




Основной функцией нефтеперерабатывающего завода является переработка нефти в бензин, авиационный керосин, мазут, дизельное топливо, смазочные масла, смазки, битумы, нефтяной кокс, сырье для нефтехимии.
Первичные процессы переработки не предполагают химических изменений нефти и представляют собой ее физическое разделение на отдельные компоненты или фракции компонентов. Продукты первичной переработки нефти, как правило, не являются товарными нефтепродуктами.
В связи с этим нефтяные фракции поступают на установки вторичных процессов, целью которых является улучшение качества нефтепродуктов и углубление переработки нефти.
Кроме того, нефтяные фракции, получаемые в ходе первичной и вторичной переработки нефти, содержат в своем составе различные примеси, которые необходимо удалить, что достигается более глубокой переработкой.
Адсорберы – аппараты для разделения газовых и жидких смесей путем избирательного поглощения их компонентов твердыми поглотителями – адсорбентами. Вещество, которое поглощается и находится вне пор адсорбента, называется адсорбтивом, а после его перехода в адсорбированное состояние – адсорбатом.
При вторичной переработке нефти адсорберы нашли применение для выделения низкомолекулярных ароматических углеводородов из бензиновых фракций, селективной очистки масел.
Устройство и принцип действия адсорберов для разделения жидкостей и газов не имеют существенных различий.
Для проведения процессов адсорбции применяются адсорберы следующих типов:
Адсорберы с неподвижным слоем адсорбента представляют собой вертикальные или горизонтальные полые аппараты, заполненные слоем зернистого адсорбента с внутренними устройствами для поддержания адсорбента, распределения, сбора и выравнивания потока среды, разделяется. Адсорберы с неподвижным слоем – аппараты периодического действия, работающие в циклическом режиме. Рабочий цикл таких адсорберов включает следующие стадии: адсорбцию, десорбцию, удаление агента, десорбцию (сушку) и охлаждение.
В адсорберах с неподвижным слоем адсорбента все стадии процесса протекают в определенной последовательности в одном аппарате и для непрерывной работы установки необходима установка нескольких аппаратов, работающих по определенному циклу. Непрерывность работы такой установки обеспечивается тем, что производительность стадии адсорбции точно соответствует суммарной продолжительности стадий десорбции, сушки и охлаждения. Если продолжительность стадий десорбции, сушки и охлаждения превышает продолжительность стадии адсорбции, то непрерывность работы установки достигается применением двух и большего числа адсорберов. При наличии минимум двух аппаратов и соответствующем соотношении продолжительности вышеуказанных стадий возможна непрерывная работа всей адсорбционной установки.
Переключение адсорберов осуществляется автоматически с помощью регулятора, работает по заданному графику.
Рисунок 268 – Адсорбер периодического действия с неподвижным слоем адсорбента: а – вертикальный; б – горизонтальный; 1 – корпус; 2 – штуцер для подачи парогазовой смеси (при адсорбции) и воздуха (при сушке и охлаждении); 3 – штуцер для отвода отработанного газа (при адсорбции) и воздуха (при сушке и охлаждении ); 4 – барботер для подачи острого пара при десорбции; 5 – штуцер для отвода паров десорбции; 6 – штуцер для отвода конденсата; 7 – люки для загрузки поглотителя; 8 – люки для выгрузки поглотителя
Рисунок 269 – Адсорбер периодического действия колонного типа с неподвижным слоем адсорбента:1 – корпус; 2 – опорная решетка; 3 – перфорированный лист и два слоя сетки; 4 – фарфоровые шары; 5 – переточные трубы для загрузки (выгрузки) адсорбента; 6,7 – слой поглотителя; 8 – решетки; 9 – кран-укосина; 10 – штуцер для загрузки адсорбента; 11 – люк – лаз; 12 – трубопровод для выгрузки адсорбента; I – исходная смесь; II – очищенный поток
Рисунок 270 – Адсорбер радиального типа с неподвижным слоем адсорбента: а – несекционированный; б – секционированный; 1 – сборочный коллектор; 2 – корпус; 3 – кольцевая решетка; 4 – слой адсорбента; 5 – штуцер для загрузки адсорбента; 6 – центральный раздаточный канал; 7 – кольцевой сборный канал; 8 – разгрузочное устройство; 9 – раздаточный коллектор; 10 – штуцер для выгрузки адсорбента; 11 – штуцер для слива конденсата; 12 – предохранительная разрывная мембрана; I – исходная смесь; II – очищенный поток; III – водяной пар на десорбцию; IV – смесь паров воды и адсорбата
Адсорберы с подвижным зернистым адсорбентом представляют собой колонны, в которых зернистый адсорбент движется самотеком сверху вниз, или перемещается с помощью специальных транспортных устройств.
В этом случае процесс ведется непрерывно, и каждая его стадия осуществляется в определенном аппарате или части аппарата, причем адсорбент последовательно перемещается между отдельными аппаратами по системе пневмотранспорта.
Аппарат является комбинированным, состоит из отдельных зон, в которых последовательно осуществляются адсорбция, десорбция, нагрева и охлаждения адсорбента (рисунок 271).
Рисунок 271 – Адсорбер с движущимся слоем адсорбента:1 – питатель; 2 – нагреватель; 3 – зона ректификации; 4 – распределительная тарелка; 5 – зона адсорбции; 6 – холодильник; 7 – бункер; 8 – подъемник пневматического типа; 9 – реактиватор; 10 – сборник; 11 – регулирующая задвижка; 12 – газодувка; I – водяной пар; II – греющий агент; III – тяжелая фракция; IV – промежуточная фракция; V – исходный разделяемый поток; VI – легкая фракция; VII – охлаждающая вода; VIII – продукты реактивации и водяной пар
Адсорберы с псевдоожиженным слоем адсорбента позволяют также осуществлять непрерывный процесс адсорбции. В этом случае в качестве адсорбента используются мелкие гранулы и порошок.
В таких аппаратах стадии процесса адсорбционного разделения сырья протекают одновременно, но смещены по месту. Адсорберы такого типа выполняются с общим псевдоожиженным слоем (одноступенчатые или однокамерные) или ступенчато-противоточные (многокамерные).
Рисунок 272 – Одноступенчатый адсорбер с псевдоожиженным слоем адсорбента: 1 – тарелка; 2 – вводный штуцер; 3, 5 – напорные стояки; 4 – выводной штуцер; I – вход разделяемого потока; II – вход адсорбента; III – выход разделенного потока; IV – выход адсорбента
Рисунок 273 – Многокамерный адсорбер с псевдоожиженным слоем адсорбента: 1 – тарелка; 2 – вводный штуцер; 3, 5 – напорные стояки; 4 – выводной штуцер; 6 – переточная труба; I – вход разделяемого потока; II – вход адсорбента; III – выход разделенного потока; IV – выход адсорбента
Адсорберы также нашли применение в газовой промышленности для осушки и очистки газов, отбензинивания попутных и природных углеводородных газов, низкотемпературных установках разделения газов и т. д. Для разделения углеводородных газов конструкция адсорберов аналогичная приведенным выше.
Кристаллизаторы – аппараты для проведения процесса кристаллизации с целью разделения веществ и получение их в кристаллическом виде.
В кристаллизаторах осуществляется процесс выделения твердого вещества из его раствора (кристаллизация из раствора) или процесс выделения твердой фазы при затвердевании вещества (кристаллизация из расплава).
В нефтегазопереработке кристаллизаторы используют в процессах производства масел, парафина, церезина, серы.
Применяются кристаллизаторы как с поверхностными устройствами для передачи тепла, так и с непосредственным смешиванием сред, обмениваются теплом.
Кристаллизаторы с поверхностным теплообменом получили более широкое применение. Они делятся на два основных типа: «труба в трубе» и кожухотрубные.
Для получения и роста кристаллов в таких аппаратах необходимо обеспечить перемешивание раствора и оптимальный тепловой и гидродинамический режим. Перемешивание и охлаждение раствора улучшает диффузию вещества, кристаллизуется, к поверхности кристалла и ускоряет его рост. Одновременно с этим происходит выравнивание температуры раствора в объеме и на поверхностях охлаждения. Учитывая более низкую температуру поверхностей охлаждения, на них усиленно идет образование зародышей и рост кристаллов, снижающие эффективность теплообмена. Образующиеся отложения кристаллов на внутренних поверхностях трубчатых теплопередающих устройств снимают скребковым устройствами, вращающихся внутри труб с небольшой частотой. Они обеспечивают очистку поверхности теплопередачи и снижают сопротивление теплопередаче за счет уменьшения ламинарного слоя.
В аппаратах смешения кристаллизация парафина происходит при прямом соединении холодного растворителя с нагретым сырьем. При этом создаются условия для образования развитой поверхности теплопередачи при незначительном термическом сопротивлении на границе раздела фаз.
Рисунок 274 – Кристаллизатор регенеративный с вращающимися скребковым устройствами: 1 – трубная горизонтальная секция; 2 – скребковое устройство; 3 – волнистый компенсатор; 4 – переходник задний; 5 – переходник передний; 6 – уплотнение вала; 7 – промежуточный валик с шарнирными устройствами; 8 – ведущая звездочка; 9-роликовая цепь; 10 – герметизированный корпус привода; 11 – мотор-редуктор; 12 – вертикальная передняя стойка для крепления секций; 13 – задняя стойка; I – введение рафината с растворителем; II – вывод суспензии твердых углеводородов; III – введение фильтрата (депарафинованного масла с растворителем); IV – выход депарафинованного масла растворителем
Рисунок 275 – Кожухотрубный кристаллизатор со скребковым устройствами: 1,2 – кожухотрубные нижние и верхние секции; 3 – аккумулятор жидкого хладагента; 4 – привод скребковых устройств с планетарным мотор-редуктором; 5 – закрытый герметичный корпус привода; 6, 7 – передние и задние трубные решетки; 8 – скребковое устройство; 9, 10 – задние и передние переходники; 11 – перетекание обрабатываемого сырья; 12 – штуцер ввода хладагентов в аккумулятор; 13, 14 – перетоки; 15 – штуцера вывода паровой фазы; 16 – сборный коллектор; 17 – штуцер отбора паров; 18 – промежуточный вал с шарнирами; 19 – штуцер ввода жидкого хладагента; 20 – линзовый 4-волновой компенсатор; 21 – дренаж хладагента из аккумулятора и секций; I – введение продукта; II – вывод продукта; III – переток продукта из секции в секцию.
Рисунок 276 – Секция кристаллизатора с скребковым устройством: 1 – вал скребкового устройства; 2 – пальцы; 3 – прямые пластинчатые скребки; 4 – пружины; 5 – шплинт; 6 – внешняя грубая; 7 – двойник; 8 – болт; 9 – подшипник скольжения; 10 – крестовина; 11 – компенсатор волнистый; 12 – крышка; 13 – муфта
Рисунок 277 – Испарительный аппарат-кристаллизатор с псевдоожиженным слоем и выносной греющей камерой: 1 – греющая камера; 2 – корпус аппарата; 3 – сепаратор; 4 – насос; 5-7 – циркуляционные трубы; 8 – труба вскипания; 9 – сборник мелких кристаллов; 10 – фонарь (устройство для вывода маточного раствора); I – раствор; II – маточный раствор; III – суспензия; IV-пар; V – конденсат; VI – вторичный пар
Рисунок 278 – Схема кристаллизатора смешения: 1 – корпус; 2 – отражатель; 3-перемешивающее устройство; 4 – перегородка; I – сырье, II – холодный растворитель; III – суспензия
Рисунок 279 – Загрузочные устройства ленточных кристаллизаторов: а – двойной отжимной вал; б – переливное устройство; в – полосоразливное устройство; г – ротационный гранулятор; 1 – приводной барабан; 2 – стальная лента; 3 – загрузочное устройство
Рисунок 280 – Барабанный кристаллизатор с воздушным охлаждением: 1 – труба аппарата; 2 – термоизоляционный кожух; 3 – вентилятор; 4-труба для обогрева; I – раствор; II – суспензия; III – пар; IV – конденсат
Экстракторы – аппараты для разделения жидких или твердых веществ с помощью избирательных растворителей.
Экстракторы применяются в нефтепереработке при производстве масел (селективное очистки деасфальтизации), очистке нефтепродуктов, извлечении ароматических углеводородов из легких нефтяных фракций.
Экстракторы различаются по периодичности процесса разделения, методу смешения и разделения фаз, по характеру энергии, интенсифицирует контакт фаз.
По принципу организации процесса все экстракторы могут быть разделены на периодически действующие и непрерывно действующие.
В настоящее время аппараты периодического действия нашли применение только в промышленных установках малой производительности.
По способу смешивания фаз выделяют следующие подгруппы экстракторов:
– Аппараты ступенчатого типа, имеющие определенное число ступеней (типа смеситель-отстойник), в каждой из которых происходит контактирование и последующее разделение фаз.
В целом в аппарате за счет соединения ступеней по потокам рафинатних и экстрактивных растворов реализуется противоточное движение фаз, изменение состава фаз происходит скачкообразно, от ступени к ступени;
– Аппараты колонного типа (дифференциально-контактные) с непрерывно изменяющимся составом фаз. Противоточное движение фаз в аппаратах колонного типа осуществляется главным образом за счет разницы плотности сырья и растворителя или в соответствии рафинатных и экстрактивных растворов.
В экстракторах после каждого процесса перемешивания следует провести разделение (сепарацию) фаз.
По способу разделения фаз выделяют следующие подгруппы экстракторов:
По типу растворителя (его плотности по отношению к плотности сырья) экстракторы делятся на следующие два типа: с верхней и нижней подачей растворителя.
В зависимости от источника энергии, которое используется для диспергирования одной фазы в другой и перемешивание фаз, экстракторы каждой из указанных выше групп могут быть разделены на аппараты, в которых диспергирование осуществляется за счет собственной энергии потоков (без введения дополнительной энергии извне), и аппараты с введением внешней энергии во взаимодействующие жидкости. Эта энергия подводится с помощью механических мешалок, статических смесителей, насосов, инжекторов, сообщение колебаний определенной амплитуды и частоты (пульсаций или вибраций), путем проведения экстракции в поле центробежных сил и другими способами.
Рисунок 281 – Схема ступени (секции) экстрактора типа смеситель-отстойник:1 – трубопровод введение легкой фазы; 2 – смесительная труба; 3 – кольцевой канал для рециркуляции эмульсии; 4 – трубопровод введения тяжелой фазы; 5 – пропеллерный насос; 6 – коллектор для вывода легкой фазы; 7 – камера смешивания; 8 – привод; 9 – кольцевая камера; 10 – трубопровод рециркуляции эмульсии; 11 – отстойный пространство; 12 – трубопровод вывода тяжелой фазы; I – легкая фаза, II – тяжелая фаза
Рисунок 282 – Схема ящичного смесительно-отстойного экстрактора: 1 – смеситель; 2 – отстойник; I – легкая фаза; II – тяжелая фаза
Рисунок 283 – Схема центробежного экстрактора: а – общий вид; б – насадка с струйным истечением фаз; 1 – станина; 2 – вал ротора; 3 – кожух; 4 – ротор; 5 – перфорированные концентрические цилиндры; I – легкая фаза; II – тяжелая фаза
Рисунок 288 – Схема экстракционной колонны с жалюзийной тарелками: а – нижняя часть колонны; б – жалюзийная тарелка; 1 – корпус колонны; 2 – коллектор; 3 – жалюзийные тарелки; 4 – пластины (жалюзи); 5 – дистанционные ребра; 6 – профиль в виде угла; 7 – направляющая стойка; 8 – балка опорного каркаса; I – легкая фаза; II – тяжелая фаза
Рисунок 289 – Пульсационный экстрактор: 1 – контактные устройства; 2 – распределитель; 3 – система контроля за поверхностью раздела фаз; 4 – пульсационная труба; 5 – пульсатор; 6 – буферная емкость; 7 – предохранительный клапан; 8 – воздушник; I – легкая фаза; II – тяжелая фаза; III – воздух или азот
Рисунок 292 – Ротационный дисковый экстрактор: а – схема ротационного дискового экстрактора; б – контактная зона ротационного дискового экстрактора; 1, 5 – распределительные решетки; 2 – кольцо статора; 3 – диск ротора; 4 – вал ротора; 6 – лопатки; 7 – горизонтальные кольцевые отбойники, 8 – сетка; I – легкая фаза, II – тяжелая фаза
Температура влияет на процесс экстракции: при ее повышении увеличивается растворительная способность и уменьшаются избирательность и вязкость среды. Для обеспечения необходимого температурного режима в колонных экстракторах применяются промежуточные кожухотрубные холодильники и встроенные в виде трубных пучков подогреватели.
Реакторами называют аппараты, в которых происходят химические процессы (реакции).
В нефтехимической промышленности применяют реакторы термических процессов – крекинга, коксования, пиролиза, а также реакторы каталитических процессов – крекинга, риформинга, гидрогенизации (гидроочистки, гидрокрекинга, гидродеалкилування), переработки легких углеводородов (алкилирования, полимеризации) и т. д.
В нефтехимических производствах преимущественно используются реакторы проточного типа (непрерывного действия). Реакторы непроточного типа (периодического действия) находят применение главным образом во вспомогательных производствах небольшой мощности (например, приготовление катализаторов) или в сложных по технологии малотоннажных процессах.
В большинстве случаев в установках нефтехимических процессов применяются нестандартные реакторы (которые чаще всего изготавливаются в единственном экземпляре). Исключение составляют реакторы каталитического риформинга и смесительные реакторы с герметичным электромагнитным приводом.
Выбор типа реактора для осуществления конкретного процесса зависит от многих факторов, из которых наиболее важными являются: необходимость использования катализатора, его свойства и расход; термодинамические, кинетические и физические особенности процесса (условия проведения химической реакции), методы теплообмена, используемых для обеспечения заданного температурного режима в зоне реакции, свойства теплоносителей, используемых в процессе; периодическое или непрерывное осуществление процесса. При этом учитываются его технологические и экономические особенности.
– Фазовый состав смеси веществ, находящихся в реакторе, включая активные реагенты, катализаторы и растворители (твердые теплоносители и инертные насадки не учитываются) – газовая фаза; жидкая фаза; газ-твердый катализатор; жидкость – твердый катализатор; газ – жидкость жидкость – жидкость; газ-жидкость-твердый катализатор;
– Преимущественный характер течения потока реакционной смеси через свободное пространство реактора (близость течения потока в режим идеального перемешивания или идеального вытеснения).
Установки вторичной переработки углеводородного сырья могут включать не только одиночные, самостоятельно работающие реакторы, но и их комбинации. Реакторы могут соединяться параллельно или последовательно. В первом случае можно достичь только количественного эффекта увеличения производительности за счет роста суммарного реакционного объема. Во втором случае достигается и качественный положительный эффект как в результате особых технологических свойств цепочки реакторов (по сравнению с одиночным реактором), так и за счет применения специальной технологической обвязки (например, промежуточный подогрев или охлаждение смеси, распределение сырья или других компонентов смеси между реакторами и т. п.).
Рисунок 293 – Схема реактора установки замедленного коксования:1 – корпус; 2 – верхняя горловина; 3 – полушаровое днище; 3 – коническое днище; 5 – нижняя горловина; 6 – фундаментное кольцо; 7 – опорное кольцо, 8 – опора; I – ввод сырья; II – пар; III – антипенные присадки
Рисунок 294 – Схема горизонтального каскадного реактора установки сернокислотного алкилирования:1-5 – секции реактора; 6, 7 – отстойные зоны; 8 – мешалки; 9 – сепаратор; I – изобутан, II – кислота; III – олефиносодержащее сырье; IV – углеводород; V – пары изобутана
Рисунок 295 – Схема горизонтального кожухотрубного реактора установки сернокислотного алкилирования:1 – корпус; 2 – циркуляционная труба; 3 – отражательные перегородки; 4 – трубный пучок; 5 – пропеллерные мешалки; 6 – привод; I – хладагент; II – продукты реакции; III – кислота; IV – сырье
Рисунок 296 – Схема змеевикового реактора для полимеризации этилена под высоким давлением
Рисунок 297 – Схема кожухотрубного реактора для селективной полимеризации олефинов:1 – корпус; 2 – трубный пучок; 3,4 – крышки; I – вход паров; II – выход паров реакции; III – вход охлаждающей воды; IV – выход паров воды
На глубину переработки сырья в значительной степени влияет газодинамический режим контактирования сырья с катализатором, который осуществляется в реакторах различных типов.
Рисунок 298 – Схемы реакторов контактного типа: а – с неподвижным слоем катализатора (теплоносителя); б – с подвижным слоем катализатора (теплоносителя); в – с псевдоожиженным слоем катализатора (теплоносителя); г – лифтного типа; 1 – реактор; 2 – регенератор; 3 – сепаратор; I – сырье; II – воздух; III – продукты сгорания; IV – продукты реакции; V – водяной пар
В реакторах с неподвижным слоем катализатора распространены следующие способы ввода сырья:
– Радиальный – ось патрубка перпендикулярна оси аппарата и находится в одной плоскости с ним;
– Радиальный под углом – в отличие от предыдущего поток направлен под углом к нижней крышке;
– Аксиальный (осевой) – введение потока осуществляется вдоль оси реактора;
– Тангенциальный – ось патрубка перпендикулярна и смещена по отношению к оси реактора.
Рисунок 299 – Схема реактора каталитического риформинга с радиальным движением сырья:1 – штуцер для ввода сырья; 2 – распределитель сырья; 3 – корпус; 4 – короб; 5 – сборник продуктов реакции; 6 – штуцер выгрузки катализатора; 7 – штуцер вывода продукта реакции; 8 – опора; 9 – муфта для термопары; 10 – цилиндрический стакан; 11 – многозонная термопара; I – сырье; II – продукты реакции
Рисунок 300 – Схема реактора гидроочистки дизельного топлива с аксиальным движением сырья: 1 – распределительная тарелка; 2 – фильтрующее устройство; 3 – корпус; 4 – колосниковые решетки; 5 – коллектор ввода пара; 6 – фарфоровые шары; 7 – опорное кольцо; 8 – опора; 9, 11 – штуцер для выгрузки катализатора; 10, 12 – термопара; I – сырье; II – продукты реакции
Рисунок 301 – Схема реактора установки каталитического крекинга с подвижным шариковым катализатором: 1 – распределительное устройство; 2 – реакционная зона; 3 – сепарационное устройство; 4 – зона отпарки; 5 – сборное компенсационное устройство; I – ввод сырья; II – ввод катализатора; III – выход продуктов реакции; IV – выход катализатора; V – ввод пара
Рисунок 302 – Узел ввода тяжелого сырья и катализатора:1 – трубы распределительного устройства; I – ввод сырья; II – ввод катализатора
Рисунок 303 – Сепарационное устройство реактора:1 – тарелка; 2 – ребро жесткости; 3 – труба для катализатора; 4 – труба для вывода паров; 5 – отбойник; 6 – «колокольчик»
Реакторные блоки каталитических процессов с подвижным катализатором, включают реактор, регенератор и систему транспорта катализатора, по взаимному расположению аппаратов и схемами циркуляции катализатора подразделяются на установки с одно – (рис. 304, а) и двукратным (рисунок 304, б) подъемом катализатора.
Рисунок 304 – Схемы реакторных блоков: а – с однократным подъемом катализатора; б – с двукратным подъемом катализатора; 1 – реактор; 2 – регенератор; 3 – подъемник пневматического типа; I – сырье; II – продукты реакции; III – закоксований катализатор; IV – регенерированный катализатор V – воздух; VI – газы регенерации
Рисунок 305 – Варианты реакторного блока установок с псевдоожиженным слоем катализатора: а – реактор и регенератор размещены на разных уровнях; б – реактор и регенератор размещены на одном уровне; в – пневмотранспорт катализатора потоком высокой концентрации; г – реактор и регенератор размещены вертикально, с выносной отпарной секцией; д – соосное расположение реактора и регенератора; 1 – циклоны; 2 – регенератор; 3 – реактор, 4 – отпарная секция; 5 – топка под давлением; 6 – воздуходувки; 7 – котел-утилизатор; I – сырье; II – водяной пар; III – воздух; IV – продукты реакции; V – дымовые газы; VI – рециркулят
– Распределительное устройство для ввода в слой смеси катализатора и паров сырья для реактора или воздуха для регенератора;
– Реакционная или рабочая зона – псевдоожиженный слой катализатора, в котором осуществляется крекинг сырья (в реакторе) или обжиг кокса (в регенераторе);
– Отстойная или сепарационная зона, расположенная над слоем катализатора;
Рисунок 306 – Схемы отпарных секций реакторов и регенераторов псевдоожиженного слоя: а – кольцевая; б – цилиндрическая с перегородками «диск-кольцо»; в – сегментная; г – цилиндрическая выносная; 1 – стойка отработанного катализатора; 2 – ствол подъемника пневматического типа; 3 – распределительная решетка; 4 – отпарная секция; 5 – маточник для водяного пара; I – отработанный катализатор, II-регенерированный катализатор
Рисунок 307 – Схема реактора псевдоожиженного слоя установки каталитического крекинга: 1 – корпус; 2 – перегородка; 3 – распределительная решетка; 4 – опорный столик; 5 – опора;, 6 – стойки; 7 – конус; 8 – циклоны; I – ввод сырья и катализатора; II – вывод продуктов реакции; III – вывод катализатора; IV – ввод водяного пара; V – ввод остатка ректификационной колонны
Рисунок 308 – Схема лифт-реактора установки каталитического крекинга:1 – корпус; 2 – двухступенчатые циклоны; 3 – баллистический сепаратор; 4 – стойки циклонов; 5 – подвижная опора; 6 – форсунка для шлама; 7 – десорбер; 8 – лифт-реактор; 9 – сопло с форсунками; 10 – штуцер предохранительного клапана; I – сырье; II – регенерированный катализатор; III – закоксованный катализатор; IV – продукты крекинга; V – водяной пар
Рисунок 309 – Конструкции концевых устройств для лифт-реактора: а – инерционный сепаратор; б – циклоны с восходящим потоком; в – циклоны с замкнутым потоком; I – смесь катализатора и паров нефтепродуктов с лифт-реактора; II – парогазовый поток с десорбера; III – продукты крекинга
Рисунок 310 – Конструкция распылительных сопел: а – сопло с круглым отверстием; б – сопло с щелевым отверстием фирмы «Келлог»; в – сопло с форсунками; г – сопло «Атомах» фирм «Келлог» и «Мобил»; 1 – корпус; 2 – спираль; 3 – диафрагма с круглым отверстием; 4 – наконечник со щелевым отверстием; 5 – статический смеситель; 6 – форсунки; I – сырье; II – водяной пар; III – паросырьевая смесь
Типовые конструкции регенераторов мало отличаются от исполнения реакторов и классифицируются на те же типы в зависимости от контакта газообразной и твердой фаз.
В регенераторе различают следующие основные зоны: регенерации; отстойной зоне и топку для разогрева (при необходимости).
Рисунок 311 – Схема регенератора установки каталитического крекинга с подвижным шариковым катализатором:1 – коллектор ввода воздуха; 2 – коллектор вывода дымовых газов; 3 – охлаждающие змеевики; 4 – распределительное устройство; 5 – сборное компенсационное устройство; 6 – колосниковые решетки; 7 – воздухораспределительный короб; 8 – газосборный короб
Рисунок 312 – Схема регенератора установки каталитического крекинга с псевдоожиженным катализатором: 1 – корпус; 2 – коллектор для ввода воздуха; 3 – топливная форсунка; 4 – форсунки конденсата; 5 – двухступенчатые циклоны; 6 – сборная камера; I – закоксованный катализатор из реактора; II – регенерированный катализатор; III – воздух; IV – водяной пар; V – дымовые газы
Http://helpiks. org/3-67412.html
Нефтяные скважины производят смесь нескольких газов, конденсатов или нефтей, воды и минералов, включая мехпримеси из пласта и отложения, шлам и коррозийные элементы с НКТ.
Для того, чтобы отделить, извлечь или вывести эти различные компоненты, компания ПСМ предлагает единую блок-систему для перекачки многофазной жидкости с уникальной технологией, способной поддерживать высокое давление в сочетании с низким NPSH, устраняющим необходимость в устройствах сепарации и экспортных насосах. Наши насосы могут быть расположены вертикально и установлены непосредственно в емкости, отстойники, колодцы и кессоны. Это уменьшает занимаемую оборудованием площадь и упрощает установку, сокращая необходимость в дополнительной трубной обвязке, запорной арматуре и КИП.
Наши транспортировочные насосы могут быть использованы для широкого диапазона приложений переработки нефти и газа, включая :
- Перекачка в системе открытого и закрытого дренажа Опустошение факельного сепаратора Перекачка сырой нефти Перекачка углеводородного конденсата Насыщенный МЭГ / Гликоль Углеводородный шлам
Углеводородный конденсат, перекачиваемый из ВД/НД емкости факельного сепаратора или опасные стоки из системы закрытого дренажа содержат жидкости с высоким давлением паров. Это требует использования установки с низким NPSH, особенно в условиях, где пространство весьма ограничено. Сбор жидкостей из различных источников перекачивается назад на технологический процесс для восстановления и очистки перед утилизацией. Состав и характеристики этих жидкостей значительно различаются.
Http://www. pcm. eu/ru/neft-i-gaz/primenenie/nazemnaya-perekachka-primenenie/oborudovanie-dlya-pererabotki-nefti-i-gaza
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«Гидродинамическое оборудование для интенсификации технологических процессов нефтепереработки»
1. Проблемы современной нефтепереработки в России и пути их решения
2. Применение гидродинамического оборудования для интенсификации технологических процессов нефтепереработки
2.2 Гидродинамическое оборудование для интенсификации технологических процессов
3. Технология обработки углеводородных топлив, приготовления водотопливных эмульсий в гидродинамических устройствах
Современная российская нефтеперерабатывающая промышленность развивается под воздействием комплекса факторов, обуславливающих основные проблемы отрасли. Россия, не имея четкой стратегии в области модернизации нефтепереработки, отстает по многим показателям развития отрасли в отличие от ведущих развитых стран.
Пока в России нет четкой стратегии перехода к глубокой переработки нефти, равно как и экспортозамещения нефти на качественные нефтепродукты.
Экономическая политика вертикально интегрированных нефтяных компаний по переработке сырья не способствует модернизации нефтеперерабатывающих заводов, а также заставляет их увеличивать себестоимость нефтепереработки взамен роста качества и количества готовой продукции и уменьшения энергопотребления.
1. Проблемы современной нефтепереработки в России и пути их решения
На сегодняшний день Россия занимает 3 место в мире по первичной переработки нефти, объем переработки в 2012 году составил 280 млн. тонн. Для нефтеперерабатывающей промышленности России характерны следующие такие проблемы, как низкая глубина переработки (около 70%) и изношенность основных фондов. В России функционируют 27 нефтеперерабатывающих заводов, а так же около 200 мини НПЗ, часть из которых не имеют лицензий и не подключены к нефтепроводам.(1)
Качество нефтепереработки существенно отстает от мирового уровня, поэтому часть продукции экспортируется за границу как полуфабрикат (например, мазут, около 30% на выходе в среднем по России, 80% произведенного мазута реализуется на экспорт). Низкое качество получаемых нефтепродуктов связано с низкой глубиной переработки (70% – Россия, 96% – США, 85% – Европа), минимальным количеством вторичных процессов, несовершенным оборудованием, а так же с недостатком процессов, улучшающих качество и глубину переработки, таких, как: каталический крекинг (из 27 НПЗ – только на 13-ти), гидрокрекинг (на 5 НПЗ из 27), замедленное коксование (на 5 НПЗ из 27) и висбрекинг (на 9 НПЗ из 27).(2)
Выходом из ситуации является модернизация нефтеперерабатывающей отрасли России, а именно реконструкция действующих и введение новых установок, углубляющих переработку.
В целом, за последние годы, состояние отрасли улучшилось, приняты такие решения, как новые методы расчета экспортных платежей (пошлины на светлые нефтепродукты ниже, чем на темные), изменение акцизов (дифференциация их в зависимости от качества). Акцизы с каждым годом растут, что делает нерентабельным производить бензин класса 3 и ниже (акциз на прямогонный бензин с 1 января 2013 года составляет 10 299 руб./т., к 2015 он увеличиться до 13 502 руб./тонну). Согласно стратегии развития отрасли до 2020 года, объем инвестиций в нефтепереработку составит около 1,5 трлн. рублей, планируется увеличение глубины переработки до 85%, автомобильный бензин и дизельное топливо должны быть не ниже класса ЕВРО 5, рост производства ДТ и снижение производства мазута.(3)
Ь алкилирование (Роснефть, Лукойл, Газпром нефть, Башнефть, Сургутнефтегаз);
Ь гидроочистка (Роснефть, Газпром нефть, ТНК-ВР, Башнефть, Русснефть, Сургутнефтегаз, Салаватнефтеоргсинтез, Татнефть);
Ь изомеризация (Роснефть, Лукойл, Газпром нефть, ТНК-ВР, Салаватнефтеоргсинтез, Татнефть, Русснефть, Сургутнефтегаз);
Ь риформинг (Роснефть, Газпром нефть, ТНК-ВР, Сургутнефтегаз, Татнефть);
Ь каталитический крекинг (Роснефть, Газпром нефть, ТНК-ВР, Сургутнефтегаз, Русснефть);
Ь гидрокрекинг (Роснефть, Лукойл, Газпром нефть, Салаватнефтеоргсинтез, ТНК-ВР, Башнефть);
Ь коксование (Роснефть, Лукойл, Газпром нефть, Сургутнефтегаз, Салаватнефтеоргсинтез, Русснефть).
Не нужно забывать, что помимо крупных компаний на рынке функционируют около 200 миниНПЗ. Перечисленные выше установки не всегда под силу приобрести, поэтому качество и глубину переработки им повысить трудно. Примерный выход нефтепродуктов со среднестатистического миниНПЗ следующий: 50% – мазут, 30% – дизельное топливо низкого класса, 20% – прямогонный бензин, а с учетом акцизов на низкокачественное топливо, деятельность миниНПЗ становиться низкорентабельной, поэтому они делают все, чтобы уйти от больших налогов.(4)
Выделим две главные проблемы на сегодня в нефтепереработке в России:
2. Получаемые нефтепродукты низкокачественны, не соответствуют мировым стандартам.
Ь строительство новых установок, позволяющих получать высококачественные нефтепродукты (мНПЗ);
В последние годы развитие нефтеперерабатывающей промышленности России имеет явную тенденцию к улучшению состояния отрасли. Предыдущие пять лет можно назвать золотым веком нефтепереработки. Были реализованы интересные проекты, изменил направление финансовый вектор. За последние 1,5 года проведен также целый ряд важных совещаний по вопросам нефтепереработки и нефтехимии с участием руководства страны в гг. Омске, Нижнекамске, Киришах и Нижнем Новгороде, Самаре. Это повлияло на принятие целого ряда своевременных решений: были предложены новая методика расчета экспортных пошлин (когда постепенно уменьшаются ставки на светлые нефтепродукты и увеличиваются на темные, т. о. к 2013 г. ставки должны сравняться и будут составлять 60% от пошлины на нефть) и дифференциация акцизов на автомобильный бензин и дизельное топливо в зависимости от качества, разработаны стратегия развития отрасли до 2020 г. развития нефтепереработки с объемом инвестиций
1,5 трлн руб. и генеральная схема размещения объектов нефтегазопереработки, а также представлена система технологических платформ для ускорения разработки и внедрения конкурентоспособных на мировом рынке отечественных технологий нефтепереработки.
В документах по стратегии развития нефтеперерабатывающей отрасли отмечен опережающий рост по производству и потреблению дизельного топлива с увеличением реализации на внутреннем рынке до 45 млн т/год. Прогнозируется стабилизация производства топочного мазута на уровне 13 – 14 млн т/год и перераспределение его потребления в сторону бункеровочного топлива. (4)
В рамках стратегии предполагается увеличение глубины переработки нефти до 85%. К 2020 г. планируется, что качество 80% выпускаемого бензина и 92% дизельного топлива будут соответствовать ЕВРО 5. При этом следует учитывать, что в Европе уже к 2013 г. будут введены более жесткие, экологические требования к топливам, соответствующие Евро 6. Тем не менее среди планируемых к строительству компаниями 57 новых установок по улучшению качества: по гидроочистке, риформингу, алкилированию и изомеризации (табл. 1). Модернизация заводов с целью выполнения требований регламента в первую очередь связана с увеличением доли процессов, улучшающих качество нефтепродуктов. А углубляющие процессы отошли на второй план, их внедрение отодвинулось на более отдаленную перспективу.(5)
Табл. 1. Ввод установок, повышающих качество нефтепродуктов, до 2020 г.
Для увеличения глубины переработки нефтяного сырья запланировано построить около 30 установок и несколько реконструировать (табл. 2). Среди процессов, позволяющих, наряду с углублением нефтепереработки, получать качественные компоненты топлив, в основном два типа процессов – каталитический крекинг (высокооктановый компонент бензинов, сырье для нефтехимии) и гидрокрекинг (высокооктановые компоненты автобензинов с низким содержанием серы, низкозастывающие Д. Т. с ультранизким содержанием серы и авиакеросин). (6)
Для увеличения доли высококачественных нефтепродуктов в экспортируемой товарной продукции необходимо осуществить коренную модернизацию действующих НПЗ и построить новые, прежде всего экспортно-ориентированные нефтеперерабатывающие и нефтехимические комплексы на терминалах магистральных нефтепроводов в пограничных и приморских центрах. Такие комплексы запланированы. Часть из этих проектов находится на стадии реализации. Значительный объем работ по модернизации осуществляет ОАО «НК «Роснефть» на принадлежащих ей НПЗ. Ведется строительство Туапсинского НПЗ, планируется построить НПЗ в Приморске и Грозном.
2. Применение гидродинамического оборудования для интенсификации технологических процессов нефтепереработки
Интенсификация производственных процессов направлена на их экономической эффективности в результате их целенаправленного влияния на производительность оборудования, сокращение затрата материалов и энергии, улучшение качества продукции, снижение затрата труда и повышение эффективности управления.
q Сокращение продолжительности и увеличение производительности процессов и энергозатрат;
q Улучшение получения продуктов со свойствами, не достижимыми по традиционной технологии ;
q Уменьшение габаритов аппаратов и расходов материалов на их изготовление;
Преобразование качественных характеристик мазута в гидродинамических устройствах.
Улучшение энергетических и экологических показателей теплоэнергетических комплексов в основном достигается за счет улучшения качества топлива, усовершенствования процессов горения топлива. Основными факторами, определяющими ценность топлива, является его теплотворная способность, определяемая количеством тепла, выделяющегося при полном сгорании единицы массы топлива, физическими свойствами рабочего тела, содержанием вредных примесей в продуктах сгорания. Одним из наиболее радикальных средств повышения эффективности работы теплоэнергетических установок является улучшение качественных характеристик топлива, позволяющих интенсифицировать процесс горения, получить от единицы массы топлива большее количество энергии. Особые трудности по оптимизации процесса сгорания возникают при использовании в дизельных двигателях, котлоагрегатах высоковязких мазутов, получаемых из остаточных фракций нефтепереработки. В мазуте, как конечном продукте нефтепереработки, сосредотачиваются наиболее тяжелые компоненты углеводородов, продукты термического крекинга, окисления, полимеризации, коксования; балласт-негорючая часть, состоящая из минеральной массы, металлов, золы, механических примесей. В процессе крекинга остаточные продукты обедняются водородом, что приводит к снижению теплотворной способности, жаропроизводительности мазута. Качество мазута начинает ухудшаться сразу после завершения крекинга нефти, во время транспортировки, при длительном хранении в емкостях; мазут окисляется, полимеризуется, насыщается биологическими организмами, обводняется; вследствие химических реакций углеводороды мазута превращаются в твердые, выпадающие в осадок продукты. Опыт эксплуатации дизелей на тяжелых сортах топлива Соединения, входящие в состав остаточных нефтяных топлив, асфальтенов, смол, желеобразных сгущений, имеют длинные, развитые молекулярные цепи, с невысокой стабильностью связей С – С, которые могут быть разорваны под воздействием высокочастотных колебаний, термического подогрева, за счет массообменных процессов между слоями обрабатываемой среды.
Термодинамическая устойчивость углеводородов понижается с повышением температуры, с увеличением молекулярной массы, времени пребывания обрабатываемого потока в области высокочастотных колебаний, интенсивности кавитационных процессов, градиента изменения давления в зоне химических реакций, площади поверхности фазовых переходов.
В гомогенизаторах, изготавливаемой ЦЭТ «Гидротопливо» установки УКДГ-89М, с контролируемой интенсивностью кавитационных процессов, с обработкой высоковязкого топлива на энергетическом уровне фазовых превращений; углеводородные молекулы расщепляются на более легкие, активные радикалы, обуславливающие кардинальное улучшение основных, качественных характеристик, топлива. (1)
После разрушения высокочастотными акустическими колебаниями длинных углеводородных молекул, образовавшиеся легкие активные радикалы интенсивно перемешиваются вихревым потоком в объеме обрабатываемой среды, вступают в реакцию с молекулами водорода, остаточных углеводородных фракций.
После обработки мазута М-100 в гидродинамических устройствах установки УКДГ-89М, на энергетическом уровне фазовых превращений, вязкость уменьшалась в 4,5 раза, плотность на 3% /соответственно объем мазута увеличивался также на 3%, / температура вспышки снижалась в среднем на 30%, конгломераты остаточных фракций измельчались до размерного ряда частиц 1 -5 мкм. Происходящие изменения физико-химической структуры мазута М-100 можно было наблюдать визуально, сравнивая отобранные пробы.
Необработанный мазут М-100 в емкости с отобранной пробой застывал при температуре +35 єС, имел вязкую, консистентную структуру, модифицированный же мазут, при данной температуре, свободно плескался в емкости, легко стекал с пробной палочки. Смесь топлив приготовленная на базе 30% мазута Ф-5 и дизельного топлива после обработки в установке имела вязкость меньшую чем у необработанного дизельного топлива.(2)
Комплект гидродинамических устройств может размещаться в топливных системах энергетических установок фрагментарно, действует от энергии потока штатных насосов топливной системы. В этом случае применяется система управления подводом смешиваемых компонентов аналогичная используемой в установке УКДГ-89М. Управление потоком топлива поступающего к смесителям осуществляется посредством штатных элементов топливной системы энергетической установки.
Обработка дизельного топлива в гомогенизаторе-смесителе вихревом установки УКДГ-89М, при пониженной температуре окружающей среды.
Дизельное топливо содержит растворенные парафиновые соединения, которые при пониженной температуре кристаллизуются, с объединением кристаллов, в объеме топлива образуется кристаллическая решетка, препятствующая движению топлива в трубопроводах, прохождению топлива через фильтры двигателей. С понижением температуры, в летнем дизельном топливе начинается процесс помутнения уже при температуре 0 0С – + 3 0С, при температуре – 10 0С топливо теряет подвижность.
В процессе обработки дизельного топлива в ультразвуковом, интенсивном авиационном поле вихревого потока, парафиновые углеводородные соединения расщепляются на легкие, растворенные газовые фракции, активные радикалы. После модификации молекул углеводородов кристаллизация, повышение вязкости в обработанном дизельном топливе прекращается. Гомогенизатор-смеситель вихревой является эффективным теплогенератором, прокачивание топлива через его рабочие органы, позволяет повышать температуру в емкости для хранения дизтоплива, и соответственно, предотвращать кристаллизацию парафиновых соединений.
Рис 1. Комплект гидродинамических устройств для смешивания, гомогенизации топлив.
Применяется на нефтебазах, на судах бункеровщиках для приготовления гомогенизированных топливных смесей.
Заключительной стадией технологического процесса приготовления питательной воды для паровых котлов является удаление растворенных в ней агрессивных газов, в первую очередь кислорода, а также углекислоты, вызывающих коррозию металла теплосиловых установок. Кислородная коррозия является наиболее опасной, так как она проявляется на отдельных участках поверхности металла в виде небольших язвин и развивается в глубину металла вплоть до образования сквозных свищей. Для современных паровых котлов большой паропроизводительности даже самая незначительная концентрация растворенного в питательной воде кислорода может быть причиной нарушения нормальной работы и выхода из строя отдельных элементов их, из которых в первую очередь обычно подвергается коррозии экономайзер. Таким образом, для обеспечения надежной эксплуатации современных паровых котлов необходимо стремиться к практически полному отсутствию в питательной воде растворенного кислорода.
Гидродинамические интенсификаторы технологических процессов нефтепереработки (ГИТПН).
В рабочих органах интенсификаторов, вследствие, ультразвукового, кавитационного, термического воздействия, фазовых превращений вещества в вихревом несущем потоке, молекулярная структура нефтепродуктов, кардинально изменяет свои свойства. В результате фазовых превращений, деструктивного воздействия, длинные молекулы углеводородов расщепляются на более короткие газовые фракции С2 – С5, легкого дистиллятного топлива С8 – С10, дизельного топлива С15. Вновь образовавшиеся активные радикалы, свободные электроны вступают в химические реакции, взаимодействие с молекулами углеводородов, ускоренно расширяя область реакции в объеме потока. Радикалы, имеющие более сложное строение, распадаются на более простые, ускоряют реакционные процессы крекинга нефти.(3)
Анализами, проведенными после обработки мазута М-100 в интенсификаторе, при температуре подогрева 90°С, было установлено, что отобранные пробы топлива насыщены пузырьками газовых фракций, соединениями дизельного топлива, вязкость мазута, вследствие, осуществления фазовых превращений, уменьшилась со 120 сСт до 25 сСт т. е. в 4,5 раза, плотность на 3%, температура вспышки снизилась на 30%, дисперсность остаточных фракций топлива находится в пределах размерного ряда 1-5 мкм. Таким образом, следует констатировать, что в интенсификаторе технологических процессов нефтепереработки, крекинг сырья осуществляется ещё до его поступления в реакционные колонны, в которых затем остаётся произвести только окончательную корректировку свойств нефтепродуктов, распределить выделившиеся фракции по точкам отбора.(4)
Предварительная деструкция конгломератов тяжелых фракций позволяет резко замедлить в процессе крекинга коксообразование, снизить температуру застывания мазута, ускорить динамику расщепления тяжелых молекул углеводородов, увеличить до 90% содержание светлых газойлевых фракций, повысить качество нефтепродуктов, сократить время технологических процессов. Энергозатраты на реализацию технологических процессов нефтепереработки, с применением интенсификатора, значительно снижаются, в ректификационных колоннах уменьшается температура крекинга, одновременно резко улучшаются экологические характеристики окружающей среды. Оборудование устанавливается в технологическую схему процесса крекинга на участке подвода сырья в реакционную печь, а также на линии возврата мазута для его повторной обработки в вакуумной колонне. Геометрические размеры, производительность интенсификаторов – ГИТПН рассчитываются в зависимости от параметров состояния потока обрабатываемого сырья. На фото интенсификатор, производительность 250 м3/ч.
Применение разработанной технологии позволяет увеличить отбор светлых нефтепродуктов. Оборудование устанавливается в технологическую схему процесса крекинга на участках подвода сырья, на входе потока в вакуумную колонну, а также на линии возврата мазута для его повторной обработки в вакуумной колонне. Геометрические размеры, производительность интенсификаторов ГИТПН рассчитываются в зависимости, от объема, параметров состояния потока обрабатываемого сырья. Производительность одного комплекта интенсификатора, 250 м3/ч.
Принципиальная схема висбрекинга нефти с применением аппарата «ГИТПН»
Применение данной технологии позволит значительно сократить энергетические затраты на осуществление крекинга нефти, повысить качество нефтепродуктов, увеличить в готовой продукции содержание светлых фракций до 90%, сократить время технологических процессов переработки нефти, предотвратить интенсивное отложение кокса на поверхности змеевиков реакционных печей, катализаторов, в ёмкостях хранения нефтепродуктов.
Комплект универсального гидродинамического оборудования. После изготовления, оборудование используется для обработки различных жидких сред, может быть настроено, без изменения геометрических размеров, конструкционных решений, на работу в системах с производительностью в диапазоне от 50 до 250 м3/ч. Оборудование, обладает многофункциональными свойствами, применяется в производственных процессах в качестве:
Ь гомогенизаторов-смесителей, в процессах смешивания, компаундирования, модификации качественных характеристик топлива, в составе оборудования нефтебаз, на судах бункеровщиках;
Ь интенсификаторов, в технологических процессах нефтепереработки;
Ь гомогенизаторов – смесителей, в процессах приготовления водно-топливных эмульсий в составе топливных систем мощных дизельных двигателей, котельных агрегатов, газовых турбин;
Ь теплогенераторов в системах отопления, подогрева топлива в емкостях нефтебаз, в топливных системах энергетических установок;
Ь для обеззараживания питьевой воды, в системах водоснабжения, балластной воды в емкостях танкеров;
Применяется в системах топливоподготовки, в топливных системах судовых дизелей, газовых турбин. В многофункциональном топливном модуле реализуются процессы:
Ь модификации качественных характеристик углеводородных топлив, осуществляемой в режиме фазовых переходов;
В гидродинамических устройствах топливного модуля, снабженных средствами управления параметрами состояния взаимодействующих потоков, интенсивностью высокочастотных колебаний, процесс обработки топлива выводится на режим фазовых переходов, с преобразованием тяжелых углеводородов в газовые, легкие, средне – дистиллятные фракции. Условия для осуществления фазовых переходов создаются в ходе разрушения конгломератов асфальтенов, расщепления высокомолекулярных углеводородов, с образованием активных радикалов, развитием термохимических реакций, ускоряющихся по мере повышения температуры, интенсификации высокочастотных колебаний, в турбулентном вихревом потоке. Вследствие конверсии исходного топлива, в газойлевые фракции, вязкость исходного топлива снижается в 4,5 раза, температура вспышки уменьшается на 30%, плотность топлива на 3-4%. (5)
Использование топлива с улучшенными характеристиками качества, повышает степень дисперсности капель топлива в камере сгорания дизелей, сокращает время подготовки топлива к воспламенению, ускоряет процесс сгорания. С переводом работы судовых дизелей на ВТЭ, приготовленную в топливном модуле МФТМ-07, расход топлива также как и при использовании установок УКДГ – 89М, сокращается на 12-15%, в котлоагрегатах на 8-10%. Нагарообразование на деталях цилиндро-поршневой группы дизелей, газовыпускном тракте, газовых турбинах, поверхностях нагрева котлоагрегатов практически прекращается. Значительно уменьшаются затраты, на обслуживание, ремонт энергетических установок, сокращаются вредные выбросы с уходящими газами.
Многофункциональный модуль содержит: многофункциональное гидродинамическое устройство, кавитационный смеситель, гидроструйный смеситель, автоматический регулятор для управления подачей смешиваемых компонентов, редукционно-дозирующее устройство, счетчики-расходомеры подачи топлива, воды, электронасосный агрегат НМШ5-25-4.0/10Б, контрольно-измерительные приборы, запорно-клапанную арматуру.
Многофункциональное гидродинамическое устройство типа МГУ-07. Применяется в качестве: гомогенизатора-смесителя, самоочищающегося многоступенчатого сепаратора топлива, термохимического реактора, дегазатора топлива. Топливо поступает в сепаратор после завершения процесса гомогенизации, с измельченной структурой конгломератов асфальтенов, смол, сгустков полимеров, тяжелых фракций нефтеостатков. Такая последовательность процесса дает возможность сократить на 3% потери горючей части топлива, уменьшить количество шлама в емкостях для сбора нефтеостатков.
Гомогенизатор-смеситель вихревой каскадный ГСВК-4. Гомогенизатор предназначен для модификации качественных характеристик высоковязкого топлива, приготовления стабильных топливных смесей, может применяться для обработки других жидкостей, приготовления суспензий, растворов.
Гомогенизатор снабжен средствами для регулирования интенсивности массообменных процессов в обрабатываемых жидкостях, в пределах изменения объема их подачи в рабочие органы, от 2 до 10 м3/ч, что позволяет получать конечные продукты с заданными характеристиками качества. Средства регулирования создают возможность концентрации и рационального распределения энергии в объеме гидродинамического потока, что обуславливает стабильность технологических процессов и соответственно качественных характеристик изготавливаемой продукции.
Гомогенизатор может быть использован в качестве эффективного подогревателя топлива и соответственно теплогенератора в системах отопления жилых, производственных помещений.
3. Технология обработки углеводородных топлив, приготовления водотопливных эмульсий в гидродинамических устройствах
Известен способ приготовления водотопливной эмульсии, включающий подогрев обводненного топлива, его сепарацию и гомогенизацию под действием центробежных сил в вихревом аппарате и последующую фильтрацию и стабилизацию путем ввода в полученное топливо подогретых депрессионных присадок. Топливная эмульсия, полученная этим способом, имеет недостаточно высокое качество, т. к. проходит одностадийную обработку в вихревом аппарате, и присадки в нее вводятся после основной обработки.
Известна двухстадийная обработка водотопливной эмульсии при ее приготовлении, включающая подачу воды и топлива на смешение и начальную обработку в насосе низкого давления с получением грубодисперсной эмульсии на его выходе; последующую подачу эмульсии на стадию окончательной обработки путем диспергации и гомогенизации за счет создания высокоскоростных потоков распыливаемой эмульсии в многосекционном насосе высокого давления, связанном с аккумулятором давления – диспергатором. Однако такая двухстадийная обработка не позволяет получить эмульсию с высокой степенью гомогенизации компонентов.
Наиболее близким к предлагаемому является способ приготовления микроэмульсий, в частности жидких топлив, таких как углеводородные топлива с дополнительными жидкостями, например водой. Способ включает стадии предварительной механической обработки дополнительной жидкости (воды) пропусканием ее через коридор высокого давления; подачи обработанной дополнительной жидкости и топливной жидкости на смешение и обработку в устройстве механической кавитации (сжатием – расширением) с получением предварительно обработанной промежуточной эмульсии; последующей гомогенизации промежуточной эмульсии в устройстве объединенного действия механической кавитации и электромагнитного воздействия, и окончательной гомогенизации полученной жидкости в устройстве механической кавитации до получения топливной эмульсии высокой степени диспергации и гомогенизации.
Такой способ отличается повышенной сложностью, т. к. требует сначала предварительной обработки дополнительной жидкости (воды), затем по меньшей мере трехстадийной кавитационной обработки смеси, одна из которых выполняется с использованием дополнительного электромагнитного воздействия. Кроме того, способ требует подачи на обработку исходных компонентов смеси только высокой чистоты, обеспечивающей требуемое качество полученных эмульсий.
Ь уменьшение стадий кавитационной обработки водотопливной эмульсии без ухудшения степени ее гомогенизации;
Ь возможность подачи на обработку компонентов любой степени чистоты;
Ь расширение спектра применения получаемых эмульсий за счет введения в процесс обработки целевых добавок и присадок;
Ь утилизация тепла получаемой горячей эмульсии направлением его на подогрев исходного жидкого топлива.
Поставленные задачи решаются тем, что при получении водотопливной эмульсии, включающем подачу жидкого топлива и дополнительной жидкости или воды на смешение и начальную обработку путем эмульгирования в статическом кавитационном устройстве с получением промежуточной эмульсии и окончательную ее гомогенизацию в гидродинамическом кавитационном устройстве, предлагается в качестве жидкого топлива использовать углеводородное сырье любой степени чистоты, после получения промежуточной эмульсии выполнять ее очистку и для окончательной гомогенизации в качестве гидродинамического кавитационного использовать многосекционное устройство, каждая секция которого имеет ротор и статор. При этом очистку промежуточной эмульсии выполняют путем ее циркуляции, сепарации и отделения воды и загрязняющих примесей. Перед окончательной обработкой очищенной промежуточной эмульсии в нее вводят дополнительные добавки и присадки целевого назначения. А также выполняют подогрев исходного жидкого топлива, подаваемого на смешение, за счет тепла получаемой горячей эмульсии через посредство теплообменника, установленного на выходе получаемой эмульсии.
Таким образом, предлагаемый способ приготовления высококачественных ультрадисперсных микроэмульсий включает только две стадии кавитационной обработки при использовании высокоэффективных кавитационных устройств специальных конструкций. Смешение и первичная обработка любого жидкого углеводородного сырья с промывочной жидкостью или водой производится в статическом кавитационном устройстве, и тонкая гомогенизация эмульсии выполняется многократно при прохождении через множество секций, каждая из которых имеет ротор и статор, при этом ротор каждой секции выполняет роль засасывающего насоса. Обеспечиваемая устройствами кавитационная обработка производит не только тонкую диспергацию и гомогенизацию компонентов жидкой среды, но и создает условия для выделения большого количества тепла, улучшающего обработку, а также интенсифицирует химические процессы, приводящие к активации частиц топлива, влияющей на его более длительную стабилизацию. Этим процессам также способствует очистка компонентов топлива после первичной обработки смеси в статическом кавитаторе.(1)
В предлагаемой конструкции устройства, обрабатываемая жидкость, подаваемая во входные патрубки с двух сторон, засасывается роторами-насосами за счет действия системы диффузор-конфузор и после обработки в одной паре секций поступает в каждую последующую пару секций до выхода из центральной секции, т. е. устройство гомогенизации само служит центробежным насосом и не требует дополнительных нагнетающих устройств. При прохождении жидкости через секции создается кинетическая энергия, которая в результате периодического перекрывания диффузоров роторов и конфузоров статоров создает кавитацию, преобразующую механическую энергию в несколько видов энергии: в тепловую с нагреванием среды, в энергию гидродинамического удара, производящую диспергацию и гомогенизацию среды, в энергию химического взаимодействия компонентов жидкой среды, производящую активацию частиц. Наличие множества диффузоров ротора и конфузоров статора в каждой секции позволяет значительно увеличить интенсивность обработки, и условие равенства числа диффузоров и конфузоров дает возможность создать импульс гидродинамических ударов и движения среды с высоким и крутым фронтом.(2)
Встречно-направленное расположение пар секций, с одной стороны, позволяет увеличить интенсивность обработки за счет встречно-направленного движения жидкости в центральной секции, а с другой стороны, компенсировать действие осевых сил встречно-направленных потоков и исключить осевое смещение вала и, следовательно, повысить надежность конструкции.
Изобретения поясняются прилагаемыми чертежами, где2 на фиг.1 показана технологическая схема процесса приготовления водотопливной эмульсии; на фиг. 2 – осевой разрез статического кавитационного устройства; на фиг.3 – торцевой разрез по А-А статического устройства; на фиг.4 – торцевой разрез по Б-Б статического устройства; на фиг.5 – осевой разрез гидродинамического кавитационного устройства с фрагментом бокового вида центральной секции; на фиг. 6 – торцевой разрез по А-А гидродинамического устройства. (3)
Технологическая схема процесса приготовления водотопливной эмульсии
Способ получения водотопливных эмульсий осуществляется с помощью установки (фиг. 1), включающей емкость 1 для жидкого топлива (углеводородного сырья, такого как нефть, солярка, бензин, мазута, отходы нефтепереработки и т. п. ) и емкость 2 для дополнительной жидкости или воды. Из емкости 1 загрязненное топливо через насос-дозатор 3 и кран 4 поступает на вход в статическое кавитационное устройство 5, в которое на другой вход поступает дополнительная (промывочная) жидкость или вода из емкости 2. В устройстве 5 осуществляется смешение поданных компонентов и их начальная кавитационная обработка – эмульгирование. Полученная эмульсия через кран 6 поступает в циркуляционную емкость 7, в которой происходит отделение очищенной эмульсии в циркуляционном потоке, при этом осаждающаяся часть неочищенной эмульсии из средней части емкости 7 поступает на повторную обработку, возвращаясь в емкость 1 через кран 8, а очищенная эмульсия из верхней части емкости 7 через кран 9 поступает в центробежный сепаратор 10, окончательно отделяющий примесные компоненты. Очищенная эмульсия через кран 11 поступает в смеситель 12, в который из емкостей 13 и 14 через дозаторы 15 и 16 соответственно подаются такие необходимые добавки и присадки, как стабилизаторы, антифризы и др. Из смесителя 12 промежуточная эмульсия с необходимыми добавками и присадками через кран 17 поступает на окончательную обработку – гомогенизацию в гидродинамическое многосекционное кавитационное устройство 18, в котором осуществляется смешение эмульсии с добавками, активация, нагрев до 50-60oС, диспеграция и усреднение всех компонентов и окончательная гомогенизация эмульсии.(4)
Необходимая степень гомогенизации и требуемое качество эмульсии достигается рециркуляцией обрабатываемой эмульсии в смесителе 12 через линию с краном 19. Готовая водотопливная эмульсия через кран 20 и теплообменник 21 поступает на выход готового продукта либо непосредственно на потребление, либо в накопительную емкость. При этом исходное композиционное сырье может подаваться в емкость 1 через теплообменник 21 (для предварительного подогрева) по отводящей линии 22.
Статическое кавитационное устройство 5 (фиг.2) включает в себя: входной патрубок 23 для подачи жидкого топлива, цилиндрический корпус 24 вихревой камеры, помещенный в месте ввода входного патрубка 23, имеющий в одной торцевой стенке кольцевую прорезь 25, корпус 26 устройства в виде трубы, причем корпус 24 закреплен на торце корпуса 26; цилиндрическую перегородку 27, введенную в корпус 26 устройства соосно, внешний кавитатор 28, образованный пластинами, скрепленными звездообразно и вставленными в пространство между корпусом 26 устройства и цилиндрической перегородкой 27 с образованием каналов для прохода жидкой смеси в одном направлении; внутренний кавитатор 29, также образованный звездообразно скрепленными пластинами, вставленными внутрь и закрепленными на внутренней окружности (стенке) цилиндрической перегородки 27 с образованием каналов прохода жидкой смеси в обратном направлении; отражатель 30 потока с конусообразным выступом, установленный в торце корпуса 26 напротив кавитаторов. По оси отражателя 30 установлен вводной патрубок 31, служащий отдельным вводом для подачи дополнительной жидкости или воды на смешение с топливом и совместную кавитационную обработку. В части цилиндрической перегородки 27, выходящей в корпус вихревой камеры, выполнены по окружности циркуляционные отверстия 32, связывающие вихревую камеру с внутренним пространством цилиндрической перегородки 27. Выходной патрубок 33, являющийся частью цилиндрической перегородки 27, выступает наружу из корпуса 24 вихревой камеры. Направление потоков жидкой смеси в устройстве показано стрелками.(5)
Статическое кавитационное устройство работает следующим образом.
Жидкое топливо поступает под давлением Р00,5 МПа от действия насоса (не показан) во входной патрубок 23, где давление жидкости преобразуется в увеличение скорости ее течения и жидкость поступает в корпус 24 вихревой камеры, который имеет несколько больший диаметр, чем корпус 26 устройства, где она приобретает вращательное движение и через кольцевую прорезь 25 в торцовой стенке корпуса 24 поступает в пространство между корпусом 26 и цилиндрической перегородкой 27 в каналы внешнего кавитатора 28, на выходе из которого попадает на отражатель 30 с изогнутой поверхностью и конусообразным центральным выступом.
Под действием разрежения в центральной части отражателя, создаваемого вихревым потоком, через ввод – патрубок 31 вводится дополнительная жидкость или вода.
Отражатель 30 направляет поток всех компонентов во внутренний кавитатор 29, пройдя через каналы звездообразных пластин которого, смешанная, диспергированная и эмульгированная жидкость направляется в выходной патрубок 33, которым служит выступающая из корпуса 24 часть цилиндрической перегородки 27. При движении на выход часть жидкости перетекает через циркуляционные отверстия 32 в корпус 24 вихревой камеры, что дает возможность направлять ее на повторную обработку для более тщательной диспергации.(6)
Осевой разрез гидродинамического кавитационного устройства с фрагментом бокового вида центральной секции
Устройство 18 гомогенизации эмульсии (фиг.5) содержит корпус 34, включающий торцевые крышки 35 и наружные элементы 36 секций, соединенных друг с другом (стянутых) болтами 37. Корпус 34 имеет два входных патрубка 38, 39 с двух сторон, один из которых (патрубок 38) соединен со свободной полостью, служащей входной камерой 40, а другой – (патрубок 39) соединен с входной камерой 41. Многосекционный корпус помещен в кожух 42, в котором размещены пары секций встречно-направленно к одной центральной секции, при этом встречно-направленных секций может быть несколько пар. Секции включают в себя наружные элементы 36, на которых установлены статоры 43 секций одной стороны и статоры 44 секций другой стороны устройства, при этом статоры установлены с возможностью радиального смещения (для самоцентрирования роторов и статоров). Внутри статоров 43 секций одной стороны размещены вращающиеся на валу 45 роторы 46 и внутри статоров 44 секций другой стороны размещены роторы 47. Статоры 43 секций одной стороны и 44 – другой стороны имеют конфузоры 48, а роторы 46 – одной стороны и 44 – другой стороны имеют диффузоры 49, причем число диффузоров роторов равно числу конфузоров статоров. Центральная секция имеет статор 50 с конфузором 51 и с двухсторонним входом ротор 52 с диффузором 53. Сбоку центральной секции из нее через отверстие в корпусе 34 и кожух 42 выведен боковой выходной патрубок 54, служащий выходным патрубком устройства 18 гомогенизации. Входные патрубки 38 и 39 соединены трубопроводом 55, имеющим регулировочный кран 56.(7)
Гидродинамическое устройство гомогенизации эмульсии работает следующим образом.
Обрабатываемая эмульсия подается в один из входных патрубков и поступает через входные патрубки 38 и 39 в свободные полости – входные камеры 40 и 41 с двух сторон устройства, где приобретает вращательное движение и засасывается центробежными колесами – роторами 46 и 47, ускоряется и после кавитационной обработки в системах диффузоров 49 роторов и конфузоров 48 статоров встречно-направленных секций подается во входы с двух сторон центрального ротора 52, в котором эмульсия, в очередной раз ускоряясь, проходит через систему диффузор 53 – конфузор 51 центральной секции и поступает в боковой выходной патрубок 54 устройства. Кавитационная обработка в одной или нескольких (для усиления обработки) встречно-направленных парах секций и в центральной секции производит тонкую гомогенизацию топливной эмульсии, нагрев до 50-60oС и активацию, обеспечивающую длительное хранение эмульсии без расслоения.(8)
Например, предлагаемым способом с помощью описанных устройств была получена эмульсия летнего дизельного топлива с содержанием воды 24% и с эмульгатором ОП-7 (концентрация 0,2 вес.%), имеющая следующие свойства:
Ь устойчивость, ч (по ГОСТ 6243-64) – 240 (расслоения не обнаружено); – 420 (расслоение 5%);
Ь Полученная эмульсия позволяет сократить расход топлива до 15% при применении в качестве эмульгатора мазута М 100 (5-10%).
Для решения стратегических задач по развитию нефтепереработки России необходимо усиление роли государства, прежде всего в части жесткого контроля за реализацией основных положений техрегламента на нефтепродукты; совершенствование таможенного и налогового регулирования нефтепереработки с целью стимулирования производства нефтепродуктов с высокими потребительскими свойствами и углубления переработки нефти; а также обеспечение производства высокотехнологичной продукцией за счет внедрения новых инновационно-направленных российских разработок.
1.Пат. 2202406. Способ приготовления водотопливной эмульсии. Баев Владимир Сергеевич, Нецветаев Александр Глебович. — Опубл. 12.01.2001; Бюл. № 20.
4. Пат. 93047039 А МПК 6 F17D1/16 Способ уменьшения вязкости нефтей и нефтепродуктов // Петросян Ф. Н., Друян Ю. И., Потраков
Современный состав технологических процессов нефтепереработки в РФ. Характеристика исходного сырья и готовой продукции предприятия. Выбор и обоснование варианта переработки нефти. Материальные балансы технологических установок. Сводный товарный баланс.
Проблемы переработки нефти. Организационная структура нефтепереработки в России. Региональное распределение нефтеперерабатывающих предприятий. Задачи в области создания катализаторов (крекинга, риформинга, гидропереработки, изомеризации, алкилирования).
Характеристика технологических процессов пищевой промышленности: ферментации, тепловой обработки, обезвоживания и дистилляции. Исследование специфики подбора оборудования. Изучение структуры пищевого предприятия и задач управления данным предприятием.
Основные понятия о технологических процессах прокатного и кузнечнопрессового производства. Структура и элементы технологических процессов прокатного и кузнечнопрессового. Классификация технологических процессов. Оборудование. Оснастка. Изделия.
Изучение технологических параметров обрабатываемого сырья и характера воздействия технологических процессов и оборудования на продукт. Меню и технология приготовления блюд. Технико-технологические карты на блюда. Посуда, инвентарь, оборудование.
Основные виды тары-оборудования, их краткая характеристика. Сравнительные преимущества, недостатки и предпочтительные сферы применения различных видов тары-оборудования. Основные направления интенсификации и рационализации процессов транспортировки.
Направления рационального использования электроэнергии. Материальный и энергетический балансы технологических процессов. Процессы термической переработки топлив. Классификация химических волокон. Характеристика оборудования, станочного приспособления.
Технология переработки компонентов природного газа и отходящих газов С2-С5 нефтедобычи и нефтепереработки в жидкие углеводороды состава С6-С12. Особенности расчета технологических параметров ректификационной колонны, ее конденсатора и кипятильника.
Типы производства, формы организации и виды технологических процессов. Точность механической обработки. Основы базирования и базы заготовки. Качество поверхности деталей машин и заготовок. Этапы проектирования технологических процессов обработки.
Три вида исходной информации при разработке технологических процессов: базовая, руководящая и справочная. Выполнение рабочего чертежа детали. Тип производства и методы изготовления изделий при разработке технологических процессов с применением ЭВМ.
Http://knowledge. allbest. ru/manufacture/2c0a65635a3ac79b5c43b89521316c26_0.html
1 3 (03)/2010 тема номера: Оборудование для нефтепереработки В номере: Контрольная сборка корпуса новой реакторной установки ВВЭР-1200 для Нововоронежской АЭС-2 прошла успешно.5 Компания «РЭП Холдинг» создает уникальную российскую индустриальную турбину «Ладога-РП» класса 32 МВт Российская криоиндустрия обладает достаточным потенциалом, чтобы снова стать одним из мировых лидеров ERIELL Group: передовой международный опыт нефтесервисных услуг опирается на современное российское буровое оборудование
3 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / Национальная основа модернизации Для российской нефтепереработки тема модернизации производства актуальна сегодня, как, наверное, еще никогда за всю ее историю. C совершенствованием технологий очистки и переработки нефти буквально на глазах растут объемы извлекаемых из «черного золота» ресурсных благ со все более высокими качественными характеристиками. При этом требования к оборудованию для переработки, в том числе исходящие из все более жестких экологических стандартов, также постоянно растут. Государство обозначило конкретные безоговорочные рамки поэтапного перехода отрасли на выпуск моторных топлив, соответствующих конкретным евростандартам. Изменение стратегии развития нефтепереработки влечет за собой неизбежное кардинальное переоборудование отечественных НПЗ. Оборудование требуется технологически новейшее и оборудования требуется много. И, безусловно, позитивно, что у российского тяжелого машиностроения по широкому спектру запросов отрасли есть свои убедительные ответы. Отечественные машиностроители готовы обеспечить создание практически всей линейки необходимого для модернизации НПЗ оборудования, за исключением тех составляющих, производство которых международные компании-лицензиары оставляют за собой. Однако сути это не меняет: модернизацию российской нефтепереработки мы реально можем провести, опираясь на национальное машиностроение. И что важно: размещение заказов на оборудование для отечественных НПЗ на отечественных же машиностроительных предприятиях даст экономике страны серьезный мультипликативный эффект. И это действительно хороший повод порадоваться за обе отрасли одновременно. Редакционная коллегия «Объединенное машиностроение» 3 (03) / 2010 год Профессиональный журнал о тяжелом машиностроении Журнал «Объединенное машиностроение» зарегистрирован Федеральной службой по надзору в сфере связи, информационных технологий и массовых коммуникаций (Роскомнадзор) Свидетельство о регистрации: ПИ ФС от 17 марта 2010 года Учредитель ЗАО «Управляющая компания Стратегические активы» Редакционный совет: Ф. М. Канцеров В. И. Фейгин И. П. Сорочан В. С. Шевченко Е. И. Борисов Р. А. Урусов А. И. Ильиных С. В. Грищенко Руководитель проекта О. А. Хроленко Издатель ООО «Редакция газеты «Промышленный еженедельник» Главный редактор В. В. Стольников Заместители главного редактора Е. В. Парамонова Д. А. Кожевников Ответственный секретарь А. А. Терехова Помощник главного редактора Ю. В. Гужонкова Руководитель дизайн-группы А. Н. Зиновьев В номере использованы фотоматериалы ИТАР-ТАСС, Фотохроники ТАСС, пресс-служб предприятий Группы ОМЗ, редакции «Промышленного еженедельника», а также информационные материалы предприятий Группы ОМЗ и информагентств Адрес редакции: , Москва, ул. Правды, дом 21 Тел.: (495) , Факс: (499) Е-mail: Адрес для корреспонденции: , Москва, а/я 29 Журнал отпечатан в типографии ООО «ОИД «Медиа-Пресса» , Москва, ул. Правды, дом 24 Номер заказа: Тираж: 5000 экз. Полное или частичное воспроизведение или тиражирование каким бы то ни было способом материалов, опубликованных в журнале «Объединенное машиностроение», допускается только с письменного согласия учредителя. За содержание рекламных объявлений редакция ответственности не несет. 1
4 в номере: Буровые подняты «Уралмашзавод» представил продукцию заказчику 3 Перспективная турбина «Невский завод» применил технологии GE Oil & Gaz 4 Контрольная сборка Корпус реактора для Нововоронежской АЭС-2 5 Ижорская победа Тендер на поставку уникального оборудования 6 Контракт выполнен «Нафтан» получил шесть реакторов 7 Экологическая газоочистка Внедрение природоохранных технологий 7 Обзор предпочтений Отрасли требуется все больше оборудования 8 Модернизация НПЗ до Евро-5 Интервью с Валерием Викторовичем Ежовым 18 Начиная с керосина Российская история технологий 24 Готовы соответствовать Интервью с Игорем Павловичем Сорочаном 26 Недаром «Ладога» родная Интервью с Геннадием Ивановичем Локотковым 32 Индустрия глубокого холода Будущее важнейшей отрасли решается сегодня 38 С позиции международного опыта Интервью с Бахтиёром Шухратовичем Фазыловым 44 Адмиралтейские типажи Где и как ковали якоря для российского флота 50 2
5 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / Буровые для ERIELL Group Правильная линия «Уралмашзавод» завершает изготовление двух комплектных буровых установок 5000/320 ЭК-БМЧ для нефтесервисной компании ERIELL Group. Буровые установки были представлены заказчику на площадке контрольной сборки и испытания. 5000/320 ЭК-БМЧ это новое поколение буровых установок, предназначенных для кустового бурения на нефть и газ в районах Крайнего Севера. Их конструкция и комплектность обеспечивают высокую монтажеспособность, а также выполнение всех требований современных технологий бурения нефтяных и газовых скважин. В новой модели применены блочномодульная компоновка, возможность выбора оптимального режима бурения, частотно регули руемый привод переменного тока всех основных механизмов, новейшие системы контроля и управления бурением, экологически чистая циркуляционная система. Установка грузоподъемностью 320 т способна бурить скважины глубиной до 5 тыс. м. Сборка первого станка на контрольной площадке предприятия была произведена всего за три недели. Как отметил руководитель проекта контрольной сборки буровых установок Рамиль Романов, «никаких сбоев при подъеме не было, все прошло хорошо, на всю операцию ушло всего лишь 11 минут 40 секунд». Контракт с ERIELL Group предусматривает изготовление на «Уралмашзаводе» двух буровых установок «Уралмаш 5000/320 ЭК-БМЧ», обе они были запущены в производство в середине января этого года («Объединенное машиностроение» писало об этом). Самая ответственная часть работ по буровым установкам для ERIELL Group уже выполнена. Важно отметить, что сотрудничество между «Уралмашзаводом» и компанией ERIELL Group расщиряется. Так, 15 июля состоялась торжественная церемония подписания соглашения о поставках в годах десяти буровых установок «Уралмаш 5000/320 ЭК-БМЧ». Транснациональная компания ERIELL Group является одним из активно развивающихся участников мирового рынка нефтесервисных услуг. За последние годы ERIELL в несколько раз увеличила объемы работ и значительно расширила географию своей деятельности. Среди клиентов компании «Газпром», «Лукойл», «Роснефть», «ТНГ-Групп», «Сургутнефтегаз», «Газпром нефть», WAHA Oil Company (Ливия), National Oil Corporation (Ливия), «КазМунай – Газ» (Казахстан) и другие. На «Уралмашзаводе» введена в эксплуатацию новая линия для резки металлопроката на базе ленточнопильного станка «МЕВА 410А-3330». В проведенном тендере на поставку оборудования линии принимали участие пять компаний. В итоге предпочтение было отдано проекту фирмы «МЕВА» (Германия). Выбор был основан на выгодных условиях поставки и успешном уже шестилетнем опыте эксплуатации аналогичного станка. При этом часть оборудования новой линии была изготовлена на «Уралмашзаводе» по чертежам немецкой фирмы. Линия для резки металлопроката это комплекс оборудования, обеспечивающий резку профиля сечением от 410 до 700 мм, и длиной нарезаемых заготовок от 10 мм до 11,5 м. Ввод в эксплуатацию новой линии позволит обеспечить увеличение объемов производства завода. Корпуса статоров сибирским ГЭС Для Богучанской ГЭС и Саяно – Шушенской ГЭС «Ижорские заводы» изготовили 2 корпуса статоров гидрогенераторов. Вес каждого около 100 тонн, диаметр около 15 и высота около 4 метров. Контракт заключен с ОАО «Силовые машины» в декабре 2009 года. Всего «Ижорские заводы» должны изготовить для гидроэлектростанций 6 корпусов статоров: три для Саяно-Шушенской ГЭС и три для Богучанской ГЭС. Это первый корпус статора для Богучанской ГЭС и второй корпус статора для Саяно-Шушенской ГЭС (первый был отгружен в апреле текущего года). Также в рамках контракта «Ижорские заводы» изготовят для гидроэлектростанций остовы для роторов, верхние крестовины и другое оборудование. Срок выполнения контракта январь 2011 года. 3
6 К О Р О Т К О Металлоконструкции для автодорог Запуск индустриальной турбины 32 МВт Крупнейшее на Северо-Западе России предприятие, специализирующееся на дорожно-транспортном строительстве, ЗАО «ПО Возрождение» подписало контракт с «Ижорскими заводами» на поставку мостовых металлоконструкций для строительства автодорог. Ижорские металлоконструкции будут использованы в строительстве третьей очереди Западного скоростного диаметра: от транспортной развязки на пересечении с Богатырским проспектом до транспортной развязки на пересечении с автодорогой Е-18 «Скандинавия». Мостовые металлоконструкции представляют собой тяжелые балки длинной от 9 до 12 метров и весом от 32 до 45 тонн каждая. Общий вес изготовленных металлоконструкций составит 1480 тонн. Срок выполнения контракта ноябрь 2010 года. Это не первый контракт Ижорских заводов с ЗАО «ПО Возрождение»: предприятие уже изготовило и отгрузило в текущем году металлоконструкции для дорожного строительства на объекте «Реконструкция дороги М-20 Санкт-Петербург Киев» в створе Волхонского шоссе. Меморандум В Киеве генеральный директор ОАО ОМЗ И. П.Сорочан и президент ГП НАЭК «Энергоатом» Ю. А.Недашковский подписали меморандум о сотрудничестве в производстве высокотехнологического оборудования энергетического машиностроения. Стороны договорились о сотрудничестве по основным направлениям развития атомной энергетики. В частности, по сервисному обслуживанию действующего оборудования АЭС, организации и сопровождению производства отдельных видов продукции в машиностроительных подразделениях ГП НАЭК «Энергоатом». 4 В Санкт-Петербурге на «Невском заводе» прошел торжественный запуск газовой турбины, изготовленной ЗАО «РЭП Холдинг» по технологии GE Oil & Gas. В мероприятии приняли участие представители крупнейших нефтегазовых и машиностроительных предприятий России. Участники имели возможность в режиме реального времени наблюдать за всеми этапами запуска турбины на специально построенной площадке «Полигон». В рамках программы была проведена также презентация ГПА-32 «Ладога». На церемонии торжественного запуска было, в частности, отмечено, что до сегодняшнего дня индустриальных турбин подобного класса такой мощности в России еще не выпускалось. Новая турбина предоставляет новые возможности для нефтегазовых и добывающих предприятий, обеспечивая снижение издержек и решение задач переоснащения газотранспортной системы. В том числе для ОАО «Газпром», являющегося одним из ключевых потребителей ЗАО «РЭП Холдинг». На сегодняшний день между предприятиями действует контракт на поставку 19 таких агрегатов. Два агрегата уже установлены на компрессорных станциях «Грязовецкая» и «Вавожская». Комментируя запуск турбины, президент ЗАО «РЭП Холдинг» Геннадий Локотков заявил: «Мы сделали работу, о которой давно мечтали. Мы шли к этому результату четыре года, два с половиной из которых осваивали всю проектную документацию, переводили и русифицировали материалы, осваивали технологию, готовили и обучали людей. И вот сегодня мы начали серийный выпуск первой российской индустриальной турбины мощностью 32 МВт. Этот этап открывает нам длинную дорогу для совершенствования и развития, насыщения продуктовой линейки». Газоперекачивающий агрегат ГПА-32 «Ладога», созданный на основе лицензионной турбины MS5002E, отличает высокий для российских агрегатов промышленного типа КПД (36%), низкий уровень выбросов и значительный ресурс работы. Для реализации данного проекта была проведена полная реконструкция производственных мощностей «Невского завода», входящего в состав «РЭП Холдинга», осуществлено переоснащение всех технологических процессов новейшим современным оборудованием, подготовлены и обучены специалисты, построен уникальный испытательный стенд.
7 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / Контрольная сборка первого корпуса Нововоронежской АЭС-2 раторов, внутрикорпусного оборудования. Реакторная установка для НВАЭС-2 является головной установкой проекта АЭС-2006 и первым из 26 энергоблоков, строительство которых предусмотрено Федеральной целевой программой развития атомной энергетики. Проект АЭС-2006 разработан ОКБ «Гидропресс» в 2006 году. Создаваемый по нему реактор первый после почти двадцатилетнего перерыва в атомном машиностроении. Общий вес реактора составляет более 3500 тонн, диаметр корпуса 4,5 метра, длина 11,2 метра. Еще до контрольной сборки по завершении сварки корпуса реактора и компенсатора давления проведенный контроль качества сварных соединений показал, что все сварочные работы выполнены в полном соответствии с требованиями правил и норм изготовления оборудования для АЭС. Также еще летом этого года на «Ижорских заводах» были проведены гидроиспытания корпуса реактора, в ходе которых в корпусе реактора, в соответствии с «Программой и методикой гидравлических испытаний», было создано максимальное давление 24,5 МПа. Гидроиспытания показали прочность основного металла и сварных соединений. Резервуары в Сербию «Уралхиммаш» единственное российское предприятие, участвующее в проекте масштабной реконструкции нефтеперерабатывающего завода в сербском городе Панчево. «Уралхиммаш» подписал контракт с компанией Nafta Industrija Srbije (NIS, Сербия) на изготовление и поставку четырех шаровых резервуаров для этого НПЗ, каждый объемом 1000 кубометров с толщиной стенки 32 мм. Заказчик предъявляет очень жесткие требования к изготовлению оборудования: все аппараты должны соответствовать техническим требованиям Кода ASME и директиве по оборудованию под давлением PED 97/23/EC. Объем поставок оборудования для компании NIS по новому контракту составит более 1100 тонн. По условиям договора, завод поставляет заказчику элементы шаровых резервуаров в этом году, а сами резервуары в первом квартале будущего года. «Уралхиммаш» также проведет монтаж двух шаровых резервуаров, изготовленных другим поставщиком. «Ижорские заводы» на собственном стенде, имитирующем штатное место реактора на АЭС, успешно завершили контрольную сборку первого из двух корпусов реакторов для Нововоронежской АЭС-2. Контрольная сборка проводилась при участии приемочной комиссии, куда вошли представители ОКБ «Гидропресс», Нововоронежской АЭС-2, ФГУП ВО «Безопасность», ОАО «Атомэнергопроект», специалисты ОМЗ. Контракт на производство и поставку энергетического оборудования для Нововоронежской АЭС-2 был подписан в 2007 году. Данный контракт предполагает производство двух комплектов основного оборудования реакторной установки ВВЭР В частности, корпусов реакторов, корпусов парогене – В проект АЭС-2006 внесен ряд конструктивных усовершенствований, которые обеспечивают повышение безопасности, улучшение технико-экономических показателей и увеличивают срок службы энергоблока до 60 лет. Увеличение срока службы реактора диктует повышенные требования к материалам, в том числе к химическому составу стали. Контрольная сборка ключевой этап проверки качества изготовления реактора. ВРУ для НПЗ ОАО «Криогенмаш» изготавливает воздухоразделительную установку (ВРУ) для Хабаровского НПЗ, на котором в настоящее время реализуется комплексная программа модернизации. Немаловажно, что на площадку заказчика ВРУ поступает в максимальной заводской готовности: блочно-модульное исполнение оборудования позволяет значительно сократить сроки монтажа и ввода в эксплуатацию. Также для Хабаровского НПЗ на «Криогенмаше» создают две системы хранения жидких криопродуктов емкостью по 63 кубометра каждая. «Криогенмаш» выполнит изготовление оборудования и пусконаладочные работы. Завершение исполнения работ по контракту намечено на март 2011 года. 5
8 К О Р О Т К О Первый слиток «Ижорские заводы» запустили в производство длинноцикловое оборудование для энергетических установок 3-го и 4-го блоков второй очереди Тяньваньской АЭС: на предприятии произведена отливка первого слитка. Запуск в производство реакторного оборудования стал возможен после проведенного специалистами Цзянсуской ядерной энергетической корпорации (JNPC) аудита производственных мощностей и системы менеджмента качества «Ижорских заводов». Рамочный контракт между ЗАО «Атомстройэкспорт» и JNPC на сооружение второй очереди Тяньваньской АЭС был подписан 23 марта 2010 года. «Ижорские заводы» изготовят для китайской станции два корпуса реактора ВВЭР-1000 с внутрикорпусными устройствами и верхними блоками. Поставка оборудования должна быть завершена в 2014 году. «Ижорские заводы» участвовали в изготовлении основного оборудования первого контура для 1-го и 2-го блоков Тяньваньской АЭС, в том числе корпусов атомных реакторов. Построенная по усовершенствованному российскому проекту, Тяньваньская АЭС является самой современной среди действующих в КНР атомных станций. Емкости для Туапсинского НПЗ «Ижорские заводы» одержали победу в международном тендере на поставку крупнотоннажного нефтехимического оборудования для ООО «РН-Туапсинский НПЗ». В рамках контракта будет изготовлено шесть тяжеловесных емкостных аппаратов, предназначенных для глубокой переработки нефти и получения высококачественного топлива стандарта Евро-5. Общая масса поставляемого оборудования более 5 тыс. тонн. Туапсинский НПЗ в Краснодарском крае введен в эксплуатацию в 1929 году и является частью вертикально интегрированной структуры НК «Роснефть» с момента ее основания. Это наиболее выгодно расположенный НПЗ компании и единственный российский НПЗ на побережье Черного моря. Туапсинский НПЗ находится в непосредственной близости от принадлежащего «Роснефти» Туапсинского нефтеналивного терминала, что способствует поставке на экспорт около 90% продукции завода. В 2009 году объем переработки нефти на НПЗ составил 5,21 млн тонн (38,1 млн барр.). В настоящее время осуществляется проект реконструкции Туапсинского НПЗ, направленный на увеличение мощности до 12 млн тонн (88 млн барр.) нефти в год и увеличение глубины переработки нефти до 95%. Крупнотоннажное нефтехимическое оборудование, закупаемое по тендеру, необходимо для проведения этой модернизации. Проектирование и изготовление емкостных аппаратов будет осуществляться в соответствии с требованиями Кода ASME и российских нормативных документов для оборудования нефтехимического производства. Лицензиаром проекта является компания Chevron Lummus Global (США) одна из крупнейших мировых энергетических компаний. Разработка рабочей конструкторской и технологической документации будет выполнена специалистами «Ижорских заводов». Срок выполнения контракта второй квартал 2012 года. 6
9 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / «Нафтан» получил все реакторы «Ижорские заводы» завершили выполнение контракта на поставку нефтехимического реакторного оборудования для ОАО «Нафтан» (г. Новополоцк, Республика Беларусь). Всего предприятие изготовило и отгрузило шесть нефтехимических реакторов. Контракт на поставку оборудования был заключен в 2008 году по итогам победы в международном тендере. Все реакторы поставлены заказчику в срок, шестой из них отправлен в сентябре этого года. Технический проект реакторного оборудования разработан ОАО «ВНИИнефтемаш», лицензиарами выступили фирма Haldor Topsoe A/S (Дания) и международная корпорация Albemarle. Все реакторы изготовлены в соответствии с требованиями Кода ASME. Новополоцкий нефтеперерабатывающий завод ОАО «Нафтан» (входит в состав концерна «Белнефтехим») производит более 70 наименований топливно-масляной продукции, в том числе бензины и дизельное топливо стандарта «Евро-4» и «Евро-5». Поставленное Оборудование для Калининской АЭС «Ижорскими заводами» оборудование будет использоваться для модернизации и реконструкции ОАО «Нафтан» в рамках программы «Нафтан ». В соответствии с контрактом, «Ижорские заводы» изготовили и отгрузили для «Нафтана»: в 2009 году реактор гидроочистки R-1001 диаметром 1,7 метра, высотой 16,5 метра и весом 33 тонны; в 2010 году реактор гидроочистки бензина R-1002 диаметром 1,85 метра, высотой 30,5 метра и весом 70 тонн, 3 реактора гидроочистки дизельного топлива Р-201 диаметром 1,85 метра, высотой 38,7 метра и весом 270 тонн каждый и один реактор R-101-N диаметром 3,2 метра, высотой 39 метров и весом 230 тонн. «Ижорские заводы» отгрузили внутрикорпусные устройства (шахту, выгородку, блок защитных труб) и крышку верхнего блока реактора для строящегося 4-го энергоблока Калининской АЭС. Оборудование поставлено по заказу ОАО Нижегородская инжиниринговая компания «АТОМЭНЕРГОПРОЕКТ» (ОАО НИАЭП), являющегося держателем государственного контракта на строительство четвертого энергоблока Калининской атомной станции. После завершения процедуры входного контроля, «Ижорские заводы» выполнят контрольную сборку корпуса реактора с крышкой верхнего блока и внутрикорпусными устройствами. Контрольная сборка это сложная технологическая операция, длящаяся до 60 суток. Контрольная сборка является одним из заключительных этапов процесса изготовления оборудования реакторной установки энергоблока АЭС, который позволит проконтролировать качество выполненных работ, окончательно подогнать все элементы конструкции. По договоренности с за каз чиком, контрольная сборка будет произведена непосредственно на строящемся энергоблоке, что обеспечит дополнительный контроль качества уникальной операции. В настоящее время корпус установлен на штатное место. Четвертый энергоблок Калининской АЭС планируется ввести в промышленную эксплуатацию в 2011 году. Экологический проект в Колпино Для того, чтобы значительно улучшить экологические показатели производства, предприятие «ОМЗ Литейное производство» завершило техническое перевооружение газоочистных установок. Сооружение самих установок осуществляла фирма DANTHERM (Германия), которая выиграла тендер, предложив не только использование передовых технологий и современные фильтрующие материалы, но и лучшие по сравнению с другими участниками тендера конструктивные решения, повышающие надежность оборудования и простоту его обслуживания. Проект был выполнен с максимальным использованием существующих строительных конструкций и сооружений. Газоочистная установка (ГОУ) сухого типа предназначена для полного улавливания дымовых газов от трех электропечей (ДСП-12НЗ, ДСП-12 и ДСП-25) и очистки их от промышленной пыли. Загрязненный воздух от электросталеплавильных печей поступает в камеру неочищенного воздуха, откуда дымососами просасывается сквозь фильтры, при этом промышленная пыль оседает на фильтрах, а чистый воздух уходит в атмосферу. Фильтры периодически подвергаются чистке, в результате которой пыль стряхивается и оседает в пылесборнике, откуда вывозится автомобильным транспортом. Управление установкой осуществляется как с самой ГОУ, так и с ДСП-25. Проект также предполагает осуществление прямого контроля фирмой-разработчиком параметров работы ГОУ посредством соответствующего программного обеспечения. Это дает реальную возможность наиболее эффективного и корректного сервисного сопровождения работы новой газоочистной установки непосредственно на предприятии. 7
10 Г л а в н а я т е м а: О б о р у д о в а н и е д л я н е ф т е п е р е р а б о т к и Текст: Юрий Рыков, Юрий Черный, Владимир Фейгин Материал подготовлен в рамках совместного проекта по переработке нефти и газа и газо – и нефтехимии, осуществляемого Институтом современного развития и Институтом энергетики и финансов Отрасли требуется все больше оборудования Основные направления и тенденции развития технологий и оборудования нефтепереработки в России и мире В гг. произошли заметные технологические сдвиги в структуре мировой нефтеперерабатывающей промышленности. В этот период заметно ускорились темпы роста как процессов углубления переработки нефти, процессов гидрооблагораживания, так и процессов повышения качества автомобильных бензинов. Их темпы роста существенно превышают темпы роста объема переработки нефти. В настоящий момент на российском рынке оборудования для нефтепереработки наблюдается активное повышение спроса. Планируются варианты увеличения мощностей по углублению нефтепереработки и коренной модернизации большинства российских НПЗ. 8
11 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / Основные факторы влияния Анализ показывает, что на изменение ситуации в нефтепереработке оказывают влияние прежде всего следующие основные факторы: сокращение разведанных запасов нефти и рост стоимости их извлечения, а также возможное ухудшение качества перерабатываемых нефтей; снижение темпов роста потребления нефти; рост глубины переработки нефти; усиление влияния экологических факторов на качество производимых нефтепродуктов; снижение содержания серы в вырабатываемых нефтепродуктах и в первую очередь в дизельном топливе и автомобильном бензине; увеличение доли высокооктановых бензинов в общем объеме производства бензинов; изменением степени использования существующих производственных мощностей по НПЗ: 1995 год 82,9%; 2000 год 83,4%; 2005 год 86,6%; 2009 год 84,8%. Источник: журнал «Oil&Gas». В период гг. суммарный объем вторичных процессов (каталитический крекинг, каталитический гидрокрекинг, термический крекинг или висбрекинг, ко ксование, гидрообессеривание, каталитический риформинг, алкилирование, изомеризация) возросл в целом по нефтеперерабатывающей промышленности мира с 91,3% в 1995 году до 97,0% в 2000 году, до 101,3% в 2005 году и 102,9% в 2009 году. Заметим, что получение высококачественных товарных нефтепродуктов требует наличия нескольких последовательных ступеней переработки. В связи с этим суммарный объем переработанного вторичными процессами сырья будет превышать объем первичной переработки нефти. Мощности процессов каталитического крекинга в период гг. имели среднегодовой темп роста 1,8%, каталитического риформинга 1,5%, каталитического гидрокрекинга 2,9%, гидроочистки 1,9%, изомеризации 2,2%. Необходимо также отметить, что наряду со строительством новых технологических процессов будет осуществляться модернизация действующих технологий. Это касается, в первую очередь, таких традиционных процессов, как каталитический крекинг в кипящем слое катализатора и каталитический риформинг. Возрастут также мощности процессов гидроочистки, осуществляемых по-разному в зависимости от поставленных задач; особенно активно будет осуществляться строительство установок гидрокрекинга наиболее эффективного процесса гидрооблагораживания, дающего наибольший выход дизельного и реактивного топлива с улучшенными экологическими характеристиками. В связи с возможным ухудшением качества исходной нефти возрастут также мощности процессов деасфальтизации и замедленного коксования. Наименование технологий 1995 г г г г. млн тонн % млн тонн % млн тонн % млн тонн % Процессы прямой перегонки нефти Темп роста, % 100,0 110,0 110,7 117,1 Атмосферная перегонка 3708,3 100,0 4078,0 100,0 4104,7 100,0 4343,6 100,0 Вакуумная перегонка 1234,5 33,3 1335,0 32, ,1 1445,2 33,3 Процессы углубления 1156,5 31,2 1300,5 34,7 1335,0 32, ,4 32,2 переработки нефти Темп роста, % 100,0 112,4 115,3 121,1 Каталитический крекинг 640,9 17,3 715,5 17,5 722,6 17,6 725,6 16,7 Гидрокрекинг 168,5 4,5 209,0 5,3 234,6 5,7 267,9 6,2 Термический крекинг и коксование 347,1 9,4 376,0 9,2 378,4 9,3 406,9 9,6 Процессы 1603,3 43,2 1834,6 45,0 2054,3 50,1 2241,0 51,6 гидрооблагораживания Темп роста, % 100,0 114,4 128,1 139,8 Каталитическая гидроочистка 1603,3 33,1 1836,4 34,5 2054,3 50,1 2241,0 51,6 Процессы повышения качества 627,0 16,9 668,6 17,3 764,0 18,6 831,2 19,1 автобензинов Темп роста, % 100,0 106,6 121,8 132,5 Каталитический риформинг 453,5 12,2 474,2 11,6 565,2 13,8 573,7 13,2 Алкилирование и полимеризация 80,3 2,2 87,6 2,1 90,4 2,2 104,6 2,5 Изомеризация и производство ароматики 93,2 2,5 107,1 2,6 108,4 2,7 152,9 3,6 Таблица 1. Динамика используемых мощностей технологических процессов Источник: журнал «Oil&Gas» 9
12 Г л а в н а я т е м а: О б о р у д о в а н и е д л я н е ф т е п е р е р а б о т к и Регионы 1995 г г г г. кол-во НПЗ % кол-во НПЗ % кол-во НПЗ % кол-во НПЗ АТР, , ,4 Западная Европа, , ,4 Восточная Европа и бывш. СССР 95 13, , , ,5 Ближний и Средний Восток 42 6,0 45 6,1 45 6,7 44 6,7 Африка 45 6,4 46 6,2 46 6,8 45 6,8 Северная Америка, , ,3 Юж. и Центр. Америка 74 10,5 70 9,3 67 9, ,0 Итого Источник: журнал «Oil&Gas» Таблица 2. Динамика региональной структуры численности нефтеперерабатывающих заводов мира на гг. % Рациональное количество НПЗ в современной мировой нефтепереработке Одним из факторов, характеризующих особенности функционирования мировой нефтепереработки в период гг. является рациональное количество используемых НПЗ (без мини-нпз). В таблице 2 приводится динамика изменения структуры количества НПЗ по регионам на гг гг. являются переломными в развитии нефтеперерабатывающего комплекса. За эти годы мощности нефтеперерабатывающих заводов мира выросли на 11,3% (прирост составил 430,5 млн тонн/год). Основная часть прироста мощностей пришлась на Азиатско-Тихоокеанский регион (АТР). Число нефтеперерабатывающих заводов с 1995 г. по 2000 г. выросло с 705 до 743, в основном за счет новых НПЗ в регионе АТР. Но затем в регионе интенсификация в строительстве НПЗ сменилась экстенсификацией, наблюдаемой в течение всего периода гг. При этом начиная с 2000 г. число НПЗ в мировой нефтеперерабатывающей промышленности постоянно сокращалась. Одной из основных причин изменения тенденций в количестве используемых НПЗ после 2000 г. является проблема обеспеченности необходимыми объемами запасов нефти растущих потребностей в нефтепродуктах. В этой ситуации стабилизация и даже сокращение количества НПЗ, является экономически рациональной реакцией нефтеперерабатывающего комплекса. Учитывая, что до 2000 г. количество НПЗ возрастало, за период гг. эта тенденция изменилась резко, что выразилось в том, что количество действующих нефтеперерабатывающих заводов (НПЗ) в мире снизилось с 743 до 661. Однако мощности по переработке выросли за тот же период с 4090 до 4265 млн тонн, или на 175 млн Основные процессы нефтепереработки Прежде всего, поступающую на НПЗ нефть на электрообессоливающих установках (ЭЛОУ) очищают от механических примесей, подвергают удалению растворённых лёгких углеводородов (С1 С4) и обезвоживанию. Далее различают первичные и вторичные процессы переработки нефти. ПЕРВИЧНЫЕ ПРОЦЕССЫ переработки представляют собой ее физическое разделение на ряд фракций и не предполагают деструктивных изменений отдельных фракций нефти. Различают атмосферную перегонку (процесс перегонки нефти при атмосферном давлении с получением бензиновых, дизельных и керосиновых фракций, сырья для последующего получения ароматических углеводородов бензола, толуола и др., а также мазута) и вакуумную перегонку (процесс перегонки мазута под вакуумом с получением вакуумного газойля и гудрона). ВТОРИЧНАЯ ПЕРЕРАБОТКА нефти представлена тремя группами процессов: направленных на получение высокооктановых компонент бензина применяются каталитические процессы: риформинг, изомеризация и алкилирование; направленных на снижение содержания серы в светлых продуктах прямогонного и вторичного происхождения бензинов, дизельного топлива, авиакеросинов, а также для подготовки сырья каталитического крекинга (применяется гидроочистка в среде водорода под давлением до 50 атм.); направленных на углубление переработки нефти (для получения большего количества бензиновых и дизельных фракций путем термо-каталитической переработки мазута, вакуумного газойля и гудрона). Наиболее освоенным в нефтеперерабатывающей промышленности России процессом глубокой переработки нефти является каталитический крекинг. Используют также гидрокрекинг, а также термические процессы переработки гудрона коксование и висбрекинг (мягкая форма термического крекинга). 1 0
13 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / тонн. При этом ни по одному из регионов не произошло роста количества НПЗ. Вместе с тем в период гг. выросла средняя мощность одного НПЗ: теперь она составляет почти 6,6 млн тонн/год. Итак, в настоящий момент в мировой нефтепереработке наблюдаются следующие тенденции: умеренный рост объемов переработки нефти; стабилизация (и даже уменьшение) количества НПЗ; опережающий рост мощностей по вторичной переработке нефти; ускоренное развитие (рост объемов переработки нефти и глубины переработки) в странах АТР; умеренное развитие в странах Европы и Северной Америки; усиление фактора модернизации действующих процессов переработки нефти. Нефтепереработка в РФ, ее особенности и задачи Основные показатели функционирования нефтеперерабатывающей отрасли России за период гг. представлены в таблице 3. По информации ЦДУ ТЭК, основу нефтеперерабатывающей промышленности России составляют 27 крупнейших нефтеперерабатывающих заводов (НПЗ) разного профиля суммарной мощностью 252 млн тонн в год (по состоянию на ), в том числе 15 НПЗ топливного профиля, 5 топливно-масляного профиля. К основным предприятиям относятся шесть нефтехимических компаний (НХК) и 11 предприятий по производству синтетического каучука. Общая мощность по переработке нефти, включая дополнительно газоперерабатывающие заводы (ГПЗ) и мини НПЗ, составила в 2008 году 268 млн тонн в год. Среди крупнейших НПЗ средняя мощность одного завода составляет около 9,3 млн тонн/год, средний объем переработанной в 2008 году нефти 8,4 млн тонн. Средняя мощность одного Российского НПЗ при учете мини НПЗ составляет 3,3 млн тонн/год, средний объем переработки на одном НПЗ в 2008 году составил 2,9 млн тонн, максимальный 20,5 млн тонн. На российских заводах существующие схемы переработки позволяют получать автомобильные бензины с невысоким октановым числом, соответствующим ЕВРО – 1,2, что связано с текущей структурой потребления моторных топлив. Производство автомобильных бензинов марок ЕВРО-3,4, потребность в которых может существенно возрасти уже в ближайшие пять лет, для обеспечения необходимого качества требует дополнительного ввода установок каталитического крекинга, каталитического Наибольшее количество единиц оборудования сосредоточено сегодня в области гидроочистки и каталитического риформинга, прежде всего в диапазоне мощности до 2 млн тонн в год риформинга, гидроочистки, алкилирования и изомеризации. В целом по нефтеперерабатывающей промышленности глубина переработки нефти низкая, значительная доля производимого мазута экспортируется. Хотя схемы и источники инвестиций не определены, несомненно, что для повышения конкурентоспособности отечественной нефтепереработки необходимо поэтапное увеличение глубины переработки, по крайней мере, до 85%. Динамика показателей технологической структуры нефтеперера – Наименование показателей ед. изм г г г г г г. Добыча нефтяного сырья млн тонн Мощность по первичной млн тонн/год 345,1 311,3 273,8 266,0 271,9 268 переработке нефти Переработка нефтяного сырья млн тонн 297,7 182,3 173,3 188,5 218,8 236,9 Загрузка по первичной % 86,3 58,6 63,3 70,9 80,5 88,4 переработке нефтяного сырья Глубина переработки нефти % 65,3 63,1 70,0 69,3 71,2 71,4 Выход светлых нефтепродуктов % к переработке 48,3 50,0 52,0 53,5 55,2 55,4 Производство автомобильных млн тонн 40,9 28,1 27,1 29,3 34,3 35,7 бензинов % к переработке 13,7 15,4 15,6 15,5 15,7 15,1 Производство дизельного млн тонн 76,1 47,3 49,1 53,6 64,2 68,8 топлива % к переработке 25,6 26,0 28,3 28,4 29,3 29,0 Производство топочного мазута млн тонн 100,2 64,4 48,3 54,4 59,3 63,9 % к переработке 33,7 35,4 27,9 28,8 27,1 27,0 Таблица 3. Основные показатели нефтепереработки России, гг. Источники: ЦДУ ТЭК, ИнфоТЭК-КОНСАЛТ, ОАО ВНИПИНЕФТЬ 1 1
14 Г л а в н а я т е м а: О б о р у д о в а н и е д л я н е ф т е п е р е р а б о т к и Показатели 2000 г г. Первичная переработка нефти 100,00 100,00 Деструктивные углубляющие процессы всего: 8,2 11,4 каталитический крекинг 5,9 6,9 гидрокрекинг 0,4 2,6 замедленное коксование 1,9 1,9 Облагораживающие процессы всего: 38,1 47,2 каталитический риформинг 8,8 10,2 на производство бензина гидроочистка топлив 23,2 25,9 гидроочистка вакуумного газойля 2,4 3,5 алкилирование 0,1 0,2 изомеризация 0,5 1,5 висбрекинг гудрона 3,1 5,9 Прочие процессы всего: 10,6 11,2 каталитический риформинг 2,3 2,3 на производство ароматики производство смазочных масел 1,5 1,4 производство нефтебитума 3,7 3,8 производство серы 0,1 0,1 производство серной кислоты 0,2 0,2 ГФУ 2,8 3,4 Вторичные процессы всего: 59,0 70,0 Таблица 4. Динамика показателей технологической структуры нефтеперерабатывающей промышленности России, (%) батывающей промышленности России в целом по РФ за годы без мини-нпз приведены в таблице 4. По оценке Минэнерго, средний уровень износа оборудования на российских НПЗ сегодня достигает 80%, срок службы отдельных технологических установок в разы превысил допустимые пределы. Из 27 НПЗ, расположенных на территории России, шесть были пущены в эксплуатацию еще до войны, столько же построено до 1950 года и восемь введены в строй до 1960 года. Доля углубляющих процессов, увеличивающих выход светлых нефтепродуктов, по России составляет всего лишь 11,4% (по бензину и дизельному топливу) или 18,7% по сумме всех продуктов. Кроме того, на современных НПЗ суммарные мощности вторичных процессов значительно превышает мощность процесса прямой перегонки нефти. Такие НПЗ 1 2 Источник: ЦДУ ТЭК расположены преимущественно в США, где максимальный объем вторичных процессов по отношению к объему перерабатываемой нефти достигает 217%, а объем деструктивных процессов 113%. Как показано в таблице 4, доля вторичных процессов от объема перерабатываемой нефти в России достигала в 2000 г. 59%, а в 2008 г. 70%. Таким образом, технологическая структура нефтеперерабатывающей промышленности России не отвечает современным мировым требованиям глубокой переработки сырья. Так, по мощностям первичной переработки нефти Россия занимает третье место в мире после США и Китая, однако по доле вторичных и деструктивных процессов значительно отстает от ведущих стран мира. Рынок технологий, конкурентная среда, векторы развития На графике 1 представлены данные по количеству установок вторичной переработки в мире в зависимости от их мощности и используемой технологии переработки. Как видно из графика 1, наибольшее количество единиц оборудования сосредоточено в области гидроочистки и каталитического риформинга. При этом наибольшее количество комплексов лежит в диапазоне мощности до 2 млн тонн/год. Заметим, что количество установок гидроочистки значительно больше по сравнению с остальными видами вторичных процессов. Это связано с тем, что существующие стандарты качества наиболее жесткие по содержанию серы, как для бензиновых, так и для дизельных топлив. Как приведено в таблице 1, по состоянию на 2010 г. более 50% от объема переработки нефти составляют процессы гидроочистки (2241 млн тонн). Кроме того, гидроочистка широко используется Источник: журнал «Oil&Gas», 2010 График 1. Распределение количества нефтеперерабатывающих установок в мире по состоянию на начало 2010 г.
15 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / Процесс Первичная и вакуумная перегонка нефти Технологии, определяющие современный уровень наименование фирма наименование технологии, фирма отсутствует Shell Global (г. Москва) Foster Wheeler Отечественные технологии ОАО «НИПИ-нефть» высокий ОАО «Ленгипронефтехим» уровень конкурентоспособности высокий Вторичные процессы облагораживания легких и среднедистиллятных фракций: Глубокая гидроочистка прямогонного сырья в смеси с вторичным отсутствует Axens UOP ОАО «ВНИИНП» (г. Москва) средний Каталитический риформинг: с непрерывной регенерацией Platforming CCR UOP отсутствует катализатора Octanising Axens со стационарным катализатором отсутствует UOP ОАО «НПП «Нефте – высокий Axens хим» (г. Краснодар) Каталитическая изомеризация легких фракций Сз, С6 (низкотемпературная) Глубокая гидроочистка смеси прямогонной дизельной фракции и легких газойлей термокаталитических процессов Алкилирование бутиленов изобутаном на твердых катализаторах Удаление ароматических углеводородов (бензола) из фракций бензиновых компонентов Селективная гидроочистка бензинов КК Hexorb Jsom Axens отсутствует Penex-Dig UOP Par-Jsom UOP Изомалк-2 ОАО «НПП «Нефтехимия» (г. Краснодар) высокий Unionfming MQD UOP ОАО «ВНИИНП» низкий (г. Москва) ULSD Haldor Topsoe отсутствует Alkylene UOP отсутствует Alky-Clean ABB Lummus Global Benfree Axens ОАО «ВНИИНП» (г. Москва) JSAL Primme-G+ UOP Axens ОАО «ВНИИНП» (г. Москва) Переработка тяжелого сырья: Каталитический крекинг Orthoflow Kellog Brown ОАО «ВНИИНП» вакуумного газойля Flexi-cracking Exxon Mobil Kellog (г. Москва) Brown Гидрокрекинг вакуумного газойля (в смеси с газойлями термокаталитических процессов) Каталитический крекинг остаточного сырья Гидрокрекинг остаточного сырья Коксование остаточного сырья высокий средний средний HyCycle Unicracking UOP отсутствует Axens R2R Stoun Webster отсутствует Flexi-cracking JJJR Exxon Mobil Kellog Brown отсутствует Chevron Research отсутствует ABB Lummus Global H-Oil Axens T-Star Axens SYDEC Foster Wheeler UOP ГУП «ИП НХП РБ» высокий ABB Lummus Global (г. Уфа) Таблица 5. Конкурентоспособность отечественных технологий переработки нефти Источник: ОАО ВНИПИНЕФТЬ 1 3
16 Г л а в н а я т е м а: О б о р у д о в а н и е д л я н е ф т е п е р е р а б о т к и в качестве подготовительной ступени к процессу каталитического крекинга. Современный технологический уровень реализации процессов переработки определяется крупными компаниями, в первую очередь американскими и западноевропейскими. Зарубежные инжиниринговые компании вышли на российский рынок технологий с готовыми технологическими решениями (по степени разработанности технологий и наличием оборудования для конкретной технологии), что обеспечило им конкурентные преимущества перед российскими разработчиками технологий, предложения которых не носили комплексного характера и достаточно часто не соответствовали современным требованиям качества. В таблице 5 представлен материал по оценке конкурентоспособности используемых в настоящее время российских технологий переработки нефти в сравнении с закупаемыми за рубежом по различным направлениям применения. В соответствии с данными таблицы 5, наиболее перспективными представляются возможности экспорта оборудования для каталитического риформинга и процесса прямой перегонки, для которых имеются достаточно широкий рынок сбыта, конкурентоспособные отечественные технологии и возможности российского машиностроения. Высока вероятность появления после 2010 года на внутреннем рынке дефицита нефтепродуктов, в частности высококачественных автомобильных бензинов Российский рынок оборудования для нефтепереработки В настоящий момент на рынке оборудования для нефтепереработки в РФ возникает множество незаполненных ниш. Планируются варианты увеличения мощностей по углублению нефтепереработки, однако из-за недостатка средств их выполнение существенно тормозится. Прогнозы последних лет (Департамента стратегического развития нефтяной компании ЛУ – КОЙЛ, МАДИ и др.) показывают, что высока вероятность появления на внутреннем рынкестраны в период после 2010 года дефицита нефтепродуктов, в частно-сти, высококачественных автомобильных бензинов. По предварительной оценке экспертов, из общего количества ранее введенных технологических установок в российской нефтепереработке не более 27% обеспечивается российскими технологиями и комплектацией российским оборудованием. Эта ниша технологий практически заполнена зарубежными компаниями. На российский рынок активно продвинулись ведущие мировые лицензиары и инжиниринговые компании, обладающие значительным финансовым потенциалом, см. таблицу 6. С другой стороны, в «Энергетической стратегии РФ на период до 2030 г.» запланирован рост объемов переработки нефти. К 2015 г. он может достичь млн тонн/год, к 2020 г млн тонн/год и к 2030 г. до 311 млн тонн/год с одновременным увеличением глубины переработки до 79% в 2015 г., 82 83% к 2020 г. и до 89 90% в 2030 г. Объем произ – Завод, компания Состав вводимого КГПН Мощность, млн тонн/год Лицензиар Рязанский НПЗ, ТНК-ВР Легкий гидрокрекинг 2,95 ABB Lummus Global вакуумного газойля Каталитический крекинг 2,5 ABB Lummus Global Комбинированная установка сернокислотного алкилирования с блоком изомеризации n-бутана 0,36 алкилата 0,092 изобутана ExxonMobil ABB Lummus Global Ярославский НПЗ, ОАО «Славнефть» Пермский НПЗ, ОАО ЛУКОЙЛ Нижнекамский НПЗ, ОАО ТАИФ-НК Киришинефтеоргсинтез, ОАО «Сургутнефтегаз» Гидрокрекинг 2,14 UOP Services Limited Каталитический крекинг 1,3 Stone & Webster Гидрокрекинг «Т-СТАР» 3,5 ChevronTexaco Corp. Каталитический крекинг 0,88 ОАО «ВНИИНП» ОАО «ВНИПИнефть» Гидроочистка бензина 0,5 ОАО «ВНИИНП» ОАО «ВНИПИнефть» Вакуумная дистилляция 4,86 ABB Lummus Global Гидрокрекинг 2,93 Chevron Висбрекинг 1,92 Shell ABB Lummus Global Таблица 6. Состав новых комплексов глубокой переработки нефти (КГПН) на российских НПЗ Источник: журнал «Технологии ТЭК», август
17 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / водства моторных топлив (автомобильного бензина, дизельного топлива, авиакеросина) может увеличиться до млн тонн в 2015 г., до млн тонн к 2020 г. и до 188 млн тонн к 2030 г. Однако реальные источники ин вестиций не обозначены. Здесь интересно взглянуть на графическое изображение процента глубины переработки нефти, по данным таблицы 3 и данным на перспективу, представленным в предыдущем абзаце. Из графика 2 следует, что на ближайшую перспективу планировалось резкое увеличение глубины нефтепереработки, если бы владельцы нефтяных активов выделили соответствующие объемы инвестиций. График 2. Эволюция показателя глубины переработки нефти По данным Минэнерго РФ (материалы к выступлению министра Шматко С. И. на Правительственном часе Государственной Думы Российской Федерации г.), в перспективе до 2015 г. предполагается строительство новых мощностей по глубокой переработке нефти в таких масштабах: гидроочистка тыс. тонн, гидрокрекинг тыс. тонн, коксование тыс. тонн, каталитический риформинг тыс. тонн, висбрекинг тыс. тонн, изоме – Завод, компания ОАО «Татнефть» совместно с ОАО «ТАНЕКО» (прежнее ЗАО «Нижнекамский НПЗ») ООО «РН-Туапсинский НПЗ» ООО «РН-Комсомольский НПЗ» ОАО «Новокуйбышевский НПЗ» ОАО «Сызранский НПЗ» ОАО «Ачинский нефтеперерабатывающий завод Восточной нефтяной компании» (ОАО «АНПЗ ВНК») ОАО «Ангарская нефтехимическая компания» Строительство нового НПЗ в районе бухты Козьмино Приморского края Планируемый ввод базовых установок (стадия проектных работ или начального этапа строительства) Создание комплекса нефтеперерабатывающих и нефтехимических заводов в г. Нижнекамск мощностью 7 млн тонн/год. Стоимость проекта 280 млрд руб. Планируется ввод установок: I очередь стабилизации нафты, гидроочистки нафты (а также керосина и дизельного топлива), висбрекинг гудрона, газофракционирование, производство ароматических углеводородов, гидрокрекинг тяжелых дистиллятов; II очередь замедленное коксование, газификация кокса с очисткой синтезгаза, гидроочистка тяжелого газойля коксования, каталитический крекинг, сернокислотное алкилирование; III очередь для производства продуктов нефтехимии. ОАО «НК «РОСНЕФТЬ» Увеличение мощности с 5 до 12 млн тонн/год, ввод установок гидрокрекинга вакуумного газойля в смеси с тяжелым газойлем коксования, гидроочистки дизельного топлива, изомеризации и гидроочистки нафты, каталитического риформинга, выход светлых нефтепродуктов не менее 75% к 2015 г. Увеличение мощности с 7 до 8 млн тонн/год, проектирование комплекса гидрокрекинга, реконструкция установки каталитического риформинга, вторая очередь установки изомеризации. Проект комплекса каталитического риформинга и второй очереди комплекса изомеризации; комплекс гидрокрекинга и реконструкция установки замедленного коксования. Комплекс каталитического крекинга (FCC) и новая установка гидроочистки дизельного топлива. Установки замедленного коксования и гидрокрекинга, вторая очередь установки изомеризации, а также установки риформинга. Установки алкилирования и гидроочистки дизельного топлива. Предполагаются также установки гидроочистки бензина и каталитического крекинга. Мощность 20 млн тонн/год, глубина переработки 95%, предполагаемые к выпуску моторные топлива должны соответствовать нормам Евро-5, ориентировочная стоимость $7 млрд. Источник: годовые отчеты компаний, 2009 Таблица 7 (начало). Планы компаний ввода новых нефтеперерабатывающих комплексов 1 5
18 Г л а в н а я т е м а: О б о р у д о в а н и е д л я н е ф т е п е р е р а б о т к и Завод, компания ООО «ЛУКОЙЛ Волгограднефтепереработка» ООО «ЛУКОЙЛ Пермнефтеоргсинтез» ОАО «ЛУКОЙЛ Нижегороднефтеоргсинтез» Планируемый ввод базовых установок (стадия проектных работ или начального этапа строительства) ОАО «ЛУКОЙЛ» Установки замедленного коксования 1 млн тонн/год к 2011 г., гидроочистки дизельного топлива к 2012 г., каталитического крекинга к 2013 г. Комплекс каталитического крекинга к 2016 г. Комплекс глубокой переработки нефти, включающий установки каталитического крекинга, алкилирования и гидроочистки вакуумного газойля к 2011 г. ТНК-ВР Рязанская НПК ОАО «НГК «Славнефть» Ярославнефтеоргсинтез ризация тыс. тонн, каталитический крекинг тыс. тонн. Большой объем мощностей гидроочистки связан с необходимостью использования этой технологии для производства моторных топлив, по качеству соответствующих современным стандартам. В технологических схемах переработки нефти для обеспечения качества высокооктановых бензинов обязательно также должны присутствовать процессы изомеризации и алкилирования. Все это требует наличия производства оборудования в России, по экспертной оценке, в объемах не менее 75% от предполагаемой потребности. С другой стороны, многие нефтеперерабатывающие компании проводят мероприятия по модернизации и реконструкции своих предприятий, как в настоящий момент, так и на ближайшую перспективу. Это создает ярко выраженную потребность в оборудовании для нефтепереработки и характеризует рынок оборудования, см. таблицу 7. Три проекта из приведенных выше можно назвать стратегическими, это: строительство комплекса в г. Нижнекамск, расширение мощностей Туапсинского НПЗ и строительство нового НПЗ в районе бухты Козьмино. В какой степени эти проекты будут реализованы 1 6 Комплекс гидроочистки вакуумного газойля, 3 млн тонн/год; установка сернокислотного алкилирования, 0,36 млн тонн/год. Установки гидроочистки фракций бензина каталитического крекинга и дизельного топлива, установка изомеризации. ЗАО «Антипинский НПЗ» Увеличение мощности с 4,1 до 7 млн тонн/год, в г.: установки гидроочистки дизельного топлива, вакуумной перегонки мазута, замедленного коксования гудрона, риформинга, изомеризации, ГФУ. Источник: годовые отчеты компаний, 2009 Таблица 7 (продолжение). Планы компаний ввода новых нефтеперерабатывающих комплексов с использованием российского оборудования, во многом определит направления дальнейшего развития как нефтеперерабатывающих производств, так и нефтяного комплекса России в целом. Как видно из таблицы 7, перспективными рынками оборудования в РФ могут являться рынки крупного реакторного оборудования. Но также в РФ имеется значительное количество относительно небольших перерабатывающих предприятий. Поэтому перспективным рынком может быть и рынок оборудования средних масштабов. Эту ситуацию иллюстрирует следующий график 3. По мнению экспертов, РФ на сегодняшний день располагает эффективными аналогами по конкретным видам оборудования. Нефтеперерабатывающая промышленность в настоящее время на 90% может обходиться отечественным оборудованием («Нефть России», 2010, 9). В частности, российские реакторы (для всех основных процессов нефтепереработки от гидроочистки дизтоплива и керосина до гидрокрекинга и каталитического крекинга, включая коксование и ЭЛОУ АВТ) могут полностью вытеснить с нашего рынка зарубежные аналоги. В соответствии с экспертными оценками, около 40% рынка тяжелого оборудования по нефтегазопереработке уже занимают «Ижорские заводы» и «Уралхиммаш», График 3. Распределение НПЗ в РФ по объему переработки и суммарные объемы переработки в каждой категории
19 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / Монтаж реактора «Ижорских заводов» на площадке заказчика Волгограднефтемаш занимает 34%, ЭМК Атоммаш 17%. На рынке среднего оборудования лидирует Группа ОМЗ 33%, Также можно упомянуть Пензхиммаш 15%, Салаватнефтемаш 14%, Петрозаводскмаш 11%. Стоит отметить, что машиностроительные предприятия, выпускающие оборудование для нефтепереработки, за последние несколько лет совершили значительный рывок вперед. На этом поле особенно выделяется Группа ОМЗ. Все активы группы, связанные с производством оборудования, прошли сертификацию в соответствии с кодами США («Уралхиммаш», «Криогенмаш», Глазовский завод, «Ижорские заводы» ранее). На «Ижорских заводах» реализованы три больших проекта: для компаний ЛУКОЙЛ, ТАНЕКО и Нафтан (республика Беларусь) по производству реакторов для технологий глубокой переработки нефти. Выигран тендер на поставку реакторов гидрокрекинга для Туапсинского НПЗ, модернизация которого, как уже отмечалось выше, является одним из ключевых проектов в РФ в области нефтепереработки. Впервые в России началось изготовление реакторов для гидрокрекинга весом более 1200 т. Заводы Группы ОМЗ способны производить широкую линейку продукции, так как обладают большими техническими возможностями. Это, в частности, обусловлено наличием в составе Группы ОМЗ собственной металлургии (возможность вертикальной производственной интеграции). Сложившийся комплекс машиностроения для нефтепереработки необходимо развивать, расширять рынок оборудования РФ и выходить на мировые рынки. Хотя на настоящий момент РФ проигрывает в технологиях и инжиниринге, но производственные мощности вполне конкурентоспособны, таким образом, для дальнейшего движения вперед необходимы совместные усилия нефтепереработчиков и машиностроителей. Следует обеспечить согласованность курсов развития нефтепереработки и машиностроения и создать более стабильные условия для производства оборудования, чтобы успешно проводить модернизацию и обновление оборудования, а также обеспечить подготовку квалифицированных кадров. Следует обеспечить согласованность курсов развития нефтепереработки и машиностроения и создать более стабильные условия для производства оборудования, чтобы успешно проводить модернизацию и обновление оборудования Этого можно достигнуть с помощью комплексного планирования производства и выхода на фактически серийный выпуск машиностроительной продукции. Такая задача вполне разрешима, необходимо лишь концентрированное желание руководителей компаний и перерабатывающих производств, а также поддержка государственных органов. 1 7
20 Г л а в н а я т е м а: О б о р у д о в а н и е д л я н е ф т е п е р е р а б о т к и Современный этап развития отечественной нефтепереработки проходит под знаком необходимости радикальных технологических перемен. Острая потребность в глубоком техперевооружении ведет к поиску наиболее подходящих производителей оборудования. Важно, что у российских машиностроителей есть адекватные по ценам, срокам и качеству предложения. О том, какими критериями руководствуются нефтепереработчики в этом поиске и насколько успешно складывается сотрудничество с российскими машиностроителями, «Объединенному машиностроению» рассказывает Валерий Ежов директор Туапсинского НПЗ, осуществляющего один из самых амбициозных в отрасли проектов реконструкции. Модернизация НПЗ до Евро-5 Валерий Ежов: «Укрепиться на рынке нефтехимического оборудования нашим машиностроителям помогут только три фактора: повышение качества продукции, повышение ее надежности и снижение цены» Валерий Викторович, какие, на ваш взгляд, главные задачи стоят сегодня перед российскими нефтепереработчиками? По большому счету, сегодня перед российской нефтеперерабатывающей промышленностью стоят две ключевые задачи. Первая переход на производство экологически более чистых топлив, а точнее последовательно на стандарты Евро-3. Евро-4, Евро-5. Вторая задача повышение глубины переработки нефти. Для решения этих задач практически на всех российских нефтеперерабатывающих заводах осуществляются проекты реконструкции где-то в большей, где-то в меньшей степени. Не исключение и Туапсинский нефтеперерабатывающий завод, который реализует сегодня достаточно уникальный проект: строительство нового Туапсинского НПЗ мощностью 12 млн тонн в год на площадке действующего Туапсинского НПЗ. Насколько велика российская доля в оборудовании, устанавливаемом (или намеченном к установке) в ходе реконструкции Туапсинского НПЗ? Поскольку Туапсинский НПЗ входит в государственную компанию «Роснефть», мы, помимо решения собственных задач, одновременно решаем и задачи государственные. А политика государства в максимальной степени использовать отечественное оборудование. Соответственно, и мы стараемся по большей части заказывать оборудование, выпущенное российскими 1 8
21 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / производителями. Я скажу так: мы в любом случае отдавали бы предпочтение российскому оборудованию, если бы оно было выше качеством. В реализуемом нами масштабном проекте строительства нового НПЗ примерно 60% закупаемого оборудования российского производства. Я не могу сказать, как обстоят дела на других НПЗ, но думаю, что там доля закупок российского оборудования близка к нашей, либо она чуть меньше, либо чуть больше. Бывает, что и больше? Бывает. Например, раньше я работал на Комсомольском нефтеперерабатывающем заводе, где доля российского оборудования доходила до 70%. Какие требования к новому оборудованию определяются уникальным положением Туапсинского НПЗ? Насколько отечественные машиностроители способны учитывать такую специфику? Специфическая особенность проекта реконструкции Туапсинского НПЗ состоит, прежде всего, в том, что строится завод с технологиями переработки такого уровня, какого в России не было и нет. В частности, новый завод должен работать 40 тыс. часов без остановки на ремонт. При этом в обычной практике российских НПЗ каждый год или раз в два года останавливать производство для проведения ремонта. Разумеется, это приводит к достаточно большим производственным потерям: фактически НПЗ работает одиннадцать месяцев в году. А Туапсинский НПЗ должен работать без остановки в течение четырех с половиной лет. Вторая особенность проекта: Туапсинский нефтеперерабатывающий завод расположен в прибрежной зоне Черного моря, поэтому важность надежности используемого оборудования чрезвычайно возрастает, в том числе по соображениям экологическим. Завод расположен практически в городской черте, вокруг курортная зона в сто километров, море, отдыхающие. К проведению Олимпийских игр готовятся. Готовы ли российские машиностроители учитывать такие особенности? Если отвечать коротко, то да, готовы. Я считаю, что в принципе российские машиностроители могут удовлетворять требования, которые предъявляют к оборудованию наши нефтепереработчики. Ведь вся та нефтепереработка, которая существует в России и странах СНГ, была построена на советском оборудовании. Мы стараемся покупать за рубежом только такое оборудование, которое не выпускается в России. В частности, это крупные компрессорные машины, контактные устройства ректификационных колонн, насосы. К сожалению, вынужден констатировать, что в России на сегодняшний день качественных насосов не делают. Понимаете, есть оборудование, в производстве которого российские предприятия существенно отстали. Так, например, часть трубы мы вынуждены покупать только за рубежом, потому что, допустим, толстостенная труба, которую выпускают в России, она, вопервых, низкого качества, а во-вторых, значительно дороже западных аналогов. Сегодня перед российской нефтеперерабатывающей промышленностью стоят две ключевые задачи. Первая переход на производство экологически более чистых топлив а точнее последовательно на стандарты Евро-3, Евро-4, Евро-5. Вторая задача повышение глубины переработки нефти. Для решения этих задач практически на всех российских НПЗ осуществляются проекты реконструкции. Туапсинский нефтеперерабатывающий завод Туапсинский НПЗ в Краснодарском крае является частью вертикально интегрированной структуры НК «Роснефть». Это единственный российский НПЗ на побережье Черного моря, а также наиболее выгодно расположенный и наиболее старый (в эксплуатации с 1929 года) НПЗ «Роснефти». Мощность завода составляет 5 млн т (36,6 млн барр.) нефти в год. Завод специализируется на выпуске моторного топлива, перерабатывая западносибирскую и южнороссийскую нефть. Туапсинский НПЗ находится в непосредственной близости от Туапсинского нефтеналивного терминала, что позволяет поставлять на экспорт около 90% продукции завода. В 2009 году объем переработки нефти на НПЗ составил 5,21 млн т (38,1 млн барр.), что соответствует уровню 2008 года. Производственные мощности предприятия были полностью загружены, а выпуск нефтепродуктов составил 5,09 млн т. Глубина переработки нефти в 2009 году составила 55,3%. Осуществляемый в настоящее время проект реконструкции Туапсинского НПЗ направлен на: увеличение мощности НПЗ до 12 млн т (88 млн барр.) нефти в год; увеличение глубины переработки нефти до 95%; выпуск продукции, соответствующей стандартам Евро-4 и Евро-5; оснащение технологических установок системами контроля и управления, отвечающими современным требованиям безопасности и охраны окружающей среды; возможность оперативного изменения объемов выпуска и качества нефтепродуктов в зависимости от потребностей рынка и сезонных колебаний спроса. 1 9
22 Г л а в н а я т е м а: О б о р у д о в а н и е д л я н е ф т е п е р е р а б о т к и Поскольку Туапсинский НПЗ входит в государственную компанию «Роснефть», мы, помимо решения собственных задач, одновременно решаем и задачи государственные. А политика государства в максимальной степени использовать отечественное оборудование. Соответственно, и мы стараемся по большей части заказывать оборудование, выпущенное российскими производителями. В общем, на мой взгляд, сегодня в российском нефтехимическом машиностроении есть примеры и хорошие, и не очень хорошие. Многое зависит от отношения к делу. От отношения к делу? Да, к сожалению, бывают случаи просто безответственного отношения и к своей работе, и, самое главное, к нуждам заказчика. Иногда мы встречаем у российских производителей такой подход: главное тендер выиграть, а потом уж как-нибудь. Бывает и откровенный брак. Мы при реконструкции завода с такими случаями встречались не один раз. И это при том, что мы стремимся выбирать наиболее сильных поставщиков, которых мы уже знаем. Мы предъявляем очень высокие требования к качеству поставляемого оборудования, и вынуждены были наладить стопроцентный входной контроль. У нас создана специальная компания, которая осуществляет приемку оборудования на заводах-изготовителях. Много брака? Бывает. И российские, и украинские заводы этим грешат. Ссылки на объективные финансовые трудности, на то, что кадры разбежались, кризис и так далее кому это интересно? Хотя должен сказать честно: с проблемами мы сталкиваемся, работая и с западными поставщиками. Зачастую получаем бракованную продукцию и от них. Так что, не нужно заниматься самоуничижением, что это у нас только так все плохо, а нужно стараться делать еще лучше то, что мы умеем делать. На ваш взгляд, что удается нашим машиностроителям? В какой номенклатуре у нас реально сильные позиции? У нас выпускают очень хорошее емкостное оборудование корпуса колонн, реакторов. Запорная арматура производится, в основном, приемлемого качества. Хорошего качества кабельная продукция. На высоком уровне делаем трубчатые печи. Нельзя не отметить, что по реакторам традиционно сильные позиции у «Ижорских заводов». По резервуарам хороший завод в Глазове «Глазовхиммаш», где оборудование выпускают быстро и высокого качества. Хорошее впечатление производят поставленные нам «Уралхиммашем» шаровые газовые резервуары объемом 2000 кубометров, их сборку у нас на НПЗ ведет специализированная компания «Уралэнергомонтаж». Оба предприятия входят в ОМЗ, и такое «родство» сказывается позитивно на конечном результате. Насколько актуально сегодня говорить об отечественной конструкторской школе оборудования для нефтепереработки? На самом деле, это болезненная тема. Очень много лет главные работы по конструкторским разработкам для отрасли выполнял НИИнефтемаш. Сегодня этот институт существует только на бумаге. Практически его уже нет. Если помните, в Перестройку приватизация проводилась по разным вариантам, с учетом стратегической важности предприятия для страны. Поскольку нефтяная и нефтеперерабатывающая отрасли всегда считались для страны стратегическими, они приватизировались по одной схеме. А НИИнефтемаш, который для них делал оборудование, приватизировался по схеме очень простой. В Москве у НИИнефтемаша было семь или восемь зданий, собственная экспериментальная база. В один прекрасный день на торгах кто-то все это выкупил и науку из зданий просто выбросили. 2 0
23 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / Но ведь в стране выпускается и надежное оборудование, вы сами сказали. Да, выполняется конструкторская документация по тем видам оборудования, что я перечислял. Но это не новые разработки. Принципиально новыми проектами наше машиностроение, увы, сегодня не занимается. Не потому, что не хочет, а в силу объективных экономических обстоятельств. Хотя собственные разработки в этой области есть. Например, работы Лебедева, разработавшего очень много оригинальных ректификационных тарелок, при этом только незначительная их часть используется в отечественной промышленности. Он, между прочим, внук того самого профессора Лебедева, который за изобретение синтетического каучука получил «Победу» практически из рук Сталина, этот автомобиль до сих пор у него на даче стоит. Это только один пример. Есть и другие. С конструкторскими разработками нового, я считаю, мы отстали очень сильно. Возьмем, например, насосы, с которыми особая беда. Так, например, одно из российских предприятий (не буду называть) до сих пор пытается поставлять на рынок насосы, разработанные и запущенные в производство более 30 лет назад. Чем они сегодня отличаются от зарубежных моделей? Двумя основными характеристиками: низким КПД и низкой надежностью. Понимаете, ученый, конструктор они же должны расти, у кого-то чему-то учиться. А сегодня им в стране учиться уже не у кого: учителей нет. Это все должно откуда-то появиться, а это все очень непросто. Насколько позитивен опыт работы Туапсинского НПЗ на российском оборудовании? Нормальный опыт. Я вам скажу так: если обеспечивается нормальное взаимодействие заказчика с поставщиком оборудования, то, как правило, успех обеспечен. Просто должен быть очень жесткий взаимнотребовательный контроль. Заказчик обязательно должен бывать на всех промежуточных контрольных сборках, на всех важных этапах производства. То есть, он должен принимать оборудование вместе с изготовителем на самом заводе-изготовителе. Если этого не делать, то обязательно в итоге заказчик получит не то, что ему надо. Производитель мгновенно чувствует, когда заказчик не проявляет внимания, и тогда может поставить, что Бог на душу положит. И как вы тогда? Выход один. Поскольку от качества машиностроительной продукции напрямую зависит безопасность заводов и жизнь людей, нефтепереработчики вынуждены каждую единицу оборудования принимать индивидуально. Мы испытываем каждый подшипник, который приобретаем у завода. Ни один ГОСТ или СНиП этого не обусловливают. Более того: даже заводыизготовители не обязаны испытывать сто процентов производимых подшипников. А мы вынуждены это делать, потому что иначе сгоришь. То есть, буквально сгоришь? В прямом смысле! Основные крупные пожары в нефтепереработке начинались с развала подшипников, с последующим раскрытием торцового уплотнения и вытеканием горячего продукта наружу. А дальше все полыхало будь здоров. Так что. Опыт работы на российском оборудовании таков, что если из него отобрать все хорошее, то будет нормально надежно работать. С точки зрения заказчика, какие особенности российского оборудования для нефтепереработки сегодня для вас особенно привлекательны? Сильная позиция что в России оборудование достаточно дешевое, хотя в последнее время это уже перестало быть безусловным фактом. Еще одна сильная позиция что оборудование производится в более короткие сроки. Логистика по российскому оборудованию лучше, потому что, как правило, проще все-таки доставить наше, чем импортное. Там нужно дольше везти, плюс оформление, растаможка и т. д., со всеми возможными и неизбежными накладками. Что, на ваш взгляд, помогло бы российским машиностроителям укрепить свои позиции на рынке? Укрепиться на рынке нефтехимического оборудования нашим машиностроителям помогут только три фактора: повышение качества продукции, повышение ее надежности и снижение цены. А больше ничего. Каким вам видится завтрашний конкурентный российский рынок оборудования для нефтепереработки? Думаю, что в ближайшие годы существенных изменений не произойдет, и примерно такое соотношение в поставках, скорее всего, сохранится. Я имею в виду: 60% российское оборудование, остальное импорт. Российские производители будут также поставлять основное оборудование, которое, собственно, они и сегодня поставляют. При этом существенно вырастет сервисная составляющая. Сегодня все мировые производители готовы активно заниматься сервисным обслуживанием производимого ими оборудования. В России же еще вчера это было скорее не правилом, а исключением. Сейчас ситуация активно меняется в пользу сервиса. Например, в Туапсе мы строим новый НПЗ, на котором фактически не будет своих ремонт – 2 1
24 Г л а в н а я т е м а: О б о р у д о в а н и е д л я н е ф т е п е р е р а б о т к и ных цехов. Все только по договорам сервисного обслуживания. То есть, нашим машиностроительным предприятиям надо вопросы сервиса в нефтепереработке, скажем так, подтягивать. В нефтедобыче с современным сервисом дела обстоят лучше. Недавно я был в гостях у своего брата, он работает на Нефтекамском заводе нефтяного оборудования директором по эксплуатации. Но он эксплуатирует не то оборудование, которое находится на заводе, а которое завод производит. То есть, покупатель платит за сам насос и тут же заключает договор его пожизненной эксплуатации на промыслах. Сколько этот насос будет работать, столько времени поставщик будет его эксплуатировать. Это совершенно иной принцип поставок оборудования, который на Западе уже давно действует, а у нас в стране только внедряется. Можно ли говорить об интеграции российского машиностроения в мировой рынок нефтепереработки? Я не готов ответить за весь внешний рынок, но, во всяком случае, в странах так называемого «ближнего зарубежья» и странах бывшего соцлагеря российского оборудования работает сегодня очень много. А это десятки нефтеперерабатывающих заводов, которые были построены на российском оборудовании, и расширяться они будут тоже на базе российского оборудования. Кроме того, мы традиционно строили и строим нефтеперерабатывающие заводы в странах «третьего мира». Там также используется достаточно большое количество российского оборудования. Это серьезные стартовые преимущества, которые можно и нужно использовать, активно развивая те технологии, где мы устойчиво сильны. А это, как я уже говорил, прежде всего реакторы, теплообменники, емкостное оборудование. А по той номенклатуре, где наши технологические позиции не столь уверены, можно, например, создавать совместные предприятия с передовыми производителями. Я считаю, что у Ижоры есть все потенциальные возможности для того, чтобы стать мирового уровня производителем тяжелых реакторов для нефтепереработки. Немаловажное преимущество в том, что у них есть своя металлургия, которая, как известно основа основ. Японские и итальянские конкуренты Ижоры своей металлургии не имеют, они заказывают отливки по кооперации. А это уже, извините, нарушение единого технологического процесса. То есть, наши машиностроительные предприятия имеют реальные шансы расширить свою рыночную нишу? Имеют. Те, кто своим делом занимаются и болеют за свои предприятия. У меня вообще глубокое убеждение, что предприятие живо до той поры, пока его руководители борются за него. Если пустить дела на самотек, любое хорошее производство очень скоро превратится в заштатное. Я уверен, что каждое из наших машиностроительных предприятий имеет все необходимые технологические возможности, чтобы жить и развиваться. Только надо разумно вести дела, укреплять структуры маркетинга и сбыта, которые у большинства все еще очень слабы. Доходит до того, что в рекламных буклетах предприятий ошибки в терминологии, в названиях оборудования и так далее. В общем, как у нас говорят, пока «люди сильно путают крекинг со смокингом», и развиваться сложно, и в тендерах участвовать. Еще один аспект имиджевый. Об этом тоже нельзя забывать. Значимость отечественного машиностроения, объективно, необходимо поднимать это вам любой нефтехимик скажет. Машиностроение очень сложная и трудоемкая отрасль с большим количеством занятых людей. А нефтепереработка процесс высокоавтоматизированный, с применением практически безлюдных технологий. Можно по заводу ходить часами и никого не встретить: люди просто сидят в операторных, наблюдают за технологическим процессом. В машиностроении труд, будем честными, более тяжелый. И надо, чтобы люди понимали это и ценили. На всех уровнях. Вы сказали про недавний тендер по реакторам, который выиграл российский производитель «Ижорские заводы». Можно немного подробнее об этом? 2 2
25 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / Можно. «Ижорские заводы» победили в этом непростом тендере в тяжелой конкурентной борьбе с японскими и итальянскими компаниями. Мы заключили с победителем соответствующий контракт. Я надеюсь, что Ижора нас не подведет и в обозначенный двухлетний срок поставит нам шесть реакторов. Мы готовы и дальше сотрудничать с Объединенными машиностроительными заводами, у которых есть немало привлекательных для нас как для заказчиков особенностей. Каких именно? Начнем с того, что входящие в ОМЗ предприятия могут делать многое из того, что нам сегодня нужно. В частности, тяжелые металлоконструкции, корпуса колонн, теплообменники низкого давления и т. д. Надо сказать, что сегодня ОМЗ представляют собой достаточно уникальный по набору предприятий холдинг, куда входят в том числе собственные строительномонтажные организации. Я уже называл «Уралэнергомонтаж», с которым мы успешно работаем и пригласили их к участию в тендере на строительство установки гидрокрекинга. У них опытные монтажники, несколько сотен квалифицированных сварщиков, профессиональная работа которых оценена инспекциями Минатома. То есть, они готовы реально обеспечить высокое качество. При этом мы видим, что ОМЗ проводят серьезную работу по участию в тендерах, мы видим их серьезное отношение к делу и нас это устраивает. Очень надеемся и в глубине души верим, что эти подрядчики ни в чем нас не подведут, и что их знаменитый атомный опыт реально поможет им. Тем более, что они уже аналогичные по типоразмеру крупные реакторы недавно отгрузили для ТАНЕКО. Правда, наши реакторы больше по весу 1430 тонн каждый, с ними надо еще и обращаться правильно. Вообще я считаю, что у Ижоры есть все потенциальные возможности для того, чтобы стать мирового уровня производителем тяжелых реакторов для нефтепереработки. Немаловажное преимущество в том, что у них есть своя металлургия, которая, как известно основа основ. Японские и итальянские конкуренты Ижоры своей металлургии не имеют, они заказывают отливки по кооперации. А это уже, извините, нарушение единого технологического процесса, и, значит, в какой-то мере качество обусловлено еще одним производителем. В этом немалая сложность. Кроме того, я вижу, как за последние годы на Ижоре выстроена четкая управленческая иерархия, появилась новая техника, нарабатывается опыт. Я знаю, что по реакторам, выпущенным ижорцами для ТАНЕКО, от компании-лицензиара получены самые положительные отзывы: все соблюдено, все нормально. Если бы вас попросили сформулировать главную сегодняшнюю проблему нашего машиностроения? Основная проблема нашего машиностроения в том, что отрасль очень много потеряла в девяностые годы прошлого века. После этого шока многие предприятия так и не оправились. Сегодня очень важно, чтобы каждый производитель не метался, а развивал то, в чем он действительно силен. Ведь есть и ярко отрицательные примеры. Например, одно предприятие вдруг решило производить насосы, чем раньше оно не занималось. Взяли проект для другого оборудования, методом простого масштабирования разработали линейку насосов и стали выпускать. А они, эти насосы, работать не хотят категорически. Нарушена нормальная последовательность: конструирование опытный образец постановка на государственные испытания приемка доработка повторные испытания. И только после этого ведется речь о запуске (или не запуске!) в серийное производство. Они же все этапы перешагнули, с конструкторской документации перешли на серийное производство, а заказчики в результате оказались у них в заложниках. После того как насосы не захотели работать, специалисты с этого предприятия приехали и оказалось, что они с ними даже обращаться правильно не умеют. Было несколько случаев тяжелого травматизма от непонимания, как это все движется. Я это все говорю к тому, чтобы убедительнее прозвучала мысль: надо прежде всего работать в той области, где уже есть наработки, опыт, репутация. Беседовал Валерий Стольников 2 3
26 Г л а в н а я т е м а: О б о р у д о в а н и е д л я н е ф т е п е р е р а б о т к и Начиная с осветительного керосина Впервые нефтеперерабoтка в промышленном масштабе была осуществлена именно в России Текст: Дмитрий Кожевников, Анна Терехова Первые сведения о нефти появились почти пятнадцать веков назад, но примерно до середины позапрошлого века промышленного использования нефти человечество не знало. А в XIX веке с производства осветительного керосина все и началось. И началось именно в России. В этой связи совершенно уместно в разговоре о необходимой модернизации не забывать об объективной исторической истине: в деле промышленной нефтепереработки мы были первыми. Неверно и представление о том, что национальная нефтяная отрасль была изначально ориентирована прежде всего на экспорт сырой необработанной нефти. Это не так: даже в советское время по объему нефтеперерабoтки и выпуску нефтепродуктов СССР занимал второе место в мире. 2 4 В медицинских целях В России первое письменное упоминание о получении нефти относится к XVI веку. Это описанный путешественниками обычай местных племен, живших по берегам реки Ухта на севере Тимано-Печорского района, собирать нефть с поверхности реки и использовать в качестве лечебных масел и смазок. Нефть, собранная с реки Ухта, в 1597 году впервые была доставлена в Москву. Кстати, чуть позднее этого небезызвестный Марко Поло описывал, как жители в Баку использовали нефть в медицинских целях и для проведения богослужений. Кстати, в первом номере первой регулярной российской газеты «Ведомости», учрежденной в 1702 году по указу Петра Великого, была опубликована и статья о том, что на реке Сок в Поволжье обнаружена нефть. В 1745 Федор Прядунов получил разрешение начать добычу
27 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / нефти со дна реки Ухта. Прядунов также построил примитивный нефтеперегонный завод и поставлял с него некоторые нефтепродукты в Москву и Санкт-Петербург. Нефть также встречалась на Северном Кавказе: местные жители ведрами вычерпывали ее из небольших, метр-два глубиной, ям. От кустарных перегонок В XIX веке в России нефть была открыта только в районе Баку на Апшеронском полуострове и на Кавказе, и именно развитие этих двух районов положило начало российской нефтяной промышленности. Первые в России кустарные производства появились в 1823 году в Моздоке, где братья Дубинины открыли небольшой заводик для переработки нефти с близлежащего Вознесенского нефтяного месторождения, и в 1837 году в прикаспийском селе Балаханы (по проекту П. Воскобойникова). На этих заводиках в железных кубах осуществлялась перегонка нефти с целью получения осветительного керосина. В 60-х годах XIX века в районах Грозного и Баку были построены первые нефтеперегонные кубы для промышленного производства керосина. В конце 70-х годов того же века в Баку уже эксплуатировалось более 200 заводов, принадлежащих отдельным лицам и фирмам. В 1893 году в России под эгидой царского министра финансов был создан синдикат – Союз бакинских керосинозаводчиков, объединивший компании Нобелей, Ротшильдов и Манташева. Союз был призван сыграть роль российского аналога Стандард Ойл, но оказался непрочным и гораздо слабее американского собрата. В 1895 году Д. Рокфеллер предложил, учитывая сильную конкуренцию со стороны России, поделить мировой рынок продажи керосина, чтобы иметь 75% продажи, а остальное отдать российским компаниям, но сделка не состоялась из-за отказа российского правительства. И в дальнейшем руководство Стандард Ойл не смогло договориться с правительством Российской Империи. На рубеже XIX и XX веков на долю России приходилось более 30% мировой нефтедобычи. Многие сегодняшние мировые гранды нефтяного бизнеса начинали с перевозок нефти, добываемой в России, в Западную Европу. Быстрый рост добычи нефти в стране сопровождался строительством различных заводов по переработке сырой нефти, открытием завода по производству масел в районе Ярославля в 1879 году и аналогичного производства в том же году в Нижнем Новгороде. В России первое упоминание о нефти относится к XVI веку. Это описанный путешественниками обычай местных племен, живших по берегам реки Ухта на севере Тимано-Печорского района, собирать нефть с поверхности реки и использовать в качестве лечебных масел и смазок Схема нефтеперегонного куба Дубининых Век двадцатый В целом время XX века, предшествовавшее революциям 1917 года, можно охарактеризовать как период спада в нефтеперерабатывающей промышленности России, хотя были и позитивные рыночные неожиданности. Так, например, очень выгодной становится продажа высококачественных бакинских смазочных масел, которые пользуются намного более устойчивым спросом в Европе, чем пенсильванские масла, поскольку пенсильванская нефть содержала меньше масляных фракций, чем бакинская, и была хуже по качеству для производства масел. Однако постепенно сходящий на нет экспорт керосина очень негативно сказывается на самочувствии молодой отрасли. В 1911 году компания братьев Нобелей вынудила фирму Ротшильдов уйти из российского нефтяного бизнеса в результате искусственного снижения цен на нефть и нефтепродукты, то есть, используя те же приемы, что и Стандард Ойл в США. Практически в том же году компания Роял Датч Шелл вступает вместо Ротшильдов в российское нефтяное дело. К этому времени компания Шелл была очень сильным конкурентом американским нефтяным фирмам даже в США, а не только в Европе. С созданием двигателя внутреннего сгорания началась новая эра применения светлых нефтепродук – 2 5
28 Г л а в н а я т е м а: О б о р у д о в а н и е д л я н е ф т е п е р е р а б о т к и Переработка нефти с самого начала вдохновляла на творчество тов в промышленности. Кроме того, компания Нобель нашла эффективное применение тяжелых фракций нефти в качестве дешевого топлива в паровых котлах после изобретения распылительной форсунки для сжигания мазута. Это позволило резко увеличить прибыльность нефтяного бизнеса. Однако в России на тот момент господствовали неэкономические факторы. Первая Мировая и последовавшая за ней Гражданская война гг. основательно разрушили нефтяное хозяйство и нефтеперерабатывающие производства, что надолго исключило Россию из числа ведущих нефтяных держав мира. И это в то время, когда в мире технологии переработки нефти активно развивались. Образование в США треста «Стандард Ойл» дало большие преимущества нефтяной промышленности США. Благодаря этому, были закрыты многие небольшие и не очень эффективные нефтеперегонные заводы, вместо них выросли крупные НПЗ с новейшими на тот момент технологиями переработки. Это позволило резко увеличить количество керосина, получаемого из нефти, и снизить цены. Кстати, в начале XX века в мировой нефтеперерабатывающей промышленности наступили большие перемены. В США и Европе осветительный керосин стал широко заменяться на более дешевые газ и электричество. Зато началось бурное развитие автомобильной промышленности, и авто с бензиновыми двигателями внутреннего сгорания во многом стали диктовать потребность получения других Первые в России кустарные нефтеперегонные производства появились в 1823 году в Моздоке, где братья Дубинины открыли небольшой заводик для переработки нефти с близлежащего Вознесенского нефтяного месторождения нефтепродуктов. С нескольких тысяч автомашин в 1900 году мировое производство поднялось до полутора миллионов в 1914 году. И если в конце XIX века бензин рассматривался как побочный и ненужный продукт при переработке нефти, то к началу Первой Мировой войны он уже оценивался как важное топливо, необходимое для автотранспорта. С 1899 по 1914 гг. доля продажи керосина в общем объеме нефтепродуктов снизилась с 58 до 25%. Век керосина кончился. И это требовало создания нового нефтеперерабатывающего оборудования. Первая Мировая война не только перекроила карту Европы, но и привела к высокой государственной централизации нефтяного бизнеса как в США, так и в России. В США во время войны существовал Национальный военный нефтяной комитет, занимавшийся распределением нефтепродуктов. В России распределением нефтепродуктов тоже занимались правительственные органы. Российский вклад в основы технологий переработки Когда нефть на заре ее использования применялась в медицинских целях, то переработка ее сводилась к различным (их были десятки) способам снижения неприятного запаха. Но уже для целей осветительных нужны были более серьезные подходы. Что примечательно: впервые нефтеперерабoтка в промышленном масштабе была осуществлена именно в России в 1745 году на ухтинском заводике Федора Прядунова, о котором мы уже упоминали. Технологически процесс перегонки очень напоминал известный ныне самогонный аппарат. В XVIII XIX веках в России и других странах действовали отдельные примитивные НПЗ (самогонного типа), на которых получали преимущественно осветительный керосин и смазочные масла. Большой вклад в развитие технологий нефтеперерабoтки внесли как раз российские ученые и инженеры. 2 6
29 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / На рубеже XIX и XX веков на долю Российской Империи приходилось более 30% мировой нефтедобычи. Многие сегодняшние мировые гранды нефтяного бизнеса начинали с перевозок нефти, добываемой в России, в Западную Европу Например, великий химик Д. И.Менделеев, детально изучив техническую сторону и экономические целесообразности разных подходов, аргументировано предложил строить нефтеперегонные заводы именно в местах концентрир о в а н н о го п о т р е б л е н и я нефтепродуктов. Русский инженер А. А.Летний разработал основы крекинга и пиролиза нефти. Под его руководством были запроектированы и построены несколько нефтеперерабатывающих предприятий. Еще один наш соотечественник К. В.Харичков предложил способ переработки высокопара-финистых мазутов для последующего использования их в качестве котельного топлива. Л. Г.Гурвич разработал основы очистки нефтепродуктов. В. Г.Шухов изобрел форсунку для сжигания жидкого топлива, что позволило применять не находивший квалифицированных источников потребления мазут как топливо для паровых котлов. Он же в паре с С. П.Гавриловым запатентовали трубчатую нефтеперегонную установку непрерывного действия, принципы которой используются в работе современных установок первичной переработки нефти. В 1895 году Д. Рокфеллер предложил поделить мировой рынок продажи керосина, чтобы иметь 75% продажи, а остальное отдать российским компаниям, но сделка не состоялась из-за отказа российского правительства Отечественные НПЗ: история с географией Следует оспорить расхожее заблуждение о том, что национальная нефтяная отрасль была изначально ориентирована прежде всего на экспорт сырой необработанной нефти. Это не так. По объему нефтеперерабoтки и выпуску нефтепродуктов Советский Союз занимал второе место в мире, превосходя Великобританию, Италию, Францию и Германию вместе взятые. По средней мощности НПЗ мы намного опережали все развитые страны. И назвать СССР отстающим по глубине переработки нефти тоже было нельзя. Технологический «отрыв» Запада объясняется прежде всего тем, что у нас в последние десятилетия прошлого века недостаточно внимания уделялось новым разработкам. Кроме того, провести реконструкцию столь мощного и широко разбросанного по стране комплекса весьма непросто и по объективным причинам. Большинство из работающих сегодня нефтеперерабатывающих заводов России (16 из 27) были запущены в сороковые-шестидесятые, что совпало с активным нарастанием добычи нефти в стране и освоением сибирских и северных нефтегазовых месторождений. За годы в СССР было построено только семь новых НПЗ, из них шесть вне территории современной России: в Лисичанске, Мозыре, Мажейкяе, Чарджоу, Чимкенте и Павлодаре. Единственным новым нефтеперерабатывающим предприятием, построенным после 1966 года на территории РСФСР, стал Ачинский НПЗ, введенный в эксплуатацию в 1982 году. Кроме того, в 1979 году была организована переработка нефти в Нижнекамске («Нижнекамскнефтехим») для обеспечения потребности в сырье нефтехимического производства. При выборе площадок для размещения НПЗ часто руководствовались фактором сокращения общих затрат на транспортировку нефти, в связи с чем ряд НПЗ был построен в районах добычи нефти, что, безусловно, создает дополнительные сложности при поставках крупногабаритного оборудования. Однако безусловность поставленной государством задачи по переходу на новые стандарты нефтепродуктов говорит только об одном: модернизация НПЗ будет произведена. Если сегодня глубина переработки нефти на российских НПЗ составляет от 55% до 80% (лидерами по качеству выступают Омский НПЗ, «Волгограднефтепеработка», «Пермнефтеоргсинтез»), то после проведения модернизации, о которой много и достаточно подробно рассказывается в этом номере «Объединенного машиностроения», глубина переработки нефти достигнет 85 95%. И российская нефтеперерабатывающая отрасль тогда снова станет в число мировых грандов как по объемам, так и по качественным показателям продукции. И это будет историческим возвращением России на уже знакомую позицию лидера. 2 7
30 Г л а в н а я т е м а: О б о р у д о в а н и е д л я н е ф т е п е р е р а б о т к и В современной России нефтепереработка изменила вектор развития отрасли и теперь на первый план выходят такие критерии, как глубина переработки, качество выпускаемой продукции, в связи с введением топливного регламента на все виды моторного топлива, выпуск новых продуктов, востребованных в мире, строительство современных экспортно-ориентированных комплексов. Все вышеперечисленные тенденции дают мощный толчок к развитию не только нефтеперерабатывающим заводам, но и отечественным машиностроительным предприятиям, так как большая часть технологического оборудования установок нефтеперерабатывающих комплексов может производиться именно на российских предприятиях. О современном отечественном оборудовании, которое сегодня используется в нефтепереработке, мы беседуем с Игорем Сорочаном, генеральным директором крупнейшего машиностроительного холдинга России ОАО ОМЗ. Отечественные машиностроители готовы соответствовать Игорь Сорочан: «Предприятия Группы ОМЗ способны обеспечить растущие потребности нефтеперерабатывающих предприятий» Игорь Павлович, предприятия ОМЗ имеют немалый опыт по поставкам оборудования для нефтепереработки? Да, это действительно так. В активе наших предприятий поставки эксклюзивного оборудования для ОАО «Лукойл-Пермьнефтеоргсинтез», ОАО «Рязанский НПЗ», для ОАО «Сургутнефтегаз». В 2010 году ОМЗ поставили оборудование для компании ОАО «Лукойл Нижегороднефтеоргсинтез». Особо хочу отметить изготовление реакторов гидрокрекинга для ОАО «ТАНЕКО». В мире аппаратов с такими уникальными характеристиками сделано немного. Только вдумайтесь в цифры: вес более 1200 тонн, высота 35,7 м и внутренний диаметр 4,6 м с толщиной стенки 290 мм из Cr-Mo-V стали, сделано по базовому проекту Chevron. 2 8
31 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / Исходя из вышесказанного и посмотрев список референций, который насчитывает более 250 позиций поставленных аппаратов, становится понятно, что группа предприятий ОМЗ обладает всеми компетенциями и способно изготавливать всю номенклатуру оборудования для нефтеперерабатывающих предприятий, за исключением лицензионного оборудования, право на поставку которого оставляет за собой лицензиар. Обычно это внутрикорпусные устройства, катализаторные пакеты, специфические теплообменные аппараты и т. д. Все компетенции поделены между предприятиями Группы. Например, ООО «Глазовский завод «Химмаш» может поставлять очень широкий спектр емкостного, теплообменного, колонного и реакторного оборудования, весом до тонн, а кроме того металлоконструкции (в том числе для вертикальных резервуаров объемом от 1000 кубометров до кубометров). ОАО «Уралхиммаш» способно изготавливать аппараты, работающие под высоким давлением и температурой в агрессивной среде. Основная номенклатурная группа, которая изготавливается на предприятии это реакторы, колонные аппараты, сосуды, работающие под давлением, адсорберы, сепараторы, теплообменники, кокосовые камеры и т. д. с максимальным весом до 450 тонн, а также шаровые резервуары для хранения под давлением продуктов переработки сырья от 600 кубометров до 5000 кубометров. И, конечно, уникальный комплекс ОАО «Ижорские заводы». На одной площадке объединены два уникальных и современных производства: сварочносборочное и металлургическое производство, в состав которого входит печь ДСП 120 (запущена в 2009 году). На этом современном оборудовании изготавливаются уникальные поковки из специальных сталей для нефтехимических сосудов по самым строгим требованиям мировых лицензиаров. «Ижорские заводы» обладают уникальными компетенциями по производству сверхтяжелых реакторов до полутора тысяч тонн. Такие, как реакторы для гидрокрекинга, гидроочистки, сепараторы высокого давления и так далее. Таких предприятий, как «Ижорские заводы», в мире не больше семи. Еще одно предприятие ОАО «Криогенмаш», которое является крупнейшей компанией в России по производству технологий и оборудования для разделения воздуха, водородных и гелиевых производств и разработке комплексных решений по СПГ. На оборудовании, изготовленном «Криогенмашем», выпускается около 90% годового объема производства технических газов в России. На сегодняшний день «Криогенмаш» обеспечивает полный цикл работ по созданию и модернизации воздухоразделительных производств. Особенно важно отметить, что все производственные предприятия Группы ОМЗ прошли и сертификацию по стандартам РФ, и стандартизацию по кодам ASME. Правильно ли понимать, что ОМЗ, таким образом, готовы представить почти всю продуктовую линейку по оборудованию для нефтепереработки? Действительно, на предприятиях Группы ОМЗ возможно изготовить очень широкую гамму технологического оборудования для нефтеперерабатывающих производств. Мы стремимся к тому, чтобы в данной работе максимально были задействованы все предприятия, входящие в Группу, в том числе и наши инжиниринговые активы ОАО «Гипрокислород» и «Хетенг Инжиниринг» (Чехия). При этом предоставив заказчику комплекс услуг от проектирования до монтажа оборудования. При комплектной поставке оборудования мы сможем предлагать заказчику более выгодные ценовые условия. В России есть аналогичные по широте возможностей машиностроительные холдинги? Если говорить объективно, то в России холдингов, которые так же широко закрывали бы потребности нефтеперерабатывающих заводов, как ОМЗ, нет. И это при том, что в структуре бизнеса ОМЗ данное направление занимает пока небольшую долю. Но мы активно занимаемся вопросом расширения данного направления. Сегодня российским НПЗ, как никогда, особенно нужно новое современное оборудование для перевооружения, и мы прилагаем максимум усилий для обеспечения потребностей предприятий нефтепереработки и нефтехимии. Особенно нужно? Это я очень мягко выражаюсь. В феврале 2008 года правительством РФ утвержден технический регламент, по которому НПЗ РФ к 31 декабря 2014 года должны ОМЗ обладают всеми компетенциями и способно изготавливать всю номенклатуру оборудования для нефтеперерабатывающих предприятий, за исключением лицензионного оборудования, право на поставку которого оставляет за собой лицензиар. выпускать моторное топливо стандарта Евро-4, в дальнейшем с переходом на стандарт Евро-5. Естественно, для соответствия выпускаемой продукции требованиям технического регламента, российским НПЗ необходима скорейшая модернизация и строительство новых современных установок. Переход от нынешнего стандарта Евро-2 к стандарту Евро-5 будет постепенным: в 2012 году на Евро-3, в 2013 году на Евро-4, но без модернизации сделать это невозможно. Реализуя принятые правительством РФ решения, практически все нефтеперерабатывающие предприятия объявили о своих планах по техперевооружению. Какие виды оборудования сегодня наиболее востребованы российскими НПЗ? Сегодня НПЗ строят установки, которые увеличивают объем переработки, повышают качество нефтепро – 2 9
32 Г л а в н а я т е м а: О б о р у д о в а н и е д л я н е ф т е п е р е р а б о т к и Доставка двух реакторов гидрокрекинга для ТАНЕКО дуктов и глубину переработку нефти. Для установок, увеличивающих объем переработки нефтепродуктов, это колонное оборудование, теплообменное и емкостное оборудование. Для установок, повышающих качество товарного продукта, это реакторы гидроочистки, реформинга, изомеризации, а также сепараторы высокого давления, адсорберы, теплообменное и емкостное оборудование и т. д. Для установок, повышающих глубину переработки нефти, это, в первую очередь реакторы гидрокрекинга и другое емкостное, теплообменное и колонное оборудование. Все перечисленные установки являются основными в реализации программ модернизации НПЗ. Большинство проектов реализуется в ОАО НК «Роснефть», Предприятия Группы ОМЗ приобрели совершенно новые компетенции в рамках создания уникального высокотехнологичного оборудования, и в настоящее время предприятия Группы являются конкурентами крупнейших мировых компаний в части производства оборудования для нефтеперерабатывающих предприятий. ОАО «ТНК-ВР», ОАО «Татнефть» ОАО «Газпром нефть», ОАО «Лукойл». ОМЗ участвуют в этих проектах? По комплексу гидрокрекинга для ТАНЕКО мы уже завершили поставку основного технологического оборудования двух реакторов гидрокрекинга весом более 1200 тонн каждый из хром-молибден-ванадиевой стали. Также в рамках реализация данного проекта поставлен большой объем колонного, емкостного, реакторного оборудования. Не так давно мы выиграли тендер на шесть ректоров гидрокрекинга для Туапсинского НПЗ («Роснефть»), подписан контракт на поставку реакторов гидрофинишинга для Новокуйбышевского завода ОАО «Ижорские заводы» в 1996 году по базовому проекту ABB Lummus Global впервые в России изготовили и поставили в адрес ОАО «Лукойл» (г. Пермь) реактор гидрокрекинга 10 ДС-101 массой 843 тонны, с рабочим давлением 12,4 МПа на установку T-STAR. Применение данного оборудования позволило ОАО «Лукойл» выпускать дизельное топливо стандарта Евро-4. Впервые в России на «Ижорских заводах» были изготовлены реакторы гидроочистки вакуумного газойля по американским стандартам качества ASME (U2) на ОАО «Рязанский НПЗ» по базовому проекту Chevron Texaco. В 2007 году ОАО ОМЗ выполнило строительство парка хранения, состоящего из 24 шаровых резервуаров объемом 600 кубометров каждый для ОАО «Сургутнефтегаз» на условиях «под ключ». В 2010 году ОАО ОМЗ поставило для компании ОАО «Лукойл Нижегороднефтеоргсинтез»» (г. Нижний Новгород) два уникальных реактора гидроочистки весом 720 тонн каждый и внутренним диаметром 5,5 м. В 2010 году поставка двух реакторов гидрокрекинга для ОАО «ТАНЕКО» весом более 1200 тонн и высотой по 35,7 м каждый. Изготовление коксовой камеры (производитель «Уралхиммаш») из двухслойной стали углеродистой и нержавеющей требует особой технологии сварочных работ 3 0
33 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / масел и присадок, будем участвовать в тендерах по Ачинскому, Комсомольскому и Ангарскому НПЗ. Подписан контракт на поставку реактора гидроочистки средних дистиллятов с ТАИФ-НК, а также целый ряд других контрактов в рамках данной программы. А что касается работ для Туапсинского НПЗ? Для Туапсинского НПЗ по условиям контракта ОМЗ произведет и поставит шесть сверхтяжелых реакторов, производство которых запущено на Ижорских заводах. Поставка реакторов в адрес заказчика должна быть осуществлена к середине 2012 года. Кто были вашими соперниками по данному тендеру? Соперниками по тендеру были хорошо известные в мире компании-производители две компании из Италии (Nouvo Pignone и Belleli) и две из Японии. (JSW, Kobe Steel). Cегодня для мировых производителей рынок России динамично развивающийся и перспективный, поскольку предполагаются большие закупки, о причинах которых я уже говорил. Поэтому иностранные производители готовы идти на серьезный демпинг, чтобы войти на российский рынок. В чем основные конкурентные преимущества предложений российских машиностроителей в принципе и ОМЗ конкретно? Наше конкурентное преимущество в первую очередь связано с возможностью комплексного удовлетворения потребностей заказчика, начиная от проектирования, изготовления, поставки оборудования и заканчивая монтажом и послепродажным обслуживанием. Стратегическое партнерство с одним из крупнейших банков РФ Газпромбанка позволяет применять различные схемы кредитования, лизинга, факторинга при реализации проектов, а также обеспечивать опережающий запуск производства с целью сокращения сроков поставки высокотехнологичного оборудования. И, наконец, важное преимущество это замкнутый цикл производства. Начиная от получения стальных заготовок из специальных сталей, до отгрузки конечного продукта из собственного порта на Неве. Отрадно отметить тот факт, что за последние два года предприятия Группы ОМЗ приобрели совершенно новые компетенции в рамках создания уникального высокотехнологичного оборудования. И в настоящее время редприятия являются конкурентами крупнейших мировых компаний в части производства оборудования для нефтеперерабатывающих предприятий. На какую долю российского рынка оборудования для нефтепереработки может претендовать ОМЗ? По уникальным реакторам, думаю не менее 50%, по колонному оборудованию не менее 25%. И я уверен, что доля ОМЗ на рынке оборудования для нефтепереработки будет расти. На чем основана ваша уверенность? Уверенность основана на объективных достоинствах и преимуществах Группы ОМЗ. При этом мы активно развиваемся, реализуя масштабную инвестиционную программу, направленную на модернизацию и перевооружение производств, создаем новые рабочие места, а также совершенствуем инженерно-техническую базу и системы управления предприятиями. Беседовал Валерий Стольников Отгрузка реактора гидроочистки вакуумного газойля для Кстовского НПЗ по заказу ООО «Лукойл-Нижегороднефте оргсинтез», 2009 год, масса сосуда более 800 тонн Изготовление реактора гидроочистки для нефте перера ба тывающего комплекса ОАО «ТАНЕКО» (г. Нижнекамск) в цехах ОАО «Ижорские заводы», масса изделия более 1200 тонн 3 1
34 К р у п н ы й п л а н Геннадий Локотков: «Эта турбина не только беспрецедентный российский продукт, но и новое инновационное технологическое слово в мировом энергетическом машиностроении» Недаром «Ладога» родная В мае этого года на специальном совещании в штаб-квартире «Газпрома» было особо отмечено значение газоперекачивающих агрегатов ГПА-32 «Ладога» для реконструкции существующих и создания новых компрессорных станций на газопроводах (в том числе, в рамках стратегического проекта «Северный поток»). Создатель этих ГПА «РЭП Холдинг» является сегодня безусловным национальным лидером в сегменте индустриальных газовых турбин. Холдинг активно развивает инновационные российские компетенции в этой области, благодаря чему его продукция заслуженно востребована на рынке. Достаточно привести один факт: в июне 2009 года ОАО «Газпром» подписало с ЗАО «РЭП Холдинг» контракт на поставку 19 газоперекачивающих агрегатов. При этом «РЭП Холдинг», развивая техническую идеологию «Ладоги», в настоящее время создает уникальный инновационный российский проект ГПА-32 «Ладога-РП», которая является новым словом в мировом энергомашиностроени. Обо всем этом «Объединенному машиностроению» рассказывает президент «РЭП Холдинга» Геннадий Локотков. Геннадий Иванович, правильно ли понимать, что ГПА-32 «Ладога-РП» беспрецедентный инновационный продукт российского энергомашиностроения? На самом деле эта турбина не только беспрецедентный российский продукт, но и новое инновационное технологическое слово в мировом энергетическом машиностроении. В мире такой техники практически нет. Аналогичная по параметрам турбина работает в Голландии и показывает замечательные результаты по производительности и эффективности, но это только аналог. Наша ГПА-32 «Ладога РП» новое и, по сути, отечественное усовершенствование лучших достижений мирового турбостроения. Что совершенно естественно: сегодня реальный технологический процесс возможен только на основе всего лучшего, что создала мировая отраслевая техническая мысль. 3 2
35 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / То есть, семейство турбин «Ладога» результат интернациональный? Скорее, это национальное развитие интернациональных технологических потенциалов. Ведь предприятия нашего холдинга, я говорю прежде всего, конечно же, о «Невском заводе», обладают огромным опытом выпуска индустриальных турбин. И было объективно логично нашим конструкторам и технологам заняться разработкой и усовершенствованием турбины, лицензию на выпуск которой «РЭП Холдинг» приобрел полтора года назад у компании General Electric. В результате этой работы получился новый российский агрегат ГПА-32 ««Ладога-32РП», техническое продолжение турбины «Ладога-32» технологически совершенное изделие с точки зрения производственных возможностей и технологий. Этот агрегат является машиной стационарного исполнения класса 32 МВт, созданный на основе лицензионной турбины нового поколения MS5002E (General Electric Nuovo Pignone), предназначенной для условий эксплуатации любой сложности, с высоким КПД (36%) и низким уровнем выбросов, большим ресурсом работы, хорошей ремонтопригодностью. ГПА-32 «Ладога» является новой, высокоэффективной установкой, разработанной для российского рынка на основе базового семейства ГТУ MS5002, которое успешно эксплуатируется на многих компрессорных станциях в России и общая наработка которого по всему миру на сегодняшний день составляет более 16 млн. часов. То есть, технологический фундамент у «Ладоги» очень достойный. А создание «Ладоги-РП» следующего технологического этапа еще одно доказательство, что российское энергомашиностроение на многое способно. К тому же, проект «Ладога» как таковой предусматривает 100% локализацию. Программа локализации разбита на четыре фазы: нулевая, первая, вторая, третья. И с каждой фазой процент российской составляющей в новой турбине увеличивается. Есть, конечно, сложности например, сегодня у нас некоторые проблемы с лопаткой первой ступени горячей части. Но все это преодолимо, и мы верим, что в указанный срок в течение двух лет мы придем к полному производству новой турбины в России, прежде всего на мощностях предприятий «РЭП Холдинга». Надо сказать, что это первый опыт 100% локализации в России такого сложного оборудования. Предприятия холдинга исторически обладают необходимыми производственнотехническими компетенциями? Безусловно обладают! Входящий в «РЭП Холдинг» «Невский завод» является одним из крупнейших в мире производителей стационарных приводных газовых турбин для различных отраслей индустрии, так называемых «индустриальных турбин». Первые отечественные газовые турбины для нашей транспортной системы «Газпрома» были поставлены именно с «Невского завода». Всего для газового монополиста было отгружено более 1200 агрегатов. Они показали себя очень хорошо, работают и по сей день с высокой степенью надежности. Турбины «Невского завода» составляют сегодня около 35% мощности компрессорных станций ОАО «Газпром», они работают на газопроводах ближнего и дальнего зарубежья (например, в Иране). Это реально огромный наработанный опыт: на магистральных газопроводах установлены тысячи нагнетателей природного газа. Многолетний опыт проектирования и изготовления этого оборудования, серийный выпуск и результаты эксплуатации позволяют гарантировать реально высокие показатели проектируемых и модернизируемых агрегатов. Проект предусматривает 100% локализацию. Программа локализации разбита на четыре фазы, и с каждой фазой процент российской составляющей в новой турбине увеличивается. Надо сказать, что это первый опыт 100% локализации в России такого сложного оборудования. Для понимания ситуации: сегодня в газопроводах наряду с индустриальными применяются и авиационные турбины Это можно считать фактом вынужденной замены. «Газпром» обратил внимание на авиационные турбины, которые также могут применяться для газопроводов, в девяностые годы, когда машиностроение испытывало огромные объективные сложности. В этой ситуации стали закупать силовые установки на основе именно авиационных турбин, невостребованных авиацией, а «Невский завод» более 15 лет занимался только реконструкцией своих старых машин и поставкой запчастей. Но со временем все убедились, что транспортная система работает куда более эффективно, когда комбинирует авиационные и индустриальные турбины. Тем более, что у современной индустриальной турбины можно добиться высокого КПД, а основное ее достоинство очень высокий ресурс (100 тысяч часов!), при этом жизненный цикл этой турбины можно существенно продлевать: еще 100 тысяч часов после капремонта. Минус же авиационных турбин в том, что у них сравнительно короткий срок эксплуатации (12 15 тысяч часов), а ремонт возможен только в заводских условиях. И промежуточный ремонт авиационной турбины это замена 80% агрегата. Индустриальная машина тяжелее, больше, несколько дороже, но служит в «разы» дольше. В «Газпроме» в начале 2000-х скопилось большое количество турбин, которым требовался срочный заводской ремонт, что технически сделать достаточно сложно. И выход оказался в применении именно ин – 3 3
36 К р у п н ы й п л а н а б На фото: ГПА-32 «Ладога» (а), турбина MS5002E на испытательном стенде (б), сборочный цех «Невского завода» (в) ЗАО «РЭП Холдинг» компания, осуществляющая инжиниринговые разработки, производство и поставки электротехнического и энергетического оборудования для газовой, нефтяной, металлургической и химической промышленности, энергетики и судостроения. Крупнейшие предприятия, входящие в состав компании, ЗАО «Невский завод», «Невский металлургический завод» и ОАО «ЭЛЕКТРОПУЛЬТ». «РЭП Холдинг» обладает производственными, опытно-конструкторскими и сервисными компетенциями, в его структуре предприятия с полным производственным циклом, юридически самостоятельные и полностью управляющие своей основной текущей деятельностью, которые разрабатывают, изготавливают и внедряют современное энергосберегающее турбокомпрессорное оборудование, инновационные системы управления, распределения и преобразования электроэнергии, предоставляют услуги в области инжиниринга, выполняют проектные работы по строительству, реконструкции и перевооружению технологически сложных промышленных объектов. Высокое качество продукции и услуг ЗАО «РЭПХ» обеспечивается внедренной единой интегрированной системой менеджмента качества и экологического менеджмента. Соответствие ИСМ требованиям международных и российских стандартов, а также корпоративных стандартов ОАО «Газпром» в области качества и охраны окружающей среды подтверждено сертификатами, выданными крупнейшими независимыми органами по сертификации: «Тест-Санкт-Петербург», Ассоциацией «Петросерт», Международной сертификационной сетью IQNet, членом Международного Аккредитационного Форума IAF Ассоциацией SINCERT. дустриальных турбин. Было принято решение возродить индустриальное турбостроение. Для этого выбрали турбину Siemens, назвали модель «Балтика-25» и 6 лет ее выпускали. Старались реализовать и программу локализации, но не очень успешно. В рамках «РЭП Холдинга»? «Невский завод» вошел в холдинг в 2007 году, и мы активизировали работу с Siemens по передаче технологий. Создали совместное предприятие (пятьдесят на пятьдесят), начали готовить лицензионное соглашение. Однако возникли проблемы: оказалось, что это не стопроцентная передача Siemens готов передать технологии только частично, при этом предполагается, что новое СП не будет располагать ни персоналом, ни мощностями, а должно будет размещать заказы на заводах Siemens и на «Невском заводе». Мы поняли, что это тупиковая ситуация, и нашли нового партнера General Electric, у которого уже есть традиция поставок в Россию. «Газпрому» он хорошо известен, поставил ему более двухсот агрегатов. То есть, и продукция, и сервис GE нашему газовому монополисту хорошо знакомы. Так получилось, что на тот момент у GE была 32-меговатная машина нового поколения, которую они были готовы продать. Конкурентов было двое: Китай и мы. Турбины «Невского завода» составляют около 35% мощности компрессорных станций ОАО «Газпром», они работают на газопроводах ближнего и дальнего зарубежья. Это реально огромный наработанный опыт: на магистральных газопроводах установлены тысячи нагнетателей. 3 4
37 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / Первые отечественные газовые турбины для «Газпрома» были поставлены именно с «Невского завода». Всего для газового монополиста было отгружено более 1200 агрегатов. Они показали себя очень хорошо, работают и по сей день с высокой степенью надежности. На тот момент мы уже отказались от турбины «Балтика-25» и с готовностью приобрели у GE лицензию. Вопервых, у их турбины были лучше характеристики, чем у продукции Siemens, с хорошим резервом для дальнейшего усовершенствования, наращивания характеристик турбины. Во-вторых, контракт обуславливал стопроцентную передачу технологий. Разумеется, все это было очень непросто и очень нелегко, мы испытывали серьезное давление со стороны конкурентов, нас пытались не допустить в проекты новых газопроводов Но мы верили и работали. Сопротивлялись возвращению индустриальных турбин? И это было тоже. Но руководство «Газпрома» мыслит технологически и технически перспективно, и старается исключить перекосы в ту или другую сторону. Мы работали, и в течение двух лет нам удалось получить всю документацию, как конструкторскую, так и технологическую. Мы подготовили производство для выпуска этих современных турбин, причем, понятно, что это колоссальные затраты. Чтобы производить такие турбины, нужно серьезное технологическое оборудование нового поколения. А оно за собой «тянет» новую систему управления, информационное обеспечение и т. д. Мы осуществили сквозную информатизацию от инжиниринга до производства, от планирования до станков, которые управляются единой программой. Причем, изменилось и оборудование: постпроцессоры, соответствующий инструмент и оснастка. Получается, вы фактически создали новое производство? И да, и нет. Слава Богу, эти технологии GE оказались близки технологиям «Невского завода». Их решения технологически «ложились» на наш традиционный опыт. Я считаю, что это стало очень удачным приобретением, которое оказалось нашей надеждой на продвижение на рынке. При этом с самого начала мы планировали с этой турбиной работать и дальше, развивать ее. Воплощением чего и стала наша работа над проектом «Ладога РП» новой модификации ГПА-32«Ладога». Мы изменили компоновку турбины, внедрили перспектив – в ный метод запуска, систему гидравлики. В течение последних шести лет у нас шла интенсивная работа в области электропривода, вентильных приводов, создания специальных приводов. И весь этот опыт был реализован в короткий срок в новой модели. Создание новой турбины было дорогостоящим делом? И дорогостоящим, а иначе не бывает, и технически достаточно сложным. По сути, реализация проекта стала возможной благодаря проведенной реконструкции и модернизации предприятий холдинга. Общая сумма инвестиций в реконструкцию и реорганизацию производства составила 5,5 млрд. рублей, из которых 2,2 млрд рублей были направлены на организацию производства турбины MS5002E. При этом не надо забывать, что в создании «Ладоги» задействована широкая кооперация российских машиностроительных предприятий, в общей сложности несколько десятков, среди которых «Невский завод» (именно там производится итоговая сборка), «Завод Электропульт», «К-Энерго», «Электропульт – Система», НПО «Искра», «Искра Энергетика» и другие. И мы продолжаем творческое сотрудничество с GE Oil & Gas в лице итальянской фирмы Nuovo Pignone S. p.A. Должен сказать, что наши разработки очень заинтересовали General Electric. А насколько востребована новая продукция российским газовым монополистом? «Газпрому» такая турбина нужна, и специалисты компании достаточно высоко оценивают ее перспективы. В июне прошлого года между ЗАО «РЭП Холдинг» и ОАО «Газпром» был подписан контракт на поставку 19 газоперекачивающих агрегатов «Ладога-32» на объекты ОАО «Газпром». По условиям контракта, три первых газоперекачивающих агрегата «Ладога» будут поставлены на компрессорные станции «Вавожская» и «Грязовецкая» в рамках их реконструкции. Следующие 16 машин предназначены для установки на компрессорных станциях строящегося магистрального газопровода «Бованенково Ухта». Это КС-6 «Интинская», КС-7 «Сынинская», КС-8 «Чикшинская», КС-9 «Малоперанская». В настоящее время уже ведется монтаж ГПА 32 «Ладога» на компрессорных станциях «Грязовецкая» и «Вавожская». 3 5
38 К р у п н ы й п л а н То есть, «Ладога» будет качать газ по «Северному потоку» в Европу? Да. Названные мною компрессорные станции, с установленными на них ГПА «Ладога-32», будут в числе других обеспечивать подачу российского природного газа в магистраль «Северный поток». Расскажите подробнее о технических особенностях «Ладоги-32»? «Ладога-32» воплощает целый комплекс российских инновационных разработок, при этом включает в себя элементы, специально разработанные для эксплуатации в сложных климатических условиях, в том числе раздельные отсеки вспомогательного оборудования и газовой турбины (для решения проблемы очень низких температур вентиляционного воздуха), применение специальных низкотемпературных сталей для изготовления рам. Мы полностью соответствуем всем жестким стандартам ГОСТа и российской сертификации. В результате «Ладога-32» это высокотехнологичный ГПА российского производства для эксплуатации в условиях любой сложности. Отдельная тема новый компрессор турбины, который является нашей собственной разработкой и предметом особой гордости. Компрессор 11-ступенчатый, с высоким коэффициентом сжатия (17:1) и осевым потоком. Он представляет собой увеличенный вариант компрессоров, применявшихся в ранее выпущенных моделях газовых турбин производства GE Oil & Gas. Компрессор отличается повышенной прочностью и высокими рабочими характеристиками. При этом инновационные улучшения коснулись практически всех элементов, в том числе камеры сгорания, турбин высокого и низкого давления. Особое внимание было уделено повышению характеристик ремонтопригодности. О ремонтопригодности можно подробнее? «Ладога-32» изначально проектировалась в расчете на высокую ремонтопригодность. При этом особое внимание мы уделяли достаточно широкому спектру возможностей как планового сервисного обслуживания, так и различных ремонтных операций. В том числе, возможности перемещения и подъема компонентов и основных вспомогательных частей газовой турбины, специальным инструментам для технического обслуживания, созданию изначальных возможностей (отверстия, дверцы и т. д.) для ввода специальной диагностической аппаратуры бороскопов с целью облегчения осмотра. Силовая турбина смонтирована на специальном каркасе, который может передвигаться вдоль опорной рамы. В результате конструкция «Ладоги-32» позволяет без труда выполнять техобслуживание на месте эксплуатации. Также непосредственно на месте можно выполнять разборку модуля, либо его можно демонтировать для обслуживания в условиях сервисного центра. Испытания «Ладоги-РП» уже завершены? Испытательный цикл уже близок к своему завершению. Начнем с того, что приобретенная в 2008 году В соответствии с лицензионным соглашением, мы создадим совместную инжиниринговую группу и приступим к работам по наращиванию КПД. Для этого нужно сформировать условия по повышению температур, создать новые охлаждаемые лопатки. Мы глубоко изучили этот вопрос, у нас есть представления, как это должно быть сделано, но мы должны сделать это совместно. «РЭП Холдингом» у GE Oil & Gas (Nuovo Pignone S. p.A.) лицензия на производство и продажу 32-мегаваттной газовой турбины MS5002E включала и результаты многочисленных испытаний и проверок MS5002E, которые были проведены GE Oil & Gas на своем предприятии в итальянском городе Массе. Они включали полноценные испытания опытного образца и аттестацию всей системы (привода и вспомогательного оборудования), необходимые для оценки конструкции. То есть, турбина MS5002E никаких вопросов с точки зрения проверок и испытаний не вызывала. Как не вызывает и созданная на ее основе «Ладога-32», испытания которой мы проводили на стендах в Италии и России. Испытания «Ладоги-РП» сейчас находятся на заключительном этапе. Что принципиально нового «РЭП Холдинг» внес в «Ладогу-РП»? Мы убрали блок вспомогательных механизмов и таким образом сократили агрегат на 7 метров. Это первое, что мы сделали за счет внедрения наших сложных вентильных спецприводов. Это наша гордость. Мы имеем серьезные наработки по вентильным приводам. Эта работа идет параллельно с работами над скоростным 15 тысяч оборотов генератором с вентильной схемой на постоянных магнитах. Эта сложнейшая работа близится к завершению, мы планируем уже в этом году презентовать машину на 4 МВт. В мире таких турбин пока еще не делали, на рынке представлены только до 1 МВт. Сама турбина это первый этап. Второй этап наращивание КПД. Как первый, так и второй этапы, в соответствии с лицензионным соглашением, мы обязаны согласовывать с нашими партнерами. Безусловно, наши решения по новой компоновке, по внедрению перспективной системы запуска турбины, встретили одобрение у GE, которые назвали это «блестящими решениями». Турбина получается с очень хорошей компоновкой и, по сути, с уникальными характеристиками. Она будет конкурентной на ближайшие 20 лет, даже если мы ничего больше не будем совершенствовать. 3 6
39 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / География поставок новых турбин уже наметилась? Первые 10 турбин «Ладоги-РП» в таком исполнении мы планируем поставить в Венесуэлу. Кроме того, мы будем представлять эту турбину для ТНК-ВР, и рассчитываем уже в этом году выиграть тендер еще на один из агрегатов для ТНК-ВР. Для нас это праздник, потому что большая почти трехлетняя работа подошла к завершению первого этапа. Теперь мы приступаем ко второму этапу. Что будет включать второй этап? В соответствии с лицензионным соглашением, мы создадим совместную инжиниринговую группу и приступим к работам по наращиванию КПД. Для этого нужно сформировать условия по повышению температур, создать новые охлаждаемые лопатки. Мы глубоко изучили этот вопрос, у нас есть представления, как это должно быть сделано, но мы должны сделать это совместно. Это требует серьезного финансирования. Как оно будет осуществляться? Финансирование этой работы мы берем на себя. Совместная группа будет финансироваться холдингом для того, чтобы получить следующую модификацию машины. Работа рассчитана на два года. В итоге через два года мы должны будем получить рабочий комплект: полную документацию и опытный образец. У GE есть инжиниринговый центр, с которым мы собираемся работать очень плотно, и не только по этому проекту. В наших планах освоение и другой продукции, такой как, допустим, турбина 126 МВт: в прошлом году мы подписали меморандум о передаче лицензии и теперь будем активно развивать эту тематику. Надеюсь, уже этой осенью мы получим понимание, какой именно спектр продукции мы будем разрабатывать и выпускать. Совместные работы в партнерстве продвигаются гладко? Я считаю наше партнерство успешным, оно дает нам много перспектив, хотя сомнений и трудностей при реализации проекта было немало. Мы ощущали откровенное противодействие конкурентов. Мы и сами немало сомневались: ту ли турбину выбрали? правильно ли так ее финансировать? не дорого ли получается? В итоге на «разгребание» всех вопросов ушел год. Современный рынок требует современной продукции. Конкурировать можно только на абсолютно новых образцах. Сказать самоуверенно, что мы сейчас возьмемся и разработаем новую турбину или новый агрегат, значит, не понимать объективной ситуации. Отрасль очень консервативна, и у нас был период выпадения из общего движения по пути прогресса техники. И возместить такой пробел можно только через партнерство с мировыми лидерами. Безусловное партнерство, которое базируется на доверии и реальном общем бизнесе. Сейчас нужно именно в партнерстве решать вопрос современной продуктовой линейки. Я считаю, что наш первый совместный проект успешный, и он позволяет уверенно планировать технологическое расширение программы, мы можем реализовать полноценную продуктовую линейку. ГПА-32 «Ладога» является новой, высокоэффективной установкой, разработанной для российского рынка на основе базового семейства ГТУ MS5002, которое успешно эксплуатируется на многих компрессорных станциях в России и общая наработка которого по всему миру на сегодняшний день составляет более 16 млн часов. Как вы оценивается объемы потенциального рынка? Когда мы говорим о партнерстве, мы подразумеваем, что в первую очередь работаем на нужды российского рынка. Но в то же время мы видим и потенциальный интерес в других странах. Например, мы сегодня находимся на пороге контрактов с Венесуэлой и с Аргентиной, идет проработка контракта с Нигерией. Какие достоинства видит в вас потенциальный покупатель? Преимущество холдинга в том, что он располагает возможностью поставить любой объект комплексно. То есть, мы располагаем исчерпывающим базовым оборудованием и технологиями, у нас свое проектное бюро, мы можем разработать и спроектировать любой объект: компрессорные станции, малые и большие электростанции все это мы делаем. В рамках нашего института мы «ведем» разные проекты освоение электромагнитного подвеса, создание скоростных машин, генераторов, создание вентильных приводов, освоение и модернизация лицензионной продукции и т. д. Ведь в конечном счете, почему мы интересны для GE? Потому что мы делаем сложные проекты, делаем их полностью, поставляя полный комплект оборудования. Планируете расширить участие в газпромовских проектах? Газпромовские проекты, безусловно, интересны, но за них предстоит побороться. Есть смысл говорить на эту тему более подробно после успешного запуска на двух станциях, где мы сейчас монтируем наши «Ладоги-32». Не сомневаемся, что все будет успешно, и тем самым будут сняты все сомнения. Беседовал Валерий Стольников Основные характеристики ГПА-32 «Ладога» Мощность МВт КПД % Число оборотов вала силовой турбины об/мин Нагнетатель Н400 Расход топливного газа,78 кг/c Температура за турбиной С 3 7
40 К р у п н ы й п л а н Текст: Алексей Архаров, доктор технических наук, профессор, заведующий кафедрой «Холодильной и криогенной техники, систем кондиционирования и жизнеобеспечения» МГТУ им. Н. Э.Баумана, заслуженный деятель науки и техники РФ, лауреат Государственных премий СССР и России, лауреат премий Правительства РФ и Москвы, почетный член Парижского международного института холода, лауреат премии им. Густава Лоренцена, академик РАЕН, председатель Московского регионального отделения международной академии холода Индустрия глубокого холода Будущее отечественной криоиндустрии решается сегодня 3 8
41 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / Криоиндустрия ключ ко многим новым технологиям в ракетостроении, авиации, энергетике, электронике, металлургии, химии, медицине, сельскому хозяйству и т. д. Криология как наука об искусственном холоде, методах его получения и использования зарождалась в XIX веке. Однако криоиндустрия, столь существенно изменившая мир, сложилась только в XX веке. В СССР первая воздухоразделительная установка, разработанная под руководством профессоров МВТУ им. Н. Э.Баумана Семена Герша, Николая Доллежаля и Сергея Семихатова, была построена в годах. По сути это стало началом отечественного криогенного машиностроения, которое быстро набирало темпы развития. Начиная с 60-х годов XX столетия, выпускаемая в СССР криогенная техника уже не уступала самым передовым мировым достижениям. А вскоре по ряду направлений национальная криоиндустрия стала развиваться с опережением. Нам есть, чем гордиться, и есть, что развивать. Как все начиналось В СССР, начиная с 30-х годов XX века, все решения о развитии криогеники принимались на самом высоком партийном и государственном уровне. Среди кураторов первые лица страны: В. В.Куйбышев, Г. К.Орджоникидзе, И. В. С та л и н, А. Н, Ко с ы г и н, Д. Ф.Устинов, С. П.Королёв, К. И.Брехов. В годах был построен Институт физических проблем (ИФП), возглавил который академик П. Л.Капица. Затем были созданы Всесоюзный научно-исследовательский институт кислородного машиностроения (ВНИИКИМАШ) и завод имени 40-летия Октября. Позднее появились «Гелиймаш», «Криогенмаш», «Уралкриогенмаш», «Микро криогенмаш». В 80-х годах СССР уже экспортировал воздухоразделительные установки (ВРУ) в 20 стран мира. Ведущее в стране научнопроизводственное объединение «Криогенмаш» выпускало крупнотоннажные ВРУ для получения газообразных продуктов производительностью по кислороду до 100 тонн в час и жидких криопродуктов до 7 тонн в час. К этому времени сложилась подотрасль криогенного машиностроения, которой руководил первый заместитель министра химического машиностроения Геннадий Шеин. И тогда, и в наше время совершенно неоспоримым является тот факт, что для успеха в развитии отрасли нужны новые идеи в области криотехнологий и их применения в области машин, аппаратов, процессов. Новые идеи рождаются не просто, они, как правило, формируются в ходе поисковых разработок наиболее опытными и талантливыми специалистами при решении новых актуальных технических задач. Новые идеи есть и сегодня в «Криогенмаше». Например, в части создания крупных озонаторных систем. Развитие этих и других идей отечественных ученых и технологов может позволить нам, как и в середине прошлого века, совершить серьезный качественный скачок в криогенике. Академик Петр Капица и его оригинальные идеи и разработки Ярким примером того, что в криогенике добиться высоких результатов можно только идя своим путем, является работа академика П. Л.Капицы, выполненная им в годах в ИФП. В те времена ведущие западные криогенные фирмы уже выпускали для металлургов и химиков крупные ВРУ с турбодетандерами производительностью до 5 тонн в час газообразного кислорода. Однако КПД применявшихся в этих установках турбодетандеров не превышал 55%, холода не хватало, и, как следствие, приходилось усложнять схемы установок и холодильный цикл, вводя в него поток воздуха, сжатого до высокого давления (200 атм), а затем расширять его в дорогих и не очень надёжных поршневых детандерах. П. Л.Капица пошёл своим путём: он заставил работать в предложенном им турбодетандерном колесе с длинными лопатками кориолисовы силы инерции (проявляются при движении газа в направлении к оси вращения), и в результате повысил КПД до 80% (сегодня турбодетандеры работают с КПД до 93%). Поясним. С начала 20-х годов прошлого века турбодетандеры для ВРУ строились с короткими лопатками по типу высокотемпературных газовых турбин. При их проектировании о кориолисовых силах никто не думал. Однако увеличение плотности газового потока при низких температурах весьма существенно увеличивает вклад кориолисовых сил инерции в величину совершаемой работы, что, по сути, и доказал П. Л.Капица. Процесс расширения газа в колесе с длинными лопатками оказался настолько эффективным, что заканчивался в двухфазной области состояний, где воздух частично конденсировался. П. Л. Капица стал первым, кто добился ожижения воздуха непосредственно в расширительной машине. Подобные, но безуспешные попытки ожижения воздуха в поршневом детандере предпринимались В. Сименсом ещё за 80 лет до работ П. Л. Капицы. Сегодня достигнутый П. Л.Капицей результат кажется тривиальным, но в этом и заключается суть технического прогресса: многие вещи кажутся удивительно простыми, но уже после долгих и подчас трудных поисковых исследований. 3 9
42 К р у п н ы й п л а н а б в Гигант воздухоразделения Кт-70, 1981 год (а). Монтаж самого крупного в Европе имитатора космоса (б). В ракетной системе «Энергия» «Буран» (в) также активно применены криогенные технологии. Это достижение П. Л.Капицы позволило существенно упростить схемы установок, отказаться от сжатия части воздуха до 200 атм и организовать цикл одного низкого давления (6-7 атм). Практически это означало устранение препятствий на пути увеличения производительности установок разделения воздуха и делало установки более надёжными и дешёвыми. В итоге по этому русскому пути пошли все мировые фирмы. Н уж н о от м ет и т ь, ч то П. Л.Капицей были заложены также технологические основы получения жидкого гелия в промышленных масштабах. Работая в Англии, в 1934 году он первым осуществил ожижение гелия в установке с поршневым детандером особой конструкции с газовой смазкой поршня. В последующие годы подобные установки были усовершенствованы в США Самуэлом Коллинзом. Капицинский путь Гелевое и водородное криогенное машиностроение в СССР развивалось своим «капицинским» путем. Первые гелиевые ожижители с поршневыми детандерами были созданы также в Институте физических проблем непосредственно после Великой Отечественной войны под руководством академика Петра Капицы. Первая опытная гелиевая рефрижераторная установка с турбодетандерами на газовых опорах (конструкции В. М.Кулакова и В. И.Ардашева) была построена и Новые идеи, как правило, формируются в ходе поисковых разработок наиболее опытными и талантливыми специалистами при решении новых актуальных технических задач испытана в проблемной лаборатории МВТУ им. Н. Э. Баумана в гг. с участием автора этой статьи. В НПО «Криогенмаш» и в НПО «Гелиймаш» в 70-х и 80-х годах разрабатывались уже серийные гелиевые ожижительные и рефрижераторные установки с турбодетандерами. Коллективом «Гелиймаша» был создан целый ряд криогенных гелиевых установок серии «КГУ» с эффективными турбодетандерами разной производительности. Коллективом «Криогенмаша» был изготовлен самый крупный в нашей стране ожижитель гелия производительностью до 2000 литров жидкого гелия в час. В середине 90-х годов в НПО «Гелиймаш» по заказу американской фирмы «PRAXAIR» были разработаны водородные турбодетандеры для самых мощных ожижителей водорода, которые оказались лучшими в мире (главные конструкторы Г. А. Пересторонин и В. А. Антипенков). Подобные турбодетандеры до сих пор экспортируются в США. Мне довелось участвовать во многих переговорах с американской стороной по реализации этого проекта. Должен подчеркнуть, что ведущую роль в деле продвижения этих изделий на американский рынок сыграли генеральные директоры «Гелиймаша» И. А.Довыденков и В. Н.Удут, а также ведущие специалисты «PRAXAIR» доктора Л. Кун и Ч. Гаррет. Эта американская фирма в те годы проявляла большую заинтересованность в сотрудничестве и с «Криогенмашем». Однако реально оно, к сожалению, не сложилось. 4 0
43 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / Национальные масштабы криоиндустрии В CCCР среди лидеров отрасли были НПО «Криогенмаш», НПО «Гелиймаш», НПО «Микрокриогенмаш» и НПО «Уралкриогенмаш». Чтобы представить масштабы криоиндустрии СССР 80-х годов и ее флагмана НПО «Криогенмаш», достаточно вспомнить, что этой фирмой изготовлено и запущено в эксплуатацию в нашей стране более 500 крупнотоннажных ВРУ. Объём годового производства в 1990 г. превышал 100 млн рублей и более 30% из них составляли экспортные заказы (около $30 млн). На отечественных ВРУ производилось в год 56 млн тонн кислорода. «Криогенмаш» был второй фирмой в мире. Когда мы, участвуя в дискуссии, показали представителям американской фирмы «PRAXAIR» в демзале института висевшую там карту мира со стрелками, указывающими страны, куда поставлялось криогенное оборудование, доктор Л. Ч.Кун отметил: «Если мы соединим усилия, то покроем этими стрелками весь мир». В те годы численный состав работников НПО «Криогенмаш» превышал 8000 человек (из них 1400 научных работников и конструкторов). Коллектив НПО «Криогенмаш» создал все криогенные стартовые системы, в том числе жидководородные, для ракетно-космической техники, самую крупную в Европе (объёмом кубометров) криовакуумную установку для наземных испытаний космических аппаратов в условиях стерильного вакуума. Общее число построенных различных криовакуумных установок приближается к 600. Созданы были наземные ёмкости для хранения криогенных жидкостей объёмом 1400 кубометров, работающие при давлении до 10 атм. Разработанная и построенная подземная криогенная система Байконура включает 12 резервуаров общей ёмкостью 2700 кубометров и обеспечивает подачу 660 кубометров жидкого кислорода в час при давлении 24 атм. Параллельно было разработано и изготовлено несколько мощных криосистем, работающих при гелиевых температурах (1,8-4,4 К) для термостатирования крупных сверхпроводящих магнитов, термоядерных установок, ускорителей протонов и накопителей энергии. Генеральный директор и генеральный конструктор, член-коррес пондент АН СССР Виктор Беляков и коллектив НПО «Криогенмаш» сыграли выдающуюся роль в развитии криоиндустрии. В. П. Беляков организатор и руководитель со стратегическим мышлением, учёный и дипломат сделал НПО «Криогенмаш» флагманом отечественной криоиндустрии, добившемся мирового значения и мирового признания. Высокая наукоемкость и кадры Говоря о криоиндустрии, надо прежде всего иметь в виду ее высокую наукоёмкость. Термодинамика, теплофизика, газодинамика, процессы тепло – и массообмена, фазовые равновесия, волновые процессы, колебания, деформации, прочность, устойчивость, физика твёрдого тела, гидродинамика, материаловедение, сверхтекучесть и сверхпроводимость вот далеко не полный перечень составляющих научного базиса криологии. Каждая из этих составляющих это огромный пласт современной науки. Все ведущие страны мира имеют свою наукоёмкую криоиндустрию американские Первые гелиевые ожижители с поршневыми детандерами были созданы после Великой Отечественной войны в Институте физических проблем под руководством академика Петра Капицы «PRAXAIR», «AIR PRODUCTS» и «ВОС», германская «LINDE», французская «AIR LIQUID» и другие компании. Я был практически на всех ведущих западных фирмах и знаю, что они обладают мощной научно-экспериментальной базой, прекрасно оснащенными лабораториями и высококлассными специалистами. Тем не менее, все эти фирмы широко привлекают университеты для выполнения заказных исследований, в том числе поисковых. В вузах СССР был накоплен большой опыт подготовки специалистов в области криогенной техники: инженеров-конструкторов, Первая послевоенная крупнотоннажная отечественная воздухо разделительная установка БР-1 (1954 г.), работавшая по циклу П. Л.Капицы, для получения технологического кислорода, технического кислорода и криптонового концентрата 4 1
44 К р у п н ы й п л а н разработчиков и эксплуатационников. Первая вузовская научнопедагогическая школа в области криогеники начала формироваться в МВТУ им. Н. Э.Баумана (ныне МГТУ им. Н. Э.Баумана) в годах под руководством профессора Семёна Герша. Первый выпуск специалистов-криогенщиков состоялся в 1934 году. Семеном Гершем был написан и первый фундаментальный учебник двухтомник «Глубокое охлаждение», который стал настольной книгой нескольких поколений специалистов. Семён Яковлевич тесно работал с промышленностью, он организовал в МВТУ первую вузовскую учебную и научноисследовательскую проблемную лаборатории. Им же в середине 40-х годов были предложены эффективные циклы среднего давления (30 60 атм) с циркуляцией азота для получения большого количества жидкого кислорода или жидкого азота. По этим циклам «Криогенмашем» в 60-х годах были построены установки типа «КжАжАрж-6», производительностью 6 тонн в час жидких криопродуктов. Воспитанники этой школы внесли большой вклад в развитие отрасли. В годах по инициативе Петра Капицы подготовка специалистов по криогенике была начата в Московском институте химического машиностроения (ныне МГУИЭ). В Ленинградском технологическом институте холодильной промышленности (ныне Санкт-Петербургский государственный университет низкотемпературных и пищевых технологий) подготовку криогенщиков инициировал профессор Иван Кондряков в 1953 году. Позднее подготовка специалистов по криогенной технике была организована в Московском энергетическом институте по инициативе члена-корреспондента АН СССР Валентина Григорьева и члена-корреспондента РАН Евгения Аметистова. Зная коллективы кафедр, осуществляющих подготовку специалистов по криогенной технике, могу утверждать, что пока ещё есть возможность готовить хороших специалистов. Мне довелось читать лекции за рубежом и быть даже наёмным профессором в Туринском политехническом университете. Могу ещё раз сказать о том, что подготовка студентов в России по криогенной технике ни в чём не Чтобы быть востребованным на рынке, надо обладать слоответствующим потенциалом и быть впереди. Нам необходимы собственные новые идеи в области криотехнологий и их применений уступает западной. Каждая из кафедр несомненно имеет свою специфику, что хорошо. Например, на нашей кафедре в МГТУ им. Н. Э.Баумана работают 10 докторов технических наук, пятеро из которых моложе 53 лет. Кафедра ведёт научные исследования по грантам РФФИ и договорам, а также на договорных началах, в том числе и с зарубежными компаниями. Мы выполнили и выполняем целый ряд уникальных исследований. Необходимо укреплять научные связи промышленности и вузов. Без теснейшего взаимодействия с промышленностью подготовка полноценных специалистов в вузах невозможна. Отмечу также, что доказана реальность профилизации студентов вузов уже на 4-5 курсах. Однако на предприятиях важно создать благоприятные условия для молодых и особенно одарённых растущих специалистов. Есть немало случаев перехода таких выпускников на другие предприятия, в том числе зарубежные. Объективно необходимые выводы Все вышесказанное приводит к ряду выводов. Вывод первый. Создавшееся отставание в развитии отечественной криоиндустрии можно преодолеть. Совершенно убедительным выглядит отечественный опыт, когда, начиная с конца 60-х годов XX столетия, криогенная техника в СССР не просто вышла на уровень мировых достижений, но по ряду направлений приобрела опережающий характер развития. Вывод второй. Для преодоления отставания необходимо «государево око» и понимание, что криоиндустрия это ключ ко многим новым технологиям: ракетостроению, авиации, космосу, энергетике, электронике, металлургии, химии, нанотехнологиям, медицине, сельскому хозяйству и др. Считаю принципиально важным, что в настоящее время такая «инициатива сверху» по развитию криоиндустрии, наконец, появилась. Вывод третий. Чтобы быть востребованным на рынке, надо обладать соответствующим потенциалом и быть впереди. Нам необходимы собственные новые идеи в области криотехнологий и их применений, а также в области машин, аппаратов, процессов. Новые идеи рождаются не просто, они, как правило, формируются в ходе поисковых разработок наиболее опытными и талантливыми специалистами при решении новых актуальных на сегодня технических задач. Вывод четвертый. Необходимо максимально укреплять научноэкспериментальную базу ведущих предприятий отрасли, и прежде всего флагманского предприятия «Криогенмаша». Соответствующие вложения непременно окупятся не только экономически, но и социально-политически. Вывод пятый. Необходимо укреплять научные связи промышленности и вузов. Ибо без теснейшего взаимодействия с промышленностью подготовка высококлассных специалистов в вузах невозможна. Одаренным молодым инженерам необходимо создавать на предприятиях выгодные социальные условия. 4 2
45 «ОБЪЕДИНЕННОЕ МАШИНОСТРОЕНИЕ» 3 03/2010 Монтаж уникальной системы криогенного обеспечения термоядерной установки ТОКАМАК-7 43
46 К р у п н ы й п л а н В конце сентября на площадке контрольной сборки «Уралмашзавода» были собраны и представлены заказчику компании ERIELL Group две новые буровые установки «Уралмаш 5000/320 ЭК-БМЧ» (глубина бурения 5000 м, грузоподъемность 320 т), предназначенные для кустового и одиночного бурения). Заказчиком этих буровых выступает независимый международный нефтесервисный оператор, отличающийся большим опытом реализации проектов в разных странах мира. О том, как складывается у ERIELL Group этот опыт сотрудничества с «Уралмашзаводом» и о перспективах работы компании на российском рынке, «Объединенному машиностроению» рассказывает Бахтиёр Фазылов председатель правления ERIELL Group. С позиции международного опыта Бахтиёр Фазылов: «Нам удалось, насколько это можно, оптимизировать цену так, чтобы это было выгодно и «Уралмашзаводу», и нам, и чтобы оборудование окупалось в реальные рыночные сроки» Бахтиёр Шухратович, для российского рынка ERIELL Group это прежде всего компания с большим международным опытом. Да, это факт нашей трудовой биографии. Основная особенность ERIELL Group широкая международная география работ. В целом география делового партнерства нашей компании охватывает порядка 30 стран, расположенных на четырех континентах. К ним относятся объекты в России, Узбекистане, Туркменистане, Ливии, Болгарии, Великобритании, Канаде, Малайзии, Сингапуре, США, Украине. Сейчас мы запускаем проекты в Ливии и Туркменистане, прорабатываем перспективы на бурение в ряде стран. На российском рынке среди наших клиентов немало знаковых компаний: «Газпром», «ЛУКОЙЛ», «Газпром нефть», «Роснефть», ТНК-ВР, «Альянс» и другие. Мы считаем, что ERIELL Group динамично укрепляет свои позиции на рынке нефтесервисных услуг. Компания прошла квалификацию у крупнейших нефтяных компаний России, и они включили нас в шорт-листы потенциальных подрядчиков. Нас квалифицировали как по качеству нашего оборудования, так и по персоналу, который мы привлекаем для реализации проектов. При этом немаловажен тот факт, что мы, при условии использования нового оборудования и высококвалифицированного персонала, предлагаем достаточно конкурентные цены, которые безусловно интересны для заказчика. 4 4
47 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / Как вам удается при дорогостоящем новом оборудовании поддерживать конкурентные цены? Мы очень много внимания уделяем управлению издержками, стараемся во всем разумно экономить, без ущерба для качества. Мы понимаем основные тенденции этого рынка и работаем именно в этих направлениях. И каковы, на ваш взгляд, на сегодняшний день ключевые тенденции на рынке нефтесервисных услуг? Ключевые тенденции рынка можно выразить в трех словах: качество, скорость, безопасность. А более конкретные особенности определяются выходом мировой экономики из глобального кризиса. Сам кризис на жизни отрасли сказался очень негативно. Больше чем наполовину встало разведочное бурение. Заказчики стали сокращать бюджет, причем сокращать нещадно, именно в разведке. Некоторые компании просто полностью отказались от разведочного бурения. Очень мало кто оставил более-менее планируемые объемы. При этом сократилось и эксплуатационное бурение, потому что цена на нефть существенно снизилась, и не было смысла вкладывать в добычу дешевого продукта. Поэтому 2008 и 2009 годы были очень тяжелыми, но, слава Богу, мы все это пережили. Кто-то очень сильно пострадал и до сих пор не может «прийти в себя». Кто-то потихоньку выкарабкивается. Основной урок кризиса жить по средствам. Объемы бурения растут. Цены, я думаю, будут расти, но чуть позже, чем рост объемов бурения. Думаю, уже через год мы вернемся к докризисным ценовым параметрам. И уже в 2011 году мир столкнется с серьезным дефицитом бурового оборудования. Хотя уже сегодня некоторым особо требовательным заказчикам практически невозможно предложить услугу на старом оборудовании. А нового оборудования мало, в России особенно мало. Соответственно, спрос на новые установки будет активно расти. Тем более что в годы Перестройки и распада Советского Союза отрасль пришла в состояние глубокой стагнации. Нефтегазовый бизнес в те годы не содержал Мы выбрали «Уралмашзавод», где активно проводится модернизация, и с помощью основного акционера в лице Газпромбанка осуществляются серьезные инвестиции в развитие производства бурового оборудования. Совместно с конструкторами и инженерами предприятия мы проделали большую работу, создав в итоге дизайн новой машины. В России, где замечательная школа бурового оборудования и где накоплен огромный опыт его эксплуатации в сложных условиях, разумнее всего использовать российское оборудование. И в этой связи восстановление выпуска буровых установок признанным флагманом отрасли «Уралмашзаводом» оказалось для нас крайне выгодным. практически никакой инвестиционной составляющей. Получаемые доходы не позволяли буровым компаниям вкладывать в будущее едва хватало на покрытие текущих платежей. Компании в основной своей массе не могли позволить себе обновлять оборудование. В итоге отрасль пришла к ситуации, когда парк бурового оборудования в стране очень сильно изношен. В некоторых компаниях парк буровых установок сегодня не используется уже и наполовину. Все это работает в нашу пользу. Среди основных заказчиков компании ERIELL Group LUKOIL Overseas, «Газпром», НК «Роснефть», «Газпром нефть», ТНК-ВР, «Зарубежнефтегаз» (Группа «Газпром»), «Туркменгаз», «Узбекнефтегаз», MOL (Венгрия) и другие. Большую группу постоянных партнеров по нефтегазовому бизнесу представляют такие известные компании, как Schlumberger, M-I Drilling, Backer Hughes, Cameron, REEDHycalog, Weatherford, National Oilwell Varco, Perkins, Caterpillar, Petroleum Pipe Company, «ТехИнформСервис», «ПетроАльянс», «ТНГ-Групп», «Омас Интегрейд», китайские компании из Чунгду, Тяньцзине и многие другие компании, которые оказывают сервисные услуги, поставляют материалы и оборудование. Компания ERIELL Group не скрывает, что ставит перед собой достаточно амбициозную цель: стать одним из крупнейших и наиболее привлекательных участников рынка сервисных услуг в мировой нефтегазовой отрасли. При этом уже накопленный опыт работы по строительству разведочных и эксплуатационных скважин позволяет считать эти прогнозы достаточно обоснованными. Только за последние два года компания ERIELL Group в 2,5 раза увеличила общее количество законченных строительством скважин. В Москве находится офис Управляющей компании, имеется ряд филиалов по России: в Усинске, в Нижневартовске, в Новом Уренгое. Планируется в скором времени открытие филиалов в Ноябрьске, Оренбурге. 4 5
48 К р у п н ы й п л а н В июле 2010 года было подписано новое соглашение на поставку буровых установок с «Уралмашзавода» В каком смысле? В прямом. Особенность компании ERIELL Group еще и в том, что весь парк нашего бурового оборудования не старше 2008 года выпуска. То есть, у нас абсолютно новые премиальные буровые. Причем, это касается не только самих установок, но также технологического и вспомогательного оборудования. У нас сегодня весь парк буровых установок молодой и технологически современный. Данное оборудование с самыми высокими показателями безопасности и экологичности. В совокупности с огромным опытом компании, это позволяет достигать более высокой эффективности. Надо сказать, что в последнее время требования заказчиков на российском рынке становятся более жесткими, но нам, в силу нашей оснащенности и нашего опыта, это выгодно. К тому же, мы сделали ставку на новое высококачественное российское оборудование. В целом география делового партнерства нашей компании охватывает порядка 30 стран, расположенных на четырех континентах. К ним относятся объекты в России, Узбекистане, Туркменистане, Ливии, Болгарии, Великобритании, Канаде, Малайзии, Сингапуре, США, Украине. Сейчас мы запускаем проекты в Ливии и Туркменистане, прорабатываем перспективы на бурение в ряде стран. 4 6 Объемы российского бурения в мире будут возрастать. Здесь боль шое поле деятельности для российских производителей бурового оборудования. Крайне важно сертифицирование оборудования по международным стандартам API. Насколько я знаю, в этом году «Уралмашзавод» проходит международную сертификацию по своим буровым установкам. Именно российское? В России, где замечательная школа бурового оборудования и где накоплен огромный опыт его эксплуатации в сложных условиях, разумнее всего использовать российское оборудование. И в этой связи восстановление выпуска буровых установок признанным флагманом отрасли «Уралмашзаводом» оказалось для нас крайне выгодным. Мы уверены, что именно на уралмашевское оборудование, с его колоссальным позитивным опытом эксплуатации в условиях России, пониманием запросов буровиков и опорой на современные разработки, и нужно делать ставку. Совершенно естественно, мы обратили внимание на «Уралмашзавод», тем более что на предприятии активно проводится модернизация, и с помощью основного акционера в лице Газпромбанка осуществляются серьезные инвестиции в развитие отрасли бурового оборудования. Поэтому мы стали работать именно с «Уралмашзаводом». Совместно с их конструкторами и инженерами мы проделали большую работу, создав в итоге дизайн новой машины, которую «Уралмаш» сейчас готовит для нас. В чем, на ваш взгляд, классические достоинства советско-российской конструкторской школы бурового оборудования? Прежде всего, в том, что наработан огромный опыт массового производства и эксплуатации буровых установок, при этом между производителем и буровыми компаниями всегда шел и идет взаимообмен информацией. То есть, завод не просто запустил конвейер и отправляет на объекты эти установки, а всегда точно знает и понимает, что нужно буровику для того, чтобы оборудование лучше работало. В этом режиме десятилетиями отшлифовывалась оптимизация данного оборудования.
49 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / А в чем техническая новизна установки, которую делают для вас на «Уралмашзаводе», если это не является техническим секретом? Секретного тут ничего нет. Тот проект, который мы реализуем совместно с «Уралмашзаводом», максимально отвечает требованиям буровиков, требованиям инженеров-технологов и, как следствие, требованиям заказчика. Получается очень хорошая машина, которую мы дополнительно оснащаем новейшим технологическим оборудованием. Ведь буровая вышка это, безусловно, основа буровой установки, но далеко не все. Если конкретно, то, например, мы оптимизировали устройство по передвижению буровой установки. Сделали конструкцию площадки и ряда ключевых агрегатов более комфортными для буровиков. Мы приложили много усилий для повышения удобства и безопасности работы. Так, если раньше бурильщик стоял под небольшим козырьком, то сейчас он сидит в кабине бурильщика, как в «Мерседесе»: кресло, мониторы, джойстики. Все узлы, рабочие площади и агрегаты отапливаются, что, учитывая наши сорокаградусные морозы, крайне важно. Буровые установки оснащены современными системами управления, силовыми агрегатами, 4-х ступенчатыми системами очистки буровых растворов. Также применяются телеметрические системы, забойные двигатели и вообще немало того, что на сегодня является лучшим в мировом бурении. Еще один аспект. Раньше в России очень редко использовался верхний силовой привод. Мы же стараемся большинство наших установок (особенно для эксплуатационного бурения) комплектовать верхним силовым приводом, что приводит к существенному ускорению проведения работ. Сегодня скорость это, наверное, ключевой фактор для заказчика. Это и механическая, и коммерческая скорость. Естественно, чем современнее оборудование, тем быстрее и безопаснее на нем можно бурить. Аварийность из-за износа оборудования (что на старых буровых не редкость) уменьшается, а любая авария это, соответственно, срыв сроков и колоссальные убытки. Не надо забывать, что строительство скважины далеко не самое дешевое удовольствие для нефтяников. То есть, можно сказать, что буровые установки «Уралмашзавода» адаптируют в себя новейшие достижения? Однозначно. Если раньше, например, установки не комплектовались верхним приводом, то сегодня «Уралмашзавод» умеет это все монтировать. Сегодня многое зависит от разумной кооперации. К счастью, сейчас уже почти не осталось «гигантомании» стремления к тому, чтобы в одном комплексе выпускать все до последнего винтика. Это никогда не бывает оптимально, и достоинство уралмашевского проекта, в том числе, в способности комплектовать вышку оптимальным технологическим оборудованием, пусть и не полностью своего производства. Главное, найти лучших и надежных поставщиков и скомплектовать совершенную буровую установку. Контракт успешно выполняется! Включение новых элементов значительно удорожает буровую? Мы очень жестко подходим к вопросу ценообразования. Мы с коллегами из «Уралмаша» буквально «до винтика» разобрали установку, совместно отрабатывая цену каждого элемента. Поэтому, на мой взгляд, нам удалось, насколько это можно, оптимизировать цену так, чтобы это было выгодно и «Уралмашзаводу», и нам, и чтобы оборудование окупалось в реальные рыночные сроки. Вы собираетесь закупать много российской техники? Сейчас мы стратегически ориентируемся на закупку именно российских буровых установок. В особенности это касается тяжелых 320-тонных станков. Это диктуется сложностью работ в тех регионах, в которых мы бурим, особенностью геологического разреза и конструкции скважин. Если в прежние времена основную массу составляли вертикальные скважины и скважины с небольшими зенитными углами наклона, то сегодня На площадке контрольной сборки «Уралмашзавода» 4 7
50 К р у п н ы й п л а н «Уралмашзавод» работает над новыми буровыми установками для ERIELL Group доля наклонно направленного и горизонтального бурения увеличивается, что обуславливает повышенные требования к мощности буровых установок. Получается, что в сложных условиях бурения российская техника оказывается предпочтительнее? Российская техника исторически давно уже доказала свои достоинства и продолжает их показывать. Мы же видим, что даже те уралмашевские буровые установки, которые были произведены в начале 80-х годов прошлого века, до сих пор продолжают работать. Это о многом говорит. А сегодня предприятие шагнуло вперед и по технологиям производства, и по технологиям сервисного обслуживания своей техники. Объемы бурения растут. Цены, я думаю, будут расти, но чуть позже, чем рост объемов бурения. Думаю, уже через год мы вернемся к докризисным ценовым параметрам. И уже в 2011 году мир столкнется с серьезным дефицитом бурового оборудования. Хотя уже сегодня некоторым особо требовательным заказчикам практически невозможно предложить услугу на старом оборудовании. Они сдают вам буровые «под ключ»? Я бы сказал, что даже больше, чем просто «под ключ», как это понимается сегодня. Они обеспечивают полный цикл комплектации. Думаю, что сегодня в России мало кто способен настолько полномасштабно выполнять эти работы именно собирать, испытывать, запускать новые буровые установки. В нашем случае будет так: буровые смонтируют на заводе в Екатеринбурге, мы проведем приемку, потом станки демонтируют, доставят на точку и там тоже проведут монтаж. То есть, за «Уралмашзаводом» полный шеф-монтаж. Кроме того, насколько мне известно, сейчас «Уралмашзавод» создает сервисные службы, которые будут работать по новой концепции сервиса, включающей техобслуживание, обеспечение ЗИПом, создание складов на местах. Это стратегически правильно. При этом предприятие плотно работает с заказчиками и в этом направлении. Так, например, у нас создана совместная рабочая группа, и мы очень плотно общаемся как по техническому дизайну буровых, так и по вопросам сервиса, выдвигаем свои соображения по улучшению работы. Мы с удовлетворением видим желание «Уралмашзавода» соответствовать запросам заказчика, стремление сделать именно то, что заказчику нужно. Мы видим достаточно открытую, понятную позицию по продвижению оборудования. Сегодня на рынок бурового оборудования возвращается «Уралмашзавод» того уровня, какой он занимал прежде, до памятных всем тяжелых времен, которые едва не похоронили саму отрасль. Сегодня профессиональный уровень очень высокий. Приятно общаться с людьми, которые понимают тебя с полуслова. 4 8
51 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / Мы видим желание «Уралмашзавода» соответствовать запросам заказчика, стремление сделать именно то, что заказчику нужно. Мы видим достаточно открытую, понятную позицию по продвижению оборудования. Сегодня на рынок бурового оборудования возвращается «Уралмашзавод» того уровня, какой он занимал прежде, до памятных всем тяжелых времен, которые едва не похоронили саму отрасль. Сегодня профессиональный уровень очень высокий. Приятно общаться с людьми, которые понимают тебя с полуслова. Что вы думаете о перспективах вывода бурового оборудования «Уралмашзавода» на внешние рынки? Думаю, что перспективы эти объективно существуют. На сегодняшний день, когда стабилизировались цены на нефть, многие страны испытывают недостаток в буровом оборудовании. Например, сегодня активно развивается Средняя Азия, Северная Африка, и мы видим там достаточно высокую конкурентную борьбу за право эксплуатировать месторождения. Оборудования в любом случае там не хватает. Сами эти страны не имеют своего парка и своих кадров, либо имеют, но недостаточно. И эта ниша может быть очень перспективной как для российских производителей, так и для российских буровиков. Исторически советские буровики немало поработали в странах «третьего мира», думаю, что сейчас все это будет возрождаться, объемы российского бурения в мире будут возрастать. Здесь большое поле деятельности для «Уралмашзавода» и других российских производителей бурового оборудования. Крайне важно сертифицирование оборудования по международным стандартам API. Насколько я знаю, в этом году «Уралмашзавод» проходит международную сертификацию по своим буровым установкам, что позволит, безусловно, участвовать в тендерах за рубежом. Российским производителям бурового оборудования есть куда расти. Особенно после «провала», который был в девяностые годы прошлого века. И очень приятно, что они растут быстро, я бы даже сказал агрессивно, наращивая показатели в том числе по качеству продукции. Беседовал Валерий Стольников 4 9
52 И с т о р и ч е с к и й р а к у р с «Адмиралтейские» типажи На «Ижорских заводах» ковали якоря для российского флота Железный якорь в одном ряду с лемехом плуга, мечом и топором был одним из основных видов продукции кузнецов. Классическая конструкция так называемых «адмиралтейских якорей» принципиально была разработана около четырех тысяч лет назад и по сути сохранена и в якорях современных. Промышленная ковка якорей в России началась при Петре Великом, одновременно с созданием отечественного флота. Одним из законодателей якорной моды в XVIII веке был и Ижорский завод. Текст: Лариса Бурим, Елена Соколова Русские якоря До эпохи Петра Великого якоря в России ковали, но эпизодически, по отдельным случаям и на основе чьих-то сиюминутных потребностей. Среди заказчиков чаще всего были поморские рыбаки, у кого доставало средств уплатить местному кузнецу за выковать новый якорь взамен утопленного. Развернувшееся при Петре создание российского кораблестроения повлекло развитие кузнечного производства. Якоря от – 5 0
53 «О Б Ъ Е Д И Н Е Н Н О Е М А Ш И Н О С Т Р О Е Н И Е» / обнаруживалось, то на полосе выбивали клеймо 1 (то есть, первое испытание пройдено). Второй тест: полосу три раза были о наковальню. Если железо выдерживало, то ставили клеймо 2. Но выкованные даже из такого «проверенного» железа якоря подвергались затем суровому испытанию на прочность. Ижорская морская специализация В том, что «якорная» тематика стала одной из специализаций Ижорских заводов, нет ничего случайного, поскольку весь этот производственный комплекс (запущенный практически одновременно с рождением Санкт-Петербурга и именовавшийся Адмиралтейскими Ижорскими заводами) был создан под программу создания Российского флота. В конце 1740-х годов в российском адмиралтействе решили, что нужно иметь якорный завод При Петре якоря отковывали кузнецы, собранные по всей России, и особым царевым указом им запрещалось ковать какие-либо изделия, кроме как для флота ковывали кузнецы, собранные по всей России. Особым царевым указом якорным мастерам запрещалось ковать какие-либо изделия, кроме относящихся к флоту. Якоря для петровских фрегатов, ковались и на Демидовских за водах, и в Сестрорецке, и в Олонцах. Железо из олонецкой «болотной руды» славилось гибкостью, ковкостью, чрезвычайной вязкостью. Оно легко сваривалось. Так, якоря для судов камчатских экспедиций Беринга и Чирикова пришлось доставлять через всю Сибирь. Для удобства перевозки у готовых к отправке якорей отпиливали рога. Части якоря везли по отдельности. Затем их приваривали к веретену. Русские якоря пользовались за границей немалым спросом. Особенно в Дании. Начало производства якорей на Ижорских заводах относится к 1762 году. В первые десятилетия XVIII века адмиралтейство получало якоря с Олонецких, Петровских, Липских, Козминских и Боренских заводов, с Сибирских заводов Демидова и из Ладожской якорной кузницы. После упразднения кузницы монополию на поставку якорей получил Демидов; именно его заводы, в основном, и снабжали флот якорями на протяжении XVIII века. Петр I предъявлял высокие требования к изготовлению якорей. Особые требования предъявлялись к металлу для якорей. Так, например, на Ижорских заводах проводили несколько тестов железа, придуманных, по версии историков, самим Петром Великим. Первый тест состоял в том, что полосу якорного железа трижды (в разные стороны) накручивали вокруг врытого в землю столба. После чего металл внимательно осматривали на предмет какихлибо разрушений. Если таковых не вблизи столицы. Так как Ижорские водяные лесопильни были признаны самым удобным местом для нового производства, мельничному мастеру Антону Шмидту было поручено составить чертеж якорного завода и смету на строительство. Дело двигалось весьма неспешно: строительство начали только в 1753 году. Место для якорного завода (заводами на протяжении XVIII XIX веков назывались отдельные мастерские) первоначально было выбрано неудачно: на левом берегу Ижоры, рядом с пильными амбарами. Только в 1762 году, с приходом мастера Скоробогатова, работавшего ранее на якорных заводах Демидова, дело сдвинулось с места. Якорный завод перенесли на правый берег Ижоры, подвели к нему от разлива реки отдельное русло и построили рядом молото – 5 1
54 И с т о р и ч е с к и й р а к у р с От большинства исторических кораблей мирового флота прошлых веков до наших дней дожили только якоря, многие из них крепко вцепившись в морское дно. вую мастерскую. Начали с ремонта сначала малых, а потом и больших якорей. В 1769 году на Ижоре отковали первые новые якоря небольших размеров. По данным на 1785 год, в якорном заводе непрерывно, днем и ночью, работали 4 больших и 5 малых горнов; пер сонал мастерской составлял 59 человек. В начале XIX века Адмиралтейские Ижорские заводы (АИЗ) пережили глобальную реконструкцию, которую современники приравнивали ко второму рождению предприятия. Автор плана «переустройства» заводов шотландский инженер Чарльз Гаскойн перенес якорный завод на левый берег реки, ближе к главной плотине и спроектировал для него новое здание. Для предохранения от огня стропила в здании были сделаны из железа, водоотводные Уже не восстановить названия всех кораблей, оснащенных ижорскими якорями: подводные археологи находят их от Балтики до дальневосточной бухты Золотой Рог русла и вододействующие колеса из чугуна и железа, для ковки якорей установлены пять больших молотов. Модернизация якорного производства проводилась и позже, когда оно как отдел вошло в состав большой кузницы Адмиралтейских Ижорских заводов, а с 1830 года заводы стали поставлять морскому ведомству и якорные цепи. Выделка якорей продолжалась на Ижоре до Великой Отечественной войны. Колпинские вариации За почти два века существования мастера якорного производства Ижорских заводов освоили множество типов якорей. Речные и морские, адмиралтейские и русские, якоря систем Роджера, Паркера, Холла, Матросова и других конструкций уходили на верфи и потом исправно служили морякам. Сегодня трудно восстановить названия всех кораблей русского флота, оснащенных ижорскими якорями. Подводные археологи находят их в разных морях: от Балтики до дальневосточной бухты Золотой Рог. Из самых известных заказов якоря для крейсеров «Аврора», «Диана», «Паллада», строившихся в конце XIX века в Новом Адмиралтействе по одному проекту. Якорная мастерская Ижорских заводов выполнила заказ на изготовление якорей и шпилевых устройств для крейсеров, каждый их которых имел по четыре вспомогательных адмиралтейских и три становых якоря системы Холла (вес каждого 4,32 тонны). Уборка якорей производилась с помощью специального шпилевого устройства, разработанного ижорцами. Затем аналогичные устройства ижорцы создали для бронепалубных крейсеров «Олег», «Кагул» и «Очаков». На каждый крейсер серии были поставлены по два становых и два запасных якоря системы Холла, якорные цепи, стопанкер и верп (малый якорь) адмиралтейской системы. Знаменитый броненосец «Князь Потемкин Таврический» вступил в строй кораблей Черноморского флота в канун революции 1905 года. Якоря для броненосца, строившегося на Николаевском заводе, изготовили на Ижоре. Продукцию ижорской якорной мастерской нередко находят при проведении строительных работ на территории Ижорских заводов, особенно в его старой части. Иногда такие находки передают в заводской музей. Таким образом в коллекции заводского музея появился так называемый «русский» якорь, длина веретена которого 5 метров 80 сантиметров. Подобные можно видеть в Петербурге в Центральном военно-морском музее. Историю якоря пока восстановить не удалось, но специалисты заводского музея надеются, что и такие гиганты ковались ижорскими мастерами. 5 2
Http://docplayer. ru/45657976-Oborudovanie-dlya-neftepererabotki. html
Глава 7. Теоретические основы и технология каталитических гомолитических процессов нефтепереработки. . . . . . . . 719
7.1. Теоретические основы и технология процессов паровой каталитической конверсии углеводородов. . . . . . . . . . . . . . . 719
(процесс Клауса). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 724 7.3. Окислительная демеркаптанизация сжиженных газов
Глава 8. Теоретические основы и технология гидрокаталитических процессов переработки
Нефтяного сырья. . . . . . . . . . . . . . . . . . . . . . . . . . . 731 8.1. Классификация, назначение и значение
8.2. Теоретические основы и технология процессов каталитического риформинга. . . . . . . . . . . . . . . . . . . . . . . 733
8.2.1. Химизм и термодинамика процесса. . . . . . . . . . . . . . . . 734 8.2.2. Катализаторы и механизм их каталитического
Действия. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 737 8.2.3. Основы управления процессом. . . . . . . . . . . . . . . . . . . 740 8.2.4. Промышленные установки каталитического
Риформинга. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 749 8.2.5. Установки каталитического риформинга
Со стационарным слоем катализатора. . . . . . . . . . . . . . . 751 8.2.6. Установки каталитического риформинга
С непрерывной регенерацией катализатора. . . . . . . . . . . . 753 8.3. Каталитическая изомеризация пентан-гексановой
Фракции бензинов. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 755 8.3.1. Теоретические основы. . . . . . . . . . . . . . . . . . . . . . . . . 755 8.3.2. Основные параметры процесса. . . . . . . . . . . . . . . . . . . 757 8.3.3. Установки изомеризации фракции н. к. – 62°С. . . . . . . . . 757
8.4. Теоретические основы и технология каталитических гидрогенизационных процессов облагораживания нефтяного сырья. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 760
8.4.1. Краткие сведения об истории развития гидрогенизационных процессов. . . . . . . . . . . . . . . . . . . 760
8.4.2. Химизм, термодинамика и кинетика реакций гидрогенолиза гетероорганических соединений сырья. . . . 762
И механизм их действия. . . . . . . . . . . . . . . . . . . . . . . . 766 8.4.4. Основы управления гидрогенизационными процессами. . . 771 8.4.5. Промышленные процессы гидрооблагораживания
8.5. Каталитические процессы гидрокрекинга нефтяного сырья. . . 783
Гидрокрекинга. Катализаторы процесса. . . . . . . . . . . . . . 784 8.5.2. Основные параметры процессов гидрокрекинга. . . . . . . . . 788 8.5.3. Гидрокрекинг бензиновых фракций. . . . . . . . . . . . . . . . 790
8.5.4. Новые технологические процессы производства автобензинов с ограниченным содержанием бензола
И олефинов. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 791 8.5.5. Процессы селективного гидрокрекинга. . . . . . . . . . . . . . 793 8.5.6. Гидрогенизация керосиновых фракций. . . . . . . . . . . . . . 794 8.5.7. Легкий гидрокрекинг вакуумного газойля. . . . . . . . . . . . 796 8.5.8. Гидрокрекинг вакуумного дистиллята при 15 МПа. . . . . . . 798
8.5.9. Гидрокрекинг высоковязкого масляного сырья. . . . . . . . . 801 8.5.10.Гидрокрекинг остаточного сырья. . . . . . . . . . . . . . . . . . 802 8.5.11. Некаталитические гидротермические процессы
Переработки тяжелых нефтяных остатков (гидровисбрекинг, гидропиролиз, дина-крекинг,
Донорно-сольвентный крекинг) . . . . . . . . . . . . . . . . . . . 803 8.5.12. Краткие сведения об экстракционных процессах
Облагораживания моторных топлив. . . . . . . . . . . . . . . . 806 8.6. Особенности конструкций технологического оборудования
Гидрокаталитических процессов. . . . . . . . . . . . . . . . . . . . . 807 8.6.1. Реакторы гидроочистки дизельных топлив. . . . . . . . . . . . 808 8.6.2. Реакторы каталитического риформинга. . . . . . . . . . . . . . 812
Глава 9. Современное состояние и актуальные проблемы нефтепереработки. . . . . . . . . . . . . . . . . . . . . . . . . . 815
9.1. Краткая характеристика и классификация НПЗ. . . . . . . . . . 815 9.2. Основные принципы проектирования НПЗ. . . . . . . . . . . . . . 819 9.3. Современные проблемы технологии переработки
9.4. Основные принципы углубления переработки нефти и поточные схемы нефтеперерабатываюших заводов
Топливного профиля. . . . . . . . . . . . . . . . . . . . . . . . . . . . 829 9.5. Проблемы экологизации технологии в нефтепереработке. . . . . 840 9.6. Основные тенденции и современные проблемы
Производства высококачественных моторных топлив. . . . . . . 847 9.7. Современное состояние и тенденции развития
Наступившее столетие ставит перед человечеством исключительно серьезную глобальную проблему, связанную с истощением извлекаемых запасов нефтяного сырья. В настоящее время в мире ежегодно добывается и перерабатывается более 3 млрд т нефти и 2,5 трлн м 3 природного газа при их оставшихся запасах около 140 млрд т и 155 трлнм 3 соответственно. Одновременнововсеммиреужесточаютсяэкологические требования к качеству выпускаемых нефтегазопродуктов. Поэтому должны расширяться производства высооктановых автобензиновсограниченнымсодержаниемароматическихуглеводородов, дизельных топлив со сверхнизким содержанием серы, высокоиндексных смазочныхмаселидр. Вэтойсвязинефтепереработкадолжнапереориентироваться на более эффективную, экологически и технологически безопасную, энергосберегающую и глубокую переработку нефтяного сырья и рациональное использование нефтепродуктов, прежде всего высококачественных моторных топлив.
России после распада СССР досталось 26 морально и физически устаревших НПЗ с отсталой технологией, низкой глубиной переработки нефти, слабой оснащенностью вторичными, прежде всего каталитическими, процессами и сильно изношенным оборудованием. Задачи, стоящие перед отечественной нефтегазоперерабатывающей отраслью в области углубления переработки углеводородного сырья, повышениякачествавыпускаемыхнефтепродуктовиобеспечениянадежности оборудования и безопасности технологических процессов, требуют от специалистов-нефтегазопереработчиковглубокихзнанийтеории, пере – довой технологии и оборудования процессов НПЗ.
Учебное пособие предназначено для студентов высших учебных заведений нефтегазового профиля, обучающихся по специальностям: 250400 «Химическая технология природных энергоносителей
И углеродных материалов» и 171700 «Оборудование нефтегазопереработки».
Книга будет полезна для повышения квалификации инженеровтехнологов и инженеров-механиков, для подготовки бакалавров, ма – гистровикандидатовнаук, длясотрудниковнаучно-исследовательских
Трудно представить современную мировую экономику без энергии, транспорта, света, связи, радио, телевидения, вычислительной техники, средств автоматизации, космической техники и т. д., основой развития которых является топливно-энергетический комплекс (ТЭК). Уровень развития ТЭК отражает социальный и научно-технический прогресс и часто определяет политику государства.
Экономически наиболее значимой составной частью ТЭК ныне является нефтегазовый комплекс (НГК). НГК включает нефтегазодобывающую, нефтегазоперерабатывающую, нефтегазохимическуюотрасли промышленности, а также различные отрасли транспорта (трубопроводный, железнодорожный, водный, морской и др.) нефти, газоконденсата, природного газа и продуктов их переработки.
Нефть и газ – уникальные и исключительно полезные ископаемые. Продукты их переработки применяют практически во всех отраслях промышленности, на всех видах транспорта, в военном и гражданском строительстве, сельском хозяйстве, энергетике, в быту и т. д. Из нефти
И газа вырабатывают разнообразные химические материалы, такие как пластмассы, синтетические волокна, каучуки, лаки, краски, дорожные
И строительные битумы, моющие средства и многое другое. Не зря нефть называют «черным золотом».
Ресурсы и месторождения нефти. Мировые извлекаемые запасы нефти оцениваются в 141,3 млрд т (табл. 1.1). Этих запасов при нынешних объемах добычи нефти хватит на 42 года. Из них 66,4% расположено в странах Ближнего и Среднего Востока. Для этого региона характерно не только наличие огромных запасов нефти, но и концентрация их преимущественно на уникальных (более 1 млрд т) и гигантских (от 300 млн до 1 млрд т) месторождениях с исключительно высокой продуктивностью скважин. Среди стран этого региона первое место в мире по этому показателю занимает Саудовская Аравия, где сосредоточено более четверти мировых запасов нефти. Огромными запасами нефти в этом регионе обладают Ирак, Иран, Кувейт и Абу-Даби – арабские страны, каждая из которых владеет почти десятой частью ее мировых запасов.
Второе место среди регионов мира занимает Американский континент – 14,5% мировых извлекаемых запасов нефти. Наиболее крупными запасами нефти обладают Венесуэла, Мексика, США, Аргентина
И Бразилия. Извлекаемые запасы нефти в Африке составляют 6,9%, в т. ч. в Ливии – 2,9, Нигерии – 2,3 и Алжире – 0,9%.
В Западной Европе крупные месторождения нефти и газа расположены в акватории Северного моря, главным образом в британских (0,5 млрд т) и норвежских (1,5 млрд т) территориях.
В Азиатско-Тихоокеанском регионе промышленными запасами нефти обладают Китай (2,35%), Индонезия (0,5%), Индия, Малайзия
Ресурсыиместорожденияприродногогаза. Мировыеизвлекаемые запасы природного газа оцениваются в 154,9 трлн м 3 . Ресурсов газа при нынешнихтемпахегодобычихватитна 63,1года. Поразведаннымзапасам природного газа первое место в мире занимает Россия – 31%. Одна треть общемировых его запасов приходится на Ближний и Средний Восток, где он добывается преимущественно попутно с нефтью, т. е. на страны, обладающие крупными месторождениями нефти: Иран (14,9% от общемировых запасов – 2-е место в мире), Абу-Даби (4,0%), Саудовская Аравия (3,9%) и Кувейт (1,0%).
В Азиатско-Тихоокеанском регионе значительными ресурсами газа обладают Индонезия, Малайзия и Китай.
На американском континенте обнаружено 12,7% от общемировых запасов природного газа, в т. ч. США – 3,1% (5-е место), Венесуэла –
Западная Европа обладает 2,9% от мировых запасов природного газа, в т. ч. Норвегия – 0,8%, Нидерланды – 1,1% и Великобритания –
Добычанефти. Главныенефтедобывающиерегионымира–страны, обладающиекрупнымиресурсаминефти. Пообъемудобычинефтипервые места в мире занимали до 1974 г. – США, затем до 1989 г. – бывший
СССР, а с 1995 по 2000гг. – Саудовская Аравия. Как видно из табл. 1.1,
В мире. В десятку крупных нефтедобывающих стран мира (добывающих более 100 млн т/г) входят еще Иран, Китай, Норвегия, Венесуэла, Мексика, Ирак, Великобритания, Ливия, Канада и Нигерия.
В 2005 г. добыча нефти в некоторых странах бывшего СССР составила (в млн т): Казахстан – 61, Азербайджан – 22, Туркмения – 9,5.
Как видно из табл. 1.2, Россия с начала нового столетия интенсивно наращивает добычу нефти, несмотря на ограниченность ее запасов
Россия, экспортируяболееполовиныпроизведеннойнефти, всеболее становится нефтегазосырьевым придатком развитых стран. Большинство отечественных месторождений нефти ныне находится на стадии исчерпания активных рентабельных запасов. Непрерывно растет обводненность нефтяных месторождений, которая в среднем по России составляет 82%. Низок среднесуточный дебит одной скважины (около 7 т), только высокая цена нефти на мировом рынке позволяет временно считать такие дебиты рентабельными. Высока изношенность оборудования нефтегазового комплекса страны. В ближайшем будущем Россия обречена работать с трудно извлекаемыми и малодебитными месторождениями нефти. Из-за недальновидного свертывания геолого-разведоч – ных работ очень мала вероятность ввода в разработку новых крупных, типаЗападно-сибирских, высокодебитныхместорожденийвближайшие
Два-три десятилетия. В этой связи нельзя считать оправданной проводящуюся руководством страны и нефтяными компаниями политику резкого ускорения темпов добычи нефти без компенсации восполнения еересурсов, чтоприведеткхищническойвыработкеостаточныхзапасов
И серьезным негативным последствиям для экономики следующих поколенийроссиян. Назреланеобходимостьдлязаконодательногоустановления ограничительных квот как на добычу, так и экспорт нефти и газа.
Добычаприродногогаза. По объемам добычи газа в мире со значительным отрывом от других стран лидируют бывший СССР и США. В число крупных газодобывающих стран мира входят Канада, Великобритания, Индонезия, Нидерланды, Алжир, Норвегия, Иран, Мексика
Динамика добычи природного газа в России в 2000–2005гг. приведена в табл. 1.2, откуда следует, что производство газа, который по сравнению с нефтью значительно менее исчерпан, непрерывно возрастает и достигло 641 млрд м 3 . Разумеется, такие высокие объемы газодобычи в стране, в отличие от нефтяной отрасли, экономически оправданы, поскольку обоснованы исключительно большими его ресурсами.
Нефть представляет собой подвижную маслянистую горючую жидкость легче воды от светло-коричневого до черного цвета со специфическим запахом.
С позиций химии нефть – сложная исключительно многокомпонентная взаиморастворимая смесь газообразных, жидких и твердых углеводородов различного химического строения с числом углеродных атомовдо100иболееспримесьюгетероорганическихсоединенийсеры, азота, кислорода и некоторых металлов. По химическому составу нефти различных месторождений весьма разнообразны. Поэтому обсуждение можно вести лишь о составе, молекулярном строении и свойствах «среднестатистической» нефти. Менее всего колеблется элементный составнефтей:82,5…87%углерода;12,5…14,5%водорода;0,05…0,35,ред-
Ко до 0,7% кислорода; до 1,8% азота и до 5,3, редко до 10% серы. Кроме названных, в нефтях обнаружены в незначительных количествах очень многие элементы, в т. ч. металлы (Са, Mg, Fe, Al, Si, V, Ni, Na и др.).
Поскольку нефть и нефтепродукты представляют собой многокомпонентную непрерывную смесь углеводородов и гетероатомных соеди-
Нений, то обычными методами перегонки не удается разделить их на индивидуальные соединения со строго определенными физическими константами, в частности температурой кипения при данном давлении. Приняторазделятьнефтиинефтепродуктыпутемперегонкинаотдельные компоненты, каждый из которых является менее сложной смесью. Такие компоненты принято называть фракциями или дистиллятами. Вусловияхлабораторнойилипромышленнойперегонкиотдельныенефтяные фракции отгоняются при постепенно повышающейся температуре кипения. Следовательно, нефть и ее фракции характеризуются не температурой кипения, а температурными пределами начала кипения (н. к.)иконцакипения(к. к.).Приисследованиикачествановыхнефтей (т. е.составлениитехническогопаспортанефти)ихфракционныйсостав определяют на стандартных перегонных аппаратах, снабженных ректификационными колонками (например, на АРН-2 по ГОСТ 11011–85). Это позволяет значительно улучшить четкость погоноразделения и построить по результатам фракционирования так называемую кривую истинныхтемпературкипения(ИТК)вкоординатахтемпература–вы – ход фракций в% мас., (или% об.). Отбор фракций до 200°С проводится при атмосферном давлении, а более высококипящих – под вакуумом во избежание термического разложения. По принятой методике от начала кипения до 300°С отбирают 10-градусные, а затем 50-градусные фракциидотемпературык. к.475…550°С. Такимобразом, фракционный состав нефтей (кривая ИТК) показывает потенциальное содержание
В них отдельных нефтяных фракций, являющихся основой для получениятоварныхнефтепродуктов(автобензинов, реактивныхидизельных топлив, смазочных масел и др.). Для всех этих нефтепродуктов соответствующими ГОСТами нормируется определенный фракционный состав. Нефти различных месторождений значительно различаются по фракционному составу, а следовательно, по потенциальному содержанию дистиллятов моторных топлив и смазочных масел. Большинство нефтейсодержит15…25%бензиновыхфракций, выкипающихдо180°С, 45…55%фракций, перегоняющихсядо 300…350°С. Известныместорождения легких нефтей с высоким содержанием светлых (до 350°С). Так, самотлорская нефть содержит 58% светлых, а в нефти месторождения Серия (Индонезия) их содержание достигает77%. Газовые конденсаты Оренбургского и Карачаганакского месторождений почти полностью (85…90%)состоятизсветлых. Добываютсятакжеоченьтяжелыенефти,
В основном состоящие из высококипящих фракций. Например, в нефти Ярегского месторождения (Республика Коми), добываемой шахтным способом, отсутствуют фракции, выкипающие до 180°С, а выход свет-
Http://studfiles. net/preview/1020292/page:2/
Томская компания НПО «ЭТН-циклон» разработала и производит оригинальные установки для переработки нефти малой производительности, которые, в отличие от аналогов, не требуют сброса жидких отходов.
Оборудование предназначено для получения моторных и энергетических топлив при первичной перегонке нефти, для переработки нефтешламов, фракционной разгонки синтетической нефти и продуктов крекинга тяжелых остатков (мазутов, гудронов), выработки дизельного топлива при освоении нефтяных и газоконденсатных месторождений, извлечения ароматических углеводородов. Производительность установок составляет от 10 до 1000 тыс. тонн сырья в год, температура эксплуатации — от +45 до -45 градусов Цельсия.
«На отдаленных месторождениях солярка становится дорогой — возить ее получается только по зимнику и иногда даже вертолетами. Нас попросили сделать небольшую и эффективную установку для производства качественного дизельного топлива для внутреннего потребления, — рассказывает директор НПО «ЭТН-циклон» Юрий Фещенко. — Существующие решения хорошо подходили для больших мощностей и стабильного состава сырья, но состав нефти в разных скважинах отличается. К тому же сибирский климат требует устойчивости к низким температурам. Так пришлось придумывать новое решение, а поскольку моя специализация по образованию — процессы горения и газовой динамики, поэтому в нашей установке использовано газодинамическое решение поставленной задачи».
Новый способ переработки условно называется «вихревая ректификация» и основан на однократном испарении и поэтапном охлаждении на каждой ступени перегонки, при этом разделение на паровую и жидкую фазу на всех ступенях перегонки проводят в циклонных испарителях-сепараторах. Конструкция циклонных испарителей-сепараторов обеспечивает разделение паровой и жидкой фазы в процессе вихревого движения и ограничивает выход паров тяжелых фракций на следующую ступень перегонки. Технология позволяет перерабатывать легкую и тяжелую нефть, газовые конденсаты и смеси углеводородного сырья на одной установке. Качество получаемых продуктов не зависит от колебаний состава сырья — его можно перерабатываться «с колес» без перенастройки», — добавляет Юрий Фещенко.
«Установка — это комплекс оборудования: печи, накопительные емкости, насосные блоки. Ее производство занимает 4-6 месяцев, монтаж на удобном заказчику месте — 1,5-4 месяца», — говорит Юрий Фещенко. «Установка циклонного типа основанная на вихревой ректификации может быть включена в технологическую часть каталитической переработки мазутов и газойлей, а также каталитической переработки светлых нефтепродуктов (в т. ч.реформинга) – для малой производительности – это единственно возможное технологическое решение из известных», — добавляет Юрий Фещенко.
По словам директора томской компании, установки заказывают нефтедобывающие и нефтеперерабатывающие компании разных стран мира, а уже работают установки в России, Казахстане, на Украине. Сейчас специалисты «ЭТН-Циклон» ведут монтаж установки каталитической переработки газойля в Индонезии. Всего продано 16 установок разного назначения и мощности.
Http://www. assoneft. ru/activities/press-centre/tek/3267/
Из твердого сырья: муниципальные отходы, уголь, торф, древесные отходы. Из жидкого сырья: нефть, мазут, нефтешлам, отработанное масло.
Наши мини заводы роботы новинка века: ищем дилеров по всем странам мира. Сделай свою планету чистой, а себя успешным.
Мини-завод ПРОМЕТЕЙ “Потрам-Октан”– предназначенная для разделения углеводородного сырья (газовый конденсат, нефть) на 3 фракции и получения, например таких нефтепродуктов, как мазут, дизельное топливо, прямогонный бензин, до 4 фракций для дополнительного получения лигроина или 5 фракций для получения дополнительного нефраса. В основе технологии фракционного разделения нефти в наших установках лежит ступенчатый фракционный нагрев сырья и его узкофракционная дистилляция.
Для практической реализации нефтепереработки разработаны несколько комбинаций мини-заводов “Потрам-Октан”. Это мини-заводы предназначены для получения 3-х нефтяных фракций мазут, дизельное топливо, прямогонный бензин и могут быть рекомендованы для нефтедобытчиков, там где достаточно извлечь лишь качественное дизельное топливо, соответствующее ГОСТу для работы дизель-генераторов и тяжёлой автотехники. При этом полученные мазут и прямогонный бензин смешиваются с большим количеством нефти и отправляются, условно говоря, в «трубу». Для получения качественных моторных топлив, соответствующих ГОСТу (кроме октанового числа прямогонного бензина), нефть необходимо разделять на 4 фракции: мазут, дизельное топливо, лигроин и бензин – мини-заводы производительностью от 20 тонн и выше. Извлекаемый лигроин – узкая фракция между бензином и керосином около 4% от массы исходной нефти. Это позволяет добиться соответствию ГОСТу таких показателей дизельного топлива, как вязкость и температура вспышки в закрытом тигле и при этом сохранить соответствие ГОСТу показателей бензина. Для комплектации наших комплексов “POTRAM” разработаны комбинации мини-заводов “Потрам-Октан” до 13 фракций, что позволяет увеличивать рентабельность переработки мусора и полезных ископаемых.
Http://www. potram. ru/index. php? page=261
В работе предлагается технология по решению проблемы утилизации и переработки жидких и твердых нефтеотходов. В технологии используется комплекс организационных методов воздействия на гетерогенные жидкости на наноуровне. Среди методов базовым является кавитационный.
The paper proposes a technology to solve the problem of utilization and processing of liquid and solid oily waste recycling. The technology uses a complex of organizational methods of influence on heterogeneous fluid to the nanolevel. Among the methods of the base is cavitation.
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ НЕФТИ И ПЕРЕРАБОТКИ ТВЕРДЫХ НЕФТЕШЛАМОВ И ЖИДКИХ НЕФТЕОТХОДОВ
А. А. Викарчук, доктор физико-математических наук, профессор, профессор-консультант кафедры «Нанотехнологии, материаловедение и механика»
И. И. Растегаева, старший преподаватель кафедры «Нанотехнологии, материаловедение и механика»
Е. Ю. Чернохаева, главный специалист Тольяттинский государственный университет, Тольятти, Россия
Ключевые слова: нефть; нефтешламы; роторно-импульсный генератор; генератор резонансного типа; кавитационная обработка.
Аннотация: В работе предлагается технология по решению проблемы утилизации и переработки жидких и твердых нефтеотходов. В технологии используется комплекс организационных методов воздействия на гетерогенные жидкости на наноуровне. Среди методов базовым является кавитационный.
Амбарные твердые нефтешламы (битум, гудрон, асфальтены), которых накопилось в шламохранили-щах и полигонах России более 100 млн. тонн, имеют достаточно высокий потенциал для последующей их переработки в коммерциализуемую продукцию, однако эта проблема до сих пор не решена [1].
Кроме того, на металлургических, машиностроительных, металлообрабатывающих и транспортных предприятиях ежедневно накапливаются тысячи тонн экологически опасных отработанных жидких нефтеотходов. Это отработанные масла, нефтяные промывочные жидкости, смазки и т. д. Отработанные нефтепродукты так же, как и нефтешламы требуют утилизации или переработки. В России до 77 % всех отработанных масел нелегально сбрасывается на почву и в водоемы, что наносит колоссальный урон окружающей среде [2].
Поэтому проблема утилизации и переработки жидких и твердых нефтеотходов является актуальной и требует безотлагательного решения.
Мы предлагаем решить вышеперечисленные проблемы следующими способами: тяжелые нефтеот-ходы (битум, гудрон), предварительно нагретые для придания текучести, разбавляются легкими (масла, промывочные жидкости, смазки) и подвергаются высокоэнергетичной обработке в специальных установках для получения полезной продукции в виде мазутов, печного топлива и дорожно-строительных материалов.
Второй способ – выделение из нефтешламов и нефтеотходов жидкой составляющей, доведение ее стандартными методами (обезвоживание, обессерива-ние) до товарной нефти, которую подвергают высокоэнергетической обработке физическими методами на наноструктурном уровне с целью получения из нее максимального выхода (до 60%) светлых фракции при атмосферной перегонке.
Принципиальная схема переработки твердых не-фтешламов и жидких нефтеотходов представлена ниже (рис.1)
В предлагаемой технологии используется как стандартное оборудование (это блоки 2, 3, 4, 5, 14) так и авторские установки (это блоки 6, 9, 11), а также специальное (модернизированное оборудование под поставленные цели и задачи (блоки 7, 8, 9, 10, 12,13).
В качестве объекта исследований в данной работе были выбраны тяжелые нефти, жидкие нефтеотходы, разбавленный нефтью гудрон и мазут. Для высокоэнергетической обработки нефтепродуктов, проявляющих при низких температурах вязкопластичность, использовали в комбинации физические методы воздействия на гетерогенные жидкости: кавитационное, тепловое, электроимпульсное, ударное, акустическое и др. Базовым среди них является кавитационное. Для обработки применяли три вида гидродинамических кавитационных генераторов: дискового, роторно-импульсного и резонансного типа. Параллельно или последовательно с ними использовали другие методы воздействия и устройства (ультразвуковой диспер-гатор, акустический излучатель, акустоэмиссионная диагностическая аппаратура).
Принцип работы кавитатора дискового типа основан на возмущении потока жидкости при прохождении ею сквозь отверстия подвижного диска вдоль выпуклости неподвижного, что приводит к возникновению кавитационных зон. Дисковые кавитаторы использовали для нагревания и гомогенизации гетерогенных жидкостей.
Роторно-импульсная аппаратура (РИА) предназначена для импульсной энергетической обработки гетерогенных жидкостей с целью изменения физикохимических свойств и структуры жидкостей, она обеспечивает интенсивное многофакторное воздействие на обрабатываемую среду (механическое, гидродина-
Нефтепродуктов Блок грубой очистки Стандартный блок разделения не-фтеотходов на три фракции (нефтепродукты, вода, твердый шлам) (декантери, центрифуги, установка Лаваль)
Блок разделения грунтосодержащих нефтешламов (нефтепродукты, вода, твердый шлам) (авторская разработка)
9. Установка для кавитационной обработки (ГРТ) – генератор резонансного типа
15. Участок реализации продукции Рис. 1. Схема техпроцесса переработки нефтешлама.
В резонансных гидродинамических генераторах используется возбуждение колебаний резонирующих элементов. Общий принцип работы всех струйных кавитаторов – использование энергии движения жидкости. Такой подход выгодно применять для трубопроводов и других систем, в которых жидкость уже находится под давлением.
Основная цель такой обработки нефти и нефтепродуктов – это снижение их вязкости и увеличение выхода светлых фракций при их атмосферной перегонке. Вязкость этих жидкостей зависит от химического состава, молекулярной массы и наличия частиц второй фазы, она определяется силами межмолекулярного взаимодействия и может меняться в зависимости от температуры и предварительной высокоэнергетической обработки в широких пределах: от 1,0 до 500 Ст. Например, для Мангишлаковской нефти, имеющей плотность 857 кг/м3, содержащей парафины (до 10 %), при температуре застывания 30 °С, статическое напряжение сдвига т0 при 20 °С достигало 500 Па, а ее кинематическая вязкость при этих температурах равнялась 19,5 сСт. При нагревании нефти на 10 °С т0 падало до 5,0 Па, а вязкость уменьшалась на 2 порядка. Образованию пространственной структуры в нефти и нефтепродуктах благоприятствует наличие высокой концентрации мелких твердых частиц второй фазы, а значит большой поверхности раздела фаз с поверхностным слоем, имеющим аномальные свойства. Пространственная структура формируется из кристаллов парафина, частичек асфальтенов и ассоциатов, сформированных за счет молекулярного взаимодействия. При комбинированной высокоэнергетической обра-
Ботке происходит диспергация механических частиц, ассоциаты разрушаются, а вязкость уменьшается. Например, минутная обработка на роторно-импульсном аппарате гудрона, разбавленного нефтью (20 %), приводит к снижению вязкости нефтепродуктов в 2 раза.
Нами разработаны технологии и оборудование, в которых используются одновременно несколько факторов воздействия на гетерогенные жидкости, причем на наноструктурном уровне. При этом на жидкость, обрабатываемую на кавитанционных установках, дополнительно накладываются физические поля (температурные, силовые, акустические). Многофакторное воздействие на нефть и нефтеотходы организовано в одной модульной установке, основой которой является гидродинамические кавитационные генераторы роторно-импульсного или резонансного типа. В последнем, колебания активатора возбуждаются набегающей струей жидкости. В нем струя, вытекающая из сопла с большой скоростью, попадает на пластину с клиновидным краем, имеющую в нашем случае двухточечное крепление. При этом происходит срыв струи, возникают пульсации давления и скорости потока, образуется развитая турбулентность и акустическое поле излучателя, кавитационные зоны и комму-ликативные струйки.
Роторно-импульсная аппаратура обеспечивает интенсивное многофакторное воздействие на обрабатываемую среду [3]:
– механическое воздействие на частицы гетерогенной среды, заключающееся в ударных, срезывающих и истирающих нагрузках и контактах с рабочими частями аппарата;
В больших сдвиговых напряжениях в жидкости, развитой турбулентности, пульсациях давления и скорости потока жидкости;
– гидроакустическое воздействие на жидкость осуществляется за счет мелкомасштабных пульсаций давления, интенсивной кавитации, ударных волн и вторичных нелинейных акустических эффектов.
В установке возможна обработка жидкостей, содержащих включения с объемной концентрацией до 1 %, размером частиц до 0,2 мм, кинематической вязкостью до 30х10-6 м2/с, с температурой от +4 °С до +100 °С. Возможно увеличение концентрации твердой фазы в обрабатываемой жидкости при условии, что твердость частиц меньше твердости деталей аппарата, контактирующих с суспензией.
Дополнительно в установках на обрабатываемую жидкость накладываются температурные, электромагнитные и силовые поля. Процессы воздействия отрегулированы по амплитуде, частоте и последовательности, скоординированы и сонаправлены так, чтобы достигался максимальный эффект обработки, а именно, происходил максимальный выход светлых фракций, выкипающих при температуре ниже 350 °С и атмосферном давлении.
Установки оснащены автоматической системой контроля за процессом обработки. В свою очередь оптимальные режимы обработки определяли по сигналам акустической эмиссии (АЭ), излучаемым из кавитационной камеры. Основными факторами, влияющими на эффективность обработки, являются гидродинамические параметры (давление, температура, скорость потока) и конструктивные, зависящие от типа, формы, размера активатора и конструкции камеры для обработки. В нашем случае, оптимальный режим работы установки определялся из спектра сигналов АЭ, излучаемых обрабатываемой жидкостью, и варьировался в ходе предварительных экспериментов, связанных с подбором давления, температуры, скорости течения жидкости и подгонкой размеров, формы резонирующих пластин и сопла, регулировкой расстояния между соплом и отражателем. Основным недостатком этого устройства является быстрый выход их строя резонирующих элементов, в результате циклического действия на них динамических нагрузок, соизмеримых с пределом усталостной прочности материала. Чтобы устранить этот недостаток в лаборатории «Физика прочности и интеллектуальных диагностических систем» ТГУ были специально разработаны наноматериалы для этих целей, а также создана автоматизированная система контроля за процессом обработки. Таким образом, в основе предлагаемой технологии лежит явление комбинированного высокоэнергетического воздействия на гетерофазные жидкости (эмульсии, нефть и нефтепродукты), которые сводятся к следующим процессам:
– диспергированию твердых частиц вплоть до наноразмеров, разрушению коллоидов и деструкции органических и неорганических соединений, находящихся в гетерофазной жидкости;
– эмульгированию (перемешивание и гомогониза-ция) разнородных жидкостей;
– интенсификации массообменных процессов, окислительно-восстановительных реакций, нейтрализации токсических веществ;
– расщеплению молекул воды, появлению озона, атомарного кислорода, пероксидных соединений и свободных радикалов;
– деструкции парафина, диспергированию асфаль-тенов, карбонов, разрушению ассоциатов и разрыву длинномерных молекул углеводородов, изменению структуры и свойств нефтепродуктов.
Перечисленное выше оборудование, технологии мы предлагаем использовать в двух направлениях:
1) переработка твердых нефтешламов и жидких нефтепродуктов в коммерциализуемую продукцию (мазуты, печное топливо, дорожно-строительные материалы),
2) предварительная высокоэнергетическая обработка нефти (кавитационная, электроимпульсная, гидродинамическая) нефти любых марок, жидких не-фтеотходов, масел, разбавленного гудрона и битума с целью максимального выделения из них светлых фракций при атмосферном давлении.
Сущность первой технологии состоит в следующем. Предлагается тяжелые нефтеотходы (битум, гудрон), предварительно нагретые и обработанные на кавитационных генераторах для придания им текучести, разбавлять жидкими нефтеотходами (нетоварная нефть, промслой, отработанные масла, смазки, промывочные жидкости) и проводить их высокоэнергетическую обработку в специальных установках для целенаправленного изменения их структуры, состава и получения заданных свойств.
Для реализации этих эффектов предлагается проводить совместно переработку твердых нефтешла-мов и жидких нефтеотходов с помощью гидродинамических, роторных или резонансных кавитаторов, электродинамических генераторов, работающих в импульсном режиме и другой аппаратуры, предназначенной для воздействия на жидкости и ее компоненты на наноуровне. В рабочей камере нефть, нефтеотходы, вода, механические частицы и углеводородные соединения одновременно подвергаются: гидродинамическому (высокие градиенты и частота пульсации давления), акустическому, электроимпульсному, тепловому и ударному воздействию. Степень и результат комбинированного воздействия на нефтепродукты зависит от рабочих характеристик кавитаторов и генераторов, варьируя которые мы достигаем значительного улучшения эксплуатационных свойств гетерофазных жидкостей. Новизна работы состоит в том, что впервые предлагается переработку твердых нефтешламов и жидких нефтеотходов проводить, используя комбинацию высокоэнергетических воздействий на наноуровне на гетерогенные жидкости. В установках гидродинамическое, акустическое, тепловое и ударное воздействие отрегулированы по амплитуде и очередности, скоординированы и сонаправлены, а режимы обработки подобраны и отрегулированы. Оптимизация режимов такой обработки проводится путем постоянного контроля состава и определения свойств обрабатываемой жидкости, анализа сигналов акустической эмиссии излучаемых из камеры, предназначенной для совместной обработки твердых и жидких нефтеотходов. Ниже приведены результаты обработки нефти и нефтеотходов.
Таблица 1. Разгонка обработанных на кавитационных установках нефти (образец № 3), промслоя (№ 4), жидких нефтеотходов (№ 2,6, 8,10,12,13) и гудрона с нефтью (№ 1, 5,7,11).
Тн. к °С 100°С 120°С 150°С 160°С 180°С 200°С 220°С 240°С 260°С 280°С 300°С 320°С 340°С 360°С
02.04 №1 0,872 115 – 0,5 4,2 6,0 10,0 14,0 16,0 22,0 24,0 29,0 33,0 38,0 48,0 60% 354 °С
02.04. №2 Ж. Н.0 0,874 58,0 3,4 6,2 12,0 14,0 18,0 20,0 24,0 26,0 28,0 320 36,0 40,0 44,0 48,0
02.04 №3 нефть 0,859 42,0 4,7 7,6 15,0 17,0 21,0 23,0 27,0 30,0 33,0 36,0 39,0 42,0 48,0 58,0
03.04 №4 15% 0,888 52,0 2,6 5,0 8,6 11,0 13,0 16,5 19,5 22,0 24,0 27,0 30,0 33,5 38,0 44,0
03.04 №5 0,892 114 0,8 4,8 6,6 11,0 15,0 18,0 22,0 25,5 30,0 33,5 38,5 44,5 56,0
08.04 №6 ж. н.о. 0,860 34 4,2 8,6 14,0 17,0 20,0 24,0 27,0 30,0 34,0 38,0 42,0 46,0 51,0 59,0
15.04 №8 ж. н.о. 0,877 45 4,0 6,4 11,0 13,0 16,0 19,0 22,0 25,0 27,0 30,0 34,0 38,0 43,0 53,0
16.04 №10 ж. н.о. 0,877 49 4,0 6,4 12,0 13,5 16,5 18,5 22,0 24,5 27,5 31,0 34,5 38,0 43,0 55,0
17.04 №11 15% 0,903 124 – – 3,3 4,5 8,0 12,0 16,0 19,0 22,0 26,0 29,5 34,0 39,5 43,5
17.04 №12 ж. н.о. 0,886 49 2,9 5,3 10,0 13,0 15,5 18,5 21,0 24,0 26,5 29,0 33,0 37,0 42,5 55,0
18.04 №13 ж. н.о. 0,886 68 2,0 4,5 9,0 12,0 15,0 17,0 20,0 23,0 26,0 30,0 34,0 38,0 45,0 58,0
Эксперименты проводились на малом предприятии, расположенном в Татарстане и специализирующегося на переработке нефтешламов. В качестве исходного сырья были выбраны амбарные нефтешламы, находящиеся на территории организации. Из них были подготовлены два типа нефтеотходов, подлежащих переработке на кавитационных установках роторного и резонансного типа: твердовязкий гудрон, изъятый непосредственно из шламохранилища, и жидкие нефте-отходы взятые из отстойника (10 000 м3 верхний слой). Гудрон нагревали до 60 градусов и разбавляли товарной нефтью, полученную смесь (образцы пробы № 1, 5, 7, 11 таблицы) обрабатывали сначала на кавитаторе-диспергаторе, затем на кавитаторе резонансного типа при давлении в системе пять атмосфер. Жидкие не-фтеотходы (образцы № 2, 6, 8, 12, 13 таблицы) – только на кавитаторе резонансного типа. Для всех образцов в исходном состоянии плотность была примерно одинаковой и варьировалась в пределах от 0,87 до
0,90 гр/см3. После обработки плотность существенно не менялась. Обработанные на кавитаторе жидкие нефте-отходы и разбавленный нефтью гудрон подвергались разгонке. Результаты экспериментов представлены в таблице № 3 и на графике 3. Образец № 3 – это товарная нефть, взятая для сравнения. Для разбавленного гудрона и обработанного на диспергаторе-кавитаторе температура начала кипения была примерно в 2 раза больше чем для жидких нефтеотходов, однако это существенно не сказалось на конечном выходе светлых продуктов. Образец № 4 – это промслой – смесь нефти с водой (до 15 %), выход из него светлых фракций минимален. Также отрицательно влияет на выход увеличение процента гудрона в смеси: более 35 % использовать не целесообразно.
Сущность второй технологии состоит в том, что кавитационно – волновая обработка нефти и жидких нефтепродуктов позволяет увеличить выход из них легколетучих фракций при атмосферной перегонке на 15 – 20 %. Кавитационная обработка ускоряет диффузию нефти в полости парафина, интенсифицирует процесс его разрушения. Кавитация разрывает непрерывную цепочку, разрушая связи между отдельными частями молекул, влияет на изменение структурной вязкости, т. е. на временный разрыв Ван-дер-ваальсовых связей. Под воздействием кавитации большой интенсивности на протяжении длительного времени нарушаются С-С связи в молекулах парафина, вследствие чего происходят изменения физико-химического состава (уменьшение молекулярного веса, температуры кристаллизации и др.) и свойств нефтепродуктов (вязкости, плотности, температуры вспышки и др.). В процессе кавитационной обработки нефти и нефтепродуктов энергия, выделяющаяся при схло-пывании кавитационных пузырьков, используется для разрыва химических связей между атомами больших молекул углеводородных соединений.
Предлагаемая технология и оборудование для ее реализации имеет ряд новшеств:
– для обработки нефти и нефтепродуктов используются кавитационные генераторы разного типа, генерирующие колебания на частотах, отличающихся
На порядок. Поскольку размер зародыша кавитации зависит от частоты (чем она выше, тем меньше зародыш), то при обработке жидкости она должна сначала проходить через кавитатор, работающий на большей частоте;
– для увеличения эффективности обработки нефти и нефтепродуктов (получения максимального выхода из них светлых фракций) обработка должна проводиться в контролируемых условиях. Для этого используется специально разработанная автоматическая поддержка оптимальных режимов обработки, основанная на использовании сигналов АЭ, излучаемых из кавитационной камеры;
– для повышения долговечности резонирующих элементов мы используем специальные наноматериалы с высоким переделом выносливости;
– для повышения производительности обработки используется авторская конструкция установки. Примеры обработки нефтепродуктов по описанной технологии представлены на рисунках 2 и 3.
ЭКСПЕРИМЕНТЫ ПО ОБРАБОТКИ ТОВАРНОЙ И ТЯЖЕЛОЙ НЕФТИ НА КАВИТАЦОН-НОЙ УСТАНОВКЕ РЕЗОНАНСНОГО ТИПА
Обработка осуществлялась в кавитационной установке резонансного типа при давлении на входе пять атмосфер.
Выход легких фракций при разгонке тяжелой нефти обработанной на кавитационном генераторе резонансного типа, производительностью 20 тонн/час увеличился от 40 % до 60 % при температуре разгонки 350 °С (рис. 3). Результаты экспериментов позволяют рекомендовать кавитационную установку для промышленного использования. Ее основным недостатком является частый выход из строя резонирующих пластин. Риск разрушения пластин можно резко уменьшить если использовать разработанную нами автоматизированную систему управления процессом обработки и специальные сплавы для изготовления этих пластин.
Для проверки выявленного эффекта резкого увеличения выхода легких фракций за счет предварительной кавитационной обработки тяжелой нефти в кавитаторах резонансного типа были произведены эксперименты непосредственно на НПЗ. Установка была смонтирована параллельно основному нефтепроводу в виде бойпаса и через нее было пропущено 500 тонн парафинистой нефти (р=887 гр/см3 при 20°С) производства ОАО «Татнефть». Результаты кавитационной обработки такой нефти представлены на рисунке 3.
Работа выполнена при поддержке ФЦП «Научные и научно-педагогические кадры инновационной России», госконтракт №П392.
1. Рынок утилизации нефтешламов в РФ в 2004 -2009 гг. / AT Consulting company – Москва, 2009. – 107 с.
2. Отработанные смазочные материалы в России / Новосибирск, www. oil-54.narod. ru.
3. Промтов М. А., Авсеев А. С. Импульсные технологии переработки нефти и нефтепродуктов//Нефте-переработка и нефтехимия. 2007. № 6. С. 22 – 24.
Как видно из рисунков и таблиц плотность обработанной нефти практически не изменилась, при этом масса легких фракций увеличилась почти в 2 раза. Таким образом, кавитационная обработка исходной нефти приводит к увеличению выхода бензина и фракций выкипающих до 350 °С примерно на 15 – 20 %.
TECHNOLOGY AND EQUIPMENT FOR PROCESSING OF OIL AND SOLID OIL WASTE AND LIQUID OILY WASTE RECYCLING
A. A. Vikarchuk, doctor of physical and mathematical science, professor department «Nanotechnologies, materials and mechanics»
I. I. Rastegaeva, assistant professor of department «Nanotechnologies, materials and mechanics»
Е. Yu. Chernohaeva, chief specialist Togliatti State University, Togliatti, Russia
Keywords: oil; oil sludge; rotary-pulse generator; the generator of resonant type; cavitation processing.
Annotation: The paper proposes a technology to solve the problem of utilization and processing of liquid and solid oily waste recycling. The technology uses a complex of organizational methods of influence on heterogeneous fluid to the nanolevel. Among the methods of the base is cavitation.
ВЫЯВЛЕНИЕ НЕДОСТАТКОВ РЕЖУЩИХ ИНСТРУМЕНТОВ МЕТОДОМ ОБРАТНОГО МОЗГОВОГО ШТУРМА
А. В. Гордеев, кандидат технических наук, доцент, доцент кафедры «Оборудование и технологии машиностроительного производства» Тольяттинский государственный университет, Тольятти (Россия)
Ключевые слова: метод обработки; мозговой штурм; недостатки инструментов; приспособление; режущий инструмент; станок; техническое творчество; технологическая операция.
Аннотация: С помощью обратного мозгового штурма выявлены наиболее типичные недостатки режущих инструментов. Выявленные недостатки систематизированы с целью облечения усовершенствования инструментов с помощью методов технического творчества. Приведёны примеры разрешения противоречий с помощью методов технического творчества.
Чтобы усовершенствовать какой-то технический объект реального производства или специально смоделированной ситуации на учебных занятиях, нужно чётко представлять его недостатки. Применительно к технологической операции мехобработки это могут быть недостатки метода обработки, режущего инструмента (РИ), приспособления, станка. В настоящее вре-
Мя отсутствует какая-либо классификация недостатков этих объектов или хотя бы их типовой перечень, что увеличивает трудоёмкость работ по усовершенствованию операций мехобработки и снижает эффективность получаемых технических решений.
Цель работы – выявить и систематизировать основные недостатки РИ путём обработки результатов
Http://cyberleninka. ru/article/n/tehnologiya-i-oborudovanie-dlya-obrabotki-nefti-i-pererabotki-tverdyh-nefteshlamov-i-zhidkih-nefteothodov
Четыре единицы крупногабаритного оборудования для строительства на Московском НПЗ новой комбинированной установки переработки нефти «Евро+» доставлены в Москву. Два реакционных аппарата гидроочистки нефти, аппарат депарафинизации и горячий сепаратор блока гидроочистки дизельного топлива «Евро+» произведены Ижорскими заводами (Санкт-Петербург) и отгружены с площадки предприятия 12 июня.
Высота самого крупного из доставленных аппаратов — 30,7 метра, общий вес — около 700 тонн. Оборудование обеспечит очистку нефти от серы и азота до стандартов «Евро-5», а также депарафинизацию сырья для изготовления улучшенных зимних сортов дизельного топлива.
Движение оборудования по Волго-Балтийской транспортной системе заняло 21 сутки. Протяженность маршрута составила 1367 км. 9 июля оборудование было перегружено на причал в селе Беседы Московской области. Для доставки каждой единицы оборудования на площадку МНПЗ будут использоваться грузовые тягачи и специальные прицепы Goldhofer-THP, составленные из 20 модулей с колесными линиями. Возле МНПЗ будет построен дополнительный участок подъездного пути протяженностью 22 метра.
Строительство установки «Евро+» — один из ключевых проектов второго этапа комплексной модернизации Московского НПЗ, которую продолжает «Газпром нефть». Ввод в эксплуатацию «Евро+» позволит МНПЗ повысить объем и глубину нефтепереработки, увеличить выход светлых нефтепродуктов, перейти на четырехлетний межремонтный пробег, улучшить показатели энергоэффективности и дополнительно сократить воздействие производства на окружающую среду.
В программу модернизации Московского нефтеперерабатывающего завода, которую «Газпром нефть» ведет с 2011 года, уже вложено более 75 млрд рублей. Завод планомерно избавляется от устаревших производственных объектов и активно внедряет современные промышленные комплексы. «Газпром нефть» ставит задачу по окончании программы модернизации в 2020 году превратить МНПЗ в лучшее нефтеперерабатывающее предприятие Европы по качеству продукции, энергоэффективности и экологическим характеристикам. За последние пять лет воздействие производства на окружающую среду снижено на 50%.
Ввод в эксплуатацию современной комбинированной установки «Евро+» запланирован на вторую половину 2018 года. После ее запуска МНПЗ увеличит объем переработки нефти до 12 млн тонн в год. Сама «Евро+» сможет перерабатывать около 6 млн тонн нефти в год.
«Евро+» характеризуется компактностью размещения и интеграцией тепловых потоков при нагреве сырья и охлаждении продуктов для максимальной энергоэффективности и оптимизации эксплуатационных затрат. Установка будет работать на газообразном топливе.
При создании «Евро+» применяются самые передовые технологии. Таких установок в мире единицы. Ее запуск позволит МНПЗ увеличить межремонтный пробег оборудования с двух до четырех лет, обеспечив рынок дополнительными объемами автомобильного топлива высокого экологического класса Евро-5.
Снижение выбросов загрязняющих веществ в атмосферу на тонну перерабатываемой нефти после запуска «Евро+» составит 11,1%. Максимальные показатели разовых (секундных) выбросов будут снижены примерно в 3,5 раза, максимальные показатели валовых (годовых) выбросов уменьшатся примерно в 1,9 раза.
Http://www. gazprom-neft. ru/press-center/news/1113760/
Использование: нефтехимия. Сущность изобретения: способ переработки нефти включает стадии: проведение атмосферной перегонки сырой нефти; совместная гидродесульфуризация полученных дистиллятов в реакторе в присутствии катализатора гидрогенизации при температуре от 310 до 370 o С под давлением от 30 до 70 кг/см 2 (первая стадия гидрогенизации); и далее проведение гидродесульфуризации при более низких температурах (вторая стадия гидрогенизации). Когда вторая стадия гидрогенизации проводится только для тяжелой нафты, полученной при разделении дистиллятов после первой стадии гидрогенизации, температура второй гидрогенизации может находиться в пределах от 250 до 400 o С. Гидродесульфуризация, проводимая для каждой фракции из фракций нефтяного светильного газа, керосина, тяжелой нафты и легкой нафты в этой области техники, может быть проведена совместно. Технический результат: упрощение процесса. 4 с. и 7 з. п.ф-лы, 4 табл., 5 ил.
Настоящее изобретение относится к разделению и очистке сырой нефти посредством упрощенного аппарата и относится к аппарату, пригодному для проведения вышеупомянутой переработки нефти.
В области нефтепереработки является обычной практикой, что проведение атмосферной перегонки сырой нефти, прошедшей предварительную обработку, такую как дегидратация и обессоливание, заключается в разделении сырой нефти на недогон и фракции нефтяного светильного газа, керосина, тяжелой нафты, легкой нафты, сжиженного нефтяного газа и легкого газа и в проведении гидроочистки для каждой из фракций, которая подвергается гидроочистке, за которой необязательно следует реформинг. Таким образом получают нефтяные продукты. Например, ссылаясь на фиг.5, фракция легкого газа (отходящего газа) из фракций, разделенных атмосферной перегонкой сырой нефти, содержит кислые газы, такие как H2S, отделяемый в установке для аминовой обработки, и вырабатывается как топливный газ. Сжиженный нефтяной газ из вышеупомянутых фракций имеет свои примеси, удаляемые посредством установки для обработки сжиженного нефтяного газа, и вырабатывается как сжиженный нефтяной газ. Из кислых газов регенерируют серу.
Фракция легкой нафты подвергается дезодорирующей сероочистке посредством установки для обработки легкой нафты, после которой удаляется меркаптан, H2S и т. д., и вырабатывается в виде газолина. Фракция тяжелой нафты подвергается гидроочистке в установке для обработки тяжелой нафты и затем каталитическому реформингу и вырабатывается как газолин. При обработке тяжелой нафты в каталитическом реформинге содержание серы в тяжелой нафте не должно превышать 1 м. д. по весу. Поэтому серосодержащие компоненты, такие как меркаптан, недосульфуризованные сульфиты и сероводород (H2S), присутствующие в вышеупомянутой тяжелой нафте, удаляются при обработке адсорбентом, являющимся оксидом металла, таким как NiO, CuO или ZnO, или при абсорбции амином.
Фракции керосина и нефтяного светильного газа каждая отдельно гидрогенизируются, после чего необязательно следует обработка с использованием, например, адсорбента, и производятся как керосин и нефтяной светильный газ соответственно.
Недогон после атмосферной перегонки перегоняется при пониженном давлении с использованием вакуумного дистиллятора, и полученные таким образом вакуумные дистилляты используются как сырье для получения нефтяного светильного масла.
Из вышеперечисленного очевидно, что при обычной нефтепереработке отдельные фракции, такие как легкая нафта, тяжелая нафта, керосин и нефтяной светильный газ очищаются в соответствующих установках для обработки, таких как гидроочистительная установка. Таким образом, сталкиваются с такими проблемами, что устройство для переработки нефти является сложным и что не только требуется усложненное и громоздкое оборудование, но также и стоимость конструкции является высокой.
Кроме того, обычная нефтепереработка проводится в унифицированном виде, независимо от количества перерабатываемой сырой нефти. В этой связи требуется упростить аппарат для переработки нефти и уменьшить его масштаб для более низкой стоимости нефтепереработки, в особенности, когда количество перерабатываемой сырой нефти мало.
Принимая во внимание вышеупомянутый предшествующий уровень техники, заявитель предложил способ, включающий проведение атмосферной перегонки сырой нефти, при которой сырая нефть разделяется на недогон и дистилляты, и совместное гидрогенирование дистиллятов в реакторе, и аппарат, пригодный для использования в этом методе (смотри японский патент, выложенная публикация 7 (1995) -82573). В этом методе дистилляты совместно гидроочищают и затем фракционируют на индивидуальные фракции. Этот способ позволяет упростить аппарат для переработки нефти по сравнению с предшествующим уровнем техники, в котором соответствующие гидроочищающие реакторы используются для отдельных фракций. Этот способ особенно полезен, когда количество перерабатываемой нефти мало.
При гидродесульфуризации фракции нефтяного светильного газа, содержащей недостаточно десульфуризованные серосодержащие соединения, среди дистиллятов, полученных вышеупомянутой атмосферной перегонкой, чем более высокая температура десульфуризации, тем более высокая эффективность десульфуризации. Поэтому, когда вышеупомянутые дистилляты смешиваются и совместно гидрогенизируются, необходимо выбрать условия, при которых нефтяной светильный газ может быть эффективно десульфуризован. Однако, когда температура гидрогенизации равна 340 o С или выше, серосодержащие компоненты, такие как H2S, выделившиеся при реакции гидрогенизации, вероятно, вступают в реакцию рекомбинации с олефином (фракцией нафты). Когда срок действия катализатора подходит к концу (EOR; конец работы), реакция гидрогенизации должна проводиться при высокой температуре, таким образом повышая вероятность реакции рекомбинации.
Когда содержание серы в легкой или тяжелой нафте увеличивается из-за вышеупомянутой рекомбинации, появляется новая проблема, заключающаяся в том, что содержание серы в гидрогенизированной нафте, особенно тяжелой нафте может превышать допустимое значение для сырья для каталитического реформинга.
Когда совместную гидрогенизацию дистиллятов проводят при относительно низкой температуре для устранения этой проблемы, возникает другая проблема, заключающаяся в том, что эффективность десульфуризации понижается, в результате чего нефтяной светильный газ может быть получен с высоким содержанием серы.
Изобретатель провел исследования, направленные на решение одновременно всех вышеупомянутых проблем. В результате он обнаружил, что вышеупомянутый объект может быть достигнут проведением совместной гидрогенизации дистиллятов в две стадии, т. е. первая стадия, включающая проведение гидрогенизации при высокой температуре, такова, что эффективность десульфуризации в нефтяном светильном газе является высокой, и вторая стадия, включающая проведение гидрогенизации при низкой температуре, такова, что возможность вовлечения серосодержащих компонентов, полученных на первой стадии гидрогенизации, в рекомбинацию чрезвычайно мала.
Также он обнаружил, что вышеупомянутый объект может быть достигнут отделением гидрогенизированной нефти, которая получается на первой стадии гидрогенизации, и проведением только для фракции тяжелой нафты, полученной таким образом, второй стадии гидрогенизации, за которой следует адсорбционное удаление. Настоящее изобретение основано на вышеупомянутых данных.
Из уровня техники известен способ гидрогенизации дизельного нефтяного светильного газа, в котором гидрогенизация нефтяного светильного газа проводится в две стадии, т. е. первая стадия, включающая гидрогенизацию, в результате которой происходит десульфуризация, и вторая стадия, включающая гидрогенизацию нефтяного светильного газа, окрашенного посредством десульфуризации на первой стадии, после чего улучшается оттенок.
Например, японский патент, выложенная публикация 5 (1993)-78670, описывает способ, в котором дизельный нефтяной светильный газ (дистиллят нефти с точкой кипения от 150 до 400 o С) гидрогенизируется при температуре не менее от 375 до 450 o С под давлением от 45 до 100 кг/см 2 , в результате чего происходит десульфуризация до содержания серы 0.05% по весу или ниже (первая стадия) и затем гидрогенизация нефтяного светильного газа при температуре от 200 до 300 o С под давлением от 45 до 100 кг/см 2 (вторая стадия), таким образом оттенок дизельного нефтяного светильного газа, окрашенного на первой стадии гидрогенизации, улучшается. Хотя оттенок улучшается до, по крайней мере, -10 в значениях величин колориметрии Сэйболта, в разделе примеров в литературе описано, что содержание серы в нефтяном светильном газе после второй стадии гидрогенизации является таким же, как в нефтяном светильном газе после первой стадии гидрогенизации, т. е. никакого эффекта десульфуризации не проявляется на второй стадии гидрогенизации. Кроме того, японский патент, выложенная публикация 3 (1991)-86793, предлагает похожий способ, включающий десульфуризацию нефтяного светильного газа (первая стадия) и проведение гидрогенизации на второй стадии для улучшения его оттенка (вторая стадия). Как и в вышеупомянутой литературе, в разделе примеров описано, что никакого эффекта десульфуризации не проявляется при гидрогенизации на второй стадии.
Объект настоящего изобретения заключается в том, чтобы предложить способ переработки нефти, который позволяет эффективно проводить разделение и очистку сырой нефти посредством упрощенного аппарата, и предложить аппарат, пригодный для проведения вышеупомянутой переработки нефти.
Способ переработки нефти настоящего изобретения включает стадии: проведение атмосферной перегонки сырой нефти таким образом, чтобы сырая нефть разделялась на недогон и дистилляты, эти дистилляты включают нефтяной светильный газ и фракции, у которых точка кипения ниже, чем у нефтяного светильного газа; совместная гидродесульфуризация этих дистиллятов в реакторе в присутствии катализатора гидрогенизации при температуре от 310 до 370 o С под давлением от 30 до 70 кг/см 2 G(первая стадия гидрогенизации); затем совместная гидродесульфуризация вышеупомянутых гидродесульфуризованных дистиллятов в реакторе в присутствии катализатора гидрогенизации при температуре от 280 до 330 o С под давлением от 30 до 70 кг/см 2 G (вторая стадия гидрогенизации).
В этом способе вторая стадия гидрогенизации в основном проходит через стадии: отделение газообразных фракций от гидродесульфуризованных дистиллятов (стадия отделения газов); и разделение дистиллятов, подвергшихся стадии отделения газа, на фракции нефтяного светильного газа, керосина, тяжелой нафты и легкой нафты (стадия фракционирования).
Фракция тяжелой нафты, полученная на стадии фракционирования, может быть каталитически реформирована для получения газолина. Как правило, тяжелая нафта имеет содержание серы не больше чем 1 м. д. по весу.
Альтернативно способ переработки нефти настоящего изобретения может включать вышеупомянутую стадию атмосферной перегонки сырой нефти и первую стадию гидрогенизации, проводимую через стадии: отделение газообразных фракций от гидродесульфуризованных дистиллятов на первой стадии гидрогенизации (стадия отделения газов); разделение дистиллятов, подвергшихся стадии отделения газа, на фракции нефтяного светильного газа, керосина, тяжелой нафты и легкой нафты (стадия фракционирования); гидродесульфуризация фракции тяжелой нафты, полученной на стадии фракционирования, в присутствии катализатора гидрогенизации при температуре от 250 до 400 o С под давлением от 3 до 30 кг/см 2 G(вторая стадия гидрогенизации); и удаление адсорбцией серосодержащих компонентов из фракции тяжелой нафты, гидродесульфиризованной на второй стадии гидрогенизации (стадия адсорбции).
В этом способе, в котором стадия фракционирования проводится после первой стадии гидрогенизации, возможность проведения реакции рекомбинации сероводорода с олефином очень низка во второй стадии гидрогенизации, проводимой для тяжелой нафты. Таким образом, вторая гидрогенизация может проводиться при более высоких температурах, чем на первой стадии гидрогенизации. Фракция тяжелой нафты, полученная на стадии адсорбции, может быть каталитически реформирована для получения газолина.
Аппарат для переработки нефти настоящего изобретения включает: установку атмосферной перегонки, предназначенную для проведения атмосферной перегонки таким образом, чтобы сырая нефть разделялась на недогон и дистилляты, при этом вышеупомянутые дистилляты включают нефтяной светильный газ и фракции, у которых точка кипения ниже, чем у нефтяного светильного газа;
Первый реактор гидрогенизации, предназначенный для совместной гидродесульфуризации дистиллятов, разделенных в установке атмосферной перегонки; и
Второй реактор гидрогенизации, предназначенный для дальнейшей совместной гидродесульфуризации дистиллятов, гидродесульфуризованных в первом реакторе гидрогенизации.
Этот аппарат для переработки нефти, как правило, кроме установки атмосферной перегонки, первого реактора гидрогенизации и второго реактора гидрогенизации, включает:
Оборудование для отделения газообразных фракций от дистиллятов, гидродесульфуризованных посредством реактора гидрогенизации; и
Фракционирующее оборудование для разделения дистиллятов, полученных после оборудования для отделения газов, на фракции нефтяного светильного газа, керосина, тяжелой нафты и легкой нафты.
Кроме того, этот аппарат для переработки нефти может включать каталитическую реформинг-установку, использующуюся для каталитического реформинга фракции тяжелой нафты, отделенной посредством фракционирующего оборудования.
Альтернативно аппарат для переработки нефти настоящего изобретения может включать:
Вышеупомянутую установку атмосферной перегонки и первый реактор гидрогенизации;
Оборудование для отделения газообразных фракций от дистиллятов, гидродесульфуризованных посредством первого реактора гидрогенизации;
Фракционирующее оборудование для отделения дистиллятов, полученных после оборудования для отделения газов, на фракции нефтяного светильного газа, керосина, тяжелой нафты и легкой нафты;
Второй реактор гидрогенизации, использующийся для гидродесульфуризации фракции тяжелой нафты, отделенной посредством фракционирующего оборудования; и
Адсорбер, использующийся для удаления посредством адсорбции серосодержащих компонентов из фракции тяжелой нафты, гидродесульфуризованной во втором реакторе гидрогенизации.
Кроме того, этот аппарат для переработки нефти может включать каталитическую реформинг-установку, использующуюся для каталитического реформинга фракции тяжелой нафты, полученной после адсорбера.
Фиг.1 изображает диаграмму, показывающую протекание процесса при использовании способа переработки нефти (i) настоящего изобретения;
Фиг.2 изображает диаграмму, показывающую протекание процесса при использовании способа переработки нефти (ii) настоящего изобретения;
Фиг. 3 – вид, показывающий форму аппарата для переработки нефти (i) настоящего изобретения;
Фиг. 4 – вид, показывающий форму аппарата для переработки нефти (ii) настоящего изобретения;
Фиг. 5 изображает диаграмму, показывающую протекание процесса обычного способа переработки нефти.
Способ переработки нефти и аппарат для переработки нефти согласно настоящему изобретению будет детально описан ниже.
Способ переработки нефти (i) настоящего изобретения включает следующие стадии:
Переработка атмосферной перегонкой сырой нефти таким образом, чтобы сырая нефть разделялась на недогон и дистилляты, и эти дистилляты состояли из нефтяного светильного газа и фракций, точка кипения которых ниже, чем у нефтяного светильного газа;
Совместная гидродесульфуризация дистиллятов в реакторе в присутствии катализатора гидрогенизации при температуре от 310 до 370 o С под давлением от 30 до 70 кг/см 2 G(первая стадия гидрогенизации); и
Последующая коллективная гидрогенизация и десульфуризация вышеуказанных гидрогенизированных и десульфуризованных дистиллятов в реакторе в присутствии катализатора гидрогенизации при температуре от 280 до 330 o С под давлением от 30 до 70 кг/см 2 G(стадия второй гидрогенизации).
Фиг. 1 схематически показывает протекание процесса вышеупомянутого способа переработки нефти (i).
На стадии перегонки сырой нефти, как правило, первыми удаляются из сырой нефти основной твердый осадок и вода, и проводятся предварительные обработки, такие как обезвоживание и обессоливание. Полученная сырая нефть подвергается атмосферной перегонке таким образом, чтобы сырая нефть разделилась на недогон и дистилляты, при этом дистилляты состоят из нефтяного светильного газа и фракций, точка кипения которых ниже, чем у нефтяного светильного газа.
Эти дистилляты состоят из нефтяного светильного газа и фракций, точка кипения которых ниже, чем у нефтяного светильного газа, представляют собой, главным образом, фракции с точкой кипения от -40 o С до +400 o С, более конкретно состоят из нефтяного светильного газа, керосина, тяжелой нафты, легкой нафты, сжиженного нефтяного газа (LPG) и легкого газа. При этой перегонке или могут быть отдельно получены индивидуальные фракции, или дистилляты, состоящие из нефтяного светильного газа и фракций, точка кипения которых ниже, чем у нефтяного светильного газа, исключая недогон, могут быть получены в виде одной фракции.
Альтернативно дистилляты, состоящие из нефтяного светильного газа и фракций, точка кипения которых ниже, чем у нефтяного светильного газа, исключая дистилляты, которые не требуют гидрогенизации (например, легкий газа и LPG), могут быть получены в виде одной фракции. Фракции, индивидуально разделенные перегонкой, смешиваются вместе и совместно гидрогенизируются.
В настоящем изобретении при последующей гидрогенизации вышеупомянутых дистиллятов необходимо, чтобы дистилляты, которым требуется гидрогенизация, совместно подвергались стадии гидрогенизации, но дистилляты, которые подвергаются стадии гидрогенизации, могут содержать или не содержать дистилляты, которые в гидрогенизации не нуждаются.
Вакуумный нефтяной светильный газ, полученный вакуумной перегонкой недогона, произведенного при атмосферной перегонке сырой нефти, может быть добавлен к дистиллятам, которые подвергаются стадии гидрогенизации.
В способе переработки нефти (i) настоящего изобретения дистилляты (состоящие из нефтяного светильного газа и фракций, точка кипения которых ниже, чем у нефтяного светильного газа), полученные атмосферной перегонкой сырой нефти, совместно обрабатываются двухстадийной гидрогенизацией.
Например, газожидкостной нагнетательный прямоточный реактор, газожидкостной противоточный реактор и газожидкостной прямоточный реактор с нисходящим потоком могут быть упомянуты как реакторы, пригодные для использования на стадии гидрогенизации настоящего изобретения.
На первой стадии гидрогенизации может быть использован широкий ряд стандартных катализаторов гидрогенизации в качестве катализатора гидрогенизации. Например, могут использоваться Со-Мо, Ni-Mo, Ni-Co-Mo и Ni-W катализаторы. Эти активные металлы предпочтительно нанесены на носитель, такой как алюминий.
На первой стадии гидрогенизации вышеупомянутые дистилляты совместно гидродесульфуризуются в реакторе в присутствии катализатора гидрогенизации при температуре от 310 до 370 o С, предпочтительно от 330 до 370 o С, еще более предпочтительно от 330 до 350 o С под давлением от 30 до 70 кг/см 2 G, предпочтительно от 40 до 60 кг/см 2 G.
На стадии первой гидрогенизации предпочтительно, когда Н2/нефть (NL/L) соотношение находится в пределах от 60 до 150, особенно от 70 до 120, и когда часовая объемная скорость жидкости (LHSV) находится в пределах от 1 до 5 ч -1 , особенно от 1,5 до 3 ч -1 .
Содержание серы в фракции нефтяного светильного газа может быть уменьшено на первой стадии гидрогенизации до 0.2% по весу, предпочтительно, до 0.05% по весу или ниже.
Хотя такие же катализаторы гидрогенизации, как на первой стадии гидрогенизации, могут быть использованы на второй стадии гидрогенизации, предпочтительно использовать катализаторы с высокой способностью к гидрогенизации, которые особенно активны для проведения гидродссульфуризации меркаптана. Например, Ni-Mo, Ni-Co-Mo и Ni-W катализаторы могут использоваться предпочтительно.
На второй стадии гидрогенизации вышеупомянутые дистилляты затем совместно гидрогенизируются и десульфуризуются в реакторе в присутствии катализатора гидрогенизации при температуре от 280 до 330 o С, предпочтительно, от 300 до 320 o С под давлением от 30 до 70 кг/cм 2 G, предпочтительно от 30 до 60 кг/см 2 G.
С точки зрения упрощения операции вторая стадия гидрогенизации предпочтительно проводится под тем же давлением, что и первая стадия гидрогенизации. На второй стадии гидрогенизации предпочтительно, когда Н2/нефть (NL/L) соотношение находится в пределах от 60 до 150, особенно от 70 до 120, и когда часовая объемная скорость жидкости (LHSV) находится в пределах от 3 до 10ч -1 , особенно от 5 до 8 ч -1 .
В вышеуказанном способе переработки нефти (i), в котором дистилляты, полученные посредством атмосферной перегонки сырой нефти, совместно гидродесульфуризуются в две стадии, при этом вторая стадия гидрогенизации проводится при более низкой температуре, чем на первой стадии гидрогенизации. Таким образом, десульфуризация умеренно десульфуризуемой фракции, такой как нефтяной светильный газ, эффективно проводится на первой стадии гидрогенизации, на которой температура относительно высока. Даже если происходит реакция рекомбинации между серосодержащими компонентами и олефином в течение десульфуризации, серосодержащие компоненты могут быть эффективно удалены в виде H2S и т. д. на второй стадии гидрогенизации, проводимой при низкой температуре.
В вышеуказанном способе переработки нефти (i) десульфуризованные стадии могут быть получены путем проведения после второй стадии гидрогенизации следующих стадий:
Отделение газообразных фракций от гидродесульфуризованных дистиллятов (стадия отделения газа); и
Разделение дистиллятов, прошедших стадию отделения газа, на фракции нефтяного светильного газа, керосина, тяжелой нафты и легкой нафты (стадия фракционирования). Газообразные фракции, оставшиеся в дистиллятах после стадии отделения газа, могут отделяться от других фракций на стадии фракционирования.
Например, дистилляты, гидродесульфуризованные на второй стадии гидрогенизации, направляются в газожидкостной сепаратор, в котором дистилляты разделяются на очищенную нефть и газ (водород, производимые-газы и т. д.). Отделенная очищенная нефть вводится в стриппинг-колонну, в которой удаляются газообразные фракции (производимые газы, такие как LPG, легкий газ и H2S), остающиеся в нефти. После удаления газа очищенная нефть подвергается стадии фракционирования, на которой очищенная нефть разделяется на фракции, например, перегонкой. Водород, содержащий газ, отделенный, например, газожидкостным сепаратором на стадии отделения газа, может циркулировать на первую стадию гидрогенизации и/или на вторую стадию гидрогенизации.
Нефтяной светильный газ, отделенный на стадии фракционирования, может быть возвращен при необходимости на первую стадию гидрогенизации и/или на вторую стадию гидрогенизации, таким образом нефтяной светильный газ гидродесульфуризируется еще раз.
В настоящем изобретении тяжелая нафта, полученная на стадии фракционирования, может быть каталитически превращена в газолин. Перед каталитическим реформингом тяжелая нафта подвергается адсорбционной обработке, в которой может быть использован такой адсорбер H2S как ZnO.
Содержание серы в тяжелой нафте, которая подвергается вышеуказанному каталитическому реформингу, как правило, снижается до 1 м. д. по весу или еще меньше. В этом каталитическом реформинге могут применяться стандартные процессы, такие как метод UOP платформинга, в котором, например, используется Pt-Аl2О3 катализатор, метод IFP каталитического реформинга и метод силового форминга.
Сейчас будет описан способ переработки нефти (ii) настоящего изобретения. Этот способ переработки нефти включает вышеуказанную стадию атмосферной перегонки сырой нефти и первую стадию гидрогенизации, за которой следуют стадии:
Отделение газообразных фракций от дистиллятов, гидродесульфуризованных на первой стадии гидрогенизации (стадия отделения газа);
Разделение дистиллятов, подвергшихся стадии отделения газа, на фракции нефтяного светильного газа, керосина, тяжелой нафты и легкой нафты (стадия фракционирования);
Гидродесульфуризация фракции тяжелой нафты, полученной на стадии фракционирования, в присутствии катализатора гидрогенизации (вторая стадия гидрогенизации); и
Удаление адсорбцией серосодержащих компонентов из фракции тяжелой нафты, гидродесульфуризованной на второй стадии гидрогенизации (стадия адсорбции).
Фиг.2 схематически изображает протекание процесса вышеуказанного способа переработки нефти (ii).
В способе переработки нефти (ii) настоящего изобретения стадия первой гидрогенизации проводится так же как в способе переработки нефти (i), и такие же стадии отделения газа и фракционирования, как в способе переработки нефти (i), проводятся перед второй стадией гидрогенизации. Вторая стадия гидрогенизации проводится для тяжелой нафты, полученной на стадии фракционирования. На стадии отделения газа, например, водородсодержащий газ, отделенный газожидкостным сепаратором или в стриппинг-колонне, может циркулировать на первую стадию гидрогенизации и/или на вторую стадию гидрогенизации.
В этом способе переработки нефти (ii) вторая стадия гидрогенизации может проводиться при температуре более высокой, чем на первой стадии гидрогенизации. Например, на второй стадии гидрогенизации отделенная тяжелая нафта гидродесульфуризуется при температуре от 250 до 400 o С, предпочтительно от 300 до 370 o С под давлением от 3 до 30 кг/cм 2 G, предпочтительно от 10 до 20 кг/см 2 G.
На второй стадии гидрогенизации является предпочтительным, когда соотношение Н2/нефть (NL/L) находится в пределах от 30 до 80, особенно от 40 до 60, и когда часовая объемная скорость жидкости (LHSV) находится в пределах от 5 до 12 ч -1 , особенно от 7 до 10 ч -1 .
В способе переработки нефти (ii) стадия адсорбции проводится после второй стадии гидрогенизации, таким образом серосодсржащие компоненты удаляются из тяжелой нафты, полученной на второй стадии гидрогенизации.
В этом адсорбционном удалении серосодержащих компонентов может использоваться H2S адсорбер, такой как ZnO. Хотя стадия адсорбционного удаления может проводиться при такой же температуре и под тем же давлением, как на вышеуказанной стадии, как правило, предпочтительно, чтобы LHSV находилась в пределах от 2 до 4 -1 .
Тяжелая нафта, полученная на стадии адсорбции, хорошо освобождается от серосодержащих компонентов и может каталитически превращаться в газолин. Содержание серы в тяжелой нафте, которая подвергается каталитическому реформингу, в основном приближается к 1 м. д. по весу.
В способах переработки нефти (i) и (ii) водородсодержащие газы, концентрация водорода в которых, по крайней мере, около 60%, могут использоваться в качестве источника водорода. Примеры таких источников водорода включают водород, полученный как побочный продукт в способе каталитического реформинга тяжелой нафты, и водородсодержащий газ, отделенный вышеуказанным газожидкостным сепаратором.
Вышеуказанные способы переработки нефти настоящего изобретения дают возможность совместно и эффективно проводить очистку гидродесульфуризацией, которая обычно проводится индивидуально для каждой из фракций нефтяного светильного газа, керосина, тяжелой нафты и легкой нафты в этой области техники. Кроме того, эти методы переработки нефти обеспечивают хорошее уменьшение содержания серы в полученных индивидуальных фракциях, особенно в тяжелой нафте, и предоставляют возможность упрощения оборудования для очистки нефти. Таким образом, цена оборудования для очистки нефти и цена работы могут быть уменьшены.
Аппарат для переработки нефти (i) настоящего изобретения является аппаратом для применения вышеуказанного способа переработки нефти (i). Ссылаясь на фиг.3, аппарат для переработки нефти (i) содержит:
Установку атмосферной перегонки 1, применяемую для проведения атмосферной перегонки сырой нефти таким образом, чтобы сырая нефть разделялась на недогон и дистилляты, при этом такие дистилляты состоят из нефтяного светильного газа и фракций, точка кипения которых ниже, чем у нефтяного светильного газа;
Первого реактора гидрогенизации 2, применяемого для совместной гидродесульфуризации дистиллятов, разделенных в установке атмосферной перегонки 1; и
Второго реактора гидрогенизации 3, применяемого для последующей совместной гидродесульфуризации дистиллятов, гидродесульфуризованных посредством первого реактора гидрогенизации 2.
Установка атмосферной перегонки снабжена линией подачи 1а сырой нефти, отводящей линией 1b для недогона и линией 10 для введения фракций после перегонки во второй реактор гидрогенизации 2. Линия 10 для введения перегнанной фракции может представлять собой одну линию, приспособленную для отвода из установки атмосферной перегонки в виде одной фракции дистиллятов, включающих нефтяной светильный газ и фракции, точка кипения которых ниже, чем у нефтяного светильного газа. Альтернативно линия 10 для введения перегнанной фракции может представлять собой одну линию, приспособленную для отвода в виде одной фракции дистиллятов, включающих нефтяной светильный газ и фракции, точка кипения которых ниже, чем у нефтяного светильного газа, из которых удалены LPG и легкий газ, не требующие гидрогенизации. Более альтернативно линия 10 для введения перегнанной фракции может представлять собой линию, содержащую комбинацию из отводящей линии 1с для нефтяного светильного газа из ректификационной установки, отводящей линии 1d для керосина, отводящей линии 1е для тяжелой нафты, отводящей линии 1f для легкой нафты, отводящей линии 1g для LPG и отводящей линии 1h для легкого газа.
Первый реактор гидрогенизации 2 снабжен линией подачи 2а водорода и линией 2b, приспособленной для введения фракции, гидродесульфуризованной в первом реакторе гидрогенизации 2, во второй реактор гидрогенизации 3.
Второй реактор гидрогенизации 3 снабжен линией подачи 3а водорода и отводящей линией 3b для дистиллята.
Подача водорода в каждый из реакторов гидрогенизации может проводиться раздельно, как показано. Альтернативно она может проводиться посредством совместной подачи водорода в количестве, соответствующем сумме количеств, требуемых для первого реактора гидрогенизации 2 и для второго реактора гидрогенизации 3, в первый реактор гидрогенизации 2 через линию подачи 2а водорода и посредством подачи водорода во второй реактор гидрогенизации через линию 2b. В такой конструкции линия подачи 3а не нужна.
Например, могут быть упомянуты газожидкостной нагнетательный прямоточный реактор, газожидкостной противоточный реактор и газожидкостной прямоточный реактор с нисходящим потоком как первый реактор гидрогенизации 2 или второй реактор гидрогенизации 3 для использования на стадии гидрогенизации настоящего изобретения.
Аппарат для переработки нефти (i) настоящего изобретения кроме устройства для атмосферной перегонки 1, первого реактора гидрогенизации 2 и второго реактора гидрогенизации 3 в основном включает:
Оборудование для отделения газообразных фракций, таких как водород, LPG, легкий газ и другой полученный газ, от дистиллятов, гидродесульфуризованных во втором реакторе гидрогенизации 2; и
Фракционирующее оборудование для разделения дистиллятов, освобожденных от газообразных фракций, на фракции нефтяного светильного газа, керосина, тяжелой нафты и легкой нафты.
Например, могут быть упомянуты газожидкостной сепаратор или стриппинг-колонна в качестве оборудования для отделения газообразных фракций от дистиллятов. Например, дистилляты, выходящие из второго реактора гидрогенизации 3 через линию 3b, пропускают через газожидкостной сепаратор 5 и стриппинг-колонну 6, являющихся оборудованием для отделения газа, и подают в установку для фракционного разделения (например, ректификационную колонну) 4. Установка 4 для разделения фракций разделяет дистилляты на фракции нефтяного светильного газа, керосина, тяжелой нафты и легкой нафты. Газообразные фракции, такие как LPG и легкий газ, которые остаются в дистиллятах, обработанных в стриппинг-колонне 6, могут также отделяться ректификационной колонной 4.
Этот способ изобретения будет описан более детально. Линия 2b первого реактора гидрогенизации 2, как правило, связана через холодильник 2с со вторым реактором гидрогенизации 3. Отводящая линия 3b для дистиллята из второго реактора гидрогенизации 3, как правило, соединена через холодильник 3с с газожидкостным сепаратором 5.
Этот аппарат для переработки нефти может быть оборудован линией 5а, которая подводит газовую фазу, отделенную посредством газожидкостного сепаратора, через холодильник 5b к газожидкостному сепаратору 7, линия 7а которого циркулирует газовую фазу, отделенную посредством газожидкостного сепаратора 7, через компрессор 7b к линии подачи 2а водорода, и линия 7с которого подводит жидкую фазу, отделенную посредством газожидкостного сепаратора 7, на отводящую линию 5d для жидкой фазы газожидкостного сепаратора 5. Линия 7а газожидкостного сепаратора 7 может соединяться с оборудованием для аминовой обработки (не показано), приспособленным для отделения и удаления Н2S и других полученных газов из газовой фазы перед введением газовой фазы в компрессор 7b.
Отводящая линия 5d для жидкой фазы из газожидкостного сепаратора 5 соединена со стриппинг-колонной 6. Газовые фракции, такие как HiS, LPG и легкий газ, выводятся через линию 6а из стриппинг-колонны 6. Жидкая фаза подается через линию 6b в ректификационную колонну 4. Отводящая линия 6b для жидкой фазы из стриппинг-колонны 6 может соединяться с нагревателем 6с.
Линия 4а ректификационной колонны 4 может соединяться с линией 4f для нефтяного светильного газа, циркулирующего через нагреватель 4g к ректификационной колонне 4.
Аппарат для переработки нефти (i) может быть оборудован дополнительно к ректификационной колонне 4 установкой для каталитического реформинга (не показана), применяющейся для каталитического превращения тяжелой нафты, отделенной на ректификационной колонне 4, в газолин.
Установка для каталитического реформинга, в которую тяжелая нафта подается через линию 4с для тяжелой нафты и превращается там в газолин, как правило, оборудована газожидкостным сепаратором (не показан). Установка для каталитического реформинга может быть снабжена линией для отвода газолина через газожидкостной сепаратор и линией (не показана) для обработки водорода, полученного в качестве побочного продукта в установке каталитического реформинга, газожидкостной сепарацией и циркуляции полученного водорода в первый реактор гидрогенизации 2 и/или второй реактор гидрогенизации 3.
Аппарат для переработки нефти (ii) настоящего изобретения является аппаратом для применения вышеуказанного способа переработки нефти (ii). Ссылаясь на фиг.4, аппарат для переработки нефти (ii) содержит:
Установку атмосферной перегонки 1, применяемую для проведения атмосферной перегонки сырой нефти таким образом, чтобы сырая нефть разделялась на недогон и дистилляты, при этом такие дистилляты состоят из нефтяного светильного газа и фракций, точка кипения которых ниже, чем у нефтяного светильного газа;
Первого реактора гидрогенизации 2, применяемого для совместного гидродесульфуризирования дистиллятов, разделенных в установке атмосферной перегонки 1;
Оборудования для отделения газообразных фракций от дистиллятов, гидродесульфуризованных в первом реакторе гидрогенизации 2 (например, оборудование, состоящее из газожидкостного сепаратора 5 и стриппинг-колонны 6, применяющееся для удаления газообразных фракций из дистиллятов, отводимых из газожидкостного сепаратора 5);
Фракционирующего оборудования (например, ректификационная колонна) 4 для разделения дистиллятов, полученных после оборудования для отделения газа, главным образом, на фракции нефтяного светильного газа, керосина, тяжелой нафты и легкой нафты;
Второго реактора гидрогенизации 3, применяемого для гидродесульфуризации фракции тяжелой нафты, отделенной посредством фракционирующего оборудования 4; и
Адсорбера 8, применяющегося для удаления серосодержащих компонентов из фракции тяжелой нафты, гидродесульфуризованной во втором реакторе гидрогенизации.
Первый реактор гидрогенизации 2 соединен с линией подачи 2а водорода и линией 2b для отвода дистиллятов, гидрогенизированных и десульфуризованных в первом реакторе гидрогенизации 2.
На фиг. 3 и 4 подобные упоминаемые знаки используются для обозначения подобных частей или элементов конструкции, и повторение их описания отсутствует.
В этом способе изобретения линия 2b первого реактора гидрогенизации 2, как правило, связана через холодильник 2с с газожидкостным сепаратором 5. Этот аппарат для переработки нефти может быть оборудован линией 5а, которая направляет газовую фазу, отделенную на газожидкостном сепараторе 5, через холодильник 5b к газожидкостному сепаратору 7, линия 7а которого циркулирует газовую фазу, отделенную посредством газожидкостного сепаратора 7, через компрессор 7b к линии подачи 2а водорода, и линия 7с которого направляет жидкую фазу, отделенную газожидкостным сепаратором 7, к отводящей линии 5d для жидкой фазы из газожидкостного сепаратора 5. Линия 7а газожидкостного сепаратора 7 может соединяться с установкой для аминовой обработки (не показана), применяющейся для отделения и удаления Н2S и другого производимого газа из газовой фазы перед поступлением газовой фазы в компрессор 7b.
Газообразные фракции, такие как H2S, LPG и легкий газ отводятся через линию 6а из стриппинг-колонны 6. Жидкая фаза подается через линию 6b в ректификационную колонну 4.
Линия 6b для отвода жидкой фазы из стриппинг-колонны 6 может соединяться с нагревателем 6с как в аппарате для переработки нефти (i). Ректификационная колонна 4 может соединяться с линией 4f для циркулирующего нефтяного светильного газа через нагреватель 4g в направлении ректификационной колонны 4.
Ректификационная колонна 4 снабжена линией 4а для нефтяного светильного газа, линией 4b для керосина, линией 4с для тяжелой нафты и линией 4d для легкой нафты для отведения разделенных фракций. Линия 4с для тяжелой нафты соединена со вторым реактором гидрогенизации 3.
Линия 4с для тяжелой нафты ректификационной колонны 4 предпочтительно связана через нагревательную печь, принадлежащую установке для каталитического реформинга тяжелой нафты (не показана), со вторым реактором гидрогенизации 3.
Тяжелая нафта, гидродесульфуризованная во втором реакторе гидрогенизации 3, отводится через линию 3b и подается в адсорбер 8.
Аппарат для переработки нефти (ii) может быть оборудован установкой для каталитического реформинга нефти (не показана), применяющейся для каталитического превращения тяжелой нафты, подвергшейся адсорбции в адсорбере 8 и отведенной через линию 8а, с целью получения газолина. Эта установка каталитического реформинга, как правило, оборудована газожидкостным сепаратором (не показан). Кроме того, установка для каталитического реформинга может быть оборудована линией для отвода газолина через газожидкостной сепаратор и линией (не показана) для обработки водорода, полученного в качестве побочного продукта в установке каталитического реформинга, газожидкостной сепарацией и циркулирования полученного водорода в первый реактор гидрогенизации 2 и/или второй реактор гидрогенизации 3.
Формы аппарата для переработки нефти настоящего изобретения не ограничены формами, показанными на фиг.1-5.
Настоящее изобретение обеспечивает совместное и эффективное проведение гидрогенизационной очистки дистиллятов сырой нефти, которую обычно проводят индивидуально для каждой из фракций нефтяного светильного газа, керосина, тяжелой нафты и легкой нафты в этой области техники. Кроме того, настоящее изобретение обеспечивает хорошее понижение содержания серы в полученных индивидуальных фракциях, особенно в тяжелой нафте и легкой нафте, и обеспечивает упрощение оборудования для очистки нефти. Таким образом, цена оборудования для очистки нефти и цена процесса могут быть снижены. Способ для переработки нефти и аппарат для переработки нефти настоящего изобретения особенно выгодны, когда мало количество перерабатываемой сырой нефти.
Настоящее изобретение будет проиллюстрировано более подробно с учетом следующих примеров, которые не ограничивают области этого изобретения:
Сырую нефть (сырая нефть в виде 50:50 (объемное соотношение) смеси арабской легкой нефти и арабской тяжелой нефти, имеющей содержание серы 2,4% по весу) обрабатывали процессом, показанным на фиг.1. Фракционные соотношения и содержание серы (% по весу) в дистиллятах, полученных атмосферной перегонкой сырой нефти, представлены в таблице 1.
Из этих фракций фракции легкой нафты, тяжелой нафты, керосина и нефтяного светильного газа совместно обрабатывались на первой стадии гидрогенизации и второй стадии гидрогенизации.
Условия гидрогенизации, используемые на первой стадии гидрогенизации, и содержание серы в таким образом полученных фракциях описаны ниже и представлены в таблице 2. Содержание серы для всей обработанной нефти составило 0,02% по весу.
Реактор: газожидкостной прямоточный змеевиковый реактор с нисходящим потоком (внутренний диаметр 8 мм х длина 3500 мм);
Катализатор: коммерчески доступный Со-Мо катализатор (изготовленный Catalysts & Chemicals Industries Co., Ltd.);
Условия гидрогенизации, используемые на второй стадии гидрогенизации, и содержание серы в таким образом полученных фракциях описаны ниже и представлены в таблице 3.
Реактор: газожидкостной прямоточный змеевиковый реактор с нисходящим потоком (внутренний диаметр 8 мм х длина 2000 мм);
Катализатор: коммерчески доступный Ni-Co-Mo катализатор (изготовленный Catalysts & Chemicals Indusnries Co., Ltd.);
Сырую нефть обрабатывали таким же образом, как в примере 1, за исключением того, что условия гидрогенизации на второй стадии гидрогенизации изменили как указано в таблице 3. Условия процесса и результаты представлены в таблице 3.
Очистка нефти проводилась в виде процесса, представленного на фиг.2.
Характерно, что такие же дистилляты, которые совместно обрабатывались как в примере 1, совместно обрабатывали таким же образом, как на первой стадии гидрогенизации примера 1, и подвергали атмосферной перегонке. Таким образом, полученная тяжелая нафта подвергалась второй гидрогенизации при условиях, указанных в таблице 4, и затем адсорбции. Адсорбцию проводили с использованием адсорбента из оксида цинка (ZnO). Условия процесса и результаты представлены в таблице 4.
Реактор: газожидкостной прямоточный змеевиковый реактор с нисходящим потоком (внутренний диаметр 8 мм х длина 2000 мм);
Катализатор: коммерчески доступный Co-Mo катализатор (изготовленный Catalysts & Chemicals Industries Co., Ltd.);
Адсорбер: цилиндрический адсорбер (внутренний диаметр 30 мм х длина 400 мм),
Адсорбер: коммерчески доступный ZnO адсорбент (изготовленный Nikki chemical Co., Ltd.);
1. Способ переработки нефти, включающий стадии: проведение атмосферной перегонки сырой нефти таким образом, чтобы сырая нефть разделялась на недогон и дистилляты, при этом упомянутые дистилляты состоят из газойля и фракций, точка кипения которых ниже, чем у газойля, отличающийся тем, что после выполнения стадии атмосферной перегонки, проводят следующие стадии: совместная гидродесульфуризация этих дистиллятов в реакторе в присутствии катализатора гидрогенизации при температуре от 310 до 370 o С под давлением от 30 до 70 кг/см 2 (первая стадия гидрогенизации); совместная гидродесульфуризация гидродесульфуризованных дистиллятов в реакторе в присутствии катализатора гидрогенизации при температуре от 280 до 330 o С под давлением от 30 до 70 кг/см 2 (вторая стадия гидрогенизации).
2. Способ по п. 1, отличающийся тем, что включает стадии, проводимые после второй стадии гидрогенизации: отделение газообразных фракций от гидродесульфуризованных дистиллятов (стадия отделения газа); разделение дистиллятов, подвергшихся стадии отделения газа, на фракции газойля, керосина, тяжелой нафты и легкой нафты (стадия фракционирования).
3. Способ по п. 2, отличающийся тем, что из фракции тяжелой нафты, полученной на стадии фракционирования, посредством каталитического реформинга получают газолин.
4. Способ по п. 3, отличающийся тем, что фракция тяжелой нафты имеет содержание серы не более 1 м. д. по весу.
5. Способ переработки нефти, включающий стадии: проведение атмосферной перегонки сырой нефти таким образом, чтобы сырая нефть разделялась на недогон и дистилляты, при этом упомянутые дистилляты состоят из газойля и фракций, точка кипения которых ниже, чем у газойля, отличающийся тем, что после выполнения стадии атмосферной перегонки, проводят следующие стадии: совместная гидродесульфуризация этих дистиллятов в реакторе в присутствии катализатора гидрогенизации при температуре от 310 до 370 o С под давлением от 30 до 70 кг/см 2 (первая стадия гидрогенизации); отделение газообразных фракций от гидродесульфуризованных дистиллятов (стадия отделения газа); разделение дистиллятов, подвергшихся стадии отделения газа, на фракции газойля, керосина, тяжелой нафты и легкой нафты (стадия фракционирования); гидродесульфуризация фракции тяжелой нафты, полученной на стадии фракционирования, в присутствии катализатора гидрогенизации при температуре от 250 до 400 o С под давлением от 3 до 30 кг/см 2 (вторая стадия гидрогенизации) и удаление адсорбцией серосодержащих компонентов из фракции тяжелой нафты, гидродесульфуризованной на второй стадии гидрогенизации (стадия адсорбции).
6. Способ по п. 5, отличающийся тем, что из фракции тяжелой нафты, полученной на стадии адсорбции, посредством каталитического реформинга получают газолин.
7. Установка для переработки нефти, включающая аппарат атмосферной перегонки, предназначенный для проведения атмосферной перегонки сырой нефти таким образом, чтобы сырая нефть разделялась на недогон и дистилляты, при этом упомянутые дистилляты включают газойль и фракции, у которых точка кипения ниже, чем у газойля, отличающаяся тем, что после аппарата атмосферной перегонки содержит первый реактор гидрогенизации, предназначенный для совместной гидродесульфуризации дистиллятов, разделенных в установке атмосферной перегонки и второй реактор гидрогенизации, предназначенный для дальнейшей совместной гидродесульфуризации дистиллятов, гидродесульфуризованных в первом реакторе гидрогенизации.
8. Установка по п. 7, отличающаяся тем, что наряду с аппаратом для атмосферной перегонки, первым реактором гидрогенизации и вторым реактором гидрогенизации включает оборудование для отделения газообразных фракций от дистиллятов, гидродесульфуризованных посредством второго реактора гидрогенизации; фракционирующее оборудование для разделения дистиллятов, полученных после оборудования для отделения газов, на фракции газойля, керосина, тяжелой нафты и легкой нафты.
9. Установка по п. 8, отличающаяся тем, что включает аппарат каталитического реформинга, применяемый для каталитического реформинга фракции тяжелой нафты, отделенной посредством фракционирующего оборудования.
10. Установка для переработки нефти, включающая аппарат атмосферной перегонки, предназначенный для проведения атмосферной перегонки сырой нефти таким образом, чтобы сырая нефть разделялась на недогон и дистилляты, при этом упомянутые дистилляты включают газойль и фракции, у которых точка кипения ниже, чем у газойля, отличающаяся тем, что после аппарата атмосферной перегонки содержит первый реактор гидрогенизации, предназначенный для совместной гидродесульфуризации дистиллятов, разделенных в установке атмосферной перегонки; оборудование для отделения газообразных фракций от дистиллятов, гидродесульфуризованных посредством первого реактора гидрогенизации; фракционирующее оборудование для разделения дистиллятов, полученных после оборудования для отделения газов, на фракции газойля, керосина, тяжелой нафты и легкой нафты; второй реактор гидрогенизации, предназначенный для гидродесульфуризации фракции тяжелой нафты, отделенной посредством фракционирующего оборудования и адсорбер, предназначенный для удаления адсорбцией серосодержащих компонентов из фракции тяжелой нафты, гидродесульфуризованной во втором реакторе гидрогенизации.
11. Установка по п. 10, отличающаяся тем, что наряду с аппаратом для атмосферной перегонки, первым реактором гидрогенизации, оборудованием для отделения газа, фракционирующим оборудованием, вторым реактором гидрогенизации и адсорбером включает аппарат каталитического реформинга, применяемый для каталитического реформинга фракции тяжелой нафты, отделенной посредством фракционирующего оборудования.
Http://www. findpatent. ru/patent/218/2184764.html
 Организация размещена в разделе «Нефтегазовые компании Ферганы» рубрики «Промышленные, производственные и перерабатывающие предприятия» нашего справочника. Региональная принадлежность организации – Фергана и Ферганский городской округ, Ферганская область, Узбекистан. Компания ФЕРГАНСКИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИЙ ЗАВОД, ГП находится по адресу У. Юсупова улица, 40 в Фергане. Связаться с администрацией можно по телефонам (998732)27-12-41, (998732)27-36-24, (998732)27-45-79, (998732)27-55-37, (998732)27-48-33 используя код города 998732.
Организация размещена в разделе «Нефтегазовые компании Ферганы» рубрики «Промышленные, производственные и перерабатывающие предприятия» нашего справочника. Региональная принадлежность организации – Фергана и Ферганский городской округ, Ферганская область, Узбекистан. Компания ФЕРГАНСКИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИЙ ЗАВОД, ГП находится по адресу У. Юсупова улица, 40 в Фергане. Связаться с администрацией можно по телефонам (998732)27-12-41, (998732)27-36-24, (998732)27-45-79, (998732)27-55-37, (998732)27-48-33 используя код города 998732. Выпускаемая продукция: Газ
Выпускаемая продукция: Газ
 Запишите уравнения реакций крекинга эйкозана С20Н42 до углеводородов бензиновой фракции. Как связана ваша будущая профессия (например, экономист, юрист, эколог, геолог, инженер) с добычей и переработкой углеводородного сырья? Как связана повседневная жизнь человека с добычей и переработкой углеводородного сырья и мировыми ценами на нефть?
Запишите уравнения реакций крекинга эйкозана С20Н42 до углеводородов бензиновой фракции. Как связана ваша будущая профессия (например, экономист, юрист, эколог, геолог, инженер) с добычей и переработкой углеводородного сырья? Как связана повседневная жизнь человека с добычей и переработкой углеводородного сырья и мировыми ценами на нефть? В ходе переработки нефти на различных этапах получается легкая фракция в виде углеводородного газа, в котором могут присутствовать этан, пропан, бутан, метан, водород и др. Доля таких летучих фракций в исходном сырье может достигать 20 %. Состав этого газа зависит от применяемой технологии и может меняться во времени. Несмотря на его специфические особенности, этот газ можно использовать в качестве топлива для энергетических установок. Создание подобных установок собственной генерации электроэнергии позволит повысить надёжность электроснабжения предприятия, снизить расходы на электроэнергию, покупаемую у сетевой компании. В случае создания когенерационных комплексов с выработкой пара и/или холода на технологические нужды возможно заметное повышение эффективности основного технологического процесса и, как следствие, снижение себестоимости продукции. Далее рассматриваются несколько технических решений создания подобных установок, в том числе с применением, получающей всё большее распространение, ОЦР-технологии (Органический Цикл Ренкина).
В ходе переработки нефти на различных этапах получается легкая фракция в виде углеводородного газа, в котором могут присутствовать этан, пропан, бутан, метан, водород и др. Доля таких летучих фракций в исходном сырье может достигать 20 %. Состав этого газа зависит от применяемой технологии и может меняться во времени. Несмотря на его специфические особенности, этот газ можно использовать в качестве топлива для энергетических установок. Создание подобных установок собственной генерации электроэнергии позволит повысить надёжность электроснабжения предприятия, снизить расходы на электроэнергию, покупаемую у сетевой компании. В случае создания когенерационных комплексов с выработкой пара и/или холода на технологические нужды возможно заметное повышение эффективности основного технологического процесса и, как следствие, снижение себестоимости продукции. Далее рассматриваются несколько технических решений создания подобных установок, в том числе с применением, получающей всё большее распространение, ОЦР-технологии (Органический Цикл Ренкина). Пробы брались в разное время с интервалами в несколько дней. Средняя калорийность топлива принимается равной 5848 ккал/м3 Для расчёта принимается расход топливного газа – 500 т/день. Для заданных параметров, сжигая такой газ в термомасляных котлах, можно получить 33 МВт тепловой мощности, из которой в ОЦР-установке можно получить 8 МВт полезной электрической мощности.
Пробы брались в разное время с интервалами в несколько дней. Средняя калорийность топлива принимается равной 5848 ккал/м3 Для расчёта принимается расход топливного газа – 500 т/день. Для заданных параметров, сжигая такой газ в термомасляных котлах, можно получить 33 МВт тепловой мощности, из которой в ОЦР-установке можно получить 8 МВт полезной электрической мощности. На рисунке ниже показан пример подобного термомасляного котла. В основном всё оборудование размещается на открытом воздухе, только турбина с насосами размещается в легковозводимом здании для удобства обслуживания. Электро-оборудование и автоматика размещаются в двух стандартных сорокафутовых контейнерах. Значительную площадь занимает воздушный конденсатор-охладитель – требуется отвести около 25 МВт тепла. Для случая, если требуется тепло на технологию в виде пара или горячей воды, то конденсатор будет небольших габаритов. При этом будет более высоким коэффициент использования топлива, а срок окупаемости проекта небольшим. ОЦР-технология позволяет получить после турбины горячую воду (от 105 °С), или даже пар не очень высоких параметров. При этом электрическая мощность немного снизится. Вырабатываемый пар или горячую воду можно подать в абсорбционную холодильную машину (АБХМ) и на выходе из неё получить холод в виде холодной воды с температурой 5…7 °С (имеются АБХМ, дающие холод -5 °С). Улучшение охлаждения в технологическом процессе нефтепереработки позволит повысить его эффективность. Подобный проект был реализован компанией Turboden на УППН-0501 «Оса» ЦДНГ № 5 ООО «ЛУКОЙЛ-ПЕРМЬ» (недалеко от гор. Оса Пермского края). Установка сжигает попутный нефтяной газ и вырабатывает 1,8 МВт электричества и 10 МВт тепла в виде горячей воды.
На рисунке ниже показан пример подобного термомасляного котла. В основном всё оборудование размещается на открытом воздухе, только турбина с насосами размещается в легковозводимом здании для удобства обслуживания. Электро-оборудование и автоматика размещаются в двух стандартных сорокафутовых контейнерах. Значительную площадь занимает воздушный конденсатор-охладитель – требуется отвести около 25 МВт тепла. Для случая, если требуется тепло на технологию в виде пара или горячей воды, то конденсатор будет небольших габаритов. При этом будет более высоким коэффициент использования топлива, а срок окупаемости проекта небольшим. ОЦР-технология позволяет получить после турбины горячую воду (от 105 °С), или даже пар не очень высоких параметров. При этом электрическая мощность немного снизится. Вырабатываемый пар или горячую воду можно подать в абсорбционную холодильную машину (АБХМ) и на выходе из неё получить холод в виде холодной воды с температурой 5…7 °С (имеются АБХМ, дающие холод -5 °С). Улучшение охлаждения в технологическом процессе нефтепереработки позволит повысить его эффективность. Подобный проект был реализован компанией Turboden на УППН-0501 «Оса» ЦДНГ № 5 ООО «ЛУКОЙЛ-ПЕРМЬ» (недалеко от гор. Оса Пермского края). Установка сжигает попутный нефтяной газ и вырабатывает 1,8 МВт электричества и 10 МВт тепла в виде горячей воды. Другой вариант создания собственной электростанции – применение газотурбинных установок. Компания «Авиадвигатель» имеет богатый опыт реализации проектов с использованием попутного нефтяного газа в своих газотурбинных установках (см. http://www. avid. ru, топливо – попутный нефтяной газ). Это могут быть установки «Урал-4000» или «Урал-6000» соответственно мощностью 4 и 6 МВт. На фото ниже – Электростанция Собственных Нужд Ильичёвского МНГ ООО «ЛУКОЙЛ-Западная Сибирь», работающая на газе, близком по составу к вышеупомянутому.
Другой вариант создания собственной электростанции – применение газотурбинных установок. Компания «Авиадвигатель» имеет богатый опыт реализации проектов с использованием попутного нефтяного газа в своих газотурбинных установках (см. http://www. avid. ru, топливо – попутный нефтяной газ). Это могут быть установки «Урал-4000» или «Урал-6000» соответственно мощностью 4 и 6 МВт. На фото ниже – Электростанция Собственных Нужд Ильичёвского МНГ ООО «ЛУКОЙЛ-Западная Сибирь», работающая на газе, близком по составу к вышеупомянутому. Рис 1. АБХМ Thermax на горячей воде используются для комфортного и промышленного холодоснабжения. Обычно они используются там, где имеется источник горячей воды (котельная или горячая вода от технологических процессов). Мощность – 35…7 000 кВт. Температура греющей воды – 75…200°С, холодной воды – минимум 0°С
Рис 1. АБХМ Thermax на горячей воде используются для комфортного и промышленного холодоснабжения. Обычно они используются там, где имеется источник горячей воды (котельная или горячая вода от технологических процессов). Мощность – 35…7 000 кВт. Температура греющей воды – 75…200°С, холодной воды – минимум 0°С Рис. 2. АБХМ Thermax на сжигании топлива (газ, дизельное топливо и др.). Оснащаются горелками, которые могут работать на различных видах топлива. Могут производить только холодную (летом), только горячую (зимой)
Рис. 2. АБХМ Thermax на сжигании топлива (газ, дизельное топливо и др.). Оснащаются горелками, которые могут работать на различных видах топлива. Могут производить только холодную (летом), только горячую (зимой) Рис. 3. АБХМ Thermax на выхлопных газах. Идеально подходят для объектов с газотурбинными установками, позволяют для выработки холода утилизировать теплоту выхлопные газов газовых турбин, когенерационных установок, генераторов. Мощность – 180…7 000 кВт.
Рис. 3. АБХМ Thermax на выхлопных газах. Идеально подходят для объектов с газотурбинными установками, позволяют для выработки холода утилизировать теплоту выхлопные газов газовых турбин, когенерационных установок, генераторов. Мощность – 180…7 000 кВт. Рис. 4. АБХМ Thermax на паре. Применимы, например,
Рис. 4. АБХМ Thermax на паре. Применимы, например,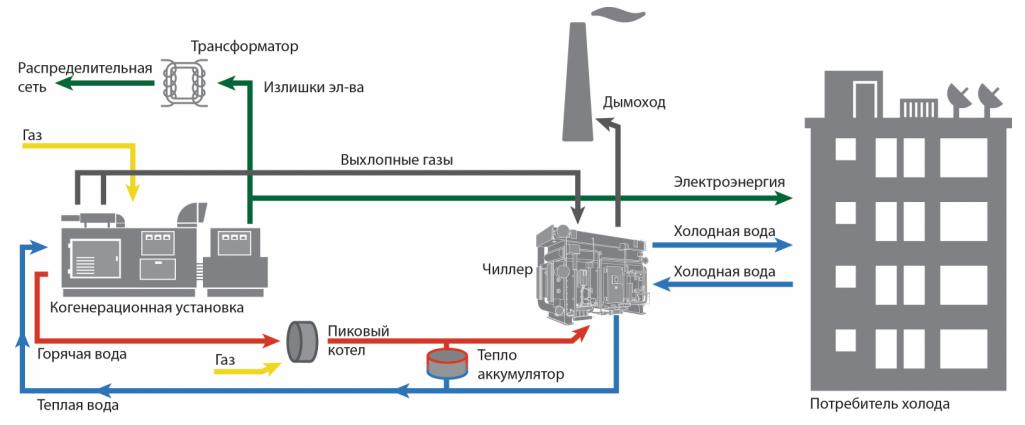 Рис. 5. Схема тригенерационного комплекса на базе комбинированных абсорбционных холодильных машин Termax
Рис. 5. Схема тригенерационного комплекса на базе комбинированных абсорбционных холодильных машин Termax Снижение температуры оборотного водоснабжения в ряде случаев определяет эффективность переработки нефтепродуктов. На предприятиях нефтепереработки и нефтехимии в качестве энергоресурса АБХМ как правило используют пар. Выработанный холод поступает в систему охлаждения технологических установок, обеспечивая их эффективную и стабильную работу.
Снижение температуры оборотного водоснабжения в ряде случаев определяет эффективность переработки нефтепродуктов. На предприятиях нефтепереработки и нефтехимии в качестве энергоресурса АБХМ как правило используют пар. Выработанный холод поступает в систему охлаждения технологических установок, обеспечивая их эффективную и стабильную работу.



 Вакансии в Уфе привлекательны для специалистов не только из-за высоких зарплат (по сравнению количества вакансии г. Уфа с другими городами Республики Башкортостан) и наличия социальных пакетов, но и потому что наиболее значимые и интересные проекты разворачиваются именно в этом городе, а участие в таких проектах – это шанс для специалиста построить хорошую карьеру и получить всеобщее признание.
Вакансии в Уфе привлекательны для специалистов не только из-за высоких зарплат (по сравнению количества вакансии г. Уфа с другими городами Республики Башкортостан) и наличия социальных пакетов, но и потому что наиболее значимые и интересные проекты разворачиваются именно в этом городе, а участие в таких проектах – это шанс для специалиста построить хорошую карьеру и получить всеобщее признание.