Установка предназначена для первичной переработки нефти, для разделения нефти на фракции.
Принципиальная схема установки ЭЛОУ – АВТ 
Сырая нефть подогревается и подается на Блок обессоливания и электрообезвоживания (блок ЭЛОУ) Затем обессоленная нефть нагревается и подается в предварительный испаритель Блока атмосферной перегонки, где частично отбензинивается. Нижний продукт (частично отбензиненная нефть) после нагрева в печи поступает в Основную атмосферную колонну , где отбираются три боковые погона – керосиновый (фракция 180-220 о С), легкий дизельный (фракция 220-280 о С), тяжелый дизельный (фракция 280-350 о С). Нижний продукт (мазут), при неработающем вакуумном блоке, после охлаждения поступает в товарно-сырьевую базу для приготовления товарных мазутов. При включенном вакуумном блоке мазут после подогрева поступает в Вакуумную колонну и разделяется на следующие фракции: легкий вакуумный газойль (ЛВГО); тяжелый вакуумный газойль (ТВГО); затемненный продукт; гудрон;
Верхние продукты колон К-1 и К-2 (бензиновая фракция НК-180 о С) смешиваются, отделяются от воды и частично от газов и подаются в стабилизационную колонну. Верхний продукт этой колонны (головка стабилизации) охлаждается и выводится с установки в виде конденсата (рефлюкс) и газа (жирный газ). Нижний продукт – стабильная бензиновая фракция НК-180 о С поступает на Блок вторичной перегонки, где разделяется на узкие фракции (фр.62 о С, фр.62-105 о С, фр.105-140 о С, фр.140-180 о С).
Перед подачей на электрообессоливающие установки (ЭЛОУ) в сырую нефть добавляется деэмульгатор в количестве 10 г/т для природной нефти и 50-70 г/т для ловушечной нефти. Затем, нефть распределяется тремя параллельными потоками и нагревается в теплообменных аппаратах за счет тепла продуктов и циркуляционных орошений (ЦО) вакуумной колоны и атмосферной колонны. После теплообменников нагретая до 90-110 о С сырая нефть собирается в коллектор и распределяется в электродегидраторы (ЭДГ) первой ступени (обычно 5-6 ЭДГ). На входе в ЭДГ нефть смешивается с промывочной водой, подаваемой под давлением (перепад давления 0,05-0,15 МПа). Частично обессоленная нефть собирается в верхней части электродегидраторов и через сборный коллектор подается в ЭДГ второй ступени. После II-й ступени обессоливания нефть с содержанием солей 3-4 мг/л и воды 0.1-0.2 % направляется после нагрева в предварительный испаритель атмосферного блока. Вода, отделенная от нефти в ЭДГ первой и второй ступени, поступает для отстоя в емкость Е-1. Отстоенная нефть из Е-1 подается на вход блока ЭЛОУ, а вода охлаждается и сбрасывается на очистные сооружения.
Предварительный испаритель К-1 предназначена для уменьшения количества газообразных и легкокипящих компонентов в сырье основной атмосферной колоны К-2. Это позволяет снизить рабочее давление К-2, повысить устойчивость ее работы и качество продуктов. Тепло в К-2подводится только потоком нагретого сырья из-за невозможности повысить температуру внизу колонны без термического разложения остатка. Поэтому для создания потоков паров и снижения температуры низа колонны в отгонную часть подается перегретый пар.
Боковые погоны К-2 выводятся через стрипинги К-3, К-4 и К-5, в которых происходит отпарка легких компонентов. Подачей пара в низ стрипингов частично регулируется точка начала кипения соответствующих продуктов и температура их вспышки.
Атмосферная колона кроме верхнего (острого) орошения, как правило, имеет 2-3 промежуточных циркуляционных орошений (ЦО1, ЦО2, ЦО3), обеспечивающих отвод избыточного тепла и равномерность потоков флегмы по высоте колонны.
Продукты верха колонн К-1 и К-2 после охлаждения и отделения от газов и воды в емкостях Е-1 и Е-2 отправляются в стабилизационную колонну. Часть продуктов из Е-1 и Е-2 используется для организации острого орошения колонн К-1 и К-2.
Вакуумный Блок 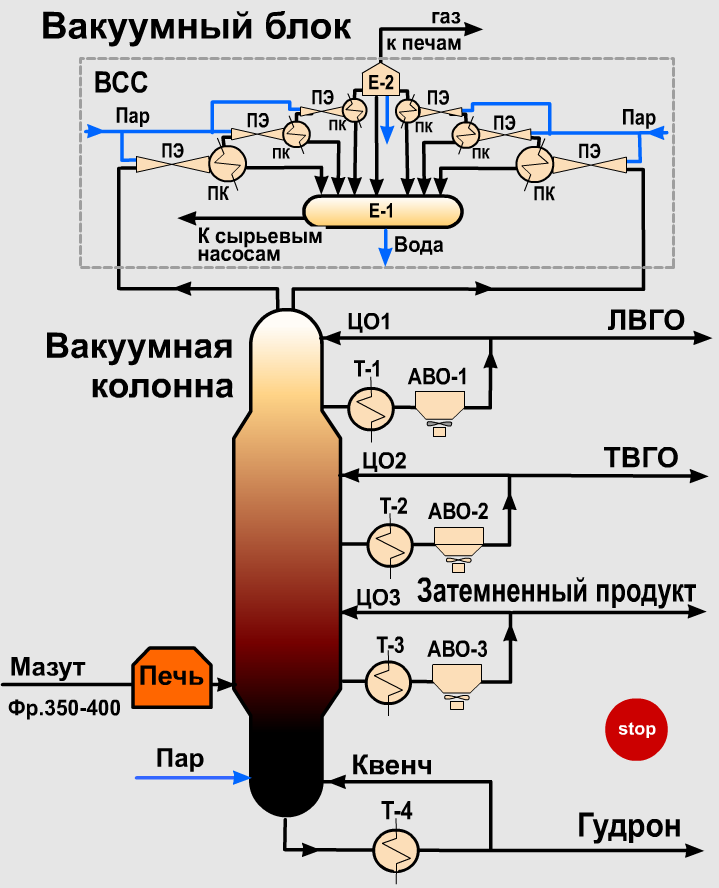
Мазут из атмосферной колонны поступает для нагрева в печь и подается в вакуумную колонну. В колонне поддерживается давление 20-60 мм. рт. ст. Для снижения температуры низа и облегчения условий испарения из гудрона легких компонентов в низ вводят водяной пар.
Балансовые избытки боковых погонов после охлаждения отправляются в колонну для организации циркуляционных орошений (ЦО1, ЦО2, ЦО3), а часть донного продукта (квенч) отправляется обратно в отгонную часть колонны для предотвращения коксоотложения.
С верха колонны водяные пары, газы разложения, воздух и некоторое количество нефтепродуктов отсасываются двумя каскадами параллельно работающих пароэжекторов (ПЭ), составляющих вместе с поверхностными конденсаторами (ПК) многоступенчатую вакуумосоздающую систему (ВСС). Сконденсированная часть паров из конденсаторов поступает в барометрическую емкость Е-1 и после отделения от воды на прием сырьевых насосов. Несконденсированная часть паров (в основном это газы) после 3-ей ступени эжекции отправляется на горение в печь. Перед входом в печь газы попадают в глушитель выхлопа Е-2, где происходит дополнительная сепарация влаги.
Http://vikidalka. ru/2-144292.html
Атмосферные и вакуумные трубчатые установки существуют независимо друг от друга или комбинируются в составе одной установки. Существующие атмосферные трубчатые установки подразделяются в зависимости от их технологической схемы на следующие группы [15]:
Принципиальная схема установки с однократным испарением приводится на рис. 2. Нефть из промежуточного парка или непосредственно с установки ЭЛОУ забирается сырьевым насосом и пропускается через теплообменники и трубчатую печь в ректификационную колонну. В эвапорационном пространстве происходит однократное испарение нефти. Пары нефти затем разделяют ректификацией на целевые фракции, а из жидкости также с применением процесса ректификации удаляют легкокипящие фракции.
Схема установки с двукратным испарением приводится на рис. 3. Нагретая в теплообменниках нефть подается в так называемую отбензинивающую ректификационную колонну, где происходит испарение нефти. Количество образующихся паров невелико, поскольку нефть нагрета только до 200—220°С. В парах в основном содержатся легкие бензиновые фракции. На ректификационных тарелках отбензинивающей колонны бензин отделяется от более тяжелых фракций и в виде паров уходит из колонны. Вместе с парами бензина удаляются пары воды, поступившей на установку АТ с нефтью, и газы.
Полуотбензиненную нефть забирают насосом и через трубчатую печь подают в основную, атмосферную колонну, где происходит повторное испарение нефти и ректификация паров с выделением тяжелого бензина (смешиваемого затем с бензином, получаемым в отбензинивающей колонне), керосиновой и дизельной фракции. Остатком является мазут.
Промежуточное положение занимает схема с предварительным испарением (рис. 4). Нефть на установках этого типа после теплообменников поступает в предварительный испаритель (эвапоратора—полый цилиндрический аппарат, где происходит однократное испарение и от нефти отделяются пары легких фракций. Жидкая часть подается через печь в ректификационную колонну. Сюда же поступают пары легких фракций из эвапоратора.
Испарение при этой схеме происходит дважды, а ректификация проводится совместно для всех отгоняемых фракций, как и по схеме с однократным испарением.
Достоинством схемы с однократным испарением является то, что легкие и тяжелые фракции испаряются совместно. Это способствует более глубокому отделению тяжелых компонентов при относительно низких (300—325°С) температурах подогрева нефти. Установки однократного испарения компактны, имеют малую протяженность трубопроводов, требуют меньше, чем другие установки, топлива. Недостатки схемы с однократным испарением следующие:
§ при перегонке нефтей с повышенным (выше 15%) содержанием бензиновых фракций значительно увеличивается давление в теплообменниках и трубах печного змеевика, что приводит к необходимости применять более прочную и металлоемкую аппаратуру, увеличивать давление в линии нагнетания сырьевого насоса;
§ если на перегонку подается нефть, из которой плохо удалена вода, то это также приводит к повышению давления в печи и может вызвать повреждение фланцевых соединений печных труб;
§ если перегоняемая нефть недостаточно хорошо обессолена, то при ее нагреве в трубах печи будут отлагаться минеральные соли, из-за этого происходят местные перегревы в змеевиках печей, что в конечном итоге может приводить к аварии—прогару труб;
Тепловые эффекты химических реакций необходимы для многих технических расчетов. Они находят обширное применение во многих отраслях промышленности, а также в военных разработках. Целью д.
В практике атомно-эмиссионного спектрального анализа в качестве источников возбуждения спектров применяют пламя, электрические дуги постоянного и переменного тока, низко – и высоковольтную конденсир.
Http://www. chemicalnow. ru/chemies-5438-1.html
3. НАЗНАЧЕНИЕ УСТАНОВОК АВТ, ИХ ПРИНЦИПИАЛЬНАЯ СХЕМА, СЫРЬЕ И ПОЛУЧАЕМАЯ ПРОДУКЦИЯ
4. НАЗНАЧЕНИЕ ГИДРОГЕНИЗАЦИОННЫХ ПРОЦЕССОВ ПЕРЕРАБОТКИ НЕФТЯНЫХ ФРАКЦИЙ, КАТАЛИТИЧЕСКОГО РИФОРМИНГА И ИЗОМЕРИЗАЦИИ БЕНЗИНОВЫХ ФРАКЦИЙ, СЫРЬЕ И ПОЛУЧАЕМАЯ ПРОДУКЦИЯ, ОСНОВНОЕ ОБОРУДОВАНИЕ
5. ВСПОМОГАТЕЛЬНЫЕ ПРОИЗВОДСТВА НЕФТЕПЕРЕРАБАТЫВАЮЩЕГО ЗАВОДА, НАЗНАЧЕНИЕ, СУЩНОСТЬ ПРОТЕКАЮЩИХ ПРОЦЕССОВ.
Задачей учебной практики является: закрепить знания, полученные студентами при изучении курса химической технологии и других химических дисциплин, научиться оценивать весь промышленный объект как большую химико-технологическую систему и грамотно описать ее иерархическую структуру; ознакомиться с типовыми решениями химико-технологических задач в обстановке крупного промышленного предприятия (реализация производственного процесса, работа контроля и автоматического управления, организация труда, охрана окружающей среды, безопасность промышленных объектов, организация работы центральной лаборатории, техноэкономических и опытно-конструкторских отделов; ознакомиться с важнейшими видами реакционной аппаратуры (реакторами), методами обеспечения оптимального технологического режима, с методами оценки опасности.
Трудно представить современную мировую экономику без энергии, транспорта, света, связи, радио, телевидения, вычислительной техники, средств автоматизации, комплекс. Уровень развития топливо-энергетического комплекса отражает социальные и научно-технический прогресс и часто определяет политику государства.
Экономически наиболее значимой составной частью топливо-энергетического комплекса ныне является нефтегазовый комплекс.
Нефть и газ — уникальные и исключительно полезные ископаемые. Продукты их переработки применяют практически во всех отраслях промышленности, на всех видах транспорта, в военном и гражданском строительстве, сельском хозяйстве, энергетике, в быту и т. д. Из нефти и газа вырабатывают разнообразные химические материалы, такие как пластмассы, синтетические волокна, каучуки, лаки, краски, дорожные и строительные битумы, моющие средства и многое другое.
Нефть представляет собой многокомпонентную непрерывную смесь углеводородов и гетероатомных соединений, то обычными методами перегонки не удается разделить их на индивидуальные соединения со строго определенными физическими константами, в частности температурой кипения при данном давлении Принято разделять нефть и нефтепродукты путем перегонки на отдельные компоненты, каждый из которых является менее сложной смесью. Такие компоненты называют фракциями или дистиллятами.
В условиях лабораторной или промышленной перегонки отдельные нефтяные фракции отгоняются при постоянно повышающейся температуре кипения. Следовательно, нефть и ее фракции характеризуются не температурой кипения, а температурными пределами начала кипения и конца кипения. Возрастающий дефицит нефти и газа выдвинул на первый план задачу использования высоковязких нефтей и природных битумов, которые ранее не рассматривались как конкурирующие источники химического сырья и как горючее. Уже с начала 80-х годов во многих странах начали вести интенсивные работы по добыче таких нефтей и битумов, подготовке их к переработке, разрабатывались технологии их химической переработки. Каждый из этих этапов принципиально отличается от соответствующих этапов добычи и переработки обычных нефтей, и поэтому вовлечение в энергохимический баланс страны высоковязких нефтей и природных битумов будет означать переход на новый научно-технический уровень в этой области.
Рис. 1 Поточная схема НПЗ по топливному варианту: П-1 – печь для нагрева сырья, Н-i – насосы, Т-i – теплообменники, С-i – сепаратор, V-i – клапаны-регуляторы, Х-i – холодильники, Р-i – рибойлер, К-1, К-2, К-3 – отбензинивающая, атмосферная и вакуумная колонны.
3. НАЗНАЧЕНИЕ УСТАНОВОК АВТ, ИХ ПРИНЦИПИАЛЬНАЯ СХЕМА, СЫРЬЕ И ПОЛУЧАЕМАЯ ПРОДУКЦИЯ.
Технологические установки переработки нефти предназначены для разделения нефти на фракции и последующей переработки или использования их как компоненты товарных нефтепродуктов. Они являются основой всех НПЗ. Здесь вырабатываются практически все компоненты моторных топлив, смазочных масел, сырьё для вторичных процессов и дЛя нефтехимических производств. От их работы зависят ассортимент и качество получаемых компонентов и технико-экономические показатели последующих процессов переработки нефтяного сырья.
Установки первичной перегонки нефти у нас получили название трубчатых (по-видимому, в период перехода от кубовых перегонных установок к установкам с нагревом нефти в змеевике печи). Соответственно, если установка рассчитана на перегонку нефти с отбором только светлых дистиллятов (бензин, керосин, дизельное топливо), кипящих до 350 °С, то ее именуют атмосферной трубчатой (AT) установкой. Если установка рассчитана на перегонку только мазута под вакуумом, она называется вакуумной трубчатой (ВТ) установкой. В общем же случае, когда установка предназначена для полной, глубокой перегонки нефти, ее называют атмосферно-вакуумной трубчатой (АВТ) установкой. При комбинировании ее с блоком глубокого обес-соливания нефти установку называют ЭЛОУ-АВТ.
Современные процессы перегонки нефти являются комбинированными с процессами обезвоживания и обессоливания, вторичной перегонки и стабилизации бензиновой фракции: ЭЛОУ – AT, ЭЛОУ – АВТ, ЭЛОУ-АВТ-вторичная перегонка и т. д. На рис. 2 показана принципиальная технологическая схема такой установки, включающая 4 блока – ЭЛОУ, AT, ВТ и блок стабилизации и вторичной перегонки бензина (ВтБ).
В зависимости от направления использования фракций установки перегонки нефти принято именовать топливными, масляными или топливно-масляными и соответственно этому – варианты переработки нефти.
На установках АТ осуществляют неглубокую нефти с получением топливных (бензиновых, керосиновых, дизельных) фракций и мазута. Установки ВТ предназначены для перегонки мазута. Получаемые на них газойлевые, масляные фракции и гудрон используют в качестве сырья процессов последующей (вторичной) переработки их с получением топлив, смазочных масел, кокса, битумов и других нефтепродуктов.
Мощности действующих сейчас АВТ колеблются от 0,5 до 10 млн т/год. Небольшие по мощности установки (0,5 – 2,0 млн т/год) строились в основном до конца 1950-х гг. В 1960-х гг. было начато массовое строительство установок ЭЛОУ-АВТ вначале на 3, а затем на 6 и 8 млн т/год. Самая крупная установка АВТ мощностью 11 млн т/год была построена в 1975 г. в Антверпене. В те же годы в США были пущены две установки мощностью по 10,5 млн т/год. В последующем строительство таких мощных установок не велось, и в большинстве своем мощность установок ЭЛОУ-АВТ сохранилась на уровне 6-8 млн т/год как у нас в стране, так и за рубежом. В перспективе из-за дальнейшего падения добычи нефти не исключено, что более выгодными вновь станут установки АВТ средней и малой мощности (2-3 млн т/год).
/ – резервуар с нефтью; 2 – электродегидраторы; 3, 4 и 5 – отбензинивающая, атмосферная и вакуумная колонны; 6 – стриппинги; 7 и 8 – колонны стабилизации и вторичной перегонки; 9, 10 – атмосферная и вакуумная печи; // – двухступенчатые пароэжекторные насосы; / – нефть, // и /// – углеводородный газ низкого и высокого давления; IV – сжиженный газ; V’ – головка бензина (Cf – 85 °С); VI – бензиновая фракция (85-180 °С); VII – нестабильный бензин; VIII – отбензиненная нефть; IX – тяжелый компонент бензина (100-180 “С); Х – керосин (140-240 °С); XI – дизельное топливо (200-350 ‘С), XII – мазут; XIII-смесь неконденсируемых газов; XIV – легкая газойлевая фракция (до 300 °С); XV – легкий вакуумный газойль (280-360 °С); XVI – вакуумный газойль (350-500 °С); XVII – гудрон (выше 500 °С); ВП и KB – водяной пар и его конденсат; ГС – горячая струя; ВЦО и ПЦО – верхнее и промежуточное циркуляционное орошение
На современном НПЗ установки АВТ являются головными во всей технологической цепи переработки нефти и определяют мощность завода в целом. Общее число дистиллятов, выделяемых из нефти на АВТ, колеблется от 7 до 10, и каждый из них направляется на дальнейшие технологические операции (очистка, облагораживание химического состава, каталитическая переработка). /
Первичная переработка нефти – это тепловой процесс, и поэтому он связан с существенными затратами энергоресурсов (топливо, вода, воздух на охлаждение, электроэнергия на перекачки, водяной пар). Удельные энергозатраты (расход энергоносителя, отнесенный к 1 т перерабатываемой нефти) для АВТ мощностью 6 млн т/год составляют:
Если перевести по соответствующим эквивалентам все эти энергоносители в топливный эквивалент, то на первичную перегонку 1 т нефти в среднем затрачивается 50 – 60 кг топлива с теплотой сгорания, близкой к теплоте сгорания нефти (или 60 -80 кг условного топлива).
Перегонка нефти на АВТ – это многоступенчатый процесс (обессоливание, отбензинивание, атмосферная и вакуумная перегонка, стабилизация и вторичная перегонка бензина), поэтому может рассматриваться как общий, так и поступенчатый материальный баланс перегонки нефти. В первом случае под материальным балансом понимают выход [в %(мас.)] всех конечных продуктов перегонки от исходной нефти, количество которой принимают за 100%. Во втором случае под материальным балансом каждой ступени понимают выход [в %(мас.)] продуктов перегонки на данной ступени (они могут быть не конечными, а промежуточными, как, например, в отбензиниваюшей колонне) от сырья данной ступени, которое принимается для каждой ступени за 100%.
Ниже речь пойдет об общем материальном балансе по конечным продуктам перегонки. Поступенчатый материальный баланс составляется при технологических расчетах АВТ.
Нефть (I)(100%) поступает на установку с содержанием минеральных солей от 50 до 300 мг/л и воды 0,5 – 1,0% (мае).
Углеводородный газ (II).Выход его от нефти зависит от содержания в ней растворенного после промысловой подготовки газа. Если нефть легкая (плотностью 0,8 – 0,85), то выход этого газа может составлять 1,5 – 1,8%(мас). Для тяжелых нефтей этот выход меньше [0,3 – 0,8%(мас.)], а для нефтей, прошедших стабилизацию, он равен нулю.
Из указанного выше общего выхода газа около 90% составляет газ, отбираемый в отбензинивающей колонне. В состав этого газа входят насыщенные углеводороды C1 – С4 с примесью С5. Низкое давление этого газа и его малые количества не позволяют использовать его на газофракционирующих установках (ГФУ) для выделения отдельных углеводородов, и этот газ часто используют как энергетическое топливо в печах АВТ. При достаточно высоком выходе этого газа (1,5% и выше) может быть экономически выгодным его сжатие газовым компрессором до более высокого давления (2-4 МПа) и переработка на ГФУ.
Сухой углеводородный газ стабилизации бензина (III) – это часть легких углеводородов C1 – C3, оставшаяся растворенной в бензине. Выход его невелик [0,1 – 0,2%(мас.)]. Давление его – до 1,0 МПа, поэтому он может направляться на ГФУ, но из-за малого количества направляется часто в газовую линию и сжигается в печах.
Сжиженная головка стабилизации бензина (IV)содержит в своем составе в основном пропан и бутаны с примесью пентанов. Выход ее также невелик [0,2 – 0,3%(мас.)]. Используется она в качестве компонента сжиженного бытового газа или газового моторного топлива для автомобилей (СПБТЛ или СПБТЗ).
Легкая головка бензина (V) – это фракция бензина н. к. -85 °С. Выход ее от нефти 4-6% (мае). Октановое число в зависимости от химического состава не превышает 70 (моторным методом), чаще всего составляет 60 – 65. Используется для приготовления нефтяных растворителей или направляется на каталитическую переработку (изомеризацию) с целью повышения октанового числа до 82 – 85 и вовлечения в товарные автомобильные бензины.
Бензиновая фракция 85 – 180°С (VI). Выход ее от нефти в зависимости от фракционного состава последней может колебаться в широких пределах, но обычно составляет 10 – 14%. Октановое число этой фракции бензина низкое (ОЧм = 45 т 55), и поэтому ее направляют на каталитическое облагораживание (каталитический риформинг), где за счет превращения н-алканов и нафтенов в ароматические углеводороды ее октановое число повышается до 88 – 92, и затем используют как базовый компонент автомобильных бензинов.
Керосин (X). Здесь могут быть два варианта отбора этого погона нефти. Один вариант – это отбор авиационного керосина – фракции 140 – 230 “С. Выход ее составляет 10 – 12% и она используется как готовое товарное реактивное топливо ТС-1. Если из нефти такое топливо получено быть не может (по содержанию серы, температуре начала кристаллизации или другим показателям), то первым боковым погоном Xв атмосферной колонне выводят компонент зимнего или арктического дизельного топлива. Выход такого компонента (фракции 140 – 280 °С или 140 – 300 °С) составляет 14 – 18%(мас). Используется он либо непосредственно как компонент этих топлив (если удовлетворяет нормам на содержание серы и температуры помутнения и застывания), либо направляется на очистку от серы и выделение н-алканов (депарафинизацию).
Дизельное топливо (XI). Выход его 22 – 26%(мас), если потоком А” отбирается авиакеросин, или 10 – 12%(мас), если потоком Xотбирается компонент зимнего или арктического дизельного топлива. Как правило, этот поток является компонентом зимнего или летнего дизельного топлива непосредственно (если удовлетворяет нормам на содержание серы и температуру помутнения) или после очистки от серы и н-алканов.
Легкая газойлевая фракция (XIV).Выход ее составляет 0,5 -1,0%(мас.) от нефти. Как уже отмечалось, это фракция 100 -250 °С, она является результатом частичной термодеструкции мазута при нагреве его в печи. В состав ее входят поэтому не только насыщенные, но и ненасыщенные алканы. Используют ее как компонент дизельного топлива, если последнее направляется на гидроочистку от серы, или направляют в легкое котельное топливо.
Легкий вакуумный газойль (XV) – фракция 240 – 380 °С, выход ее от нефти 3 – 5%(мас). По своим качественным показателям она близка летнему дизельному топливу XIи чаще всего поэтому смешивается с ним и соответственно используется.
Вакуумный газойль (XVI)- основной дистиллят вакуумной перегонки мазута по топливному варианту (если нефть не позволяет получать масла высокого качества). Пределы его кипения 350 – 500 °С (в отдельных случаях 350 – 550 °С). Выход от нефти соответственно составляет 21 – 25%(мас.) (или 26 – 30%). Используется в качестве сырья процесса каталитического крекинга (для получения высокооктанового бензина и других моторных топлив) или гидрокрекинга (для получения авиационного керосина или высокоиндексных масел). Использовать его можно или непосредственно [если содержание серы в вакуумном газойле ниже 0,5%(мас.)], или после очистки от серы и других примесей (азота, металлов).
Если нефть (и соответственно мазут) позволяет получать высокоиндексные масла, то из вакуумной колонны 5 вместо одного погона XVIвыводят два погона масляных дистиллятов 350 -420 °С [выход от нефти 10 – 14%(мас.)] и 420 – 500 °С [выход 12 -16%(мас.)]- Оба погона направляют на очистку (от смол, высокомолекулярных ароматических соединений, парафина, серы) для получения из них базовых дистиллятных масел средней и высокой вязкости.
Гудрон (XVII)- остаточная часть нефти, выкипающая выше 500 °С, если отбирается вакуумный газойль с температурой конца кипения 550 °С. Выход его от нефти, в зависимости от содержания в ней асфальтосмолистых веществ и тяжелых углеводородных фракций, составляет от 10 до 20%(мас). В некоторых случаях, например при переработке тенгизской нефти, доходит до 5, а каражанбасской нефти – до 45%(мас).
Использование гудрона может быть осуществлено по нескольким вариантам:
Как остаточный битум (если нефть позволяет его получить) или как сырье для получения окисленного битума;
Как сырье для коксования и получения из него ценного нефтяного кокса (если нефть малосернистая);
Как сырье для получения базового остаточного масла (для нефтей 1 и 2 групп и подгруппы).
Кроме перечисленных целевых конечных продуктов перегонки нефти на АВТ получается несколько отходов переработки, к числу которых относятся следующие.
Сточная вода ЭЛОУ – это в основном вода, использованная для промывки нефти от солей Количество этой воды достаточно велико – 1-3%(мас.) от количества перерабатываемой нефти (на установке ЭЛОУ-АВТ мощностью 6 млн т/год это составит в сутки около 250 – 700 т).
Эта вода содержит растворенные минеральные соли, отмытые от нефти (от 10 до 30 г/л, рН 7,0 – 7,5), значительные количества деэмульгатора, а также эмульгированную в воде нефть (до 1%).
Из-за такого загрязнения сточная вода ЭЛОУ не может быть повторно использована в системе оборотного водоснабжения как хладагент и поэтому направляется на очистку. Очистка обычно многоступенчатая.
Конденсат водяного пара (KB).Водяной пар при первичной, перегонке используется как отпарной агент в ректификационных колоннах, как эжектирующий агент для отсоса парогазовой смеси из вакуумной колонны и как теплоноситель в ребойлерах. После конденсации все эти потоки образуют водяной конденсат разного качества.
Технологический конденсат (из колонн и эжекторов) непосредственно контактирует с нефтепродуктами и поэтому загрязнен эмульгированными в нем углеводородами и серосодержащими соединениями. Количество его составляет 2,5 – 3,0% на нефть. Направляется он на блок ЭЛОУ как промывная вода, либо на очистку, после чего может быть использован повторно для получения водяного пара.
Энергетический конденсат (из ребойлеров) является чистым и направляется на повторную генерацию водяного пара.
Неконденсируемый газ из эжекторов (XIII)представляет собой смесь легких углеводородов (до Q), сероводорода, воздуха и водяного пара. Выход смеси этих газов составляет в среднем около 0,05%(мас.) на исходную нефть (максимум – до 0,1%). Направляют газы в топку одной из трубчатых печей для дожига горючих составляющих.
Важной характеристикой работы АВТ является отбор суммы светлых дистиллятов и отбор суммы масляных дистиллятов.
4 . НАЗНАЧЕНИЕ ГИДРОГЕНИЗАЦИОННЫХ ПРОЦЕССОВ ПЕРЕРАБОТКИ НЕФТЯНЫХ ФРАКЦИЙ, КАТАЛИТИЧЕСКОГО РИФОРМИНГА И ИЗОМЕРИЗАЦИИ БЕНЗИНОВЫХ ФРАКЦИЙ, СЫРЬЕ И ПОЛУЧАЕМАЯ ПРОДУКЦИЯ, ОСНОВНОЕ ОБОРУДОВАНИЕ.
К промежуточной форме гидрогенизации относятся широко распространенные в настоящее время процессы гидроочистки. Назначением гидроочистки является удаление из нефтепродуктов сернистых соединений посредством каталитического воздействия на эти соединения водорода. В результате происходит разложение сернистых соединений с образованием сероводорода и насыщение непредельных углеводородов (образовавшихся в процессе и содержащихся в исходном нефтепродукте). Гидроочистка обычно сопровождается и некоторым разложением сырья, о чем свидетельствует присутствие в продуктах гидроочистки легких фракций, не содержащихся в сырье, и углеводородных газов.
Развитию процессов гидрокрекинга способствует все возрастающая добыча сернистых и высокосернистых нефтей. При переработке этих нефтей топливные компоненты получаются неудовлетворительными по содержанию серы. Сжигание в топках паровых котлов сернистых остатков — котельного топлива — вызывает сильнейшее загрязнение атмосферы.
Широкое развитие гидрогенизационных процессов позволяет получать топлива с ограниченным содержанием серы. Пониженные расходы водорода и умеренные давления в системе гидрокрекинга способствуют получению вполне удовлетворительных технико-экономических показателей процесса.
Процесс гидрокрекинга в его современных модификациях существует сравнительно недавно. Первая опытная установка небольшой мощности (около 150 т/сутки) была введена в эксплуатацию в 1959 г. Развитию процесса способствовало возрастание ресурсов низкокачественного сернистого сырья и интенсивное развитие каталитического риформинга, предоставившего нефтеперерабатывающим заводам источники водорода. Значительная гибкость гидрокрекинга позволяет направлять его как на получение максимального выхода бензина, так и на преимущественный выход средних и тяжелых дистиллятов.
По характеру перерабатываемого сырья процессы гидрокрекинга могут быть разбиты на две группы:
2) предназначенные только для переработки дистиллятов. Процессы первой группы представляют наибольший интерес, так как удельный объем тяжелых сернистых остатков, получаемых на заводах, непрерывно возрастает, но эти процессы более сложны. По способу промышленного осуществления процессы гидрокрекинга можно разделить на одно – и двухступенчатые, проводимые в аппаратах со стационарным и кипящим слоем катализатора.
При переработке остатков методом гидрокрекинга используется либо катализатор типа алюмо-кобальт-молибденового (процесс ПНХС АН СССР; зарубежный процесс гидроойл), либо катализаторы, применявшиеся на старых установках деструктивной гидрогенизации (процесс Варга). Основная трудность гидрокрекинга остаточного сырья — высокое содержание в нем асфальтенов, серы, азота и металлов, которые быстро дезактивируют катализатор. Для разрешения этой трудности в процессе, разработанном в Институте нефтехимического синтеза АН СССР, и в процессе гидроойл используется кипящий слой катализатора, что позволяет непрерывно обновлять состав последнего. В процессе Варга использована старая двухступенчатая схема деструктивной гидрогенизации, в которой предварительное облагораживание сырья достигается на дешевом, содержащем железо катализаторе, не подвергающемся регенерации.
Применительно к переработке остаточного сырья речь может идти или об относительно жестком гидрокрекинге, когда целевыми продуктами процесса являются светлые–бензин и дизельное топливо, или же о мягкой форме процесса, цель которого — получение малосернистого котельного топлива. В последнем случае суммарный выход газа и бензина не более 3–4 мае. % на сырье. Это котельное топливо можно получать с заранее заданным, допустимым для потребителя содержанием серы (1–1,5%). Расход водорода при этом невелик — он не превышает десятых долей процента на сырье. При обессеривании более чем на 70–75% расход водорода резко возрастает. Так, при обессеривании мазута арабской нефти с содержанием серы 3,0% на 40% (т. е. до 1,8% серы) расход водорода составляет всего 0,3%, а при углублении обессеривания до 70% (т. е. до 0,9% серы) он возрастает до 0,76%.
Вторая группа процессов предназначена для гидрокрекинга, более благородного по составу сырья — легких и тяжелых газойлей прямой гонки, коксования, каталитического крекинга. Эти процессы проводят на более активных бифункциональных платиновых катализаторах, однако обычно осуществляют предварительное обессеривание сырья. К числу процессов второй группы относятся, например, зарубежные системы гидрокрекинга, получившие название «изомакс», «юникрекинг», «изокрекинг».
Процесс каталитического риформинга предназначен для повышения детонационной стойкости бензинов и получения индивидуальных ароматических углеводородов, главным образом бензола, толуола ксилолов – сырья нефтехимии. Важное значение имеет получение в процессе дешевого водородсодержащего газа для использования в других гидрокаталитических процессах. Значение процессов каталитического риформинга в нефтепереработке существенно возросло в 90-е гг. в связи с необходимостью производства неэтилированного высокооктанового автобензина.
Установки каталитического риформинга являются в настоящее время почти обязательным звеном нефтеперерабатывающего завода. Назначение этого процесса — получение высоко ароматизированных бензиновых дистиллятов, которые используются в качестве высокооктанового компонента или для выделения из них индивидуальных ароматических углеводородов: бензола, толуола, ксилолов.
Сырьем для каталитического риформинга служат бензиновые или лигроиновые фракции прямой перегонки нефти и в меньшей степени дистилляты вторичного происхождения: бензины коксования, термического крекинга, гидрокрекинга и др. Поскольку выход этих фракций на нефть относительно невелик (обычно не превышает 15–20%), общий объем сырья, перерабатываемого на установках риформинга, а также мощность отдельных установок не столь велики, как при каталитическом крекинге. Однако удельный объем каталитического риформинга в долях от перерабатываемой нефти в настоящее время весьма значителен. Бензиновые фракции большинства нефтей содержат 60 – 70 % парафиновых, 10 % ароматических и 20 –30 % пяти – и шестичленных нафтеновых углеводородов. Среди парафиновых преобладают углеводороды нормального строения и монометилзамещенные их изомеры. Нафтены представлены преимущественно алкилгомологами циклогексана и циклопентана, а ароматические – алкилбензолами. Такой состав обусловливает низкое октановое числе прямогонного бензина. обычно не превышающего 50 пунктов (по ММ).
Процесс каталитического риформинга протекает при высокой температуре и при значительном отрицательном тепловом эффекте реакции. Исходя из этого, в зону реакции должно подводиться тепло либо путем ввода теплоносителя, либо посредством разбивки объема катализатора на несколько зон, со ступенчатым подводом тепла в каждую зону. Наиболее распространен второй способ: каждый реактор содержит от 15 до 55% от общего объема катализатора. Проходя через слой катализатора, нагретое предварительно до 480–540° С сырье в смеси с циркулирующим водородом подвергается риформингу. При этом затрата тепла на реакцию вызывает падение температуры реакционной смеси, т. е. процесс протекает при затухающем температурном режиме. Осуществление реакции полностью в одном адиабатическом аппарате нецелесообразно, так как общий перепад температур был бы очень значительным. Так, для прямогонной фракции С6, содержащей 21,4% метилциклопентана и 25,4% циклогексана, при полном превращении нафтенов II бензол перепад температуры достиг бы 216° С. Такое снижение температуры с одной стороны уменьшило бы скорость процесса, а с другой, сдвинуло бы условия равновесия реакции в сторону, неблагоприятную для образования бензола.
Чем выше в сырье концентрация нафтеновых углеводородов и, следовательно, значительнее затрата тепла на реакцию, тем, очевидно, на большее число зон следует разделить реакторный блок, чтобы повысить среднюю температуру реакции. После каждой :«>пы смесь частично прореагировавшего сырья и продуктов реакции поступает в нагревательный змеевик трубчатой печи для восстановления исходной температуры. Каждая из реакционных зон оформляется в виде отдельного аппарата. Число ступеней промежуточного подогрева определяется химическим составом сырья и активностью катализатора: чем выше концентрация нафтеновых углеводородов в сырье и активнее катализатор, тем большего перепада температур следует ожидать в реакционной зоне, т. е. увеличивается необходимое число работающих реакторов.
Если продолжительность непрерывной работы катализатора невелика, то необходимо или наличие запасных реакторов для периодической регенерации катализатора, или переход на полностью непрерывный процесс с движущимся гранулированным катализатором (процесс гидроформинга).
При длительной непрерывной работе стационарного катализатора, достигающей нескольких месяцев (платформинг), процесс становится практически непрерывным.
Сущностью процесса изомеризации является каталитическое превращение легких нормальных парафиновых углеводородов в соответствующие углеводороды изостроения.
Наиболее ранняя модификация промышленного процесса изомеризации была предназначена для увеличения ресурсов изобутана — сырья для производства алкилата, являющегося высокооктановым компонентом авиабензинов. Первые промышленные установки такого типа начали строить в годы второй мировой войны. Сырьем для процесса служил нормальный бутан, выделяемый из газов нефтеперерабатывающего завода. Процесс изомеризации нормального бутана представлял особый интерес для тех заводов, на которых отсутствовали установки каталитического крекинга (известно, что газ каталитического крекинга достаточно богат изобутаном). Катализатором для процесса изомеризации служил хлористый алюминий, активированный НСl и используемый при мягком температурном режиме (90–120° С) и при повышенном давлении в реакционной зоне.
Значительно менее была тогда распространена изомеризация легких бензиновых углеводородов — нормальных пентана и гексана, изомеры которых могут быть использованы как компоненты высокооктановых бензинов.
В послевоенные годы в связи с резким падением спроса на авиационный бензин процесс изомеризации на некоторое время утратил свое значение. Однако спустя несколько лет интерес к нему вновь пробудился. Причиной этого явилось все возрастающее повышение требований к качеству автомобильных бензинов. Установки каталитического риформинга становятся практически непременным элементом нефтеперерабатывающего завода; сырьем для этого процесса являются бензины, выкипающие при температурах выше 62–85° С, а наиболее легкая часть бензина прямой гонки (головка) остается на заводе в виде компонента товарного бензина. Однако подавляющая масса перерабатываемых нефтей характеризуется низкооктановыми бензиновыми фракциями и даже головка бензина имеет обычно только удовлетворительное октановое число: так, бензин н. к.–85° С из ромашкинской нефти имеет октановое число всего 63,4. Подвергая эту фракцию изомеризации, можно повысить ее октановое число на 15–20 единиц за счет превращения содержащихся в ней нормальных парафиновых углеводородов.
Применение платинового катализатора позволило улучшить экономику процесса и повысить пропускную способность отдельных установок.
Продукты изомеризации используют не только в качестве высокооктановых компонентов, но и как сырье для нефтехимического синтеза. В основном это относится к изопентану, который путем дегидрирования перерабатывают в изопрен.
Термодинамически реакция изомеризации является низкотемпературной. Кроме того низкие температуры способствуют образованию более разветвленных изомеров. Поскольку углеводороды с разветвленной цепью имеют наиболее высокие октановые числа, при низком температурном режиме процесса изомеризации получается бензин лучшего качества.
Исследование механизма изомеризации показало, что эта реакция, очевидно, имеет последовательный характер, т. е. изомеры с двумя и тремя метильными группами образуются через стадию образования изомеров с одной метильной группой. Таким образом, при углублении процесса концентрация высокоразветвленных изомеров в продукте изомеризации увеличивается и тем самым повышается его октановое число.
Скорость изомеризации нормальных парафиновых углеводородов значительно возрастает с’ увеличением их молекулярного веса. Так, проводя изомеризацию при 340° С на катализаторе сульфид вольфрама, Г. Н. Маслянский с соавторами получил следующие относительные скорости изомеризации: для н-пентана — 1,0; н-гексана — 1,2; н-октана — 4,2. Отсюда следует, что процесс изомеризации целесообразно проводить селективно, т. е. для более легких фракций бензина — при более жестком режиме и наоборот.
Промышленные катализаторы процесса изомеризации могут быть разделены условно на два вида:
2) бифункциональные катализаторы, содержащие платину (или палладий) на кислотном носителе. Установлено, что для обоих видов катализаторов изомеризация протекает по карбоний-ионному механизму.
В присутствии хлористого алюминия изомеризацию проводят при мягком температурном режиме, что является несомненным достоинством процесса. Температуры промышленного процесса находятся в пределах 90–120° С. Повышение температуры ускоряет реакции изомеризации, но одновременно способствует протеканию побочных реакций крекинга.
Для увеличения выхода целевого продукта процесс ведут с рециркуляцией непревращенного сырья. В первом промышленном процессе изомеризации, получившем за рубежом название изомейт, катализатор используется в виде жидкого комплекса с углеводородным сырьем, активированного хлористым водородом.
В усовершенствованном в последующие годы процессе катализатор представляет собой раствор хлористого алюминия в треххлористой сурьме, также активированный безводным хлористым водородом (процесс бутамер). Для осуществления процесса в жидкой фазе применяется давление порядка 20 am. При переработке фракций н-пентана и тяжелее требуется циркуляция через реакционную зону небольших объемов водорода с целью подавления побочных реакций диспропорционирования — образования продуктов более легких и более тяжелых, чем сырье. Реактор изомеризации углеводородов в присутствии хлористого алюминия представляет собой мешалку, имеющую покрытие из никеля или никелевого сплава. Опыт эксплуатации промышленных установок показал, что решающее значение имеет тщательный контроль за содержанием влаги в сырье, которое не должно превышать 0,001%. Помимо хлористоводородной коррозии наблюдается воздействие агрессивной среды, образуемой хлористым алюминием с небольшими примесями олефинов и сернистых соединений сырья.
Соотношение объемов катализатор — сырье в реакторе составляет примерно 1:1. Продолжительность пребывания углеводородной фазы в реакторе 10–15 мин (применительно к бутану). Исследование кинетики процесса показало целесообразность разделения реакционного объема на 2–3 ступени, т. е. наличия двух-трех реакторов при сохранении той же длительности реакции.
Для поддержания высокой активности катализатора часть его ввиде шлама периодически удаляют из системы и восполняют свежим раствором. Однако расход катализатора при этом довольно иначителен и составляет на 1 м3чистого изобутана: 0,3 кг А1С13; 0,12 кг SbCI3; 0,12 кг НСl. Высокий расход катализатора, ограниченная мощность установок, обусловленная несовершенным контактом сырья и катализатора, а также затруднения, связанные с коррозией аппаратуры и оборудования, побудили нефтепереработчиков искать другие катализаторы, способные улучшить технико-экономический показатели процесса.
Советскими и зарубежными исследователями была проведена большая работа по подбору эффективных катализаторов для изомеризации; в частности, были испытаны сульфид вольфрама и различные модификации катализаторов, содержащих металлы платиновой группы на кислотном носителе. Основным недостатком катализаторов этой группы является высокая температура процесса (370–480° С), неблагоприятная для реакции изомеризации. Однако было показано, что если от продуктов реакции отделять непрореагировавший нормальный парафиновый углеводород, то это будет значительно благоприятствовать последующему углублению процесса при высокой температуре. Так, при повышении температуры изомеризации на сульфидно-вольфрамовом катализаторе для смеси изомеров, включающей и н-гексан, со 127 до 527° С октановое число получаемого изомеризата снижается на 19 единиц. Если же из смеси предварительно удалить н-гексан, то при аналогичном повышении температуры реакции октановое число изомеризата снизится только на 8 единиц.
К вспомогательным производствам нефтеперерабатывающего завода относятся те, которые обеспечивают улучшение работы и повышению производительности основных производств. К ним относятся снабжение топливом (происходит циркуляция мазута, газа и др. по всему заводу с отбором их на установки), сжатым воздухом, инертным газом, водяным паром, электроэнергией. В качестве инертной среды на установках НПЗ используется азот, получаемый из воздуха горением метана по реакции:
Полученный азот используется не только как инертная среда, но также для регенерации закоксившихся катализаторов, для создания азотных подушек в резервуарах (для устранения взрывоопасных смесей).
Водяной пар на НПЗ является одним из основных теплоносителей. Он используется при создании вакуума, пожаротушении, снижении парообразования лёгких углеводородов. На производстве используется водяной пар при трёх давлениях: 0,3-0,5 МПа – пожаротушение; 1,0-2,0 МПа – для вакуума и при повышенных температурах; свыше 4,0 МПа – в приводах мощных насосов, компрессорах, при получении электроэнергии.
Снабжение электроэнергией по технике безопасности происходит от двух независимых источников – электростанций, также имеется третий автономный источник, который включается при отказе первых двух для постепенной остановки производства. Потребляемое напряжение колеблется от 220В обычной сети, 380В – для обычных насосов и до 6-10 кВ для насосного оборудования, 30кВ – для установки ЭЛОУ.
К вспомогательным производствам относятся также и процессы водоподготовки и очистные сооружения. Так как на НПЗ используется достаточно большое количество воды, то весь её объём невозможно брать из естественных источников. Использование водных ресурсов на предприятии происходит по замкнутому кругу. По периметру всего завода расположены трубопроводы, и вода поступает на установки. Лишь небольшая часть воды берётся из близлежащих источников для компенсации потерь (например, естественное испарение).
Для обеспечения контроля химии производства, регулировки качества продукции, проверки и настройки измерительных приборов существуют службы КИП, аналитического контроля, службы главного механика и главного метролога. Но кроме этих вспомогательных служб и производств существуют и другие не менее важные.
1. Смидович, Е. В. Технология переработки нефти и газа. Ч. 2 / Е. В. Смидович. – М. : Химия, 1980.
2. Мановян А. К. Технология первичной переработки нефти и природного газа. М.: Химия, 2001. 568 с.
3. Ахметов С. А. Технология глубокой переработки нефти и газа. Уфа: Издательство «Гилем», 2002. – 672 с.
Общая характеристика нефти, определение потенциального содержания нефтепродуктов. Выбор и обоснование одного из вариантов переработки нефти, расчет материальных балансов технологических установок и товарного баланса нефтеперерабатывающего завода.
Характеристика нефти и фракций, выделенных из нее. Обоснование ассортимента нефтепродуктов. Определение глубины переработки нефти. Материальные балансы технологических установок. Индекс Нельсона и коэффициент сложности нефтеперерабатывающего завода.
Характеристика современного состояния нефтегазовой промышленности России. Стадии процесса первичной переработки нефти и вторичная перегонка бензиновой и дизельной фракции. Термические процессы технологии переработки нефти и технология переработки газов.
Характеристика нефти и ее основных фракций. Выбор поточной схемы глубокой переработки нефти. Расчет реакторного блока, сепараторов, блока стабилизации, теплообменников подогрева сырья. Материальный баланс установок. Охрана окружающей среды на установке.
Классификация нефтей и варианты переработки. Физико-химические свойства Тенгинской нефти и ее фракций, влияние основных параметров на процессы дистилляции, ректификации. Топливный вариант переработки нефти, технологические расчеты процесса и аппаратов.
Назначение и описание процессов переработки нефти, нефтепродуктов и газа. Состав и характеристика сырья и продуктов, технологическая схема с учетом необходимой подготовки сырья (очистка, осушка, очистка от вредных примесей). Режимы и стадии переработки.
Кривая истинных температур кипения нефти и материальный баланс установки первичной переработки нефти. Потенциальное содержание фракций в Васильевской нефти. Характеристика бензина первичной переработки нефти, термического и каталитического крекинга.
Физико-химическая характеристика нефти. Первичные и вторичные процессы переработки нефти, их классификация. Риформинг и гидроочистка нефти. Каталитический крекинг и гидрокрекинг. Коксование и изомеризация нефти. Экстракция ароматики как переработка нефти.
Виды нефтяных фракций (светлые дистилляты, мазут). Условные наименования нефтяных фракций. Направления переработки нефти. Классификация товарных нефтепродуктов, их использование как сырья. Моторные топлива в зависимости от принципа работы двигателей.
Способы регулирования температурного режима по высоте колонны первичной переработки нефти. Схема работы парциального конденсатора и циркуляционного неиспаряющегося орошения. Варианты подачи орошения в сложной ректификационной колонне по переработке нефти.
Http://stud. wiki/manufacture/3c0a65635b2ad68b5c53b88421216c36_0.html
1.Характеристика нефти по ГОСТ Р 51858-2002 и выбор варианта ее переработки
2.Характеристика получаемых фракций нефти и их возможное применения
4.Расчет количества и состава паровой и жидкой фаз в емкостии орошения отбензинивающей колонны (ЭВМ)
5.Расчет материального баланса ректификационных колонн и установки в целом
9.Расчет коэффициента теплопередачи в теплообменнике «нефть-ДТ» (ЭВМ)
Выпуск разнообразной продукции на нефтепереработки зависит во многом от качества сырья – нефти. Но немалую роль в качестве получаемых продуктов играет как выбор технологических процессов переработки, так и качество проведения каждого процесса.
Из сырой нефти непосредственно одним процессом нельзя получить ни один товарный нефтепродукт (за исключением газов), все они получаются последовательной обработкой на нескольких установках. Первой в этой цепочке всегда стоит установка ЭЛОУ-АВТ, поэтому от качества работы этой секции будет зависеть работа всех остальных звеньев технологической цепочки [1].
Установки первичной переработки нефти составляют основу всех НПЗ. На них вырабатываются практически все компоненты моторных топлив, смазочных масел, сырья для вторичных процессов и для нефтехимических производств. От работы АВТ зависят выход и качество компонентов топлив и смазочных масел и технико-экономический показатель последующих процессов переработки нефтяного сырья. Проблемам повышения эффективности работы и интенсификации установок АВТ всегда уделялось и уделяется серьезное внимание.
Важнейшими из всего многообразия проблем, стоящих перед современной нефтепереработкой нужно считать следующие:
– снижение энергоемкости производств за счет внедрения новейших достижений в области тепло – и массообмена, разработки более совершенных и интенсивных технологий глубокой безотходной и экологически безвредной переработки нефти и др.
– контактных устройств ректификационных колонн, от эффективности работы которых зависят материальные, энергетические и трудовые затраты, качество нефтепродуктов и глубина переработки нефти и т. д.;
– конденсационно-вакуумсоздающих систем (КВС) промышленных вакуумных колонн;
2. Совершенствование технологических схем. При выборе технологической схемы и режима установки необходимо руководствоваться потенциальным содержанием фракций.
3. Совершенствование схем и технологии вакуумной и глубоковакуумной перегонки мазута, то есть
– уменьшение уноса жидкости в концентрационную секцию колонны (установка отбойников из сетки и организация вывода затемненного тяжелого газойля);
– подбор эффективных контактирующих устройств для углубления вакуума.
Преимущества насадочных контактных устройств перед тарельчатыми заключается, прежде всего, в исключительно малом перепаде давления на одну ступень разделения. Среди них более предпочтительными являются регулярные насадки, так как они имеют регулярную структуру (заданную), и их гидравлические и массообменные характеристики более стабильны по сравнению с насыпными [2]. Одним из подобных насадочных устройств является регулярная насадка «Кох-Глитч». Применение этой насадки в вакуумных колоннах позволило уменьшить наложение фракций, а также снизить расход водяного пара в куб колоны.
Коррозия оборудования – еще одна не менее важная проблема. Наличие в поступающей на переработку нефти хлоридов (как неорганических, так и органических) и соединений серы приводит вследствие их гидролиза и крекинга при прямой перегонки нефти к коррозии оборудования, главным образом конденсаторов и холодильников [1]. Имеющиеся ингибиторы коррозии не универсальны, поскольку у них есть ряд недостатков (неприятный запах, являются высокотоксичными соединениями и достаточно дорогими продуктами). Однако в настоящее время разработан новый ингибитор коррозии – водный раствор полигексаметиленгуанидингидрата (ПГМГ Ÿ Н2О). Этот ингибитор не имеет вышеперечисленных недостатков [3].
Одним из направлений совершенствования установок АВТ является улучшение отбора фракций от их потенциального содержания. С мазутом уходит до 5% дизельных фракций, а с гудроном – до 10% масляных фракций.
В практики фракционирования остатков атмосферной перегонки, наметилась тенденция к использованию вместо традиционных пароэжекторных вакуумных систем (ПЭВС) гидроциркуляционных (ГЦВС). Последние более сложные, но усложнение вакуум создающей системы и увеличение в связи с этим капитальных затрат оправдано явным преимуществом её эксплуатации.
В качестве рабочего тела в ГЦВЦ используется ДТ, получаемое на самой установке. Отказ от использования ПЭВС, а, следовательно, от использования в качестве рабочего тела водяного пара приводит к снижению на экологическую систему, за счёт сокращения сброса химически загрязненных вод.
Углубление вакуума, обеспечиваемое применением ГЦВЦ, даёт возможность снизить температуру потока питания вакуумной колонны при сохранении и даже увеличении доли отгона, т. е. уменьшить термическое разложение сырья в трубчатых печах [2].
Изложенный материал позволяет сделать вывод: установки АВТ еще далеки от универсальности. Однако их совершенствование приведет к решению не только перечисленных проблем, но и сыграет большую роль в защите окружающей среды.
1 Характеристика нефти по ГОСТ Р 51858-2002 и выбор варианта ее переработки
Выбор технологической схемы первичной и последующей переработки нефти в большой степени зависит от её качества. Данные о Девонской нефти взяты в справочной литературе [4]. Показатели качества нефти представлены в таблицах 1.1 и 1.2.
Показатели качества Девонской нефти, приведенные в таблицах 1.1 и 1.2, позволяют сказать, что базовых масел с ИВ³90 и температурой застывания £-15°С в нефти нет.
Таким образом производство базовых масел, т. е. получение узких масляных фракций на установке АВТ является не целесообразным.
Девонская нефть с массовой долей серы 2,82 % (класс 3, высокосернистая), плотностью при 20 о С 889,5 (тип 3, тяжелая), концентрации хлористых солей 119 мг/дм 3 , массовой долей воды 0,67 % (группа 3), массовой долей сероводорода 24 ррm (вид 2) обозначается «3.3.3.2. ГОСТ Р 51858-2002». Данная нефть соответствует «ГОСТ Р 51858-2002.Нефть. Общие технические условия.» только для внутреннего использования (плотность не соответствует требованиям экспортного варианта – тип 3).
Характеристики всех фракций нефти составлена по данным справочника [4] и приводятся в виде таблиц.
Девонской нефть содержит в основном тяжёлые газы, т. е. пропан и бутаны. Поэтому смесь этих газов можно получать в жидком состоянии в ёмкости орошения стабилизационной колонны в виде рефлюкса и использовать его как товарный сжиженный газ, т. к. содержание этана в нём будет 2 /с (сСт)
Из Девонской нефти получаем дизельные фракции 180-230°С и 230-360°С. Фракция 180-360°С отвечает требованиям стандарта на летнее дизельное топливо. Фракцию 180-230°С можем использовать как компонент зимнего ДТ. Для всех продуктов требуется гидроочистка для понижения содержания серы [4].
2.4 Характеристика вакуумных (масляных) дистиллятов Девонской нефти и их применение
Таблица 2.4 – Характеристика вакуумных дистиллятов Девонской нефти
Данные табл. 2.4 показывают нецелесообразность получения узких масляных фракций из Девонской нефти, т. к. получение базовых масел с ИВ≥90 невозможно из-за их отсутствия. Поэтому после выхода из вакуумной колонны и блока теплообменников потоки объединяем и направляем широкую масляную фракцию (ШМФ) на установки каталитического крекинга и (или) гидрокрекинга.
На установке АВТ получают остатки: остаток атмосферной перегонки – мазут (tнк
550°С). Мазут поступает на вакуумный блок для производства масляных дистиллятов.
Мазут и гудрон применяются в качестве компонентов котельных топлив и сырья для установок висбрекинга и коксования. Кроме того, гудрон используется в качестве сырья для процесса деасфальтизации и производства битумов, т. к. Девонская нефть отвечает требованиям:
Где А, С, П – содержание асфальтенов, смол и парафинов в нефти соответственно [4].
Остатки Девонской нефти из-за повышенной вязкости (ВУ > 16) могут быть применены в качестве компонентов котельных топлив только после их переработки на установке висбрекинга.
3 Выбор и обоснование технологической схемы установки первичной переработки нефти (АВТ)
В блоке ЭЛОУ для получения обессоленной нефти с содержанием хлористых солей £1 мг/л при степени обессоливания в каждой ступени 95% устанавливается две ступени обессоливания [13]. Это позволяет довести содержание хлористых солей после первой ступени до 5,95 мг/л, т. к.
Где 119 – содержание хлористых солей в сырой нефти, мг/л (см. таблицу 2.1).
Концентрация хлористых солей в воде, находящейся в обессоленной нефти:
Для понижении концентрации хлористых солей в воде подают промывную воду.
Для девонской нефти с учетом вышеуказанных концентраций солей в воде это уравнение имеет вид:
Откуда В=16,85 л/м 3 нефти или 1,685 % об. на нефть. Обычно промывную воду подают с избытком 50-200%. В данном случае принимается расход промывной воды 2,0% на нефть.
Для уменьшения неутилизируемых отходов (соленые стоки) свежая промывная вода подается только во вторую ступень обессоливания, а дренажная вода из электродегидраторов второй ступени поступает в электродегидраторы первой ступени через прием сырьевого насоса (3% об.), т. е. применяется циркуляция воды.
Дренажные воды из электродегидраторов сбрасываются в специальную емкость для отстоя, а после отстоя – в канализацию соленых вод и далее на очистные сооружения. Деэмульгатор неионогенного типа подается в количестве 8 г/т нефти в виде 2% водного раствора (400 г/т) на прием сырьевого насоса из специальной емкости. В связи с этим в технологической схеме установки АВТ предусматриваются дополнительные емкости и насосы.
В настоящее время наиболее распространены три вида оформления атмосферного блока:
Схему 1 применять нецелесообразно. Она рассчитана на переработку стабилизированных нефтей с содержанием бензиновых фракций до 10%(масс.), а в нашем случае – 13,5%(масс.). Переработка нефтей с высоким содержанием растворенного газа и низкокипящих фракций по этой схеме затруднительна, так как повышается давление на питательном насосе до печи, наблюдается нестабильность температурного режима и давления в основной колонне из-за колебаний состава сырья, невозможность конденсации легких бензиновых фракций, насыщенных газообразными компонентами, при низком давлении в воздушных конденсаторах. Повышение же давления в колонне уменьшает четкость фракционирования.
В схеме 2 одновременная ректификация в одной колонне легких и тяжелых фракций снижает температуру печи, но при высоком содержании бензиновых фракций и растворенных газов атмосферная колонна чрезмерно перегружается по парам, что заставляет увеличивать ее диаметр. Все коррозионно-активные вещества попадают вместе с парами из испарителя в колонну, т. е. испаритель не защищает атмосферную колонну от коррозии.
Схема 3 (рис. 3.1.) самая распространенная в отечественной практике. Она наиболее гибка и работоспособна при значительном изменении содержания бензиновых фракций и растворенных газов. Коррозионно-агрессивные вещества удаляются через верх первой колонны, таким образом, основная колонна защищена от коррозии. Благодаря предварительному удалению бензиновых фракций в змеевиках печи и теплообменниках не создается высокого давления, что позволяет устанавливать более дешевое оборудование без усиления его прочности. Но при работе по этой схеме следует нагревать нефть в печи до более высокой температуры, чем при однократном испарении, вследствие раздельного испарения легких и тяжелых фракций. Кроме того, установка оборудована дополнительной аппаратурой.
В отбензинивающей колонне К-1 дистиллятом будут являться растворенные газы С2-С4 и фракция нк-140 0 С – нестабильный бензин, который направляем на блок стабилизации в колонну К-3 для извлечения из нестабильного бензина растворенных газов. Это позволяет полностью удалить газы из жидкой фазы уже на входе в колонну К-2 вследствие чего колонна работает при более низком давлении температуре. Уменьшается металлоемкость и стоимость оборудования, затраты на нагрев сырья. Кроме того, в колонне К-1 наряду с газами С2- С4 удаляются солёная вода и коррозионно-активные газы, что благоприятно влияет на сохранность последующего ректификационного и теплообменного оборудования.
В колоннах К-1 и К-2 устанавлаваем клапанные тарелки, которые эффективно работают в широком интервале нагрузок.
В основной атмосферной колонне К-2 дистиллятом будет являться фракция нк-140 о С; фракции 140-180 0 С, 180-230°С и 230-360°С выводятся боковыми продуктами в жидком виде, снизу колонны выводится мазут (>360°С). Фракцию нк-140 о С объединяем с продуктом колонны К-1 и направляем на блок стабилизации. Фракцию 180-230°С можем использовать после гидроочистки как компонент зимнего ДТ или в смеси с фракцией 230-360°С как летнее дизельное топливо – в этом случае фракции объединяем после блока теплообменников. Для четкости разделения фракций применяем стриппинги.
Данная схема, в случае необходимости, позволяет получать керосиновую фракцию (140-180 0 С+180-230°С), что положительно сказывается на возможном ассортименте нефтепродуктов.
В низ колонны подается водяной пар в количестве 1% на отбензиненную нефть. Для отвода тепла в основной атмосферной колонне К-2 применяем три циркуляционных (верхнее, среднее и нижнее) орошения, теплоту которых используем для подогрева сырой нефти.
Стабилизации подвергаем бензин из К-1 и фракцию нк-140 о С сверху К-2. Согласно рекомендациям [18] блок стабилизации оснащается стабилизатором и несколькими простыми ректификационными колонами числом на единицу меньшим, чем количество выводимых фракций. В нашем случае – одна колонна четкой ректификации, что соответствует заданию. В колонне К-3 производим разделение нестабильного бензина на газ и бензин. Температура в низу стабилизационной колонны поддерживается за счет циркуляции через испаритель нижнего продукта, что позволяет отказаться от печи и снизить расход топлива и выбросы дымовых газов. Стабильный бензин из куба колонны стабилизации отправляется в колонну чёткой ректификации К-4 с целью получения сырья процессов изомеризации (нк-70 о С) и каталитического риформинга (70-140 о С).
Из-за отсутствия в нефти растворенного метана и малого количества этана получить сухой газ практически невозможно. Поэтому в емкости орошения получаем сухой газ с содержанием пропана до 7 %, который подаем в качестве топлива в технологические печи установки и рефлюкс.
На практике существует два основных варианта получения широкой масляной фракции.
За основу принимаем второй вариант, так как насадка является более эффективным контактным устройством и обладает малым гидравлическим сопротивлением. Из-за того, что получать базовые масла из вакуумных дистиллятов нецелесообразно, из колонны выводим два боковых погона и вакуумный газойль. Затемненный продукт используем для подогрева низа колонны в качестве «горячей струи». Теплоту вакуумных дистиллятов используем для подогрева сырой нефти.
Для получения остаточного давления в колонне 4-6 кПа, применяем вакуумсоздающую систему, которая состоит из трёх ступеней паровых эжекторов и поверхностных конденсаторов [18] (одна ступень обеспечивает остаточное давление около 13кПа, две – 7-8кПа).
Над вводом сырья и вводом верхнего циркуляционного орошения устанавливаем отбойные тарелки для предотвращения уноса капель жидкости.
Схема теплообмена на установке должна обеспечивать подогрев нефти до температуры не менее 245 ºС. Основой расчета схемы теплообмена является температура теплоносителей и их расход. В таблице 3.1 представлена характеристика теплоносителей, которые получаются на АВТ. Температура теплоносителей принята на основе литературных и практических данных по установкам АВТ на ОАО «Нафтан» и МНПЗ. Расходы – на основании материального баланса (п. 5)
Http://www. vevivi. ru/best/Ustanovka-pervichnoi-pererabotki-nefti-ref147725.html
Основные технологические процессы переработки нефти и получения нефтепродуктов протекают в аппаратах с использованием физических и химических методов воздействия на исходное сырье и полуфабрикаты. Благодаря высокому уровню автоматизации на рабочего возлагаются функции активного наблюдения и контроля за работой технологического оборудования. [1]
Основные технологические процессы переработки нефти состоят из следующих операций: 1) обезвоживания и обессолив а-ния нефти; 2) атмосферной и вакуумной переработки; 3) деструктивной переработки ( крекинг, ароматизация, гидрогенизация, изомеризация и др.); 4) очистки светлых продуктов; 5) получения и очистки масел. [2]
Основные технологические процессы переработки нефти состоят из следующих операций: 1) обезвоживания и обессолива-ния нефти; 2) атмосферной и вакуумной переработки; 3) деструктивной переработки ( крекинг, ароматизация, гидрогенизация, изомеризация и др.); 4) очистки светлых продуктов; 5) получения и очистки масел. [3]
Для проведения основных технологических процессов переработки нефти ( атмосферно-вакуумной перегонки, термического и каталитического крекинга, каталитического риформинга, гидроочистки и др.) необходимо подводить теплоту извне. В большинстве случаев подвод теплоты осуществляется с помощью трубчатых печей. На современном НПЗ имеются десятки трубчатых печей различных конструкций и назначения. [4]
Ниже приводится краткая характеристика основных технологических процессов переработки нефти. [5]
Производство топлив включает следующий комплекс основных технологических процессов переработки нефти и нефтепродуктов. [6]
В этой главе рассмотрены характеристики основных технологических процессов переработки нефти, осуществляемых на российских НПЗ. Для большинства процессов приводятся данные о назначении, сырье и продукции, технологическая схема, показатели режима, материальный баланс и расходные показатели. Следует учитывать, что здесь помещены сведения о наиболее типичных современных установках. В реальных условиях отдельных предприятий расход энергоресурсов, реагентов, катализаторов, а также показатели технологического режима могут отличаться от приведен-ных в справочнике. [7]
Во втором разделе помещены данные о характерных аппаратах и оборудовании основных технологических процессов переработки нефти. [8]
В четвертом томе каталога-справочника приведены данные по оборудованию и аппаратуре для основных технологических процессов переработки нефти, а также по оборудованию вспомогательного хозяйства нефтеперерабатывающих заводов. [9]
Справочник содержит необходимые сведения по характеристике нефтей и товарных нефтепродуктов, данные об основных технологических процессах переработки нефти и о серийно выпускаемом оборудовании. Приводятся характеристики углеводородов и нефтевых фракций. [10]
На рис. 136 представлена принципиальная технологическая схема нефтехимической переработки. В левой части схемы условно показаны основные технологические процессы переработки нефти на нефтеперерабатывающем заводе: получение основных дистиллятов на атмосферной и вакуумной установках и крекинг-продуктов на установках термического и каталитического крекинга, а также очистка и облагораживание нефтепродуктов на установках по гидроочистке, селективной очистке, риформингу в депарафини-зации. [11]
Сырая нефть добывается во многих регионах мира. Наиболее крупными производителями считаются Саудовская Аравия, СНГ и Венесуэла. Заметное место на нефтяном рынке занимают также такие страны, как Соединенное Королевство, Мексика и Иран. Сырая нефть применяется для производства хорошо известных нефтепродуктов. Основным технологическим процессом переработки нефти является перегонка, в котором нефть нагревается до температуры возгонки летучих составляющих с их последующей конденсацией при охлаждении. [12]
Http://www. ngpedia. ru/id345469p1.html
1.Характеристика нефти по ГОСТ Р 51858-2002 и выбор варианта её переработки
2.Характеристика получаемых фракций нефти и их возможное применения
4.Расчет количества и состава паровой и жидкой фаз в емкостии орошения отбензинивающей колонны (ЭВМ)
5.Расчет материального баланса ректификационных колонн и установки в целом
9.Расчет коэффициента теплопередачи в теплообменнике «нефть-ДТ» (ЭВМ)
Выпуск разнообразной продукции на нефтепереработки зависит во многом от качества сырья – нефти. Но немалую роль в качестве получаемых продукᴛᴏʙ играет как выбор технологических процессов переработки, так и качество проведения каждого процесса.
Из сырой нефти непосредственно одним процессом нельзя получить ни один ᴛᴏʙарный нефтепродукт (за исключением газов), все они получаются последовательной обработкой на нескольких установках. Первой в этой цепочке всегда стоит установка ЭЛОУ-АВТ, поэтому от качества работы этой секции будет зависеть работа всех остальных звеньев технологической цепочки [1].
Установки первичной переработки нефти составляют основу всех НПЗ. На них вырабатываются практически все компоненты моторных топлив, смазочных масел, сырья для вторичных процессов и для нефтехимических производств. От работы АВТ зависят выход и качество компоненᴛᴏʙ топлив и смазочных масел и технико-экономический показатель последующих процессов переработки нефтяного сырья. Проблемам повышения эффективности работы и интенсификации установок АВТ всегда уделялось и уделяется серьезное внимание.
Важнейшими из всего многообразия проблем, стоящих перед современной нефтепереработкой нужно считать следующие:
– снижение энергоемкости производств за счет внедрения новейших достижений в области тепло – и массообмена, разработки более совершенных и интенсивных технологий глубокой безотходной и экологически безвредной переработки нефти и др.
– контактных устройств ректификационных колонн, от эффективности работы которых зависят материальные, энергетические и трудовые затраты, качество нефтепродукᴛᴏʙ и глубина переработки нефти и т. д.;
– конденсационно-вакуумсоздающих систем (КВС) промышленных вакуумных колонн;
2. Совершенствование технологических схем. При выборе технологической схемы и режима установки необходимо руководствоваться потенциальным содержанием фракций.
3. Совершенствование схем и технологии вакуумной и глубоковакуумной перегонки мазута, то есть
– уменьшение уноса жидкости в концентрационную секцию колонны (установка отбойников из сетки и организация вывода затемненного тяжелого газойля);
– подбор эффективных контактирующих устройств для углубления вакуума.
Преимущества насадочных контактных устройств перед тарельчатыми заключается, прежде всего, в исключительно малом перепаде давления на одну ступень разделения. Среди них более предпочтительными являются регулярные насадки, учитывая, что они имеют регулярную структуру (заданную), и их гидравлические и массообменные характеристики более стабильны по сравнению с насыпными [2]. Стоит отметить, что одним из подобных насадочных устройств является регулярная насадка «Кох-Глитч». Применение этой насадки в вакуумных колоннах позволило уменьшить наложение фракций, а кроме того снизить расход водяного пара в куб колоны.
Коррозия оборудования – еще одна не менее важная проблема. Наличие в поступающей на переработку нефти хлоридов (как неорганических, так и органических) и соединений серы приводит вследствие их гидролиза и крекинга при прямой перегонки нефти к коррозии оборудования, главным образом конденсаторов и холодильников [1]. Имеющиеся ингибиторы коррозии не универсальны, поскольку у них есть ряд недостатков (неприятный запах, являются высокотоксичными соединениями и достаточно дорогими продуктами). Но при этом в настоящее время разработан новый ингибитор коррозии – водный раствор полигексаметиленгуанидингидрата (ПГМГ Ÿ Н2О). Данный ингибитор не имеет вышеперечисленных недостатков [3].
Одним из направлений совершенствования установок АВТ является улучшение отбора фракций от их ᴨᴏᴛенциального содержания. С мазутом уходит до 5% дизельных фракций, а с гудроном – до 10% масляных фракций.
В практики фракционирования остатков атмосферной перегонки, наметилась тенденция к использованию вместо традиционных пароэжекторных вакуумных систем (ПЭВС) гидроциркуляционных (ГЦВС). Последние более ᴄᴫᴏжные, но уᴄᴫᴏжнение вакуум создающей системы и увеличение в связи с этим капитальных затрат оправдано явным преимуществом её эксплуатации.
В качестве рабочего тела в ГЦВЦ используется ДТ, получаемое на самой установке. Отказ от использования ПЭВС, а, следовательно, от использования в качестве рабочего тела водяного пара приводит к снижению на экологическую систему, за счёт сокращения сброса химически загрязненных вод.
Углубление вакуума, обеспечиваемое применением ГЦВЦ, предоставляет возможность снизить температуру ᴨᴏᴛока питания вакуумной колонны при сохᴘẚʜᴇнии и даже увеличении доли отгона, т. е. уменьшить термическое разложение сырья в трубчатых печах [2].
Изложенный материал предоставляет возможность сделать вывод: установки АВТ еще далеки от универсальности. Но при этом их совершенствование приведет к решению не только перечисленных проблем, но и сыграет большую роль в защите окружающей среды.
1 Характеристика нефти по ГОСТ Р 51858-2002 и выбор варианта её переработки
Выбор технологической схемы первичной и последующей переработки нефти в большой степени зависит от её качества. Данные о Девонской нефти взяты в справочной литературе [4]. Показатели качества нефти представлены в таблицах 1.1 и 1.2.
Показатели качества Девонской нефти, приведенные в таблицах 1.1 и 1.2, позволяют сказать, что базовых масел с ИВ³90 и температурой застывания £-15°С в нефти нет.
Таким образом производство базовых масел, т. е. получение узких масляных фракций на установке АВТ является не целесообразным.
Девонская нефть с массовой долей серы 2,82 % (класс 3, высокосерʜᴎϲтая), плотностью при 20 о С 889,5 (тип 3, тяжелая), концентрации хлористых солей 119 мг/дм 3 , массовой долей воды 0,67 % (группа 3), массовой долей сероводорода 24 ррm (вид 2) обозначается «3.3.3.2. ГОСТ Р 51858-2002». Данная нефть соответствует «ГОСТ Р 51858-2002.Нефть. Общие технические условия.» только для внутреннего использования (плотность не соответствует требованиям экспортного варианта – тип 3).
Характеристики всех фракций нефти составлена по данным справочника [4] и приводятся в виде таблиц.
Девонской нефть содержит в основном тяжёлые газы, т. е. пропан и бутаны. По этой причине смесь этих газов можно получать в жидком состоянии в ёмкости орошения стабилизационной колонны в виде рефлюкса и использовать его как ᴛᴏʙарный сжиженный газ, т. к. содержание этана в нём будет <5 %).
В таблице 2.2 представлены характеристики всех бензиновых фракций, которые получают на современных установках АВТ
В таблице 2.3 представлена характеристика дизельных фракций, которые можно вырабатывать на установке АВТ из любой нефти и, в частности, из Девонской. Но при этом получение на АВТ той или иной дизельной фракции должно быть обоснованным.
Из Девонской нефти получаем дизельные фракции 180-230°С и 230-360°С. Фракция 180-360°С отвечает требованиям стандарта на летнее дизельное топливо. Фракцию 180-230°С можем использовать как компонент зимнего ДТ. Важно понимать – для всех продукᴛᴏʙ требуется гидроочистка для понижения содержания серы [4].
2.4 Характеристика вакуумных (масляных) дистилляᴛᴏʙ Девонской нефти и их применение
Таблица 2.4 – Характеристика вакуумных дистилляᴛᴏʙ Девонской нефти
Данные табл. 2.4 показывают нецелесообразность получения узких масляных фракций из Девонской нефти, т. к. получение базовых масел с ИВ≥90 невозможно из-за их отсутствия. По этой причине после выхода из вакуумной колонны и блока теплообменников потоки объединяем и направляем широкую масляную фракцию (ШМФ) на установки каталитического крекинга и (или) гидрокрекинга.
На установке АВТ получают остатки: остаток атмосферной перегонки – мазут (tнк
550°С). Мазут поступает на вакуумный блок для производства масляных дистилляᴛᴏʙ.
Мазут и гудрон применяются в качестве компоненᴛᴏʙ котельных топлив и сырья для установок висбрекинга и коксования. Кроме того, гудрон используется в качестве сырья для процесса деасфальтизации и производства битумов, т. к. Девонская нефть отвечает требованиям:
Где А, С, П – содержание асфальтенов, смол и парафинов в нефти соответственно [4].
Остатки Девонской нефти из-за повышенной вязкости (ВУ > 16) могут быть применены в качестве компоненᴛᴏʙ котельных топлив только после их переработки на установке висбрекинга.
3 Выбор и обоснование технологической схемы установки первичной переработки нефти (АВТ)
В блоке ЭЛОУ для получения обессоленной нефти с содержанием хлористых солей £1 мг/л при степени обессоливания в каждой ступени 95% устанавливается две ступени обессоливания [13]. Это предоставляет возможность довести содержание хлористых солей после первой ступени до 5,95 мг/л, т. к.
Где 119 – содержание хлористых солей в сырой нефти, мг/л (см. таблицу 2.1).
Концентрация хлористых солей в воде, находящейся в обессоленной нефти:
Для понижении концентрации хлористых солей в воде подают промывную воду.
Для девонской нефти с учетом вышеуказанных концентраций солей в воде это уравнение имеет вид:
Откуда В=16,85 л/м 3 нефти или 1,685 % об. на нефть. Стоит отменить, что традиционно промывную воду подают с избытком 50-200%
Для уменьшения неутилизируемых отходов (соленые стоки) свежая промывная вода подается только во вторую ступень обессоливания, а дренажная вода из электродегидраторов второй ступени поступает в электродегидраторы первой ступени через прием сырьевого насоса (3% об.), т. е. применяется циркуляция воды.
Дренажные воды из электродегидраторов сбрасываются в специальную емкость для отстоя, а после отстоя – в канализацию соленых вод и далее на очистные сооружения. Деэмульгатор неионогенного типа подается в количестве 8 г/т нефти в виде 2% водного раствора (400 г/т) на прием сырьевого насоса из специальной емкости
В настоящее время наиболее распростᴘẚʜᴇны три вида оформления атмосферного блока:
Схему 1 применять нецелесообразно. Она рассчитана на переработку стабилизированных нефтей с содержанием бензиновых фракций до 10%(масс.), а в нашем случае – 13,5%(масс.). Переработка нефтей с высоким содержанием растворенного газа и низкокипящих фракций по этой схеме затруднительна, учитывая, что повышается давление на питательном насосе до печи, наблюдается нестабильность температурного режима и давления в основной колонне из-за колебаний состава сырья, невозможность конденсации легких бензиновых фракций, насыщенных газообразными компонентами, при низком давлении в воздушных конденсаторах. Повышение же давления в колонне уменьшает четкость фракционирования.
В схеме 2 одновременная ректификация в одной колонне легких и тяжелых фракций снижает температуру печи, но при высоком содержании бензиновых фракций и растворенных газов атмосферная колонна чрезмерно перегружается по парам, что заставляет увеличивать её диаметр. Все коррозионно-активные вещества попадают вместе с парами из испарителя в колонну, т. е. испаритель не защищает атмосферную колонну от коррозии.
Схема 3 (рис. 3.1.) самая распростᴘẚʜᴇнная в отечественной практике. Она наиболее гибка и работоспособна при значительном изменении содержания бензиновых фракций и растворенных газов. Коррозионно-агрессивные вещества удаляются через верх первой колонны, таким образом, основная колонна защищена от коррозии. Благодаря предварительному удалению бензиновых фракций в змеевиках печи и теплообменниках не создается высокого давления, что предоставляет возможность устанавливать более дешевое оборудование без усиления его прочности. Но при работе по этой схеме следует нагревать нефть в печи до более высокой температуры, чем при однократном испарении, вследствие раздельного испарения легких и тяжелых фракций. Кроме того, установка оборудована дополнительной аппаратурой.
В отбензинивающей колонне К-1 дистиллятом будут являться растворенные газы С2-С4 и фракция нк-140 0 С – нестабильный бензин, который направляем на блок стабилизации в колонну К-3 для извлечения из нестабильного бензина растворенных газов. Это предоставляет возможность полностью удалить газы из жидкой фазы уже на входе в колонну К-2 вследствие чего колонна работает при более низком давлении температуре. Текст с сайта Биг Реферат РУ Уменьшается металлоемкость и стоимость оборудования, затраты на нагрев сырья. Кроме того, в колонне К-1 наряду с газами С2- С4 удаляются солёная вода и коррозионно-активные газы, что благоприятно влияет на сохранность последующего ректификационного и теплообменного оборудования.
В колоннах К-1 и К-2 устанавлаваем клапанные тарелки, которые эффективно работают в широком интервале нагрузок.
В основной атмосферной колонне К-2 дистиллятом будет являться фракция нк-140 о С; фракции 140-180 0 С, 180-230°С и 230-360°С выводятся боковыми продуктами в жидком виде, снизу колонны выводится мазут (>360°С). Фракцию нк-140 о С объединяем с продуктом колонны К-1 и направляем на блок стабилизации. Фракцию 180-230°С можем использовать после гидроочистки как компонент зимнего ДТ или в смеси с фракцией 230-360°С как летнее дизельное топливо – в данной ситуации фракции объединяем после блока теплообменников. Важно понимать – для четкости разделения фракций применяем стриппинги.
Данная схема, в случае необходимости, предоставляет возможность получать керосиновую фракцию (140-180 0 С+180-230°С), что положительно сказывается на возможном ассортименте нефтепродукᴛᴏʙ.
В низ колонны подается водяной пар в количестве 1% на отбензиненную нефть. Важно понимать – для отвода тепла в основной атмосферной колонне К-2 применяем три циркуляционных (верхнее, среднее и нижнее) орошения, теплоту которых используем для подогрева сырой нефти.
Стабилизации подвергаем бензин из К-1 и фракцию нк-140 о С сверху К-2. Согласно рекомендациям [18] блок стабилизации оснащается стабилизатором и несколькими простыми ректификационными колонами числом на единицу меньшим, чем количество выводимых фракций
Из-за отсутствия в нефти растворенного метана и малого количества этана получить сухой газ практически невозможно. По этой причине в емкости орошения получаем сухой газ с содержанием пропана до 7 %, который подаем в качестве топлива в технологические печи установки и рефлюкс.
На практике существует два основных варианта получения широкой масляной фракции.
За основу принимаем второй вариант, учитывая, что насадка является более эффективным контактным устройством и обладает малым гидравлическим сопротивлением. Из-за того, что получать базовые масла из вакуумных дистилляᴛᴏʙ нецелесообразно, из колонны выводим два боковых погона и вакуумный газойль. Затемненный продукт используем для подогрева низа колонны в качестве «горячей струи». Теплоту вакуумных дистилляᴛᴏʙ используем для подогрева сырой нефти.
Для получения остаточного давления в колонне 4-6 кПа, применяем вакуумсоздающую систему, которая состоит из трёх ступеней паровых эжекторов и поверхностных конденсаторов [18] (одна ступень обеспечивает остаточное давление около 13кПа, две – 7-8кПа).
Над вводом сырья и вводом верхнего циркуляционного орошения устанавливаем отбойные тарелки для предотвращения уноса капель жидкости.
Схема теплообмена на установке должна обеспечивать подогрев нефти до температуры не менее 245 ºС. Основой расчета схемы теплообмена является температура теплоносителей и их расход
Http://bigreferat. ru/141825/1/%D0%A3%D1%81%D1%82%D0%B0%D0%BD%D0%BE%D0%B2%D0%BA%D0%B0_%D0%BF%D0%B5%D1%80%D0%B2%D0%B8%D1%87%D0%BD%D0%BE%D0%B9_%D0%BF%D0%B5%D1%80%D0%B5%D1%80%D0%B0%D0%B1%D0%BE%D1%82%D0%BA%D0%B8_%D0%BD%D0%B5%D1%84%D1%82%D0%B8.html
1.Характеристика нефти по ГОСТ Р 51858-2002 и выбор варианта ее переработки
2.Характеристика получаемых фракций нефти и их возможное применения
4.Расчет количества и состава паровой и жидкой фаз в емкостии орошения отбензинивающей колонны (ЭВМ)
5.Расчет материального баланса ректификационных колонн и установки в целом
9.Расчет коэффициента теплопередачи в теплообменнике «нефть-ДТ» (ЭВМ)
Выпуск разнообразной продукции на нефтепереработки зависит во многом от качества сырья – нефти. Но немалую роль в качестве получаемых продуктов играет как выбор технологических процессов переработки, так и качество проведения каждого процесса.
Из сырой нефти непосредственно одним процессом нельзя получить ни один товарный нефтепродукт (за исключением газов), все они получаются последовательной обработкой на нескольких установках. Первой в этой цепочке всегда стоит установка ЭЛОУ-АВТ, поэтому от качества работы этой секции будет зависеть работа всех остальных звеньев технологической цепочки [1].
Установки первичной переработки нефти составляют основу всех НПЗ. На них вырабатываются практически все компоненты моторных топлив, смазочных масел, сырья для вторичных процессов и для нефтехимических производств. От работы АВТ зависят выход и качество компонентов топлив и смазочных масел и технико-экономический показатель последующих процессов переработки нефтяного сырья. Проблемам повышения эффективности работы и интенсификации установок АВТ всегда уделялось и уделяется серьезное внимание.
Важнейшими из всего многообразия проблем, стоящих перед современной нефтепереработкой нужно считать следующие:
– снижение энергоемкости производств за счет внедрения новейших достижений в области тепло – и массообмена, разработки более совершенных и интенсивных технологий глубокой безотходной и экологически безвредной переработки нефти и др.
– контактных устройств ректификационных колонн, от эффективности работы которых зависят материальные, энергетические и трудовые затраты, качество нефтепродуктов и глубина переработки нефти и т. д.;
– конденсационно-вакуумсоздающих систем (КВС) промышленных вакуумных колонн;
2. Совершенствование технологических схем. При выборе технологической схемы и режима установки необходимо руководствоваться потенциальным содержанием фракций.
3. Совершенствование схем и технологии вакуумной и глубоковакуумной перегонки мазута, то есть
– уменьшение уноса жидкости в концентрационную секцию колонны (установка отбойников из сетки и организация вывода затемненного тяжелого газойля);
– подбор эффективных контактирующих устройств для углубления вакуума.
Преимущества насадочных контактных устройств перед тарельчатыми заключается, прежде всего, в исключительно малом перепаде давления на одну ступень разделения. Среди них более предпочтительными являются регулярные насадки, так как они имеют регулярную структуру (заданную), и их гидравлические и массообменные характеристики более стабильны по сравнению с насыпными [2]. Одним из подобных насадочных устройств является регулярная насадка «Кох-Глитч». Применение этой насадки в вакуумных колоннах позволило уменьшить наложение фракций, а также снизить расход водяного пара в куб колоны.
Коррозия оборудования – еще одна не менее важная проблема. Наличие в поступающей на переработку нефти хлоридов (как неорганических, так и органических) и соединений серы приводит вследствие их гидролиза и крекинга при прямой перегонки нефти к коррозии оборудования, главным образом конденсаторов и холодильников [1]. Имеющиеся ингибиторы коррозии не универсальны, поскольку у них есть ряд недостатков (неприятный запах, являются высокотоксичными соединениями и достаточно дорогими продуктами). Однако в настоящее время разработан новый ингибитор коррозии – водный раствор полигексаметиленгуанидингидрата (ПГМГ Ÿ Н2О). Этот ингибитор не имеет вышеперечисленных недостатков [3].
Одним из направлений совершенствования установок АВТ является улучшение отбора фракций от их потенциального содержания. С мазутом уходит до 5% дизельных фракций, а с гудроном – до 10% масляных фракций.
В практики фракционирования остатков атмосферной перегонки, наметилась тенденция к использованию вместо традиционных пароэжекторных вакуумных систем (ПЭВС) гидроциркуляционных (ГЦВС). Последние более сложные, но усложнение вакуум создающей системы и увеличение в связи с этим капитальных затрат оправдано явным преимуществом её эксплуатации.
В качестве рабочего тела в ГЦВЦ используется ДТ, получаемое на самой установке. Отказ от использования ПЭВС, а, следовательно, от использования в качестве рабочего тела водяного пара приводит к снижению на экологическую систему, за счёт сокращения сброса химически загрязненных вод.
Углубление вакуума, обеспечиваемое применением ГЦВЦ, даёт возможность снизить температуру потока питания вакуумной колонны при сохранении и даже увеличении доли отгона, т. е. уменьшить термическое разложение сырья в трубчатых печах [2].
Изложенный материал позволяет сделать вывод: установки АВТ еще далеки от универсальности. Однако их совершенствование приведет к решению не только перечисленных проблем, но и сыграет большую роль в защите окружающей среды.
1 Характеристика нефти по ГОСТ Р 51858-2002 и выбор варианта ее переработки
Выбор технологической схемы первичной и последующей переработки нефти в большой степени зависит от е качества. Данные о Девонской нефти взяты в справочной литературе [4]. Показатели качества нефти представлены в таблицах 1.1 и 1.2.
Показатели качества Девонской нефти, приведенные в таблицах 1.1 и 1.2, позволяют сказать, что базовых масел с ИВ³90 и температурой застывания £-15°С в нефти нет.
Таким образом производство базовых масел, т. е. получение узких масляных фракций на установке АВТ является не целесообразным.
Девонская нефть с массовой долей серы 2,82 % (класс 3, высокосернистая), плотностью при 20оС 889,5 (тип 3, тяжелая), концентрации хлористых солей 119 мг/дм3, массовой долей воды 0,67 % (группа 3), массовой долей сероводорода 24 ррm (вид 2) обозначается «3.3.3.2. ГОСТ Р 51858-2002». Данная нефть соответствует «ГОСТ Р 51858-2002.Нефть. Общие технические условия.» только для внутреннего использования (плотность не соответствует требованиям экспортного варианта – тип 3).
Характеристики всех фракций нефти составлена по данным справочника [4] и приводятся в виде таблиц.
Девонской нефть содержит в основном тяжёлые газы, т. е. пропан и бутаны. Поэтому смесь этих газов можно получать в жидком состоянии в ёмкости орошения стабилизационной колонны в виде рефлюкса и использовать его как товарный сжиженный газ, т. к. содержание этана в нём будет <5 %).
В таблице 2.2 представлены характеристики всех бензиновых фракций, которые получают на современных установках АВТ. В настоящее время при первичной перегонке нефти не выделяют узкие бензиновые фракции, служившие ранее сырьем для производства индивидуальных ароматических углеводородов в процессе каталитического риформинга. На современных установках каталитического риформинга применяются высокоактивные катализаторы при пониженном давлении в реакторах, что обеспечивает высокий выход ароматики (55-65 % на катализат) при работе на сырье широкого фракционного состава, выкипающем в пределах 70-180°С. На установке АВТ в основном получают бензиновые фракции 70-120°С (при выработке реактивного топлива) или 70-180°С (если реактивное топливо не вырабатывают), которые направляют на риформинг для повышения их октанового числа. Фракцию нк-70°С целесообразно использовать для процесса изомеризации и далее как компонент бензина. Фракцию 70-140°С для получения ароматики на установке каталитического риформинга или в смеси с фракцией 140-180°С, для производства высокооктанового компонента автомобильных бензинов. Для всех фракций необходима предварительная гидроочистка.
В таблице 2.3 представлена характеристика дизельных фракций, которые можно вырабатывать на установке АВТ из любой нефти и, в частности, из Девонской. Однако получение на АВТ той или иной дизельной фракции должно быть обоснованным.
Из Девонской нефти получаем дизельные фракции 180-230°С и 230-360°С. Фракция 180-360°С отвечает требованиям стандарта на летнее дизельное топливо. Фракцию 180-230°С можем использовать как компонент зимнего ДТ. Для всех продуктов требуется гидроочистка для понижения содержания серы [4].
2.4 Характеристика вакуумных (масляных) дистиллятов Девонской нефти и их применение
Таблица 2.4 Характеристика вакуумных дистиллятов Девонской нефти
Данные табл. 2.4 показывают нецелесообразность получения узких масляных фракций из Девонской нефти, т. к. получение базовых масел с ИВ≥90 невозможно из-за их отсутствия. Поэтому после выхода из вакуумной колонны и блока теплообменников потоки объединяем и направляем широкую масляную фракцию (ШМФ) на установки каталитического крекинга и (или) гидрокрекинга.
На установке АВТ получают остатки: остаток атмосферной перегонки – мазут (tнк
550°С). Мазут поступает на вакуумный блок для производства масляных дистиллятов.
Мазут и гудрон применяются в качестве компонентов котельных топлив и сырья для установок висбрекинга и коксования. Кроме того, гудрон используется в качестве сырья для процесса деасфальтизации и производства битумов, т. к. Девонская нефть отвечает требованиям:
Где А, С, П – содержание асфальтенов, смол и парафинов в нефти соответственно [4].
Остатки Девонской нефти из-за повышенной вязкости (ВУ > 16) могут быть применены в качестве компонентов котельных топлив только после их переработки на установке висбрекинга.
3 Выбор и обоснование технологической схемы установки первичной переработки нефти (АВТ)
В блоке ЭЛОУ для получения обессоленной нефти с содержанием хлористых солей £1 мг/л при степени обессоливания в каждой ступени 95% устанавливается две ступени обессоливания [13]. Это позволяет довести содержание хлористых солей после первой ступени до 5,95 мг/л, т. к.
Где 119 – содержание хлористых солей в сырой нефти, мг/л (см. таблицу 2.1).
Концентрация хлористых солей в воде, находящейся в обессоленной нефти:
Для понижении концентрации хлористых солей в воде подают промывную воду.
Для девонской нефти с учетом вышеуказанных концентраций солей в воде это уравнение имеет вид:
Откуда В=16,85 л/м3 нефти или 1,685 % об. на нефть. Обычно промывную воду подают с избытком 50-200%. В данном случае принимается расход промывной воды 2,0% на нефть.
Для уменьшения неутилизируемых отходов (соленые стоки) свежая промывная вода подается только во вторую ступень обессоливания, а дренажная вода из электродегидраторов второй ступени поступает в электродегидраторы первой ступени через прием сырьевого насоса (3% об.), т. е. применяется циркуляция воды.
Дренажные воды из электродегидраторов сбрасываются в специальную емкость для отстоя, а после отстоя – в канализацию соленых вод и далее на очистные сооружения. Деэмульгатор неионогенного типа подается в количестве 8 г/т нефти в виде 2% водного раствора (400 г/т) на прием сырьевого насоса из специальной емкости. В связи с этим в технологической схеме установки АВТ предусматриваются дополнительные емкости и насосы.
В настоящее время наиболее распространены три вида оформления атмосферного блока:
Схему 1 применять нецелесообразно. Она рассчитана на переработку стабилизированных нефтей с содержанием бензиновых фракций до 10%(масс.), а в нашем случае 13,5%(масс.). Переработка нефтей с высоким содержанием растворенного газа и низкокипящих фракций по этой схеме затруднительна, так как повышается давление на питательном насосе до печи, наблюдается нестабильность температурного режима и давления в основной колонне из-за колебаний состава сырья, невозможность конденсации легких бензиновых фракций, насыщенных газообразными компонентами, при низком давлении в воздушных конденсаторах. Повышение же давления в колонне уменьшает четкость фракционирования.
В схеме 2 одновременная ректификация в одной колонне легких и тяжелых фракций снижает температуру печи, но при высоком содержании бензиновых фракций и растворенных газов атмосферная колонна чрезмерно перегружается по парам, что заставляет увеличивать ее диаметр. Все коррозионно-активные вещества попадают вместе с парами из испарителя в колонну, т. е. испаритель не защищает атмосферную колонну от коррозии.
Схема 3 (рис. 3.1.) самая распространенная в отечественной практике. Она наиболее гибка и работоспособна при значительном изменении содержания бензиновых фракций и растворенных газов. Коррозионно-агрессивные вещества удаляются через верх первой колонны, таким образом, основная колонна защищена от коррозии. Благодаря предварительному удалению бензиновых фракций в змеевиках печи и теплообменниках не создается высокого давления, что позволяет устанавливать более дешевое оборудование без усиления его прочности. Но при работе по этой схеме следует нагревать нефть в печи до более высокой температуры, чем при однократном испарении, вследствие раздельного испарения легких и тяжелых фракций. Кроме того, установка оборудована дополнительной аппаратурой.
В отбензинивающей колонне К-1 дистиллятом будут являться растворенные газы С2-С4 и фракция нк-140 0С нестабильный бензин, который направляем на блок стабилизации в колонну К-3 для извлечения из нестабильного бензина растворенных газов. Это позволяет полностью удалить газы из жидкой фазы уже на входе в колонну К-2 вследствие чего колонна работает при более низком давлении температуре. Уменьшается металлоемкость и стоимость оборудования, затраты на нагрев сырья. Кроме того, в колонне К-1 наряду с газами С2- С4 удаляются солёная вода и коррозионно-активные газы, что благоприятно влияет на сохранность последующего ректификационного и теплообменного оборудования.
В колоннах К-1 и К-2 устанавлаваем клапанные тарелки, которые эффективно работают в широком интервале нагрузок.
В основной атмосферной колонне К-2 дистиллятом будет являться фракция нк-140оС; фракции 140-180 0С, 180-230°С и 230-360°С выводятся боковыми продуктами в жидком виде, снизу колонны выводится мазут (>360°С). Фракцию нк-140оС объединяем с продуктом колонны К-1 и направляем на блок стабилизации. Фракцию 180-230°С можем использовать после гидроочистки как компонент зимнего ДТ или в смеси с фракцией 230-360°С как летнее дизельное топливо – в этом случае фракции объединяем после блока теплообменников. Для четкости разделения фракций применяем стриппинги.
Данная схема, в случае необходимости, позволяет получать керосиновую фракцию (140-180 0С+180-230°С), что положительно сказывается на возможном ассортименте нефтепродуктов.
В низ колонны подается водяной пар в количестве 1% на отбензиненную нефть. Для отвода тепла в основной атмосферной колонне К-2 применяем три циркуляционных (верхнее, среднее и нижнее) орошения, теплоту которых используем для подогрева сырой нефти.
Стабилизации подвергаем бензин из К-1 и фракцию нк-140оС сверху К-2. Согласно рекомендациям [18] блок стабилизации оснащается стабилизатором и несколькими простыми ректификационными колонами числом на единицу меньшим, чем количество выводимых фракций. В нашем случае – одна колонна четкой ректификации, что соответствует заданию. В колонне К-3 производим разделение нестабильного бензина на газ и бензин. Температура в низу стабилизационной колонны поддерживается за счет циркуляции через испаритель нижнего продукта, что позволяет отказаться от печи и снизить расход топлива и выбросы дымовых газов. Стабильный бензин из куба колонны стабилизации отправляется в колонну чёткой ректификации К-4 с целью получения сырья процессов изомеризации (нк-70оС) и каталитического риформинга (70-140оС).
Из-за отсутствия в нефти растворенного метана и малого количества этана получить сухой газ практически невозможно. Поэтому в емкости орошения получаем сухой газ с содержанием пропана до 7 %, который подаем в качестве топлива в технологические печи установки и рефлюкс.
На практике существует два основных варианта получения широкой масляной фракции.
За основу принимаем второй вариант, так как насадка является более эффективным контактным устройством и обладает малым гидравлическим сопротивлением. Из-за того, что получать базовые масла из вакуумных дистиллятов нецелесообразно, из колонны выводим два боковых погона и вакуумный газойль. Затемненный продукт используем для подогрева низа колонны в качестве «горячей струи». Теплоту вакуумных дистиллятов используем для подогрева сырой нефти.
Для получения остаточного давления в колонне 4-6 кПа, применяем вакуумсоздающую систему, которая состоит из трёх ступеней паровых эжекторов и поверхностных конденсаторов [18] (одна ступень обеспечивает остаточное давление около 13кПа, две – 7-8кПа).
Над вводом сырья и вводом верхнего циркуляционного орошения устанавливаем отбойные тарелки для предотвращения уноса капель жидкости.
Схема теплообмена на установке должна обеспечивать подогрев нефти до температуры не менее 245 ºС. Основой расчета схемы теплообмена является температура теплоносителей и их расход. В таблице 3.1 представлена характеристика теплоносителей, которые получаются на АВТ. Температура теплоносителей принята на основе литературных и практических данных по установкам АВТ на ОАО «Нафтан» и МНПЗ. Расходы – на основании материального баланса (п. 5)
Http://www. elit-material. ru/referaty_po_ximii/kursovaya_rabota_ustanovka_pervichnoj. html
Повышение энергоэффективности теплотехнического оборудования первичной переработки нефти
Работа выполнена в Уфимском государственном нефтяном техническом университете.
Научный руководитель доктор технических наук, профессор Байков Игорь Равильевич.
Официальные оппоненты: доктор технических наук, профессор Абдеев Ринат Газизьянович;
Ведущая организация ГУП «Башкирский научно-исследовательский и проектно-конструкторский институт нефтяного машиностроения»
Защита состоится “ 2 ” июля 2003 года в 10-00 на заседании диссертационного совета Д 212.289.05 при Уфимском государственном нефтяном техническом университете по адресу: 450062, Республика Башкортостан, г. Уфа, ул. Космонавтов, 1.
С диссертацией можно ознакомиться в библиотеке Уфимского государственного нефтяного технического университета.
Нефтеперерабатывающие заводы (НПЗ) являются крупнейшим потребителем топливно-энергетических ресурсов, в том числе котельно-печного топлива, тепловой и электрической энергии. Эффективность, рациональность их использования в процессах переработки нефти во многом определяется эффективностью работы технологического оборудования завода. Однако технологические установки действующих НПЗ – это, в основном, крупнотоннажные мощности, построенные в большинстве случаев много лет назад и не отвечающие современным требованиям по качеству продукции, безопасности, уровню автоматизации управления процессами и т. д.
Для удовлетворения современным требованиям существующие установки подвергаются реконструкции. В ходе такой реконструкции капиталовложение в новое оборудование должно быть сведено к минимуму путем наиболее полного использования уже имеющегося. Оптимизация работы оборудования необходима и по другой причине. Существующие заводы были спроектированы и построены во времена значительно более дешевой, чем сейчас, энергии, поэтому актуальной является необходимость предусмотреть меры по ее экономии.
Особенностью процессов переработки углеводородного сырья является то, что сами технологические процессы несовершенны. Так, процессы первичной переработки нефти потребляют 1,91 т у. т. на переработку 100 т нефти при теоретически необходимом 1,016. В то же время на нефтеперерабатывающих и нефтехимических заводах вся получаемая тепловая энергия используется лишь на 30-35%, а остальная часть (с низкопотенциальной тепловой энергией) становится нерекуперативноспособной. Например, около 36% энергии, поступающей на завод, уходит с охлаждающей водой или воздухом, до 16% вместе с дымовыми газами технологических печей выделяется в атмосферу, 12-14% энергии рассеивается в окружающую среду в виде тепла, отдаваемого горячими поверхностями оборудования.
Поэтому одним из приоритетных направлений повышения эффективности энергосбережения нефтеперерабатывающих производств является увеличение использования вторичных топливно-энергетических ресурсов, максимальное использование рекуперации теплоты и оптимизация режимов работы технологических установок.
Зачастую существующее технологическое оборудование на установках НПЗ не обеспечивает необходимые рабочие параметры даже после оптимизации, и экономически целесообразным становится внедрение высокоэффективного ресурсосберегающего оборудования.
Во многих случаях наряду с повышением тепловой эффективности такого оборудования решаются и другие не менее важные задачи: снижение металлоемкости, повышение эксплуатационной надежности и ремонтопригодности.
Уменьшение удельных энергозатрат при эксплуатации теплотехнического оборудования установок первичной переработки нефти.
1. Экспериментальное определение степени энергоэффективности работы теплотехнического оборудования установки первичной переработки нефти.
2. Разработка энергосберегающих теплообменных систем, позволяющих использовать уже задействованные в технологической цепочке теплообменные аппараты с минимизацией капитальных затрат.
3. Определение влияния степени регенерации тепла технологических потоков в нагревательной теплообменной аппаратуре на режим работы технологических печей и захолаживающего оборудования установки первичной переработки нефти.
4. Разработка экспериментальной установки для определения степени вакуумирования и проверки работоспособности термосифонных трубок, предназначенных для эксплуатации в трубном пучке термосифонов.
5. Разработка методики расчета теплообменных устройств, работающих на базе замкнутых двухфазных термосифонов, когда одним из теплоносителей является поток прямогонного бензина, состоящий из жидкой, паровой и газообразной фаз.
6. Создание термосифонного теплообменного аппарата для конденсации и охлаждения паров прямогонного бензина установки первичной переработки нефти.
В качестве методологической базы исследований в работе используются методы теории тепломассопереноса, основные принципы технической термодинамики, математическое моделирование, элементы математической статистики.
1. Предложен новый метод, позволяющий оценить степень энергоэффективности регенерирующих теплообменных систем установок первичной переработки нефти.
2. Получены эмпирические уравнения для расчета коэффициента теплоотдачи змеевиковых и секционных погружных холодильников со стороны охлаждающей воды, справедливые для чисел Рейнольдса в интервале 120-1800.
3. Установлено, что при расчете и проектировании теплообменных аппаратов, предназначенных для охлаждения и конденсации парогазовой смеси прямогонного бензина, необходимо учитывать дифференциальный дроссельный эффект, влияние которого наблюдается до окончания конденсации паровой фазы потока. Учет этого эффекта позволит сократить поверхность теплообмена при проектировании теплообменных аппаратов на 20-30%.
4. Установлено, что при расчете коэффициента теплоотдачи теплообменного аппарата на базе замкнутых двухфазных термосифонов, когда горячим теплоносителем является парогазовая смесь прямогонного бензина, необходимо учитывать влияние конвективного массообмена, который приводит к интенсификации процесса теплообмена до 15%.
На защиту выносятся теоретические выводы и обобщения, разработанные конструкции, модели, эмпирические зависимости и практические рекомендации по повышению эффективности работы теплотехнического оборудования установок первичной переработки нефти.
– проводить оптимизацию работы нагревательного блока теплообменных аппаратов установки первичной переработки нефти;
– рассчитывать тепловые и конструктивные параметры термосифонного теплообменного аппарата, когда горячим теплоносителем является смесь паров углеводородов и неконденсируемого углеводородного газа потока прямогонного бензина;
– использовать разработанный теплообменный аппарат (на базе замкнутых двухфазных термосифонов) для конденсации и охлаждения паров прямогонного бензина установок первичной переработки нефти.
1. Разработанные мероприятия по снижению потребления топливно – энергетических ресурсов установок первичной переработки нефти приняты к внедрению на установках АВТМ-1,2,9 ОАО «Ново-Уфимский НПЗ» (НУНПЗ).
2. Изготовлен промышленный образец разработанного теплообменного аппарата на базе замкнутых двухфазных термосифонов на ОАО «Салаватнефтемаш» для конденсации и охлаждения паров прямогонного бензина с верха колонны К-1 установки первичной переработки нефти АВТМ-9 ОАО «НУНПЗ».
3. Разработанные методики расчета термосифонного теплообменного аппарата используются в учебном процессе при чтении лекций по дисциплине «Тепломассообменные процессы и установки».
– на 49-й и 50-й научно-технических конференциях студентов, аспирантов и молодых ученых (г. Уфа, 1998 и 1999гг.);
– V Международной научной конференции «Методы кибернетики химико-технологических процессов (КХТП –V-99)» (г. Уфа, 1999 г.);
– Международном симпозиуме «Наука и технология углеводородных дисперсных систем» (г. Уфа, 2000 г.).
По материалам диссертации опубликовано 10 печатных работ, а также получен 1 патент.
Диссертационная работа состоит из введения, четырех глав, основных выводов и рекомендаций; содержит 190 страниц машинописного текста, в том числе 19 таблиц, 32 рисунка, библиографический список использованной литературы из 141 наименования и 4 приложений.
Во введении обоснована актуальность проблемы, сформулированы цели и задачи исследований, приведено краткое содержание работы, а также даны сведения о научной новизне и практической ценности.
В первой главе диссертации проведен анализ использования теплообменных аппаратов различной конструкции в области нефтепереработки. Представлена принципиальная схема действующей установки атмосферной перегонки нефти, из которой следует, что в качестве основной теплообменной аппаратуры используются теплообменники, холодильники, аппараты воздушного охлаждения.
Вводятся понятия нагревательного и захолаживающего блоков. Нагревательный блок представляет собой группу теплообменных аппаратов, задачей которых является нагрев нефти, поступающей на установку теплотой циркулирующих и отходящих технологических потоков. Теплообменные аппараты в основном кожухотрубчатые, с применением всех известных типов. Используются также и теплообменники типа «труба в трубе». В последнее время в нефтепереработке нашли свое применение пластинчатые, спиральные и витые теплообменные аппараты.
Аппаратура, обеспечивающая охлаждение технологических потоков после теплообменных аппаратов нагревательного блока, представляет собой блок захолаживающей аппаратуры. Отходящие потоки используются в качестве эффективных теплоносителей для нагрева сырья. Продукты, полученные из него на АВТ, выводятся из ректификационных колонн при температурах от 100 до 400 °С. Эти продукты также необходимо охлаждать. Температура охлаждения диктуется условиями безопасности и хранения, обеспечением транспортабельности продукта с сохранением его текучести, а также максимальным уменьшением потерь от испарения. При рациональном использовании тепла отходящих потоков для нагрева сырья в нагревательном блоке значительно уменьшаются расходы топлива (в печах) и охлаждающей воды.
Аппаратурное оформление захолаживающего блока – это холодильники погружного типа, аппараты воздушного охлаждения, кожутрубчатые теплообменные аппараты. Применение последних предпочтительнее из-за меньшего расхода металла на единицу поверхности охлаждения, объема сточных вод и затрат на организацию оборотного водоснабжения предприятия.
Погружные холодильники, а также конденсаторы имеют ряд существенных недостатков: значительный расход металла, большая площадь, малый коэффициент теплопередачи вследствие небольшой скорости воды в коробе, необходимость частого ремонта и чистки. Несмотря на то, что эти аппараты уже физически и морально устарели, их широко используют на действующих нефтеперерабатывающих заводах.
Холодильники и конденсаторы воздушного охлаждения (АВО) по сравнению с погружными имеют ряд преимуществ: экономия охлаждающей воды и уменьшение объема сточных вод на технологической установке, значительное сокращение затрат труда на очистку аппарата ввиду отсутствия отложений накипи солей. Аппараты воздушного охлаждения наиболее эффективны в тех случаях, когда они предназначены для снижения температуры потока до 60°С.
Представлена таблица сравнительной характеристики теплообменных аппаратов, задействованных на установках первичной переработки нефти.
Все теплообменные аппараты, перечисленные выше, основаны на принципе конвективного теплообмена через разделяющую поверхность и эффективны при сравнительно больших градиентах температур охлаждаемых сред. При необходимости снятия низкопотенциального тепла их применение становится практически нереальным ввиду необходимости чрезмерного увеличения поверхности теплообмена и соответственно металлоемкости аппарата.
Сравнение значений коэффициентов теплопередачи различных типов теплообменных аппаратов показывает, что наибольшее значение принадлежит теплопередающему устройству, использующему теплоту парообразования промежуточного теплоносителя на базе замкнутых двухфазных термосифонов.
Выполнен литературный обзор развития и использования термосифонных теплообменных аппаратов на предприятиях нефтепереработки. Замкнутые двухфазные термосифоны характеризуются высокой интенсивностью внутренних процессов тепломассопереноса, возможностью применения различных промежуточных теплоносителей, не требуют применения сложных капиллярных структур (в отличие от тепловых труб) и поэтому отличаются простотой в изготовлении, надежностью в эксплуатации, обладают высокими показателями максимальной теплопередающей способности. Теплообменные аппараты на базе термосифонных труб предназначены для утилизации низкопотенциального тепла.
Результаты анализа, проведенного в первой главе, позволили сформулировать цель работы и задачи исследований.
Вторая глава посвящена определению энергоэффективности работы теплообменного оборудования установок первичной переработки нефти.
Все теплотехнологическое оборудование установки АВТ связано между собой. Их взаимосвязь представлена на рис.1.
Для определения эффективности функционирования того или иного теплотехнологического оборудования установки первичной переработки нефти необходимо получить исходные данные, которые бы позволили в полной мере отобразить протекающие теплообменные процессы
Рис. 1. Взаимное влияние теплообменного технологического оборудования установки АВТ:
1- нагревательный блок; 2- нагревательная печь; 3- захолаживающий блок; 4 –ректификационные колонны, отходящие с установки технологические потоки; нефть, поступающая на установку после ЭЛОУ
Описана методика проведения экспериментального исследования тепловых характеристик технологического оборудования установки первичной переработки нефти НПЗ. Цель этих экспериментов – получение необходимых исходных данных для дальнейших расчетов.
Следующий раздел второй главы посвящен исследованию термодинамических характеристик нагревательного блока установки первичной переработки нефти и разработке оптимальных энергосберегающих теплообменных систем.
Одним из приоритетных направлений повышения эффективности энергосбережения нефтеперерабатывающих производств является увеличение использования вторичных энергетических ресурсов, максимальное использование рекуперации теплоты и оптимизация режимов работы технологических установок.
Оценку эффективности функционирования теплообменных систем проводят по критерию качества или критерию оптимальности. Поиск критерия оптимальности для конкретных условий представляет собой достаточно сложную комплексную задачу.
Для оптимизации работы существующей схемы нагревательного блока предлагается использовать следующий критерий оптимальности – коэффициент эффективности КЭ.
Где – фактически необходимая площадь теплопередающей поверхности теплообменной системы, м2; – установленная площадь теплопередающей поверхности теплообменной системы, м2; – коэффициент запаса поверхности теплообмена.
При оптимизации нагревательного блока коэффициент КЭ должен стремиться к единице, таким образом:
Использование коэффициента КЭ при разработке оптимальных энергосберегающих теплообменных систем позволяет учитывать не только термодинамические характеристики теплообменной системы, такие. как количество передаваемого тепла (тепловой поток), скорости потоков, коэффициент загрязнения поверхности теплообмена, но и конструктивные характеристики теплообменного аппарата. Выбранный коэффициент эффективности также позволяет судить, насколько полезно используется поверхность теплообмена аппаратов. Неэффективное использование поверхности теплообмена приводит фактически к простою аппаратов, а значит, к излишним капитальным затратам и амортизационным отчислениям.
С помощью выбранного критерия в качестве примера были оптимизированы схемы нагревательных блоков АВТМ-1,9 ОАО «НУНПЗ». На сегодняшний день степень регенерации тепла на этих установках составляет 37,105 и 49,369 % соответственно, после оптимизации расчетная степень регенерации тепла отходящих технологических потоков 42,613 % для АВТМ-1 и 59,624 % для АВТМ-9. Температура нагрева сырья в теплообменных аппаратах повысилась, что приводит к уменьшению расхода топливного газа в печах более чем 3000 т у. т.
Определению влияния степени регенерации тепла в нагревательном блоке на работу технологических печей установок первичной переработки нефти посвящен третий раздел второй главы.
Как уже было отмечено выше, в печах происходит дополнительный нагрев обессоленной нефти после нагревательного блока перед подачей ее в ректификационную колонну. В результате расход топливного газа увеличивается и ощущается нехватка в сухом газе с установок АГФУ. В этом случае в печь направляется жирный газ первичной переработки, теплотворная способность жирного газа более чем на 35 % превосходит сухой газ, кроме того, температуры их горения отличаются на 600 °С. В диссертационной работе теоретически доказано, что периодическая замена одного вида газа на другой отрицательно влияет на работу трубчатых змеевиков печей.
При недостаточной регенерации тепла технологических потоков в теплообменных аппаратах подогрева нефти эти потоки поступают в холодильники с повышенной температурой. Это приводит не только к потере тепла, которое можно дополнительно использовать в нагревательном блоке и сократить расход топлива, но и к напряженной работе самих холодильников. Не обеспечивается необходимая температура потоков на выходе из холодильников в парк. Технологические продукты направляются с повышенной температурой. Увеличивается температура оборотной воды на выходе из погружных аппаратов. Это приводит к потерям последней от испарения и требует дополнительных затрат на охлаждение. Проведенные промышленные эксперименты на холодильниках установок первичной переработки нефти подтверждают все вышеизложенное.
В третьей главе подробно рассмотрена работа холодильников и конденсаторов погружного типа, а также проведены экспериментальные исследования процесса теплоотдачи при охлаждении жидкого и конденсации многокомпонентного технологических потоков. Приведена методика поверочного расчета поверхностных теплообменных аппаратов с введением уточнений и дополнений при расчете холодильников погружного типа. По рассмотренной методике проведен тепловой расчет аппаратов и произведено сравнение экспериментальных коэффициентов теплоотдачи и расчетных. Выявлено, что коэффициент теплоотдачи со стороны охлаждающей воды, рассчитанный по формуле Скобло А. И., значительно превышает экспериментальный. Так, расчетный коэффициент теплоотдачи по этой формуле достигает значения 7000 Вт/(м2•°С), тогда как фактический в среднем находится в пределе 70-130 Вт/(м2•°С).
Формулы для расчета коэффициента теплоотдачи со стороны воды для холодильников погружников, несмотря на малую скорость воды, учитывают лишь вынужденную конвекцию. В то же время критерий Gr•Pr, характеризующий наличие естественной (свободной) конвекции, указывает на значительное влияние последней. Поэтому в третьей главе подробно рассмотрены уравнения, определяющие коэффициент теплоотдачи для случаев вынужденной, естественной конвекций и их взаимного влияния. Произведен сравнительный анализ экспериментального коэффициента теплоотдачи и полученного по различным эмпирическим уравнениям для всех вышеописанных видов конвекции. Результаты анализа показали, что экспериментальные значения лежат в области взаимного влияния вынужденной и естественной конвекции. На рис. 2 представлена графическая иллюстрация различия между экспериментальными и расчетными значениями.
Рис. 2. Экспериментальные и расчетные зависимости числа Нуссельта различных видов теплоотдачи для змеевиковых погружных холодильников:
1-естественная конвекция; 2-взаимное влияние естественной и вынужденной конвекции; 3- вынужденная конвекция
Для расчета коэффициента теплоотдачи холодильников погружного типа на основании экспериментальных данных были получены следующие эмпирические уравнения:
Где Reжdэкв, Reжdн – число Рейнольдса, за определяющий диаметр которого принят эквивалентный и наружный диаметр труб соответственно; dэкв, dн – эквивалентный диаметр межтрубного пространства и наружный диаметр труб соответственно, м; л – коэффициент теплопроводности при средней температуре воды, Вт/(м•°С).
Кроме холодильников, рассмотрены также и конденсаторы-холодильники погружного типа, предназначенные для охлаждения и конденсации парогазовой смеси прямогонного бензина, поступающей с верха ректификационных колонн.
Проведенные экспериментальные исследования процесса охлаждения потока прямогонного бензина показали, что общее падение температуры потока происходит от 140 до 65,8°С. Холодильный аппарат поверхностью теплообмена 1200 м2 обеспечивает охлаждение в среднем лишь на 10 °С. Остальное падение температуры объясняется тепловыми потерями в окружающую среду, а также присутствием эффекта дросселирования при прохождении потоком парогазовой смеси углеводородов технологической аппаратуры и арматуры.
В работе доказано, что присутствие дифференциального дросселирования, характеризующегося изменением температуры при незначительном изменении давления, приводит к снижению температуры рассматриваемого потока. Поток состоит из трех фаз: паровой, газовой и жидкой. Эффект дифференциального дросселирования приводит к охлаждению только паровой фазы прямогонного бензина.
Температура потока прямогонного бензина на выходе из холодильника-конденсатора составляет 65,8 °С. Эта температура является температурой поверхности трубопровода, в самом потоке температура будет несколько выше. При такой температуре около 52 % (по объему) потока находится в газообразном состоянии. В несконденсировавшемся парогазовом потоке содержится значительное количество ценных углеводородов (С5Н12), которые при использовании жирного газа в качестве топлива подлежат сжиганию в печах. При обеспечении конденсации паров прямогонного бензина до 35 °С дополнительно может быть получено более 10 тыс. т бензина.
В качестве решения проблемы конденсации и охлаждения прямогонного бензина на установке первичной переработки нефти в работе предлагается для этих целей использовать теплообменный аппарат на базе замкнутых двухфазных термосифонов.
Четвертая глава посвящена разработке расчетно-теоретической и методологической базы для проектирования промышленного образца теплообменного аппарата на базе двухфазных термосифонов, предназначенного для конденсации и охлаждения потока прямогонного бензина. Особенностью расчета является тот факт, что один из теплоносителей – смесь паров углеводородов и неконденсируемого углеводородного газа, при данных рабочих условиях.
Основным затруднением при решении поставленной задачи являлась сложность характера теплообмена в аппарате, а именно – определение коэффициента теплоотдачи при конденсации смеси паров в присутствии неконденсируемого газа. В этом случае наблюдается не только конвективный теплообмен, но и массообмен.
В работе для определения совместного влияния тепло – и массообмена использовалась модель Колборна и Хоугена. Создана методика теплового расчета термосифонного теплообменного аппарата для конденсации парогазового потока углеводородов с учетом влияния массоотдачи на процесс теплопередачи.
Разработана конструкция промышленного образца термосифонного аппарата для осуществления конденсации паров прямогонного бензина применительно к установке первичной переработки нефти (рис. 3).
Термосифонный аппарат состоит из корпуса 1 и закрепленного в его разделительной перегородке 5 пакета термосифонных труб 2 с зонами испарения и конденсации. Испарительная зона аппарата 3 снабжена сегментными перегородками 6. Конденсационная зона 4 – поперечными перегородками. Штуцера А и Б предназначены для входа и выхода потока бензина соответственно. Штуцера В и Г – для входа и выхода охлаждающей воды соответственно. Для установки манометров – патрубки Е1,2,3,4, термометров – З1,2,3,4.
Эффективность теплообменника достигается поперечными сегментными перегородками, которые обеспечивают интенсивный теплообмен в испарительной зоне аппарата. В конденсационной зоне установлены поперечные перегородки, которые предотвращают образование застойных зон при омывании пучка термосифонных труб.
Разъемная конструкция теплообменного аппарата позволяет осуществлять внутренний осмотр корпуса, наружной поверхности термосифонных труб, производить очистку и обеспечивать эксплуатационную надежность. Использование резьбового соединения в трубной решетке позволяет обеспечить герметичность соединения термосифонов с трубной решеткой.
Конструктивные и теплотехнические характеристики разработанного теплообменного аппарата для охлаждения и конденсации паров прямогонного бензина представлены в таблице.
1 Расчетная производительность термосифонного аппарата G = 27675 кг/ч
4 Температура охлаждаемого потока на входе в термосифонный аппарат (рабочая) tвх = 160-150 0С
5 Температура охлаждаемого потока на выходе из аппарата tвых = 35 0С
7 Количество теплоты, воспринятое охлаждающей водой Q2 = Q1•h= 4,1•0,95 = 3,895 МВт
9 Температура охлаждающей воды на входе в термосифонный аппарат tвх в = 25 0С
10 Температура охлаждающей воды на выходе из термосифонного аппарата tвых в = 35 0С
14 Количество термосифонных трубок в аппарате при диаметре аппарата 2400 мм и общей высоте 6000 мм 1560 шт.
15 Высота термосифонных трубок в конденсационной части аппарата (по воде) 850 мм
16 Высота термосифонных трубок в испарительной части аппарата ( по бензину) 3000 мм
19 Количество перегородок в испарительной части термосифонного ТОА 12 шт.
20 Количество перегородок в конденсационной части термосифонного ТОА 8 шт.
21 Диаметр входного патрубка для парогазовой смеси Dб вх = 350 мм
22 Диаметр выходного патрубка для жидкого бензина и смеси углеводородных газов Dб вых = 200 мм
23 Тепловая мощность (потенциальная), снимаемая термосифонным аппаратом Q = 4,75 МВт
24 Коэффициент запаса термосифонного аппарата К= Q/ Q1 = 4,75/4,1 = 1,2
25 Гидравлические потери при прохождении охлаждаемого потока испарительной части термосифонного аппарата Рисп. часть = 0,037 МПа
26 Гидравлические потери при прохождении охлаждающего потока (вода) конденсационной части термосифонного аппарата Рконд. часть = 0,02 МПа
Предлагаемая схема охлаждения потока прямогонного бензина с верха колонны К-1 (рис.4) предполагает охлаждение его до температуры конденсации изопентана – 35°С.
Рис. 4. Принципиальная схема обвязки промышленного образца термосифонного аппарата для охлаждения и конденсации прямогонного бензина с верха колонны К-1 АВТМ-9 ОАО «НУНПЗ»:
К-1 – колонна АВТ; Х-1 – погружной конденсатор-холодильник; Т-1 – термосифонный конденсатор; Е – разделительная емкость; С – газосепаратор
Разработана экспериментальная установка для исследования теплопередающих характеристик термосифонов. Основными элементами установки являются: термосифонные трубы, кожух, контрольно-измерительная и запорная арматура. В качестве горячего теплоносителя используется вода водопроводная открытой системы теплоснабжения, а в качестве холодного – холодная водопроводная вода. Разработана методика проведения экспериментов.
Особую благодарность автор выражает канд. техн. наук Евтюхину Н. А. за оказанную помощь при работе над диссертацией.
1. Промышленные эксперименты на теплотехническом оборудовании установок первичной переработки нефти показали, что применяемые аппараты не в полной мере решают проблему охлаждения технологических потоков, обладающих низкопотенциальным теплом, а также охлаждения многофазных технологических потоков при малом температурном напоре. Показано, что для утилизации низкопотенциального тепла наиболее эффективным является использование устройства на базе двухфазных термосифонов, которое снижает удельные энергозатраты при эксплуатации теплотехнического оборудования рассматриваемых установок.
2. Создана методика оценки энергоэффективности регенерирующих теплообменных систем установок первичной переработки нефти с введением коэффициента эффективности КЭ, позволяющего учитывать не только термодинамические характеристики теплообменной системы, но и конструктивные характеристики теплообменного аппарата. Использование предлагаемой методики на установках АВТМ-1,9 ОАО «НУНПЗ», при разработке оптимальных энергосберегающих регенеративных систем, сократит энергопотребление более чем на 3000 т у. т. в год.
3. Доказано влияние степени регенерации тепла технологических потоков установки первичной переработки нефти на работу технологических печей. Внедрение предложенных рекомендаций на установке АВТМ-9 ОАО «НУНПЗ» увеличит степень регенерации на 8ч14 % и приведет к снижению расхода топливного газа на 15ч20%.
4. Получены эмпирические уравнения для расчета коэффициентов теплоотдачи змеевиковых и секционных погружных холодильников со стороны оборотной воды, справедливые для чисел Рейнольдса в интервале 120-1800. Использование этих уравнений повысит точность расчетов при проектировании рассматриваемых аппаратов до 15%.
5. Разработана методика расчета теплообменного аппарата на базе двухфазных термосифонов, когда одним из теплоносителей является поток прямогонного бензина, с учетом влияния конвективного массообмена на процесс теплопередачи, протекающий в нем.
6. Разработана конструкция промышленного образца теплообменного аппарата на базе двухфазных термосифонов для охлаждения и конденсации парогазовой смеси прямогонного бензина установки первичной переработки нефти.
Дополнительная конденсация потока прямогонного бензина увеличит выпуск нефтепродукта более чем на 10 тыс. т в год.
Основные результаты работы опубликованы в следующих научных трудах:
1. Бакиев Т. А., Бурдыгина Е. В., Евтюхин Н. А. Экономический расчет потерь существующих схем охлаждения легкого бензина после АВТ // Проблемы эффективного использования энергоносителей и низкосортных топлив в промышленности: Материалы Междунар. конф. – Саратов, 1998.- С. 80-82.
2. Бакиев Т. А., Бурдыгина Е. В., Евтюхин Н. А. Анализ процесса теплопередачи системы «газожидкостная фаза – жидкость» // Проблемы эффективного использования энергоносителей и низкосортных топлив в промышленности: Материалы Междунар. конф. .- Саратов, 1998.- С. 75-78.
3. Бакиев Т. А., Бурдыгина Е. В., Евтюхин Н. А. Теплообменник на базе двухфазных термосифонных труб для охлаждения легкого бензина // Материалы 49-й научно-технической конференции студентов, аспирантов и молодых ученых. –Уфа, 1999.-С. 230.
4. Евтюхин Н. А., Бурдыгина Е. В. Энергоаудит установки первичной переработки нефти // Методы кибернетики химико-технологических процессов (КХТП-V-99): Тез. докл. V Междунар. науч. конф.- Уфа, 1999.-С.246.
5. Евтюхин Н. А., Бурдыгина Е. В.. Промышленные тепломассообменные процессы и установки в примерах и задачах.: Учеб. пособие.-Уфа: Изд-во УГНТУ, 2000.- Ч.1.-203 с.
6. Бурдыгина Е. В., Евтюхин Н. А. Анализ работы оборудования установки первичной переработки нефти при конденсации паров прямогонного бензина// Наука и технология углеводородных дисперсных систем: Материалы II Междунар. симп.-Уфа: Реактив, 2000.-Т.2.- С. 373.
7. Бурдыгина Е. В., Евтюхин Н. А. Влияние коррозионности сред на надежность оборудования НП и НХП// Наука и технология углеводородных дисперсных систем: Материалы II междунар. симп. – Уфа: Реактив, 2000.- Т.2.- С. 374.
8. Бадретдинов И. М., Евтюхин Н. А., Бурдыгина Е. В. и др. Анализ установки первичной переработки нефти // Материалы 50-й научно-технической конференции студентов, аспирантов и молодых ученых. –Уфа, 2000.-С. 203.
9. Бурдыгина Е. В. Применение эффективной теплообменной аппаратуры при производстве строительных материалов и в нефтеперерабатывающей промышленности как путь снижения их металлоемкости // Проблемы строительного комплекса России: Материалы VI Междунар. науч.- техн. конф.– Уфа, Изд-во УГНТУ, 2002.- С. 195-196.
10. Евтюхин Н. А., Бурдыгина Е. В. Результаты проведенного энергоаудита установок первичной переработки нефти Ново-Уфимского НПЗ, получающих масляные фракции // Региональные проблемы энергосбережения и пути их решения: Тез. докл. VI Всерос. конф. – Нижний Новгород: НГТУ, 2002. – С. 20.
11. Пат. 2194936 РФ, F 28 D 15/02. Термосифонный теплообменник / Н. А. Евтюхин, Е. В. Бурдыгина, Т. А. Бакиев, А. В. Бакиев, М. М. Бикбулатов, Б. Е. Сельский. -№ 2001109476/06; Заявлено 09.04.2001; Опубл. 20.12.2002 // Открытия. Изобретения. – 2002 .-
Http://mec-energo. ru/2011-10-03-18-56-17
История переработки нефти насчитывает около двух столетий. Первые сведения о перегонке нефти в кубе и ее осветлении, т. е. получении светлой фракции керосина (как тогда он именовался — «фотогена») относятся к середине XVIII в. В 1745 г. в районе Ухты был построен первый куб для перегонки нефти. По своим масштабам это производство было ничтожным, но большинство историков рассматривают его как начальный момент в истории мировой и отечественной переработки нефти.
Позднее, в 1823 г., в районе г. Моздока на Северном Кавказе братья Дубинины — Василий, Герасим и Макар — соорудили кубовую установку для перегонки нефти, добываемой из колодцев в районе станицы Вознесенской на Терском хребте. Это производство функционировало более 20 лет с ежегодной выработкой нескольких десятков тонн керосина для освещения при вместимости куба по нефти около 500 л. Легкая бензиновая фракция при этом терялась (сжигалась), остаток перегонки (мазут) частично использовали как колесную смазку, а остальное также сжигали.
В последней четверти XIX в. (1876−78 гг.) внимание русских ученых было привлечено к остаточной фракции перегонки нефти — мазуту, из которого на основе идей Д. И. Менделеева было начато производство смазочных масел («олеонафты»). Они были получены впервые инженером В. И. Рагозиным и после демонстрации на Всемирной Парижской выставке в 1878 г. нашли широкое применение.
Важным этапом в технологии перегонки нефти явился переход в 1885−86 гг. от единичных перегонных кубов периодического действия к кубовым батареям непрерывного действия, позволявшим разделить нефть в непрерывном режиме сразу на 3−5 фракций с различными пределами кипения. Создатели этих батарей — инженеры А. Ф. Инчик, В. Г. Шухов и И. И. Един. В 1890 г. В. Г. Шухов и С. П. Гаврилов получили патент на нефтеперегонную установку принципиально нового типа — трубчатую, у которой непрерывный нагрев нефти осуществлялся в трубном змеевике печи, а разделение испарившейся нефти на фракции — в специальных тарельчатых колоннах.
Суть этого гениального изобретения лежит в основе всех современных установок первичной перегонки нефти.
Как отмечалось выше, на начальных этапах перегонки легкие фракции нефти (до 150−180°С) сжигались как ненужный побочный продукт, и даже к началу XX века ситуация в этом отношении не изменилась.
Потребность в бензине стала нарастать с появлением автомобилей и других транспортных средств, снабженных двигателями внутреннего сгорания, что немедленно отразилось на технологии переработки нефти, где наряду с керосином стали получать моторное топливо — бензин.
Задача первичной переработки нефти — разделить отдельные фракции (дистилляты) без изменения их природного химического состава, она включает два этапа технологии — глубокое обезвоживание и обессоливание нефти, и собственно дистилляцию нефти на фракции. При этом получаемые дистилляты составляют три группы продуктов — светлые дистилляты (3−4 фракции, выкипающие в интервале от 25−30°С до 350°С), средние дистилляты (2−3 фракции, выкипающие от 350 °C до 500 или 550°С) и остаток (гудрон), кипящий выше 500−550°С.
Процесс прямой гонки проводится в установках трубчатого типа (название — по названию трубчатых печей), которые включают трубчатые печи различного типа, ректификационные и отпарные колонны, теплообменники и холодильники.
Продуктами прямой гонки на установках AT являются моторные топлива (бензин, авиационный керосин), дизельное топливо и значительное количество остатка — мазута. На установках АВТ на второй ступени подвергается разгонке мазут с образованием смазочных масел и остатки — гудрона, перерабатываемого в битум, пек, нефтяной кокс. Этим на установках АВТ достигается большая глубина переработки нефти.
Нефти различных месторождений даже в пределах одного месторождения значительно отличаются друг от друга по химическому составу, а также по содержанию смол, серы и парафина.
В разное время предлагались различные химические, генетические, промышленные и товарные классификации нефтей. В настоящее время действует технологическая классификация нефтей.
В основу ее положено содержание серы в нефтях и светлых нефтепродуктах, выход фракций, выкипающих до 350 °C, потенциальное содержание, а также индекс вязкости базовых масел и содержание парафина в нефтях.
Нефти, содержащие не более 0,5 вес. % серы, считаются малосернистыми и относятся к I классу, однако если в одном или во всех дистиллятных топливах из данной нефти содержание серы выше установленных пределов, то эту нефть относят ко II классу, т. е. к сернистым нефтям.
Нефти, содержащие от 0,51 до 2,0 вес. % серы, считаются сернистыми, и их относят ко II классу. Однако и в этом случае учитывается содержание серы в продуктах: если во всех дистиллятных топливах из данной нефти количество серы не превышает норм, предусмотренных для топлив из малосернистой нефти, то эта нефть должна быть отнесена к I классу и считается малосернистой. В случае, когда при таком же количестве серы в нефти (0,51–2,0 вес. %) одно или все топлива содержат серы больше, чем указано в нормах для сернистой нефти, эта нефть должна быть отнесена к III классу, т. е. к высокосернистым нефтям.
Нефти, содержащие более 2,0 вес. % серы, относятся к высокосернистым, т. е. к III классу, однако если все топлива содержат серу в количествах, не превышающих пределов для топлив из сернистой нефти, то эта нефть должна быть отнесена ко II классу, т. е. к сернистым.
В зависимости от выхода фракций, выкипающих до 350 °C, нефти делятся на три типа: Т1 Т2 и Т3, а в зависимости от суммарного содержания дистиллятных и остаточных базовых масел — на четыре группы: М1 М2, М3 и М4. По величине индекса вязкости базовых масел классификацией предусмотрены 4 подгруппы нефтей: И1 И2, И3 и И4.
По содержанию парафина различают нефти трех видов: П1 П2 и П3. К виду П1 относятся малопарафинистые нефти, содержащие не более 1,5 вес. % парафина с температурой плавления 50 °C и при условии, что из них получаются без депарафинизации реактивное топливо, зимнее дизельное топливо (фракция 240−350°С) с температурой застывания не выше минус 45 °C и базовые масла, температуры застывания которых в зависимости от вязкости варьируются.
Вид П2 включает парафинистые нефти, содержащие от 1,51 до 6,0 вес. % парафина, при условии, что из них без депарафинизации получаются реактивное топливо и летнее дизельное топливо (фракция 240−350°С) с температурой застывания не выше минус 10 °C и с применением депарафинизации — дистиллятные масла.
К виду П3 относятся высокопарафинистые нефти, в которых более 6,0 вес. % парафина. Из них не может быть получено без депарафинизации летнее дизельное топливо. Эти нефти рекомендуется использовать для производства парафина.
Если из малопарафинистой нефти не может быть получен хотя бы один из предусмотренных технологической классификацией нефтепродуктов без депарафинизации, то эта нефть должна быть отнесена к виду П2. Аналогично, если из парафинистой нефти не может быть получено дизельное летнее топливо без депарафинизации, то считают, что эта нефть вида П3, и наоборот, высокопарафинистая нефть, из которой возможно получение дизельного топлива без депарафинизации, должна принадлежать к виду П2.
Используя эту классификацию, для любой промышленной нефти можно составить шифр. По шифру нефти легко составить представление о наиболее рациональных путях её переработки и о возможности замены ею ранее применявшейся в данном технологическом процессе.
Выбор направления переработки нефти и ассортимента получаемых нефтепродуктов определяется физико-химическими свойствами нефти, уровнем развития техники нефтепереработки и потребностями в товарных нефтепродуктах данного экономического района. Различают три основных варианта переработки нефти:
По топливному варианту нефть перерабатывают в основном на моторные и котельные топлива. При одной и той же мощности завода по нефти топливный вариант переработки отличается наименьшим числом технологических установок и низкими капиталовложениями. Переработка нефти по топливному варианту может быть глубокой и неглубокой. При глубокой переработке нефти стремятся получить максимально возможный выход высококачественных авиационных и автомобильных бензинов, зимних и летних дизельных топлив и топлив для реактивных двигателей. Выход котельного топлива в этом варианте сводится к минимуму. Таким образом, предусматривается такой набор процессов вторичной переработки, при котором из тяжелых нефтяных фракций и остатка — гудрона получают высококачественные легкие моторные топлива. Сюда относятся каталитические процессы — каталитический крекинг, каталитический риформинг, гидрокрекинг и гидроочистка, а также термические процессы, например коксование. Переработка заводских газов в этом случае направлена на увеличение выхода высококачественных бензинов. При неглубокой переработке нефти предусматривается высокий выход котельного топлива.
По топливно-масляному варианту переработки нефти наряду с топливами получают смазочные масла. Для производства смазочных масел обычно подбирают нефти с высоким потенциальным содержанием масляных фракций. В этом случае для выработки высококачественных масел требуется минимальное число технологических установок. Масляные фракции (фракции, выкипающие выше 350°С), выделенные из нефти, сначала подвергают очистке избирательными растворителями: фенолом или фурфуролом, чтобы удалить часть смолистых веществ и низкоиндексные углеводороды, затем проводят депарафинизацию при помощи смесей метилэтилкетона или ацетона с толуолом для понижения температуры застывания масла. Заканчивается обработка масляных фракций доочисткой отбеливающими глинами.
За последние годы в технологию производства масел все больше внедряются процессы гидроочистки взамен селективной очистки и обработки отбеливающими глинами. Таким способом получают дистиллятные масла (легкие и средние индустриальные, автотракторные и др.). Остаточные масла (авиационные, цилиндровые) выделяют из гудрона путем его деасфальтизации жидким пропаном. При этом образуются деасфальтизат и асфальт. Деасфальтизат подвергают дальнейшей обработке, подобно масляным дистиллятам, а асфальт перерабатывают в битум или кокс.
При любом из двух разобранных вариантов переработки нефти следует предусматривать процессы по производству сырья для нефтехимической промышленности: этилена, пропилена, бутиленов, бензола, толуола, ксилолов и др. Из года в год увеличивается доля нефти, используемой как сырье для нефтехимической промышленности.
Нефтехимический (комплексный) вариант переработки нефти по сравнению с предыдущими вариантами отличается большим ассортиментом нефтехимических продуктов и в связи с этим наибольшим числом технологических установок и высокими капиталовложениями. В последние годы наблюдается тенденция к строительству крупных нефтеперерабатывающих комбинатов с весьма широким применением процессов нефтехимии. Нефтехимический вариант переработки нефти представляет собой сложное сочетание предприятий, на которых помимо выработки высококачественных моторных топлив и масел не только проводится подготовка сырья (олефинов, ароматических, нормальных и изопарафиновых углеводородов и др.) для тяжелого органического синтеза, но и осуществляются сложнейшие физико-химические процессы, связанные с многотоннажным производством азотных удобрений, синтетического каучука, пластмасс, синтетических волокон, моющих веществ, жирных кислот, фенола, ацетона, спиртов, эфиров и многих других химикалий.
В основе технологии первичной перегонки нефти лежит перегонка — процесс физического разделении нефти на составные части, именуемые фракциями. Перегонка осуществляется различными способами частичного выкипания нефти, отбора и конденсации образовавшихся паров, обогащенных легколетучими компонентами, в качестве дистиллятных фракций. По способу проведения процесса перегонка делится на простую и сложную.
Простая перегонка осуществляется путем постепенного, однократного и многократного испарения жидких смесей.
Перегонка с постепенным испарением (рис. 1 а) состоит в постепенном непрерывном нагревании жилкой смеси в кубе 1 от начальной до конечной температуры при непрерывном отводе образующихся паров, конденсации их в аппарате 3 и сборе в приемнике 4 целиком или выводе из него периодически отдельными фракциями.
Этот способ перегонки нефти и нефтепродуктов преимущественно применяют в лабораторной практике при определении фракционного состава по ГОСТ 2177–82 на стандартном аппарате периодического действия; анализ дает возможность судить о технической ценности нефти и эксплуатационных свойствах нефтепродукта.
I — сырье, II — отгон, III — остаток, IV — отгон второй ступени, V — остаток второй ступени.
Перегонка однократным испарением (рис. 1 б). Исходную жидкую смесь непрерывно подают в кипятильник 2, где она нагревается до определенной конечной температуры при фиксированном давлении; образовавшиеся и достигшие состояния равновесия паровая и жидкая фазы однократно разделяются в адиабатическом сепараторе 5. Паровая фаза, пройдя конденсатор 3. поступает в приемник 4, откуда непрерывно отводится в качестве дистиллята (отгона). С низа сепаратора 5 непрерывно отводится жидкая фаза — остаток.
Отношение количества образовавшихся паров при однократном испарении к количеству исходной смеси называют долей отгона.
Перегонка с однократным испарением обеспечивает большую долю отгона, чем с постепенным при одинаковых температуре и давлении. Это важное преимущество используют в практике перегонки нефти для достижения максимального испарения при ограниченной температуре нагрева вследствие разложения (крекинга) отдельных компонентов нефти.
Многократное испарение заключается в последовательном повторении процесса однократного испарения при более высоких температурах (или низких давлениях) по отношению к остатку полученному от предыдущего однократного испарения жидкой смеси. На рис. 1 в показана схема двукратной перегонки. Остаток однократного испарения первой ступени после нагрева до более высокой температуры поступает в сепаратор второй ступени, с верхней части которого отбирают отгон второй ступени, а с нижней — остаток второй ступени.
Способы перегонки с однократным и многократным испарением имеют наибольшее значение в осуществлении промышленной переработки нефти на установках непрерывного действия. Так, примером процесса однократного испарения является изменение фазового состояния (доли отгона) нефти при нагреве в регенеративных теплообменниках и в змеевике трубчатой печи с последующим отделением паровой от жидкой фазы в секции питания ректификационной колонны.
Простая перегонка, особенно вариант с однократным испарением, не дает четкого разделения смеси на составляющие компоненты. Для повышения четкости разделения перегонку ведут с дефлегмацией или с ректификацией.
Перегонка с дефлегмацией основана на частичной конденсации образующихся при перегонке паров и возврате конденсата (флегмы) навстречу потоку пара. Благодаря этому однократному и одностороннему массообмену между встречными потоками пара и жидкости уходящие из системы пары дополнительно обогащаются низкокипящими компонентами, так как при частичной конденсации из них преимущественно выделяются высококипящие составные части.
Дефлегмацию осуществляют в специальных по конструкции поверхностных конденсаторах воздушного или водяного охлаждения, размещаемых над перегонным кубом.
Перегонка с ректификацией дает более высокую четкость разделения смесей по сравнению с перегонкой с дефлегмацией. Основой процесса ректификации является многократный двусторонний массообмен между движущимися противотоком парами и жидкостью перегоняемой смеси. Этот процесс осуществляют в ректификационных колоннах. Для обеспечения более тесного соприкосновения между встречными потоками пара и жидкости ректификационные колонны оборудованы контактными устройствами — тарелками или насадкой. От числа таких контактов и от количества флегмы (орошения), стекающей навстречу парам, в основном зависит четкость разделения компонентов смеси.
Современная промышленная технология первичной перегонки нефти основана на процессах одно – и многократной перегонки с последующей ректификацией образовавшихся паровой и жидкой фаз. Перегонку с дефлегмацией и периодическую ректификацию, так же как перегонку с постепенным испарением, применяют в лабораторной практике.
1.3 Основные факторы, определяющие выход и качество конечных дистиллятов. Аппаратурное оформление
Современные АВТ имеют максимальную мощность по нефти 3−8 млн. т/г, число получаемых дистиллятов от 6 до 10, являются одним из энергоемких процессов: удельный расход топлива 20−22 кг/т нефти (AT) или 30−35 кг/т нефти (АВТ). Общие энергозатраты на АВТ (считая электроэнергию, воду, воздух и др.) составляют 45−50 кг/т нефти, т. е. 4,5−5,0% от всей перерабатываемой нефти.
Температура. Температурный режим колонны выбирается так, чтобы обеспечить необходимую долю отгона, и в то же время, самая высокая температура в колонне должна быть ниже температуры разложения углеводородов.
Давление. Ректификацию проводят как под атмосферным давлением, так и при давлениях выше и ниже атмосферного. Давление ниже атмосферного применяется для разделения высококипящих смесей, ректификацию при повышенном давлении применяют, когда разделяемая смесь при атмосферном давлении находится в газообразном состоянии. С повышением давления четкость разделения падает, т. е. для процесса ректификации пониженное давление более благоприятно. Однако при понижении давления возникает проблема с конденсацией ректификата и с созданием нисходящего потока орошения.
Флегмовое число — отношение количества жидкости, поступающей на ректификационную тарелку, к количеству паров, покидающих ее. Чем выше флегмовое число, тем выше четкость ректификации, то тем больше энергетические затраты на процесс. Отношение отбора дистиллята к сырью — чем меньше отбор, тем больше четкость ректификации.
Количество тарелок. Чем оно больше, тем больше число ступеней контакта и выше четкость разделения, но тем выше колонны и, соответственно, возрастают капитальные затраты.
Четкость разделения любой колонны зависит от ресурса подведения (и отвода) тепла.
Максимальный поток тепла вносится с сырьем, исходя из максимально допустимых температур нагрева. Чтобы тепло подвести качественно, поток нагретого сырья вводится тангенциально. Если температура сырья выше чем температура низа, то подводят горячую струю. Иногда вводят водяной пар для снижения парциального давления. Для низкотемпературных колонн тепло может подводиться двумя способами: через кипятильник — продукт с низа колонны проходит через кипятильник и вносится в колонну или рибойлерный подвод тепла — пары идут в колонну, а жидкость отводится.
Отводится тепло орошениями: верхним острым (испаряющимся), промежуточным циркуляционным орошением, верхним или нижним циркуляционным орошением и выносной системой конденсации (для вакуумных колонн).
Ректификационные колонны. На АВТ установках используются ректификационные колонны нескольких типов, которые подразделяются:
По числу получаемых в них дистиллятов — на простые и сложные колонны. Простые колонны (без вывода боковых погонов) — это колонны стабилизации, вторичной перегонки бензина или дизельного топлива. Сложные колонны — это основные колонны установки — атмосферная и вакуумная;
По типу внутренних контактных устройств — на насадочные и тарельчатые. В первых контакт и массообмен пара и жидкости происходят в пленочном режиме на развитой поверхности специальной насадки (обычно это вакуумные колонны), а во-вторых — путем барботажа пара через слой жидкости на специальных тарелках;
По уровню давления в колоннах — на атмосферные, вакуумные и с высоким избыточным давлением. К атмосферным относят колонны, где абсолютное давление не превышает 200−250 кПа (атмосферные колонны перегонки нефти). В вакуумных колоннах абсолютное давление обычно составляет 3−10 кПа, а в колоннах высокого давления (стабилизационные) давление достигает 1,0 МПа (1000 кПа).
Трубчатые печи на АВТ установках служат для нагрева нефти (отбензиненной нефти), мазута и бензина, они обеспечивают основной поток тепла, вносимого в ректификационные колонны, и соответственно энергетический потенциал их разделительной способности.
На ранней стадии становления нефтепереработки (в 1920−40-е годы) применяли трубчатые печи коробчатого типа (одно – и двухкамерные) с центральным расположением конвекционной камеры и горизонтальным расположением радиантных и конвекционных труб. Трубы змеевика печи длиной 9−12 м экранировали основную часть стен топочного пространства. Отвод дымовых газов осуществлялся через дымоход под конвекционной камерой.
Печи шатрового типа были металлоемкими, имели большие габариты при относительно невысокой тепловой мощности, и поэтому, когда началось внедрение АВТ установок мощностью 3−6 млн. т/г., они уступили место новому поколению трубчатых печей — узкокамерным форсированным печам.
Теплообменные аппараты. Процесс дистилляции нефти, как и любой тепловой процесс, реализуется путем подвода теплового потока в ректификационную колонну и отвода из нее соответствующего количества низкопотенциального тепла.
Общий поток высокопотенциального тепла, подводимый нефтью в колонну, слагается из тепла сырой нефти из резервуаров Qн, тепла, регенерированного нефтью от горячих дистиллятов колонны Qр, и полезного тепла, подведенного на нагрев сырья в печи Qпол. Как отмечалось выше, доля Qпол от всего тепла сгорания топлива в печи Qт составляет 75−85% (к. п. д. печи), а остальная часть в виде тепловых потерь печи Qпп теряется. Из колонны тепло отводится в несколько потоков. Основной поток — это та часть тепла, которая регенерируется на нагрев сырой нефти в теплообменниках. Другой поток — это та часть тепла, которая отводится в конденсаторах и холодильниках Qохл при конденсации паров сверху колонны, охлаждения циркуляционных орошений и охлаждения товарных дистиллятов до температур, при которых они откачиваются в парк. Наконец, третий поток тепла – это тепло всех охлажденных до 40−80°С дистиллятов, откачивающихся в приемный парк Qнп. Небольшая часть тепла (1−3%) теряется в окружающую среду Qпос. Из этой схемы видно, что чем большая доля тепла будет регенерирована на нагрев нефти, тем меньше придется затратить тепла на нагрев ее в печи и меньше израсходовать топлива. А это существенно улучшает экономические показатели процесса перегонки нефти. Соотношение это характеризуют коэффициентом регенерации тепла Кр = Qp/Qпол, который для действующих АВТ составляет от 0,5 до 0,8.
Функции регенерации тепла горячих потоков дистиллятов, а также их конденсации, охлаждения, дополнительного нагрева и испарения выполняет на установках АВТ разветвленная система теплообменных аппаратов различного устройства.
1.4 Первичная стабилизация и очистка дистиллятов и применяемые реагенты
Дистилляты, вырабатываемые из нефти на установках АВТ (кроме топлива ТС-1 или осветительного керосина), подвергают обычно дальнейшей переработке. Она может заключаться в их повторной (вторичной) перегонке с целью разделения на более узкие фракции, очистке от вредных примесей или нежелательных групп углеводородов либо в облагораживании химического состава с целью придания дистиллятам определенных свойств или получения новых, отличных по химическому составу нефтепродуктов.
Стабилизацию бензина осуществляют непосредственно на АВТ. Ректификационная колонна стабилизации бензина имеет небольшой диаметр (1,2−1,6 м), причем та часть колонны, которая расположена над вводом сырья, имеет иногда диаметр меньше, чем отгонная ее часть, так как количество паровой фазы значительно меньше, чем жидкой. Число тарелок в такой колонне — 35−40. Нестабильный бензин до поступления в колонну нагревают в теплообменниках до 80−85°С. При давлении в колонне 0,6−0,7 МПа температура паров наверху — около 60 °C, а внизу — 130−140°С. Тепло внизу колонны подводится через ребойлер, где в качестве теплоносителя используют водяной пар или один из горячих потоков АВТ (например, циркуляционное орошение атмосферной колонны).
Верхним продуктом является в этой колонне газовая головка бензина — углеводороды С1-С4 в количестве 3,5−4% (мас.) от исходного нестабильного бензина, причем небольшую часть этой головки отбирают в виде несконденсированного сухого газа С1-С2, а остальную — в виде сжиженного газа С3-С4 с небольшой примесью пентанов.
Остаточным продуктом колонны стабилизации является стабильный бензин, в котором отсутствуют углеводороды С1-С3 и сведено к минимуму содержание бутанов.
Очистка прямогонных нефтяных дистиллятов раствором щелочи (щелочная очистка) позволяет удалить из них кислые органические соединения (нафтеновые кислоты, фенолы), легкие сернистые соединения (сероводород, низшие меркаптаны), а также остатки серной кислоты, если перед этим дистиллят подвергался кислотной очистке. Очистка осуществляется смешением нефтепродукта с 15−20%-м водным раствором гидроксида натрия (едкого натра), за счет химического взаимодействия которого с указанными выше нежелательными примесями последние нейтрализуются.
Щелочной очистке подвергают обычно сжиженные нефтяные газы (пропан-бутан-пентаны) и светлые дистилляты (бензин, керосины и дизельные топлива).
Процесс щелочной очистки технологически очень прост, но обладает двумя существенными недостатками: достигаемая глубина очистки обычно невелика (особенно по меркаптанам), и в процессе образуется загрязненный щелочью водный сток, очистка которого представляет непростую задачу.
Очистка нефтепродуктов серной кислотой (сернокислотная очистка) обычно используется для того, чтобы удалить из них определенное количество ароматических углеводородов и довести их содержание до норм, регламентированных стандартами на товарный нефтепродукт. К таким нефтепродуктам, в которых ограничивается содержание ароматических углеводородов, относятся осветительные керосины, бензины-растворители и жидкий парафин.
Задачей осушки жидких нефтепродуктов, полученных на АВТ, является удаление взвешенной в нем (эмульгированной) воды, поскольку растворенная вода методами отстоя не может быть удалена.
Осушку нефтепродуктов от влаги осуществляют методами естественного или интенсифицированного отстоя. В первом случае отстой производится в резервуарах готовой продукции, куда поступает соответствующий дистиллят с АВТ. Большая вместимость этих резервуаров (1000−5000 м) и длительное время нахождения нефтепродукта в них до отгрузки (10−50 ч) позволяют каплям эмульгированной воды осесть на дно резервуара, откуда она периодически дренируется в системы очистки сточных вод. При интенсифицированном отстое используют специальные аппараты — электроразделители, в которых, так же как и в электродегидраторах ЭЛОУ, имеются высоковольтные электроды, между которыми проходит обводненный нефтепродукт. В поле высокого напряжения происходит интенсивная коалесценция капель воды и их быстрое оседание на дно аппарата. Осушка при этом достаточно глубокая — содержание остаточной влаги составляет 0,05−0,10% (мас), т. е. близко к растворимости. Это позволяет практически исключить попадание воды в товарные резервуары и предохранить их от коррозии. Пропускная способность таких электроразделителей — до 5 объемов нефтепродукта на 1 объем активной зоны аппарата в час.
Депарафинизация — это процесс удаления из дистиллята н-алканов с целью понижения температуры его застывания и одновременного получения концентрата н-алканов (парафина) Используют этот процесс для депарафинизации фракций дизельного топлива и масляных дистиллятов.
Депарафинизация дизельного топлива может осуществляться четырьмя способами:
Депарафинизация вымораживанием н-алканов при низких температурах из раствора дизельного топлива с селективным растворителем (смесь толуола с метилэтилкетоном) с последующим отделением кристаллов парафина на фильтрах;
Карбамидная депарафинизация с использованием свойства н-алканов образовывать твердое комплексное соединение (аддукт), который отделяется от массы топлива на фильтрах (или иным методом) и затем разлагается на парафин и карбамид;
Адсорбционная депарафинизация за счет использования свойств цеолитов типа «А» селективно адсорбировать только н-алканы;
Каталитическая депарафинизация с использованием специальных катализаторов, на которых при высокой температуре (300−380°С) в атмосфере водорода н-алканы селективно подвергаются крекингу на низкомолекулярные и изомеризуются.
Наиболее универсальным, эффективным и экологически предпочтительным процессом очистки нефтепродуктов от вредных примесей является гидроочистка — процесс селективного гидрогенолиза гетероорганических соединений серы, азота, кислорода и металлов.
Гидроочистке может подвергаться любой дистиллят, выделяемый из нефти.
Глубина очистки зависит от исходного содержания примесей в сырье и режима очистки. Сера и кислородсодержащие соединения при гидроочистке удаляются с наибольшей глубиной (80−99%), азотсодержащие — с несколько меньшей (70−90%), а металлы — всего на 30−40%.
Http://westud. ru/work/193381/Proekt-ustanovki-pervichnoj-pererabotki
Изложены методы расчета процессов, обеспечивающих охрану окружающей среды. Даны типовые методы расчета процессов переработки нефти и газа, основы выбора технологических схем, режимов и конструктивного их оформления, а также обоснование выбора оптимальных проектных решений. Может быть полезно инженерам и исследователям, работающим в области переработки нефти. Приведены алгоритмы и программы расчета на ЭВМ физических и химических процессов нефтепереработки. Предназначено для студентов нефтяных и химико-технологических вузов, специализирующихся в области химической технологии переработки нефти и газа. Воспроизведено в оригинальной авторской орфографии издания 1987 года (издательство Химия).
Кроме того, процессы нефтепереработки, направленные на повышение октанового числа бензина и производства ароматических углеводородов в качестве сырья используют узкие бензиновые фракции. Этим обусловлено включение в технологическую схему переработки нефти данного процесса (рис.4), при котором от бензиновой фракции отгоняются сжиженные газы, и осуществляется её разгонка на 2-5 узких фракций на соответствующем количестве колонн. Продукты первичной переработки нефти охлаждаются в теплообменниках, в которых отдают тепло поступающему на переработку холодному сырью, за счет чего осуществляется экономия технологического топлива, в водяных и воздушных холодильниках и выводятся с производства. Аналогичная схема теплообмена используется и на других установках НПЗ. Современные установки первичной переработки зачастую являются комбинированными и могут включать в себя вышеперечисленные процессы в различной конфигурации. Мощность таких установок составляет от 3 до 6 млн. тонн по сырой нефти в год. На заводах сооружается несколько установок первичной переработки во избежание полной остановки завода при выводе одной из установок в ремонт.
Уборка с удовольствием! Благодаря отжимному механизму Ваши руки останутся сухими и чистыми. Размер насадки: 26,5×9,5 см.
Алюминиевая литая форма для выпечки (на 9 половинок), пластиковые ручки, диаметр 160 мм.
Набор форм для приготовления фигурных изделий из теста – идеальная возможность сэкономить силы и время при приготовлении пельменей,
Для студентов учреждений среднего профессионального образования.
Особое внимание уделено научным основам и методам подготовки нефти к переработке, технологии прямой перегонки нефти на атмосферных и атмосферно-вакуумных установках, а также вторичной перегонке дистиллятов.
Приведены методики, даны примеры расчета параметров технологических процессов добычи нефти фонтанным, газлифтным и механизированным способами, увеличения производительности скважин, поддержания пластового давления, сбора и подготовки нефти, газа и воды на промыслах.
Приведенный материал проиллюстрирован графиками и сведен в таблицы для лучшего усвоения.
Книга предназначена в качестве учебного пособия по курсам "Химия нефти", "Технология нефти", и "Технология нефтехимического синтеза" для студентов нефтяных вузов и факультетов.
Работа предназначена для студентов специальности 260202, аспирантов, преподавателей технических и технологических ВУЗов, работников кондитерских предприятий.
Рассмотрен химический состав нефти, даны механизм, кинетика и термодинамика основных термических и каталитических процессов переработки нефти, описаны катализаторы, изложены основы управления процессами.
Описана также технология подготовки и использования заводских углеводородных газов; даны поточные схемы переработки нефти с получением топливных компонентов и сырья для нефтехимического синтеза.
Http://www.100book. ru/tehnologicheskie_raschety_ustanovok_pererabotki_nefti_b1490078.html





 Автомобильная промышленность поволжья и его основные центры Содержание1 Автомобилестроение Поволжья2 Предприятия автомобилестроения Поволжья3 Lada — наиболее распространенный автомобиль в Поволжье На территории бывшего СССР до.
Автомобильная промышленность поволжья и его основные центры Содержание1 Автомобилестроение Поволжья2 Предприятия автомобилестроения Поволжья3 Lada — наиболее распространенный автомобиль в Поволжье На территории бывшего СССР до. Промышленность Липецкой области: основные отрасли Содержание1 Промышленность Липецкой области2 Металлургическая промышленность Липецкой области3 Машиностроительная промышленность Липецкой области4 Нефтехимическая.
Промышленность Липецкой области: основные отрасли Содержание1 Промышленность Липецкой области2 Металлургическая промышленность Липецкой области3 Машиностроительная промышленность Липецкой области4 Нефтехимическая. Природные ресурсы Поволжья и их разнообразие Если оценивать в целом природные факторы Поволжья, то его допустимо включить в группу районов страны, где созданы прекрасные условия для комплексного развития. Поволжье.
Природные ресурсы Поволжья и их разнообразие Если оценивать в целом природные факторы Поволжья, то его допустимо включить в группу районов страны, где созданы прекрасные условия для комплексного развития. Поволжье. Основные промышленные узлы Поволжья и их специализация Города Поволжья похожи на бусины, которые часто расположены друг от друга, находясь при этом в непосредственной близости от Волги. Именно эта река и поспособствовала их.
Основные промышленные узлы Поволжья и их специализация Города Поволжья похожи на бусины, которые часто расположены друг от друга, находясь при этом в непосредственной близости от Волги. Именно эта река и поспособствовала их. Поволжье – один из крупнейших географических объектов РФ. Он расположен вдоль берегов реки Волга. Здесь хорошо развита экономика. Судоходная река, железнодорожные ветки, пересекающие Поволжье вдоль и поперек, обеспечивают местных жителей всем необходимым для полноценного существования. По Волге есть выход в моря, что также благоприятно сказывается на экономико-географическом положении района.
Поволжье – один из крупнейших географических объектов РФ. Он расположен вдоль берегов реки Волга. Здесь хорошо развита экономика. Судоходная река, железнодорожные ветки, пересекающие Поволжье вдоль и поперек, обеспечивают местных жителей всем необходимым для полноценного существования. По Волге есть выход в моря, что также благоприятно сказывается на экономико-географическом положении района. Мнение, что мини-завод по переработке нефти является выгодным вложением, является авторитетным. Одним из важнейших вопросов сегодня является вопрос о добыче топлива. С каждым днем оно дорожает, а это означает, что на получение энергии уходит все больше и больше денег. Возникает естественный вопрос, что дешевле, производить нефть или ее покупать.
Мнение, что мини-завод по переработке нефти является выгодным вложением, является авторитетным. Одним из важнейших вопросов сегодня является вопрос о добыче топлива. С каждым днем оно дорожает, а это означает, что на получение энергии уходит все больше и больше денег. Возникает естественный вопрос, что дешевле, производить нефть или ее покупать. Бизнес-идея: Мини завод по переработке пластика, Мобильный мини-завод для переработки ПЭТ-бутылок
Бизнес-идея: Мини завод по переработке пластика, Мобильный мини-завод для переработки ПЭТ-бутылок Настоящий профессионал.
Настоящий профессионал.




 Газета «Известия» со ссылкой на собственный информированный источник сообщила, что ранее возведение НПЗ планировалось в Японии, на территории префектуры Ниигата, однако потом решено было перенести строительство в Россию. Данный регион Японии известен тем, что там добывается большая часть японского газа и нефти, однако нефтеперерабатывающие предприятия в префектуре не функционируют с середины 1990-х годов. В то же время активность нефте-газодобычи в Ниигате сокращается, поэтому удовлетворять потребности региона в энергетике было решено за счёт российских энергоресурсов. Уже известно, что нефть для нового завода также будет закупаться у российских добывающих компаний.
Газета «Известия» со ссылкой на собственный информированный источник сообщила, что ранее возведение НПЗ планировалось в Японии, на территории префектуры Ниигата, однако потом решено было перенести строительство в Россию. Данный регион Японии известен тем, что там добывается большая часть японского газа и нефти, однако нефтеперерабатывающие предприятия в префектуре не функционируют с середины 1990-х годов. В то же время активность нефте-газодобычи в Ниигате сокращается, поэтому удовлетворять потребности региона в энергетике было решено за счёт российских энергоресурсов. Уже известно, что нефть для нового завода также будет закупаться у российских добывающих компаний. Японская сторона не скрывает своих намерений вывозить из страны все произведённые на предприятии нефтепродукты. После кризиса, связанного с аварией на атомной электростанции в Фукусиме, Япония взяла курс на постепенное сокращение доли атомной энергетики в энергоснабжении страны, поэтому её потребности в традиционных видах топлива увеличиваются. Уже известно, что одной их других тем на встрече лидеров России и Японии станет строительство газопровода между островами Сахалин и Хоккайдо.
Японская сторона не скрывает своих намерений вывозить из страны все произведённые на предприятии нефтепродукты. После кризиса, связанного с аварией на атомной электростанции в Фукусиме, Япония взяла курс на постепенное сокращение доли атомной энергетики в энергоснабжении страны, поэтому её потребности в традиционных видах топлива увеличиваются. Уже известно, что одной их других тем на встрече лидеров России и Японии станет строительство газопровода между островами Сахалин и Хоккайдо. О том, какое влияние возможное строительство НПЗ окажет на российский рынок нефтепродуктов, а также о том, почему Япония решила строить завод на российской территории, корреспонденту «Деловых Новостей» рассказал Дмитрий Баранов, ведущий эксперт УК “Финам Менеджмент”
О том, какое влияние возможное строительство НПЗ окажет на российский рынок нефтепродуктов, а также о том, почему Япония решила строить завод на российской территории, корреспонденту «Деловых Новостей» рассказал Дмитрий Баранов, ведущий эксперт УК “Финам Менеджмент” Рис. 8. Динамика потребления нефти в Японии, млн т/год. Источник: ИЭС По Данным BP Statistical Review of World Energy, June 2010
Рис. 8. Динамика потребления нефти в Японии, млн т/год. Источник: ИЭС По Данным BP Statistical Review of World Energy, June 2010 Рис. 9. Структура поставок нефти в Японию (по состоянию на 2008 г.) Источник: ИЭС по данным IEEJ, 2009
Рис. 9. Структура поставок нефти в Японию (по состоянию на 2008 г.) Источник: ИЭС по данным IEEJ, 2009 Рис. 10. Изменение установленной мощности НПЗ Японии, млн т/год. Источник: ИЭС По Данным BP Statistical Review of World Energy, June 2010
Рис. 10. Изменение установленной мощности НПЗ Японии, млн т/год. Источник: ИЭС По Данным BP Statistical Review of World Energy, June 2010 Рис. 11. Производство нефтепродуктов в Японии, млн т/год. Источник: ИЭС По Данным BP Statistical Review of World Energy, June 2010
Рис. 11. Производство нефтепродуктов в Японии, млн т/год. Источник: ИЭС По Данным BP Statistical Review of World Energy, June 2010 Рис. 12. Импорт нефтепродуктов в Японию, млн т/год. Источник: ИЭС По Данным OPEC Annual Statistical Bulletin, 2001-2010
Рис. 12. Импорт нефтепродуктов в Японию, млн т/год. Источник: ИЭС По Данным OPEC Annual Statistical Bulletin, 2001-2010 Рис. 13. Экспорт нефтепродуктов из Японии, млн /год. Источник: ИЭС По Данным OPEC Annual Statistical Bulletin, 2001-2010
Рис. 13. Экспорт нефтепродуктов из Японии, млн /год. Источник: ИЭС По Данным OPEC Annual Statistical Bulletin, 2001-2010 Экспертная группа “ОАО “АК “Транснефть” признаёт, что в настоящее время в нефтеперерабатывающей отрасли России сложилась сложная ситуация. Низкая глубина переработки нефти на большинстве российских НПЗ (не более 45-50%) и увеличение доли экспорта тёмных нефтепродуктов является следствием рыночных изменений, произошедших со времени разработки существующей системы расчета экспортных пошлин.
Экспертная группа “ОАО “АК “Транснефть” признаёт, что в настоящее время в нефтеперерабатывающей отрасли России сложилась сложная ситуация. Низкая глубина переработки нефти на большинстве российских НПЗ (не более 45-50%) и увеличение доли экспорта тёмных нефтепродуктов является следствием рыночных изменений, произошедших со времени разработки существующей системы расчета экспортных пошлин. Вакуумный выключатель ВЭЛМ-10 производства ПК Электрум
Вакуумный выключатель ВЭЛМ-10 производства ПК Электрум


