применяется строгое правило: никогда не красить верхнюю часть, чтобы не случилось контакта краски и газа. Еще один технический нюанс: на ацетиленовые баллоны нельзя ставить медные вентили из-за высокого риска взрыва от взаимодействия ацетилена и меди.
Шланги разного назначения

Устройство горелки.
Шланги нужно много для чего: подачи газов и горячих жидкостей. Кроме того, они должны работать под давлением, так что это совсем не садовые шланги для полива огородика, а серьезные приспособления с особыми техническими характеристиками.
- с красной полосой для давления до 6-ти атмосфер;
- с желтой полосой для горючих веществ;
- с синей полосой для давления вплоть до 20-ти атмосфер.
Газовые горелки
Газы и пары от горючих жидкостей смешиваются в смесителе горелки. Они выпускаются в огромном разнообразии, делясь на инжекторные и горелки без него, разной мощности и так далее.
Редуктор
Необходимая вещь там, где имеет место высокое давление газа.
Редукторы снижают давление газа, выходящего из баллона. Они бывают двух типов: прямого и обратного действия. Продвинутые модели с серебрением выпускаются для работы с сжиженным газом: они не позволяют такому газу замерзнуть на выходе из баллона.
Газовый пост
Это специальный рабочий стол для сварки. Лучший вариант поста – столешница с возможностью ее поворачивать и фиксировать. Хороший пост оборудован вытяжной вентиляцией и хорошей системой складирования и хранения инструментов сварщика.
Особенности
Перед тем как приступать к ацетиленовой сварке стоит изучить технологию данного процесса. Существуют некоторые важные особенности, от которых зависит качество и надежность сварных соединений.

Этот вид получил известность и востребованность благодаря простому получению ацетиленового газа и его дешевизне. Качественных характеристики соединения зависят от трех основных факторов — показателя мощности пламени, угла сварки, диаметра присадочной проволоки.
По этой причине стоит наиболее подробно рассмотреть основные особенности ацетиленовой технологии:
- Мощность пламени газовой горелки выбирается в соответствии со свойствами металла, который будет свариваться.
- Существует определенное правило, на которое стоит опираться при выборе мощностных параметров пламени. Толстое изделие обладает высокой теплопроводностью и температурой плавления, это значит, что для нее потребуется большая мощность пламени. А вот с тонкими изделиями проводится по-другому. Однако стоит помнить, что чем больше мощность пламени, тем выше будет расход газа.
- Показатели угла наклона сварки зависят от показателей толщины свариваемой детали. Для элементов с толщиной от 1 до 155 мм рекомендуется угол от 10 до 80 градусов.
- Угол наклона требуется увеличивать в зависимости от толщины заготовки.
- Чтобы изделие равномерно прогрелось, на начальном этапе сварочного процесса горелку нужно удерживать под углом в 90 градусов. При этом не имеет значения, какая толщина у детали.
- Обязательно нужно учитывать, что на качество соединения влияют параметры диаметра присадочной проволоки. Диаметр этого элемента также должен выбираться в соответствии с толщиной металлического изделия.
- Сварщики советуют при расчете диаметра проволоки использовать хитрое правило — для начала нужно узнать показатель толщины детали в мм, затем он разделяется пополам. К полученному результату прибавляется 1 мм, это и будет показатель диаметра присадочной проволоки.
- Горелка для сварки ацетиленом может водиться от себя или на себя. Если сварщик ее ведет от себя, то сначала должна двигаться горелка, а затем за ней должна идти присадочная проволока. Это позволит полностью разогреть металл и сформировать сварочную ванну.
Кислородный редуктор

При сварке кислород поступает из специального баллона – он окрашивается в голубой или синий цвет. Чтобы обеспечивалась нормальная работа, кислород должен поступать в горелку равномерно и при небольшом давлении. Именно для этих целей на баллонах есть редуктор – он регулирует подачу газа. В таком случае к горелке подводятся рукава для газовой сварки – ацетиленовый и кислородный. Кислород подается в центральный канал, где струя больше разряжается, засасывает ацетилен, который попадает в горелку под небольшим давлением. Газы смешиваются в камере, после чего выходят наружу из наконечника.
«Автогенная обработка». Термитная сварка. История развития
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
В конце XIX в. и первые десятилетия XX в. электротехнологии не были распространены достаточно широко. Время торжества электросварки еще не наступило, потому что электроэнергия оставалась дефицитной; известные способы сварки не были универсальными и мобильными, а удовлетворительное качество переплавленного металла обеспечивалось ценой большей трудоемкости. Но без сварки уже нельзя было обойтись, и в начале XX в. возник еще один способ (причем не только соединения металлов, но и быстрого эффективного разъединения) — основанный на использовании теплоты ацетилено-кислородного пламени.
Попытки использовать горючие газы для сварки металлов плавлением (т. е. без приложения давления) предпринимались неоднократно. Но необходимые для этого температура пламени и концентрация теплоты достигаются только при сжигании горючих газов или паров жидкости в смеси с кислородом, промышленное получение которого было налажено только в начале XX в. Тем не менее, применение газового нагрева (с воздушным дутьем) для пайки и сварки известно с древних времен.
Большое значение для развития сварки и резки металлов имеют водород и ацетилен. В 1766 г. английский физик и химик Г. Кавендиш исследовал физические и химические свойства водорода. Перспективный способ получения водорода и кислорода путем электролиза воды предложил Г. Дэви в 1802 г. В 1840 г. немецкий химик Д. Рихман разработал аппарат для получения водорода, выделяющегося при взаимодействии азотной кислоты с цинком. Водородным пламенем, образующимся на выходе из специальной горелки, удавалось паять и сваривать легкоплавкие металлы. В лабораторных условиях часто использовали как водородно-воздушное, так и водородно-кислородное пламя, причем последнее имело температуру 2600 oС и могло расплавить золото, серебро и платину [135]. В 1888 г. Д. Лачинов разработал мощный электролизер для разложения воды, и благодаря этому водород и кислород стали более доступны. Область их применения до конца XIX в. почти не расширилась, несмотря на то, что уже существовали промышленные способы сжатия газов, а в 1896 г. немецкий инженер Э. Висс изобрел сварочную водородную горелку.
Тем временем в иоле зрения техников попадает ацетилен — газ, теплота сгорания которого более чем в пять раз превышает теплоту сгорания водорода. В 1836 г. английский ученый Э. Деви впервые получил из карбида кальция газ, названный им бикарбонатом водорода, а в 1860 г. французский химик П. Э. М. Вертело дал точную формулу и современное название этого газа — ацетилен. Однако в то время карбид кальция был дорогим химическим соединением, получаемым только в лабораторных условиях, и потребовалось несколько десятков лет, чтобы найти дешевый промышленный способ его производства [135].
В то же время велась работа и над совершенствованием технологии газовой сварки металлов. Французский изобретатель Д. де Рисимен заменил каменноугольный газ водородом, в результате чего повысились температура и концентрация пламени (пат. Франции № 11307 от 24 августа 1838 г.).
Параллельно с поиском газов для сварки велась работа по созданию надежного оборудования. В первую очередь необходимо было сконструировать горелку, которая обеспечивала бы хорошее смешение газов с кислородом, высокую концентрацию теплоты на выходе из сопла и взрывобезопасность. Одним из первых (1802 г.) заслуживающих внимания устройств была горелка американского изобретателя Р. Хейра для получения водородно-кислородного пламени. В Германии в 1820 г. газовую горелку создал А. Брок. Для предохранения от обратного удара (потока горящего газа внутрь системы) в 1847 г. им была установлена диафрагма в водородном канале, через которую газ выдавливался в наконечник горелки и выходил наружу. Водородно-кислородное пламя долгие годы применяли для пайки платины, золота, серебра. В 1850 г. во Франции Г. С. К. Девиль создал горелку (рис. 48), в которой водород и кислород смешивали в сопле [135].
Что касается карбида кальция, то для его промышленного производства применяли электричество. В 1892 г. Дж. Т. Морехед и Т. Вильсон, создатели произвели первую промышленную плавку карбида. В 1900 г. Дж. Т. Морехед преобразовал эту , создав мощную индустрию производства карбида. В это же время в Европе электроплавку карбида произвел А. Муассан. Себестоимость карбида снизилась в тысячу раз, что позволило начать его промышленное использование [136, 137].
А. Ле Шателье рассчитал, что температура сгорания смеси равных объемов кислорода и ацетилена достигает 4000 °С. В 1895 г. в сообщении для Парижской академии наук он отметил, что это пламя является интенсивным источником нагрева и в нем не окисляется расплавленное железо, что очень важно для сварки [138].
В 1896 г. была решена проблема хранения и транспортировки сжатого ацетилена. Г. Клауд, инженер Французского отделения , обнаружил, что ацетилен может растворяться в жидкостях, подобно углекислому газу. А. Абаканович и А. Гесс закачали ацетилен под давлением 2,5 МПа в баллоны с ацетоном (пат. Франции № 257697 от 30 июня 1896 г.). В феврале 1897 г. уже была основана , сыгравшая заметную роль в создании оборудования и технологии современной газовой сварки и резки.
Транспортировка ацетилена оказалась относительно безопасной, и газ начали активно применять в промышленности и в быту. В 1898 г. спрос на карбид кальция во Франции уже превысил его производство. К 1900 г. ацетилен применяли для домашнего освещения, он горел в шахтерских лампах и автомобильных фарах.
Известные в то время горелки, в которых кислород и ацетилен смешивали снаружи, при выходе из сопла, оказались неработоспособными. Из-за плохого горения образовывался твердый плотный нагар углерода, засорявший газовый канал.
Идею создания конструкции со смесителем ацетилена и кислорода внутри горелки Ч. Пикару, работавшему во «Френч Ацетилен Диссолвед», подал А. Ле Шателье. Для работы этой горелки требовалась подача ацетилена под избыточным давлением, т. е. использовали ацетилен из баллонов [139, 140].
Кроме централизованного производства и транспортировки ацетилена в баллонах, газ получали на месте из карбида кальция в ацетиленовых генераторах (рис. 49, 50). Только в Великобритании в 1895—1900 гг. было запатентовано больше 300 типов таких генераторов [141]. Однако газ из генераторов выходил под нормальным давлением, и применять их при сварке горелками Пикара было опасно.
Для использования ацетилена из газогенераторов Э. Фуше разработал горелку с инжектором, через которую подавался под давлением кислород (пат. Франции № 325403 от 18 октября 1902 г.) (рис. 51). Спустя два года горелки с инжектором использовали не только для сварки, но и для резки, повышая давление кислорода на выходе из дополнительных каналов.

В горелках Фуше, названных «Сириус», ацетилен перемешивали с кислородом в два этапа: внизу в одной трубке и вверху, в пучке трубок небольшого диаметра, что предотвращало обратное движение пламени в первую, всасывающую трубку, через которую проходила смесь практически невзрывоопасного состава.
В 1902 г. стали внедрять ректификационные аппараты для разделения воздуха на составляющие по способу немецкого физика К. Лииде. Этооткрыло возможности для широкого применения кислорода в технике. Таким образом, к началу XX столетия усилиями многих ученых и изобретателей был создан еще один способ соединения металлов — ацетилено-кислородная сварка.
Серьезным преимуществом этого способа по сравнению со способами дуговой сварки была возможность просто и эффективно получить металл шва удовлетворительного качества, защитив зону сварки от воздействия воздуха [142]. Кроме того, газосварочные установки были автономны, подвижны, несложны в эксплуатации, энергия вырабатывалась на месте сварки и резки (отсюда и название «автогенная», т. е. «саморождающаяся»).
Как отмечали Гранжон и его соавторы по ряду научно-методических пособий, «автогенная» сварка — это способ соединения однородных металлических предметов, соприкасающиеся части которых нагревают с помощью газовой горелки до температуры плавления металла. Сплавляясь между собой, после остывания они дают шов, близкий по своему строению к основному металлу. Такое соединение можно осуществлять либо с прибавкой металла, однородного со свариваемым, либо без него. Для очистки, главным образом от окислов, и в качестве дополни тельной защиты сварочной ванны было предложено применять флюс (чаще всего борную кислоту). За короткое время была разработана технология сварки почти всех технических металлов и сплавов (железа, стали, чугуна, меди, латуни, алюминия и др.). Ацетиленокислородное пламя заменило кислородно-водородное также и при пайке твердыми припоями.
Если в России, Германии, Англии, Швеции традиционно превалировала дуговая сварка, в США — контактная, то в первом десятилетии XX в. во Франции отдавалось предпочтение автогенной обработке с применением ацетиленокислородного пламени.
В 1920 г., когда уже были электроды для ручной дуговой сварки с высококачественным покрытием, Гранжон о [143].
Ацетилено-кислородные горелки Пикара и Фуше экспортировали из Франции во все промышленно развитые страны мира. В 1903 г. эти горелки использовали в Германии на судоверфях в Айзенахе, в 1905 г. в Италии в железнодорожных мастерских в Неаполе. В 1906 г. во Франции ацетилено-кислородную сварку применяли более чем в 500 цехах, мастерских, участках. В США первым использовал газовую сварку Э. Бурнонвиль при строительстве городского водопровода в Лонг Айленде. В 1907 г. он впервые продемонстрировал автогенную резку стальной балки, а также сумел сварить алюминиевые образцы. Возможности газопламенной резки были доказаны на Бруклинской верфи, когда за несколько минут были разрезаны четырнадцатидюймовые броневые плиты. С 1905 г. на заводах США О. Девис начал применять горелки Фуше. внесла значительные усовершенствования в оборудование и распространила газовую сварку по всей стране [142].
Впервые в мире газовая горелка (точнее, резак) с целью резки была применена в 1901 г. при попытке ограбления земельного банка в Ганновере. Были использованы преимущества процесса — транспортабельный источник энергии — баллон с ацетиленом и кислородом. Неизвестно, знали ли взломщики то, что процесс резки стали происходит не только от теплоты пламени, но и от того, что железо сгорает в дополнительной струе кислорода. Причем температура сгорания железа в кислороде лежит ниже его точки плавления. а теплоты выделяется так много, что когда поступает кислород, процесс идет самопроизвольно и расплав выдувается струей кислорода. Взломщикам удалось разрезать только наружную оболочку толщиной 8 мм. Конструкция резака была еще не отработана, и кислорода не хватило.
Следует отметить, что автогенная резка появилась практически одновременно в нескольких странах. Так, в США Дж Харрис, пытаясь получить синтетический рубин в пламени сварочной горелки, случайно разрезал стальной лист, служивший в качестве подложки. В 1904 г. Жоттран (Бельгия) к водородно-кислородной горелке добавил просто трубку с соплом, через которую подавался кислород (рис. 52). В том же году Э. Висс (США) запатентовал горелку-резак с концентрическими соплами, предложенную Э. Смитом. Сначала для этой цели использовали сварочные горелки, однако вскоре начали разрабатывать и газокислородные резаки. Этот вид резки сразу оказался вне конкуренции применительно к железу, стали и чугуну. В 1908 г. кислородная резка была испытана и подводных условиях. Вскоре данный способ резки заинтересовал и германские фирмы (рис. 53). В большом объеме газовую резку применяли при демонтаже разрушенных металлоконструкций в период Первой мировой войны [144], В 1906 г, в Германии для металлизации успешно применяли ацетилено-кислородное пламя. Пистолет для газопламенного напыления изобрел М. У. Шооп.

Изобретатели многих стран совершенствовали конструкции горелок Пикара и Фуше. В 1908 г. создала горелку, и которой наконечник можно было поворачивать, изменяя угол между его осью и осью корпуса от 0 до 70 oС. В Италии Карбидное общество разработало горелку с охлаждением наконечника, В США в 1907 г. смонтировала в горелке пористую диафрагму, предотвращающую обратный удар. Благодаря труду многих энтузиастов были разработаны и внедрены мало- и крупногабаритные горелки; горелки, рассчитанные на высокие и низкие давления газа; горелки с различной формой постоянных и сменных наконечников и т. д.
В 1909 г. А. Дж. Фаучек с сыном разработали портативное оборудование для осуществления газовой сварки, усовершенствовав почти все элементы аппаратов, создали рациональные горелки, технологию сварки чугуна и т. д. Большой вклад в совершенствование внес и Дж. Харрис.
В России газовая сварка впервые появилась в 1906 г. Сварочные посты были оборудованы в Московском техническом училище, в некоторых ремонтных железнодорожных мастерских и на ряде машиностроительных заводов Москвы, С.-Петербурга и других городов, на металлургических заводах Урала и Украины. Газовую сварку применяли в основном для ремонта, реже для изготовления неответственных изделий из низкоуглеродистой стали, чугуна и меди; резку применяли для удаления дефектов литья.
В то время оборудование ввозили из-за границы. Однако уже в 1911 г, выпуск ацетиленовых генераторов и резаков был налажен на в Екатеринославе. Как и за рубежом, применение газопламенной обработки в России возросло в период Первой мировой войны. Газовую сварку и пайку стали использовать в военной промышленности, правда, по-прежнему для неответственных узлов, с рекомендацией проковки и отжига швов.
Следующими событиями в истории развития автогенного дела было открытие при Петроградском технологическом институте курсов по обучению «самосварке и различным способам спаивания металла» и выпуск первого в России учебника [145]. С этого времени объемы применения газовой сварки начали возрастать, и с середины 1920-х гг. этот способ занял ведущее положение в сварочном производстве страны. Применение газовой сварки было разрешено при изготовлении котлов, машин и других ответственных конструкций. Не последнюю роль в этом сыграло созданное в 1926 г. русско-американское смешанное акционерное общество «Рагаз». В 1927 г. на Ростокинском заводе начал работать цех по производству горелок, редукторов и резаков. Всего за период с 1928 по 1930 гг. было выпущено около 2 тыс. ацетиленовых генераторов, почти 6 тыс. сварочных горелок и резаков, 6560 редукторов. Однако в связи с полной национализацией промышленности в СССР смешанное акционерное общество «Рагаз» было ликвидировано, и на его базе была создана государственная структура — Всесоюзный автогенный трест (ВАТ). В короткое время были построены новые цехи по производству аппаратуры для автогенной обработки, в том числе на Московском автогенном заводе, Ленинградском . С 1934 г. в СССР полностью прекратили импортировать автогенную аппаратуру. В этом же году было пущено шесть мощных установок по производству кислорода. В первой половине 1930-х гг. ацетилено-кислородная сварка занимала ведущее место в сварочном производстве страны. Вместо ацетилена применяли другие газы. Для сварки сравнительно тонких алюминиевых листов, а также для подогрева и паяния использовали водород. Незначительное применение для сварки стали нашли установки, работающие на бензиновых, бензоловых и керосиновых парах. Другие горючие газы (метан, газолин, блаугаз) не использовали, так как они загрязняли место сваривания и не обеспечивали достаточно высокую температуру пламени. Для кислородной резки, наряду с ацетиленом, в Советском Союзе успешно использовали жидкие горючие материалы: бензин и особенно широко — керосин.
Несмотря на то, что газовая сварка успешно конкурировала и дополняла дуговую и контактную, при производстве машин, металлоконструкций и в строительстве оставалось много проблем, Одна из них — сварка деталей с большим поперечным сечением шва. Дуговая сварка по способу Славянина и стыковая сварка по способу Томсона в принципе обеспечивали соединение металла достаточно больших толщин, но имели и серьезные недостатки — громоздкое оборудование и привязку к электрической сети. Возникла потребность в способе, обладавшем рядом таких же преимуществ, как и газовая сварка. В 1859 г. Н. Н. Бекетов нашел способ, основанный на алюминотермии — процессе получения металлов восстановлением их окислов алюминием. Он доказал, что шихта из смеси порошков алюминия и оксида железа горит при температуре, составляющей несколько тысяч градусов, превращаясь и железо и шлак [146]. Вместо алюминия можно было использовать магний, а из оксидов восстанавливать не только железо, но и ряд других металлов (хром, бор, титан). Это открытие впоследствии нашло применение в металлургии для получения безуглеродистых металлов, ферросплавов, лигатур.
В 1898 г. Г. Гольдшмидт в Германии впервые осуществил термитную сварку двух железных брусков, предварительно заформовав их и заполнив место стыка термитной смесью. После сгорания смеси образовавшееся жидкое железо было настолько перегрето, что подплавило кромки, а после застывания превратилось в шов. Шлак всплыл и легко отделился от места соединения.
Первый патент Германии (№ 1085), касавшийся в основном сварки рельсов, Гольдшмидт получил в 1901 г. Вскоре была организована , и термитный процесс начали применять для заварки дефектов отливок, ремонта треснувших рам двигателей, маховиков, штанг и т. д. [147]. В 1908 г. Гольдшмидт усовершенствовал технологию сварки рельсов (пат. Германии № 281591).
В США в 1904 г. термитная сварка была использована для соединения рельсов, двигателей корабельных якорей, паровых машин и изготовления перекрытий мостов. Процесс оказался особенно выгодным при сварке соединений, сечение которых превышало 25 см2.
Непревзойденные в то время возможности термитной сварки были продемонстрированы при прокладке путей Парижского метрополитена. Уникальными были работы по сварке труб, которые начала выполнять в 1905 г. «Манхэтгэн Рефриджирейтннг компани» (США). Стыки двухдюймовых труб выдерживали сверхнизкие температуры под повышенным давлением.
Дальнейшее развитие термитной сварки шло по пути наиболее полного использования таких особенностей этого процесса, как чрезвычайно высокая температура шлака (искусственного глинозема — корунда) и железа; легкое разделение слоя железа и слоя шлака; возможность получения шва любой формы и достаточно большой площади сечения (объема); мобильность, абсолютная независимость от внешних источников энергии. Такой комплекс существенных технических признаков составлял преимущество термитной сварки при работах на монтаже и в полевых условиях.
В первые два десятилетия XX в. были разработаны и нашли применение три технологические схемы термитной сварки; заполнение разделки жидким металлом без дополнительных технологических приемов; заполнение разделки шлаком (иногда и металлом) с последующим сдавливанием деталей, вытеснение его (их) из зазора; комбинированный способ. Во всех трех случаях сжигание смеси и получение железа и шлака производили в отдельном тигле, расположен ном над местом сварки (рис. 54, 55).

В 1930-х гг. в СССР наиболее употребляемым был комбинированный способ термитной сварки стыков рельсов трамвайных и железнодорожных путей. При этом «рельсовый стык с железной пластинкой, зажатой между отрезанными торцами рельсовых головок, окружается соответствующей огнеупорной формой, в которую выливают из конического тигля через отверстие в дне расплавленные продукты термитной реакции. Жидкое железо сплавляется с подошвой стыкуемых рельсов и с нижней частью шейки, образуя башмак, а шлак нагревает головки рельсов и вставленную между ними пластинку до сварочного жара, вслед за чем посредством специального пресса производят стягивание свариваемых рельсов, в результате чего происходит сварка. После остывания стыка поверхность катания головки рельса зачищают [148]. По механическим свойствам стык, сваренный термитом при правильной пропорции смеси и при тщательной работе, является вполне удовлетворительным для условий железнодорожной службы. При пролете в 1 м ломающий груз, приложенный посредине пролета для рельса типа IIA, равен около 50 т, что соответствует напряжению около 70 кг/мм2. рассчитанному по формуле поперечного изгиба. В динамическом отношении сваренный стык слабее целого рельса, не выдерживает ударной пробы, которую выдерживает целый рельс при приемочных испытаниях, но в условиях службы рельсовый стык не подвергается столь жестоким ударам, поэтому такая проба для стыка является излишней.
Таким образом, термитная сварка стыков вполне достигает поставленной цели, т. е. обеспечивает в стыке непрерывность рельса и его жесткость и тем самым как бы заменяет стык целым рельсом в условиях эксплуатации. Способствуя стабилизации пути и улучшая условия службы рельса, термитная сварка стыков является одним из элементов реконструкции верхнего строения пути и дает значительную экономию металла на рельсовых скреплениях при переходе на более тяжелые рельсы, Кроме того, сварка стыков является одним из необходимых элементов автоблокировки, способствуя уменьшению электросопротивления рельсовой нитки».
В середине 30-х гг. применение газовой и термитной сварки достигло своего максимума. Так, в качестве основных достижений в области сварки в 1933 г. в США из девяти сварочных работ названы термитная сварка стального вала диаметром около 1 м (), автогенная наплавка бронзы («Юнион Карбайд корпорейшн») и ряд других, выполненных газовым пламенем. Дуговая сварка отмечена только в двух случаях: ремонт чугунного литого корпуса насоса специальными толсто покрытыми электродами («Линкольн Электрик компани») и сварка стальных плит толщиной от 6 до 15 мм в туннеле Нью-Йоркского метрополитена («А. М. Байер компани») [149].
Сообщения о ремонте крупных изделий способом термитной сварки в Германии появились в 1960-е гг. [150, 151]. Никакие другие способы сварки подобных изделий не смогли превзойти термитную сварку по простоте подготовки кромок, автономности и возможности сварки швов сложной конфигурации.
Корниенко А.М. История сварки. XV-середина XX ст. -К, Феникс, -2004
Рекомендации
Изучая сущность процесса газовой сварки, необходимо понимать, что работа с горючими газами требует повышенной осторожности и внимательности. Новичку рекомендуется учесть советы опытных сварщиков и применять их на деле:
- для учебы и тренировки лучше использовать кислород и ацетилен;
- для сварки пропаном лучше применять горелку ГЗУ 3-02 и проволоку Св08г2с;
- перед тем, как варить изделие, его необходимо качественно очистить;
- для газопрессовой сварки лучше применять гидравлическое оборудование (пресс), для надежного скрепления;
- левый и правый способы имеют свои преимущества и недостатки, поэтому выбор делает мастер, смотря по ситуации.
Мы рассмотрели основные понятия и материалы для пламенной и газопрессовой сварки. Для них преимущественно используется стандартная смесь кислорода и ацетилена. В некоторых случаях, для замены применяется сварка пропаном. Этот процесс не легкий и имеет множество нюансов, которые новичку будет сложно учесть. В связи с этим, начинающим сварщикам не рекомендуется выполнять сварку пропаном. На качество шва и легкость работы влияет предварительная подготовка.
[Всего голосов: 1 Средний: 2/5]
Работа с чугуном, медью и латунью
Перед сваркой чугуна необходимо разогреть место стыка и только затем проводить работу. В противном случае, в структуре основного металла образовывается белый чугун, и стык становится хрупким. Работа производится нормальным пламенем.
Сварку деталей из меди ведут без разрывов и предварительных прихваток. Между деталями зазор не выставляется. Медь очень текучий материал при нагреве и очень теплопроводный материал. Поэтому необходимо выставлять более мощное пламя горелки. Лучше вести ацетиленовую сварку под слоем флюса, для предотвращения окисления стыка.
Сварка латуни с помощью ацетилена и кислорода – это самый оптимальный вариант для данного материала. Температура расплава не должна превышать 9000, при этом не полностью испаряется цинк. Благодаря ацетиленовой сварке формируется надежный шов, удаляя из сварочной ванны 25% этого металла.
Необходимо поддерживать низкое содержание горючего газа в смеси, это позволит испарять цинк в необходимом объеме. Для лучшего результата необходимо использовать флюсы и качественную присадку. С помощью газосварки можно также варить бронзовые детали и другие металлы.
Виды газовых резаков
Газовые резаки бывают разного типа: ацетиленовыми, пропановыми и работающими на заменителях газа или жидком горючем. Конструкция изделий включает в себя рукоятку, ниппели, к которым крепятся газовые рукава, корпус, инжектор, смесительную камеру, трубку, головку газового резака и трубку с вентилем. Газовая сварка металлов и ее качество зависят от того, насколько хорошо подобран именно резак.
Суть его работы в следующем: из баллона кислород поступает в редуктор, рукав, после чего попадает в корпус – здесь резак разветвляется на два канала. Часть кислорода проходит через вентиль и направляется в инжектор. Отсюда газ выходит с большой скоростью, причем во время этого процесса подсасывается горючий газ. При соединении с кислородом он образует горючую смесь, которая направляется в пространство между мундштуками и сгорает. Как следствие, появляется подогревающее пламя. Кислород, который направлялся по второму каналу, выходит в трубку, за счет чего образуется режущая струя. Именно он обрабатывает участок металла.
Техника безопасности

Газовая сварка – процесс, требующий внимательного отношения. Опасные ситуации могут возникнуть в нескольких случаях:
- Сварку нельзя проводить рядом с огнеопасными и легковоспламеняющимися материалами (бензином, керосином, паклей, стружкой).
- Если сварка выполняется в замкнутом пространстве, рабочим следует периодически выходить на свежий воздух.
- Работы должны проводиться в хорошо проветриваемых помещениях.
- Если проводится газопламенная обработка металла, помещение должно вентилироваться, чтобы удалялись вредные газы.
- Резка и сварка проводятся на расстоянии до 10 м от перепускных рамп, ацетиленовых генераторов.
- Секции загрузочных коробок не должны переполняться карбидом.
- Корпус генератора постоянно должен быть наполнен нужным количеством воды.
- Запрещено работать с баллоном кислорода, давление которого ниже нормы.
- Пламя горелки направляется в сторону, противоположную источнику газопитания.
Сварочные работы должны производиться с максимальным соблюдением правил безопасности и с применением только качественного оборудования. Это позволит сделать процесс безопасным, а соединение металлов – надежным.
Сварочное оборудование газовое
Особенности газовой сварки, виды газов и оборудования
Применение газовой сварки: суть и назначение процесса, оборудование, преимущества и недостатки данного вида сварки, советы по выбору газа для различных видов металла.

Одним из широко распространенных видов соединения деталей из металлов и сплавов является газовая сварка. Она относится к группе, которая называется сваркой плавлением. По своей популярности она уступает первое место дуговой сварке. Для реализации процесса применяется так называемый сварочный газ. Его получают в готовом виде или в результате химических реакций. Особенности сварки заключаются в следующем:
- применяют различные газовые смеси;
- с ее помощью получают торцовые и стыковые швы.
Сущность процесса газовой сварки
Газопламенная сварка, или просто газовая, предполагает соединение двух деталей или листов металла с помощью создания расплавленных кромок с последующей диффузией основного металла с добавочным (припоем). Для этого в области шва создается высокотемпературная область благодаря горению определенного газа с заданной скоростью. Газовая сварка и резка металла производится за счет экзотермической реакции процесса горения подаваемой газовой смеси с жидким (расплавленным) металлом.

Для создания необходимой температуры горения используют смесь кислорода и одного из горючих газов. Одновременно подаются в газовый смеситель от отдельных источников. После смесителя их искусственно поджигают. Технология газовой сварки предполагает регулировку объема каждого компонента. Это создает наилучшие условия проведения сварки и резания металла. Такой принцип применяется во всех газопламенных агрегатах.
По второму способу сварка проводится в обратном направлении – от левого края к правому. Присадочную проволоку медленно перемещают за пламенем горелки, которое направляют на определенный участок. Обеспечивается лучшая глубина воздействия на края металла, улучшается схватывание за счет медленного остывания и постепенной кристаллизации расплавленного края. Данный метод позволяет получить меньшее рассеивание теплоты, что обеспечивает получение наклонных кромок в 70°. Такой угол способствует снижению объема наплавленного металла, повышению производительности, снижению расхода газовой смеси, припоя и флюса. Благодаря таким возможностям его применяют для сварки металла толще пяти миллиметров.
В обоих способах, кроме продольного движения струи пламени, делают небольшие поперечные движения. Они позволяют лучше прогревать поверхность металла, близкую к краю, и обеспечить надежное сваривание.
Назначение и область применения
- сварку различных деталей;
- паяние (в том числе ремонт поврежденных изделий);
- наплавку;
- резание листового проката и труб на отдельные заготовки.
Достоинства газовой сварки позволяют использовать ее в строительстве, промышленном производстве, коммунальном хозяйстве, ремонте автомобилей, при решении бытовых задач на дачах и в загородных домах. Сварка газом способна соединить практически любой материал. Ее применяют при соединении узлов изделий из цветных металлов, тонкостенных труб, элементов сложных конструкций. При правильном подборе условий и припоя возможно сваривание чугуна и наплавление на его поверхность латуни. Соединение и резка металлических элементов позволяет получать требуемый результат хорошего качества.
Пайка производится благодаря нагреву спаиваемых деталей и расплавлению припоя с добавлением флюса. В этом случае происходит поверхностная диффузия на стыках детали с расплавленным припоем. После остывания получается надежный и эстетичный шов, который можно подвергать обработке.
Наплавка предназначена для нанесения на поверхность основного изделия металла другого типа или структуры. В этом случае обрабатываемая поверхность прогревается до температуры так называемого запотевания. Этим методом восстанавливают изношенные детали, увеличивают размеры, наплавляют материал, обладающий более высокими характеристиками по прочности и изнашиваемости. Применение наплавки увеличивает срок службы деталей, сокращает расход дефицитного материала, снижает стоимость ремонта.
Плюсы и минусы газовой сварки
- доступность применения (сварочные работы можно производить в любом месте без привязки к сложному технологическому оборудованию и стационарным источникам энергии);
- обеспечение широкого диапазона температур плавления;
- возможность сварки большого количества разных по свойствам металлов: от чугуна до цветных сплавов;
- при правильном подборе вида пламени и скорости горения совместно с соответствующим припоем и флюсом добиваются качественных и надежных швов;
- последовательные нагрев и остывание не позволяют образовываться трещинам и пустотам, нарушающим целостность соединения;
- транспортировать газовый аппарат достаточно просто;
- себестоимость сварочных работ невысокая (не требуется дорогого сложного оборудования).
- создается обширная площадь нагрева (может привести к повреждению близлежащих термонестойких элементов конструкции);
- увеличение толщины заготовки приводит к существенному снижению производительности операции (применение данной технологии для листов или деталей, толщина которых превышает пять миллиметров, становится нерентабельным);
- имеет ограничение по применению (проведение сварочной операции внахлест нецелесообразно в связи с высокой вероятностью создания неблагоприятных напряжений в металле, которые могут привести к деформации или разрушению места стыка);
- реализация этой технологии плохо поддается автоматизации;
- высокая опасность пожара и взрыва используемых компонентов при хранении и переноске к месту проведения работ.
Оборудование и материалы для газовой сварки
- газовый генератор, являющийся источником ацетилена;
- баллон с кислородом (для обеспечения процесса горения);
- газовый редуктор;
- комплект предохранительных клапанов (позволяют повысить безопасность применения газового оборудования);
- специальный газовый шланг для подачи соответствующего газа (для каждого вида рукава имеют свою конструктивную особенность, замена одного на другой категорически запрещена);
- газовая горелка;
- различные виды припоев и флюсов.
Для удобства применения оборудование для газовой сварки размещают на специальной тележке. Это позволяет придать всей конструкции определенную мобильность и облегчить транспортировку от одного объекта к другому.
Горелки подразделяются на два типа: обычные и инжекторные. При использовании газовой горелки необходимо контролировать скорость выхода газа, длину пламени и создаваемую температуру. Флюс для выполнения сварки выбирают на основании известных характеристик металла и требуемых задач. В качестве припоя используется проволока. Она служит источником дополнительного металла при сварке. Применение присадочного материала позволяет качественно выполнить сварку и получить надежное соединение.
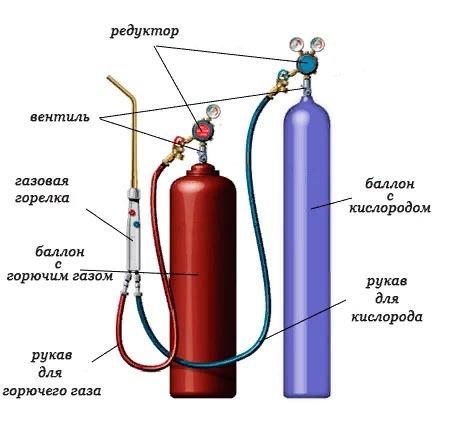
При проведении операции резания металла вместо горелки применяют газовый резак. Кроме основного оборудования, сварочный пост оснащается набором слесарного инструмента, необходимого в процессе проведения работ.
Проволока и флюс
В качестве флюса применяют специальные химические составы на основе борной или кремниевой кислоты с соответствующими добавками. Они выпускаются в форме паст, порошков, растворов. Для получения наилучшего эффекта такие растворы изготавливают самостоятельно.
Виды и назначение используемых газов
Газ выбирают в зависимости от технических условий процесса сварки и резания металла.
В качестве основных газов для создания горючей смеси применяют:
- кислород (служит катализатором плавления и поддержания стабильности процесса горения);
- ацетилен (это смесь водорода и кислорода с содержанием аммония, полученная в результате химической реакции диссоциации);
- метан;
- пропан.
Кислород бывает трех категорий: высшей, первой и второй. Категория зависит от процентного содержания кислорода. Чистота газа влияет на качество сварки, особенно на процесс резки. Смеси ацетилена и кислорода хранятся в баллонах или получаются в газогенераторе.
Как выбрать газ в зависимости от вида металла
На правильный выбор требуемого газа основное влияние оказывает толщина листа металла, с которым предстоит работать. Такой выбор легко сделать, обратившись к соответствующим таблицам. Они составлены на основе расчетов и учета опыта применения газов в различных условиях. Например, для сварки листов углеродистой стали целесообразно применять смесь аргона и диоксида углерода с последующим добавлением кислорода.
Имеете опыт работы с газовой сваркой? Обязательно поделитесь им в комментариях к данной статье!
Сварочное оборудование газовое