мини нпз купить бу
Купил год назад в магазине настрел 20-25 пачек отдам с навесным и чехлом продажа срочноя
Чтобы отправлять сообщения продавцу, зарегистрируйтесь на сайте, или войдите в личный кабинет.
Автор подтвердил, что изделие продаётся в полном соответствии с федеральным законом ‘Об Оружии’. Если у вас есть сомнения, или автором предоставлена недостоверная информация – воспользуйтесь кнопкой ‘Пожаловаться’.
CZ Mallard 12×76. В идеальном состоянии. Продается за ненадобностью, пылиться в сейфе. Небольшой торг. Звонить с лицензией.
новый стоит просто в сейфе . пристрелян чехол . оптика сошки все в наличии есть вопросы звоните по СМС не отвечаю !! торг при осмотре
Продаю МР-18 мелкашка колибр 5.6 ружьем не пользовался только зделал пристрелку 10 зарядное полуавтомат 2 магазина ремень и набор для чистки +коробка потрон 50 штук оброщатся с лицензией .телефон 891871.
Настрел 10 выстрелов. Внутри новое, даже краска на направляющих осталась. Продажа при наличии документов на право покупки. Торг при осмотре.
Впо 209 покупал оуоло года назад в отличном состоянии настрел около 20 пачек в комплекте идёт оружие, два шомпола, пенал, сошка, планка, кронштейн ласточкин хвост, планка на кронштейн , чехол, возможна п.
Состояние среднее, все вопросы по телефону.
Купил год назад в магазине настрел 20-25 пачек отдам с навесным и чехлом продажа срочноя
Карабин Sabatti Rover. Приобретался в 2017 году, Настрел 30 выстрелов (только пристреливался, на охоте не использовался). Деркво – орех, небольшие царапины на прикладе (практически в идеале). Встроены ра.
Продается карабин Ремингтон 770 win308 с оптикой новый без настрела + доп.магазин и патроны.
Продаю одноствольное ружьё без торга город усть-джегута
1 850 000 за 3 кг. черного железа и 1 кг. деревяшки? Продавец скорее всего готов 50 т.р. при торге скинуть.
Дикий и голодный край , оттуда и цены такие .
Не когда не мог понять , что курили граверы в Туле .
Александр , к объявлению №73252
(1)Service
Pick you up from the airport
Book hotel for you
Show you around Shanghai
(2)Payment
Price: Negotiable
Location: shanghai, China
Payment: T/T 30% deposit, 40% before loading, 30% after receiving the copy of B/L
(3)Shipment
We have many ways of delivery. Safe, fast and trust
1.Container: which is cheapest and fast.
2.Bulk cargo ship: which is better for bigger construction equipment
3.Flat rack ship: which is better for bigger machine and also no need to dismantle
4.RO RO ship: which is good for every machine and faster.
You can depend on your own requires to choose one favorite.
Delivery: Within 5 working days after confirmation
Утилизируем мазутные хозяйства, старые котельные, резервуары для хранения нефтепродуктов, очищаем емкости от мазутов и нефтешламов. Покупаем старый мазут М 100, М40, обводненный мазут, лежалый мазут, неликвидный мазут.
Покупаем мазут М 100 М 40(ГОСТ, ТУ), флотский мазут, а так-же обводненный мазут c различным содержание воды, максимальное до 50% . Разогрев и закачку в мазута возы можем произвести собственными силами, имеем для этого все.
Алкилат – 44000 б/н (Рязань) Прямогон, Нижний, октан 60, плотн. 0,74- 32000 б/н Печное темное (нефтяное), г. Пермь- 14850 б/н, плотность 0,9, вспышка 20, застывание -20 Печное темное (нефтяное), Рязань- 17500 б/н Печное темное для диз. котла.

Купим старый обводненный мазут, битум, гудрон с хранения. Разогрев и закачку в мазутовозы произведем собственными силами, имеем для этого все необходимое оборудование лицензии и сертификаты. Оплата сразу (наличный.
Покупаем мазут длительного хранения у заводов, предприятий, котельных, вне зависимости от качества мазута (можно обводненный) и состояния котельной. Оплата сразу. Наличный безналичный расчет. Мы приобретем.
Купим старый обводненный мазут, битум, гудрон с хранения. Разогрев и закачку в мазутовозы произведем собственными силами, имеем для этого все необходимое оборудование лицензии и сертификаты. Оплата сразу (наличный.
Организация на постоянной основе продаёт МАЗУТ ТУ цена 3000-9000руб/т, обводнённый мазут от 2000 руб/т, каменноугольное масло (креозот) от10000 руб/т, печное топливо (темное.
На постоянной основе покупаем и утилизируем любые некондиционные нефтепродукты с длительного хранения. Откачиваем и вывозим собственными силами. Очищаем резервуары от мазутов и нефтешламов. Имеем все необходимое.

Наша компания готова купить и вывезти с места хранения старый и обводненный мазут, битум, гудрон. Покупаем старый мазут М 100, М40, обводненный мазут, лежалый мазут, неликвидный мазут, мазут некондиционный, мазут из.
Покупаем мазут длительного хранения, находящийся на предприятии в виде резервного топлива, не зависимо от его состояния, работоспособности котельной и резервуарного парка. Разогрев, откачку и перевозку мазута можем.
Алкилат – 44000 б/н (Рязань) Прямогон, Нижний, октан 60, плотн. 0,74- 32000 б/н Печное темное (нефтяное), г. Пермь- 14850 б/н, плотность 0,9, вспышка 20, застывание -20 Печное темное (нефтяное), Рязань- 17500 б/н Печное темное для диз. котла.
Покупаем: неликвидный мазут (с хранения, с истекшим сроком годности, с расформированных котельных), битум, гудрон а также отработанное масло любых видов. Производим откачку, вывоз собственным автотранспортом.
Купим мазут с хранения любого качества (обводненный, старый, лежалый). Разогрев, откачку и перевозку осуществим сами. К основным видам нашей деятельности относятся очистка мазутных резервуаров, покупка мазута.
Покупаем обводненный мазут М 100, М 40 с хранения, с истекшим сроком годности, с расформированных котельных не зависимо от его состояния, работоспособности котельной и резервуарного парка. Работы по разогреву и откачке.
На постоянной основе покупаем нефтепродукты с доставкой авто и жд. транспортом на Санкт-Петербург, или само вывоз с любых регионов России. Оплата по факту (любой вид расчета). Предложения отправляйте на почту.
Срочно куплю обводненный мазут в г. Москва, Нижний Новгород, постоянно интересен мазут ТУ у заводов, фабрик, различных котельных. Имеется собственное оборудование для разогрева и откачки мазута с водой. Звоните или.
На постоянной основе закупает отходы нефтепродуктов, СНО, мазут некондиционный, нефтешлам, мазут обводненный по всей территории РФ. Самовывоз. Любая форма.
Темный Дизель плот. 0.820. 23500 р.т. Нижнекамск. Мазут химический : Плотность 950 . Сера 0,05. Вязкость 4 сст. Вспышка 35. Застывания -50. Загрузка Нижний – Новгород цена 14500 р.т. без нал. Мазут плотность 0.860 . сера до 1. вода до.
Покупаем мазут. Производим откачку и разогрев. Утилизируем мазут. Очистка емкостей и резервуаров от мазута и прочих нефтепродуктов. Своя техника. все документы. 8-915-464-44-18.
Фирма ” ООО ДИРЕКТ” предлагает Вам топочный ” МАЗУТ М-100″ оптом по выгодный цене. Мазут находится в г. Воронеже. Все подробности и дополнительная информация по телефону или по электронному адресу Вячеслав.
Наша компания покупает старый, обводненный мазут, находящийся на территории предприятий в качестве когда-то существующего резервного топлива, но утратившего свои физико-химические свойства в силу ненадлежащего.
Купим мазут обводненный, старый, лежалый из резервного топливного хозяйства (РТХ) не зависимо от его состояния, работоспособности котельной и резервуарного парка. Разогрев, откачку и перевозку мазута можем.
Купим старый, обводненный мазут (любого качества) на выгодных для вас условиях. Разогрев, откачку и перевозку мазута осуществим сами. Оплата сразу, (наличный безналичный расчет). К основным видам нашей деятельности.
Покупаем мазут длительного хранения, находящийся на предприятии в виде резервного топлива, не зависимо от его состояния, работоспособности котельной и резервуарного парка. Работы по разогреву и закачки в мазутовозы.
Купим старый обводненный мазут и битум,с хранения. Разогрев и закачку произведем собственными силами Покупаем мазут непосредственно у собственников а так же готовы выплатить вознаграждение.
Производим зачистку, диагностику и демонтаж мазутных резервуаров (наземных и подземных), разогрев и откачку нефтешлама. Имеем возможность приобрести (Купить) некондиционный мазут, мазут с хранения, обводненный мазут.
Наша компания покупает мазут длительного хранения у заводов, предприятий, котельных, вне зависимости от качества мазута (можно обводненный) и состояния котельной. Оплата сразу! Наличный безналичный расчет. Мы.
Покупка старого мазута в Московской области. Мы готовы купить мазут у вашего предприятия вне зависимости от качества мазута (можно обводненный) и состояния котельной. Мы приобретем мазут и вывезем собственным.
Дизельные фракции: Томскнефтепереработка (Томск) УК Перекресток (Анжеро-Судженск) ВПК-Ойл (п. Коченево, НСО) Бензин: АИ-80 АИ-92 Керосин Дистиллят: АНГК Итатский НПЗ Нефть: Нефть трубная (Семилужки) Мазут.
Наша компания покупает старый, обводненный мазут длительного хранения у заводов, предприятий, котельных, вне зависимости от качества мазута и состояния котельной а так-же а также отработанное масло любых видов.
ГУП «Брянсккоммунэнерго» продает Мазут в кол-ве 100 тн. Возможен.

Покупаем обводненный мазут битум, гудрон с хранения, с истекшим сроком годности, с расформированных котельных не зависимо от его состояния, работоспособности котельной и резервуарного парка. Разогрев, откачку.
Покупаем мазут хранившийся на котельной в виде резервного топлива. Разогреваем, откачиваем и вывозим собственными силами и средствами. Готовы купить старый мазут с хранения в пределах ЦФО, для других регионов.

Наша компания занимается покупкой и переработкой любых некондиционных нефтепродуктов с хранения. Очищаем топливные резервуары, утилизируем нефтешлам. Имеем все необходимое оборудование , лицензии и сертификаты для.
Большие объемы D2-0, 2-62, Diesel EVRO, Мазут М100, Реактивное JP 54, Natural gas. Базис поставки – FOB, CIF. Форма оплаты – МТ103.
Продаем топочный мазут М 100 различного качества (ГОСТ, ТУ). Доставку осуществляем автотранспортом по Северо-Западному и Центральному регионам России. Минимальный заказ 30 тн. Цена на топочный мазут М 100 формируется.
Наша компания занимается покупкой и переработкой любых некондиционных нефтепродуктов с хранения, так-же мы очищаем топливные резервуары и утилизируем нефтешлам. Имеем все необходимое оборудование лицензии.
Постоянно покупаем для переработки любые некондиционные нефтепродукты, вывозим собственными силами. Оплата сразу, любой вид расчета нал-безнал. Приобретем: дизельное топливо ТУ некондиционное и с хранения.

Покупаем мазут обводненный, старый, лежалый из резервного топливного хозяйства (РТХ) не зависимо от его состояния, работоспособности котельной и резервуарного парка. Разогрев, откачку и перевозку мазута можем.
Большие объемы D2, Мазут М100, Реактивное JP 54, Crude oil. Базис поставки – FOB, CIF. Обеспечим любой объем. Форма оплаты – по.
Продаю обводненный мазут чр город грозный цена 3рубля.
Предлагаем мазут М100 объем 5000 тонн, расположение.
Есть в наличии на постоянной основе мазут М100 по ТУ 3 Вида, до 500 тн, цена 7000 руб./тн. паспорт по запросу. Отгрузка РБ. г Салават промзона с собственной базы. Масло отработанное, печное топливо.
Реализуем на экспорт: мазут, дизельное топливо, нефть, авиационный керосин, газ сжиженный. Базис поставки – FOB, CIF. Форма оплаты – МТ103.
Купим мазут обводненный, старый, лежалый из резервного топливного хозяйства (РТХ) не зависимо от его состояния, работоспособности котельной и резервуарного парка. Разогрев, откачку и перевозку мазута можем.
Имеем возможность реализовать мазут марок М-100 (производство Уфа) и М-40 (производство Челябинск) по сниженным ценам с учетом доставки мазутовозами от 10м3. Продукт.
Продаём мазут М-100, М-40 отгрузка цыстерны Ж/Д. Паспорта качества по.
К основным видам нашей деятельности относятся очистка (зачистка) резервуаров от мазута и других нефтепродуктов, покупка мазута с хранения, разогрев мазута, откачка мазута. Производим работы по сбору и утилизации.
Продаем мазут марки М-100 ГОСТ. Отгрузка Свердловская область. По всем вопросам и формированию заявки , просьба обращаться по указанному номеру телефона.

Постоянно покупаем для переработки любые некондиционные нефтепродукты, вывозим собственным транспортом. Оплата сразу – любой вид расчета нал. безнал. Очищаем топливные резервуары, утилизируем нефтешлам. Имеем все.
Продаем на отопительный сезон топочные мазуты марки М 100. Производства Роснефть Ачинск 11800 р/т, Ангарск 12800 р/т, Комсомольск-на-Амуре и Хабаровск 19000 р/т. Мазут М100 станция отгрузки Бугульма по цене 6 500 р/т с водой до.
КУПИМ МАЗУТ любого качества на выгодных для вас условиях. Оплата сразу! Все работы по разогреву и закачке производим собственными силами. Покупаем мазут непосредственно у собственников, а также готовы.
Постояно и в больших количествах покупем отработанное масло, мазут, СНО, печное топливо, ДТ. Алексей.
Предлагаем Вам рассмотреть возможность покупки нефтепродуктов производства ОАО «КНПЗ» (паспорт качества прилагается) цена на 15 января 2016 г: •СМТ (сера 0,2, вспышка 62) – 27 500 р/т + антигель 300 р/т.
Продаем мазут 5% воды, серы до 2,5%. Возможна доставка нашим автотранспортом. А так же осуществляем доставку Ж/Д транспортом. Поставляем на Белоруссию и Казахстан. По всем вопросам и формированию заявки , просьба.
Мазут химический : Плотность 950 . Сера 0,05. Вязкость 4 сст. Вспышка 35. Застывания -50. Загрузка Нижний – Новгород цена 14500 р.т. без нал. Сергей Анатольевич, 89608343373. 89608420091.
Покупаем старый мазут с хранения, покупка обводненного мазута, очистка мазутных резервуаров, куплю старый мазут в Москве и Московской области. Купим старый, обводненный мазут (любого качества) на выгодных для вас.
На постоянной основе закупаем мазут (нефтешлам) обводненный от 5 до 30%. Вывозим собственным транспортом, при необходимости можем разогреть и откачать. Оплата сразу (наличный безналичный расчет.
Продам на экспорт: мазут марки М-100, дизельное топливо D2, нефть, авиационный керосин JP 54, ТС-1, РТ, Jet-A1. Форма оплаты – МТ103, BG, SBLC, PP. Гибкие цены, доставка. Опыт работы.
Покупаем старый мазут с хранения, покупка обводненного мазута, очистка мазутных резервуаров, куплю старый мазут в Рязани и Рязанской области. Наша компания покупает мазут длительного хранения у заводов.
Покупаем старый мазут с хранения, покупка обводненного мазута, очистка мазутных резервуаров, куплю старый мазут в Курске и Курской области. Наша компания покупает мазут длительного хранения у заводов, предприятий.

Покупаем старый мазут с хранения, покупка обводненного мазута, очистка мазутных резервуаров, куплю старый мазут в Ярославле и Ярославской области. Наша компания покупает мазут длительного хранения у заводов.
Покупаем старый мазут с хранения, покупка обводненного мазута, очистка мазутных резервуаров, куплю старый мазут в Иваново и Ивановской области. Наша компания покупает мазут длительного хранения у заводов.

Покупаем старый мазут с хранения, покупка обводненного мазута, очистка мазутных резервуаров, куплю старый мазут в Брянске и Брянской области. Наша компания покупает мазут длительного хранения у заводов.
Приобретем старый мазут М 100, битум, гудрон с хранения. Разогрев и закачку в мазута ввывоз произведем собственными силами, имеем для этого все необходимое оборудование лицензии и сертификаты. Оплата сразу (наличный.
Производим работы по сбору и утилизации нефтесодержащих и мазута содержащих отходов. Осуществляем очистку резервуаров и мазутных озер от мазута и донных отложений, сбор аварийных проливов нефтепродуктов. Откачиваем.

Покупаем старый мазут с хранения, покупка обводненного мазута, очистка мазутных резервуаров, куплю старый мазут в Смоленске и Смоленской области. Купим старый, обводненный мазут (любого качества) на выгодных для вас.

Покупаем старый мазут с хранения, покупка обводненного мазута, очистка мазутных резервуаров, куплю старый мазут во Владимире и Владимирской области. Купим старый, обводненный мазут (любого качества) на выгодных для.
Купим срочно топочный обводненный мазут м-100 с хранения, вода до 40%. По ж/д не работаем! САМОВЫВОЗ. Имеем возможность разогреть электротенами, парогенератором, откачать и вывезти (работы производим от и до своими силами).
Продаем мазут в оренбургской обл.г.орск. со старой котельной 65-70 тонн необходим разогрев и самовывоз вашим транспортом.мазут находится в вертикальной емкости 400 кубов.видео емкостей по запросу.ранее емкость.
Постоянно покупаем для переработки любые некондиционные нефтепродукты, вывозим собственным транспортом. Оплата сразу – любой вид расчета нал. безнал. Очищаем топливные резервуары, утилизируем нефтешлам. Имеем все.
Постоянно покупаем для переработки любые некондиционные нефтепродукты, вывозим собственными силами. Оплата сразу, любой вид расчета. Приобретем: дизельное топливо ТУ некондиционное и с хранения, аварийное ДТ.
Большие объемы D2, Мазут М100, Реактивное JP 54, Crude oil. Базис поставки – FOB, CIF. Обеспечим любой объем. Форма оплаты – по.
Продам флотский мазут Ф-5, ИФО, судовое топливо. ООО «ДАПКАМ», Волков Владимир Станиславович Тел: (8555) 483722, 423462, 89046620430.
Производим работы по сбору и утилизации нефтесодержащих и мазутосодержащих отходов. Производим очистку резервуаров и мазутных озер от мазута и донных отложений, сбор аварийных проливов нефтепродуктов. Есть лицензия.

Производим работы по сбору и утилизации нефтесодержащих и мазутосодержащих отходов. Производим очистку резервуаров и мазутных озер от мазута и донных отложений, сбор аварийных проливов нефтепродуктов. Есть.

Приобретем старый мазут М 100, битум, гудрон с хранения. Разогрев и закачку в мазута вывоз произведем собственными силами, имеем для этого все необходимое оборудование лицензии и сертификаты. Оплата сразу (наличный.
Дизельное топливо, керосин, Мазут М100 крупным оптом на экспорт. Доставка в любой безопасный порт мира. Обеспечим любой объем. Будем рады.
Дизельное топливо, керосин, Мазут М100 крупным оптом на экспорт. Доставка в любой безопасный порт мира. Обеспечим любой объем. Будем рады.
Дизельное топливо D2, Мазут M-100 – экспортируем. Базис – FOB Роттердам. Форма оплаты – аккредитив. Tel. +380503104024 Skype.
Купим обводнённый мазут в пределах 600км от Нижнего.
Постоянно покупаем для переработки любые некондиционные нефтепродукты, вывозим собственными силами. Оплата сразу, любой вид расчета , также можем оказать услуги по зачистке резервуаров и утилизации.
На постоянной основе продаем на экспорт нефтепродукты: дизтопливо D2-0,2-62, Crude oil, Diesel EVRO, реактивное топливо JP 54, ТС-1, РТ, Jet-A1, мазут М 100. Базис поставки – FOB, CIF. Страна-производитель: Россия, Иран. Разумные цены.
Дизельное топливо Мазут JP 54, Crude oil на экспорт. FOB, CIF. Форма оплаты – по.
Продаём мазут, битум, нефтешлам. Самовывоз. Объём большой. Недорого. Тел. 89050339291.
Покупаем на постоянной основе мазут с хранения,воды до 25-30%, лежалый, госрезерв, с действующих котелен, очистка емкостей разогрев и вывоз своими силами. Кон. тел.
Покупаем старие мазут битум гудрон печное топлива отработка масло в любом выде по всей России Бесплатная Утилизация. Очистка и Откачка.
Дорого покупаем и откачиваем мазут и прочие нефтепродукты. В распоряжении нашей компании есть все необходимое оборудование для откачки, перевозки и утилизации. Платим деньги. Стоимость определяется после выезда.
Продам мазут в любом виде в УРФО, масла отработанные, моторные, трансформаторные, индустриальные, а так же другие нефтепродукты. Поставляем на Белоруссию и Казахстан. А так же осуществляем доставку Ж/Д транспортом. По.
D2, Мазут М100, реактивное топливо JP 54, Crude oil, экспорт. На экспорт базис поставки – CIF, FOB. Происхождение: Иран, Россия и др. Выполним любой.
Дизельное топливо, керосин, Мазут М100 крупным оптом на экспорт. Доставка в любой безопасный порт мира. Обеспечим любой объем. Будем рады.
Предлагаю мазут М100, сера до 3, 5 %, Уважаемые господа! 1. Предлагается годовой договор на поставку мазута М100, ГОСТ, УфимНПЗ, количество 5 тыс тн мес с возможностью увеличения, отгрузка жд ст Черниковка- Восточная.
Мазут (М-100), Дизельное топливо (EN590) – на экспорт поставляем. Базис поставки – CIF ASWP. Оплата – аккредитив. Skype: kurdiukov_eduard Tel.
Экспортируем мазут, дизельное топливо, авиационный керосин. Базис поставки – FOB, CIF. Форма оплаты – аккредитив. тел. +38 (050) 3104024 Skype.
Все виды топлива: дизель, (зима лето), Евро-III, Евро IV. Бензин, рапсовое масло, мазут. Серьезные объемы на территории РФ в кратчайшие сроки. В случае заинтересованности, необходимо связаться по телефону или электронной.
Предлагаем к поставке мазут М-100 и М-40 разных видов по Москве, Московской области , России и на экспорт. Срочная доставка ж/д транспортом и автотранспортом напрямую с НПЗ и со склада в Московской области. Товар.

Покупаем мазут обводненный, старый, лежалый из резервного топливного хозяйства (РТХ) не зависимо от его состояния, работоспособности котельной и резервуарного парка. Разогрев, откачку и перевозку мазута можем.
Топливо печное светлое (подойдет для “очистки”), температура застывания -25°, содержание серы не более 1%, цвет коричневый-прозрачный, запах как у ДТ “мягкий” без гари! 28.000 рублей/тонна.
Продаются винтовые насосы (новые) недорого: 1. 28-27 0,040 1200 2 шт. 2. 28-40 0,040 1800 2 шт. 3. 40-27 0,057 1200 3 шт. 4. 40-42 0,570 1900 5 шт. 5. 75-40 0,108 1800 6 шт. 6. 120-27 0,173 1200 3 шт. 7. 120-40 0,173 1800 1 шт.
Предлагаем подшипники по сниженным ценам, для насосов АНЦ-320, НБ-32, НБ-125, Ротор Р-560, Р-700 Подшипники: 32617 – 3700,00р., 8222 – 950,00р., 8320 – 2300,00р., 7618 – 2300р., 7624 – 6100,00р., 7524 – 2800,00р., 92152М – 20800,00р., 7618А – 2370,00р., 208 – 80,00р., 214 – 300,00р., 2226 – 4500,00р., 7520 – 1780,00р., 7538 – 15800,00р., 32634 – 32900,00р., 91682/750Х – 203900,00р., 1681/670Х – 98000,00р., 1687/770Х – 198000,00р., 1688/770Х – 98000,00р. 32617 – 3700,00р.,
Ростов-на-Дону, переулок Доломановский 104\113 офис 213
1)Автомат дозированный ДН 3-1-125. 45 тыс 3)Агрегат А 13В4/25-6,8/25Б. 10 тыс 4)Вотатор В 122. 40 тыс 6)Редуктор МЦ2С100 (4 шт). 10 тыс 8)Гомогенизатор типа Коррума. 30 тыс 10)Агрегат А13В16/25-20/6,3Б (2шт). 15 тыс 11)Агрегат А23В63/45/25Б-2 (4шт). 25 тыс 12)Агрегат насосный А 13В4/25-6,8/25Б (5шт). 10 тыс 13)Аппарат 201-133-007 (2 шт). 8 тыс 14)Грелка железнодорожная, ГЖЭ-55 новая. 80 тыс 15)Реактор стальной (5шт). 150 тыс
Комплектное нефтеперерабатывающего оборудования производства компании PETROFAC, LLC (США) 41-PK-L-510 2 установки суммарной производительностью 300 тыс. т/год
1.Эл/двигатель АВВ М3GP 315SMC (ATEX II 2G Ex nA T3) 160 кВт 3000 об/мин, (2 шт). Цена за 1 шт.-376 058,65 руб; 2.Эл/двигатель АВВ М3GP 315MLA (ATEX II 2G Ex nA T3) 200 кВт 1500 об/мин; (3 шт). Цена за 1 шт.-401 500,00 руб. 3.Эл/двигатель АВВ М3GP 315SMA (ATEX II 2G Ex nA T3) 250 кВт 1500 об/мин; (3 шт). Цена за 1 шт.-665 500,00 руб.
Краснодарский край г. Горячий Ключ. ул. Пушкина 8а
Нефтяная компания К-ОЙЛ предлагает к реализации модернизированные мини нефтеперерабатывающие установки МНПУ-2м, повышенной производительностью, до 30000 м3 в год. Оборудование сертифицировано, более 20 лет используется в различных регионах России и за рубежом, надёжно, долговечно, несложное в эксплуатации и высокорентабельное. С высоким рейтингом в соотношении цена- качество. Наши координаты www.mnpu.ru, info@mnpu.ru, тел. 8 918 469 91 17. Коммерческий директор Супрун Сергей Владимирович
Продам геофизический комплекс «Уссури 2» для онлайн контроля подземной ситуации на нефтяных полях. Производитель компания «АСПЕН» В составе: 4 блока, каждый весит около 60 кг, смонтированы в единую стойку, + комплект из 6 приборов для контроля подземной ситуации. Стоимость комплекса 15 900 000 рублей
Производство перемешивающего (НЕСТАНДАРТНОГО) оборудования (мешалки, диссольверы, реакторы, аппараты с перемешивающим устройством, ёмкости, емкостное оборудование и др.) Сферы применения производимого нами оборудования: химическая, нефтехимическая промышленность, сельское хозяйство , пищевая промышленность, жилищно-коммунальное хозяйство(ОЧИСТНЫЕ СООРУЖЕНИЯ), биоэнергетика, керамическое производство, металлургическая отрасль, производство красителей, строительная отрасль и т.д.
Производственная компания «АлексГрупп» предлагает к поставке гидравлические ключи ГКШ-1200, ГКШ-1500 со спайдерами СПГ-75, СПГ-80 собственного производства. Практически все комплектующие находится в наличии на наших складах, что позволяет выполнять любой заказ в кратчайшие сроки. Надежность и качество гарантируем!
640027, г. Курган, пр. Машиностроителей, 26г
Завод «Ремстроймаш» производит фильтры СДЖ (фильтры сетчатые дренажные жидкостные) различного диаметра: СДЖ-80, СДЖ-100, СДЖ-150, СДЖ-200, СДЖ-250, СДЖ-300, СДЖ-400, СДЖ-500. Стоимость изготовления под заказ по индивидуальному проекту, а также стоимость типовой конструкции, монтажа, шеф-монтажа уточняйте у специалистов отдела продаж.
Предназначен для спуска и подъема силового электрокабеля погружных насосов в нефтяные скважины. Конструкция изделия обеспечивает обрубание кабеля при аварии (обрыв подвески НКТ при спуско-подъемных операциях) В двух видах исполнения круглый и полукругом
Предназначено для предотвращения разлива нефти на устье скважины при подъеме насосно-компрессорных труб (НКТ)
Предназначен для очистки от механических примесей нефти, воды, солевых растворов и других технологических жидкостей в том числе с высокой агрессивной активностью
Предназначены для механизированной перемотке кабеля при проведении спускоподъемных операций на скважинах с погружными центробежными насосами и/или устройствами телеметрии
Предназначены для приема и выдачи насосно-компрессорных труб (НКТ) и насосных штанг погружных насосов при текущем и капитальном ремонте скважин в условиях макроклиматических районов I-II по ГОСТ 16350-80
Предназначены для получения паров в полевых условиях для очистки устьевого и вспомогательного оборудования, насосно-компрессорных труб и бурильных штанг, для обогрева превенторов, технологических емкостей и другого оборудования, используемого при капитальном и подземном ремонте скважин
Предназначены для работы с технологическими растворами при текущем и капитальном ремонте нефтяных и газовых скважин, В зависимости от назначения емкости могут применяться для хранения и работы с солевыми растворами (NaCl. CaCl2, KCl) плотностью от 1 до 1,18 кг/см3, а также другими технологическими жидкостями на водной основе (техническая вода, естественные буровые растворы, глинистые и неглинистые растворы, обратные эмульсионные растворы)
640027, г. Курган, пр. Машиностроителей, 26г
Завод «Ремстроймаш» производит нефтегазовые сепараторы типа НГС с расчетным давлением от 0, 6 Мпа до 6, 3 МПа, а также нефтегазовые сепараторы со сбросом воды типа НГСВ с расчетным давлением от 0, 6 Мпа до 2, 5 Мпа. Стоимость изготовления под заказ по индивидуальному проекту, а также стоимость типовой конструкции, монтажа, шеф-монтажа уточняйте у специалистов отдела продаж.
640027, г. Курган, пр. Машиностроителей, 26г
Завод «Ремстроймаш» производит оборудование для АСЗ: установки газозаправочные УГМ, мини-АГЗС, резервуары для газа (СУГ), в наземном и подземном исполнении. Объем производимых емкостей, в зависимости от технического задания, — от 2 до 100 м3. Полную и оперативную информацию Вы можете получить по тел. 8-800-100-26-11 (звонок по России бесплатный). E-mail: info@npommz.ru, http://www.npommz.ru/oborudovanie-dlja-AGZS-AZS
640027, г. Курган, пр. Машиностроителей, 26г
ООО «Ремстроймаш» производит емкости подземные горизонтальные дренажные типа ЕП различной комплектации. Емкости по требованию заказчика поставляются с электронасосным агрегатом и металлоконструкциями колодца. Полную и оперативную информацию Вы можете получить по тел. 8-800-100-2611 (звонок по России бесплатный). E-mail: info@npommz.ru, www.npommz.ru
640027, г. Курган, пр. Машиностроителей, 26г
ООО «Ремстроймаш» производит емкости подземные горизонтальные дренажные типа ЕПП различной комплектации. Емкости по требованию заказчика поставляются с электронасосным агрегатом и металлоконструкциями колодца. Полную и оперативную информацию Вы можете получить по тел. 8-800-100-2611 (звонок по России бесплатный). E-mail: info@npommz.ru, www.npommz.ru
640027, г. Курган, пр. Машиностроителей, 26г
ООО «Ремстроймаш» производит резервуары горизонтальные стальные наземные и подземные типа РГС, РГСН, РГСП, РГД, РГСД различной комплектации, применяемые для хранения темных и светлых нефтепродуктов. Полную и оперативную информацию Вы можете получить по тел. 8-800-100-2611 (звонок по России бесплатный). E-mail: info@npommz.ru, www.npommz.ru
640027, г. Курган, пр. Машиностроителей, 26г
ООО «Ремстроймаш» производит воздухосборники и ресиверы двух видов: горизонтальные проточные и вертикальные, с номинальным объемом от 0,5 м3 до 50 м3 и рабочим давлением от 0,8 МПа до 10,0 МПа Полную и оперативную информацию Вы можете получить по тел. 8-800-100-2611 (звонок по России бесплатный). E-mail: info@npommz.ru, www.npommz.ru
640027, г. Курган, пр. Машиностроителей, 26г
ООО «Ремстроймаш» производит сосуды (резервуары) для хранения сжиженных углеводородных газов (СУГ) пропана и бутана типа ПС и БС, в наземном и подземном исполнении. Объем производимых емкостей (резервуаров), в зависимости от технического задания, — от 2 до 100 м3.
640027, г. Курган, пр. Машиностроителей, 26г
ООО «Ремстроймаш» производит Вертикальные цельносварные аппараты с эллиптическими днищами типа ВЭЭ с давлением 0,6 МПа, 1,0 МПа и 1,6 МПа. Аппараты ВЭЭ используются для приема, хранения и выдачи жидких и газовых продуктов, в том числе взрыво- и пожароопасных. Полную и оперативную информацию Вы можете получить по тел. 8-800-100-2611 (звонок по России бесплатный). E-mail: info@npommz.ru, www.npommz.ru
640027, г. Курган, пр. Машиностроителей, 26г
ООО «Ремстроймаш» производит Горизонтальные цельносварные аппараты с эллиптическими днищами типа ГЭЭ с трубным пучком с давлением 0,6 МПа, 1,0 МПа и 1,6 МПа. Аппараты ГЭЭ предназначены для приема, хранения и выдачи жидких и газообразных сред при условном давлении в аппарате до 1,6 МПа с постоянным или периодическим подогревом (охлаждением). Полную и оперативную информацию Вы можете получить по тел. 8-800-100-2611 (звонок по России бесплатный). E-mail: info@npommz.ru, www.npommz.ru
ООО “Компания “Техномехсервис” сдает в аренду или продает циркуляционную систему объемом 120 м³ с четырехступенчатой системой очистки, системой дообработки раствора, автономным блоком приготовления. Комплектность: вибросита СВ1ЛМ, ситогидроциклонный сепаратор СГС 60, центрифуга ОГШ-350, дегазатор “Каскад 40 М”, насосы 6Ш8 – М, диспергатор ДШМ – 100, гидросмесители “Джет”, перемешиватели лопастные ПЛМ. При необходимости ЦС-120 может быть оборудована утепленными насосными отсеками и тентовым каркасным укрытием.
Удмуртская Республика, г. Ижевск, ул. Телегина, 30/590
Производим и реализуем резервуары горизонтальные стальные для хранения различных жидкостей, ГСМ, нефтепродуктов плотностью до 1 т/м3 в нефтехимической и нефтегазовой отраслях, на различных промышленных предприятиях, а также строительстве и других отраслях. Резервуары РГС имеют цилиндрическую конструкцию с плоскими или коническими днищами с разным количеством ложементов, в зависимости от объема резервуара.





 Ангарский НПЗ нефтеперерабатывающий завод – одно из самых крупных предприятий в Иркутской области и Ангарске. Он был основан в 1955 году и приобретен ОАО «Роснефть» в 2007 году у ЮКОСа. Предприятие является главным поставщиком нефтепродуктов в Сибирь на Дальний Восток. Гигант осуществляет переработку западносибирской нефти, поставляемую по трубопроводу АК «Транснефть». Мощность НПЗ составляет 10 млн. тонн нефти в год. На заводе осуществляется сравнительно большая глубина переработки нефти и выпускается более двухсот видов продукции, которая успешно продается на внутреннем рынке, а также отправляется на экспорт в 14 стран мира. Главное направление деятельности предприятия – переработка нефтепродуктов, производство и сбыт нефтехимической и химической продукции производственно-технического назначения. Это топливо для реактивных двигателей, бензин, масла, серная кислота, авиационное и дизельное топливо на основе нефти, амины, нефтяной кокс , различные марки битума и т.д. В алюминиевой промышленности широко применяется ангарский кокс, обладающий высокими потребительскими качествами. Нефтебитумы востребованы в автодорожных предприятиях и строительных компаниях. Горюче-смазочные материалы Ангарского НПЗ применяются не только в России, но также пользуются спросом в странах СНГ, в Китае, Корее, Монголии и Сингапуре.
Ангарский НПЗ нефтеперерабатывающий завод – одно из самых крупных предприятий в Иркутской области и Ангарске. Он был основан в 1955 году и приобретен ОАО «Роснефть» в 2007 году у ЮКОСа. Предприятие является главным поставщиком нефтепродуктов в Сибирь на Дальний Восток. Гигант осуществляет переработку западносибирской нефти, поставляемую по трубопроводу АК «Транснефть». Мощность НПЗ составляет 10 млн. тонн нефти в год. На заводе осуществляется сравнительно большая глубина переработки нефти и выпускается более двухсот видов продукции, которая успешно продается на внутреннем рынке, а также отправляется на экспорт в 14 стран мира. Главное направление деятельности предприятия – переработка нефтепродуктов, производство и сбыт нефтехимической и химической продукции производственно-технического назначения. Это топливо для реактивных двигателей, бензин, масла, серная кислота, авиационное и дизельное топливо на основе нефти, амины, нефтяной кокс , различные марки битума и т.д. В алюминиевой промышленности широко применяется ангарский кокс, обладающий высокими потребительскими качествами. Нефтебитумы востребованы в автодорожных предприятиях и строительных компаниях. Горюче-смазочные материалы Ангарского НПЗ применяются не только в России, но также пользуются спросом в странах СНГ, в Китае, Корее, Монголии и Сингапуре. Аппараты теплообменные (теплообменники)
Аппараты теплообменные (теплообменники) Составные части аппаратов теплообменных
Составные части аппаратов теплообменных Отстойники
Отстойники Газосепараторы сетчатые ГС типа 1 и 2
Газосепараторы сетчатые ГС типа 1 и 2 Сепараторы нефтегазовые типа НГС, НГСВ
Сепараторы нефтегазовые типа НГС, НГСВ Емкости подземные горизонтальные дренажные типа ЕП
Емкости подземные горизонтальные дренажные типа ЕП Емкости подземные горизонтальные дренажные с подогревателем типа ЕПП
Емкости подземные горизонтальные дренажные с подогревателем типа ЕПП РГС резервуары горизонтальные
РГС резервуары горизонтальные






 В последние несколько лет идеи импортозамещения захватили российское бизнес-сообщество, проникнув практически во все сферы экономики.
В последние несколько лет идеи импортозамещения захватили российское бизнес-сообщество, проникнув практически во все сферы экономики.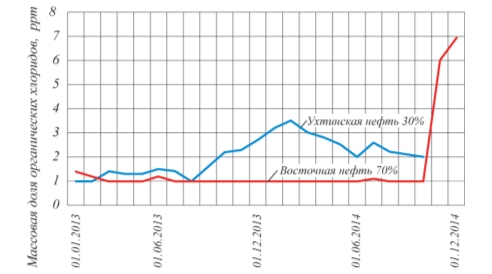 Рис. 1. Массовая доля органических хлоридов во фракции, выкипающей до 204°С, ррм
Рис. 1. Массовая доля органических хлоридов во фракции, выкипающей до 204°С, ррм Рис. 2. Отложения в сырьевом теплообменнике Т-201 установки ЛЧ-24/7 (ремонт 2014 г.). Причина – наличие хлорсодержащих примесей в сырье установки
Рис. 2. Отложения в сырьевом теплообменнике Т-201 установки ЛЧ-24/7 (ремонт 2014 г.). Причина – наличие хлорсодержащих примесей в сырье установки Рис. 3. Отложения в сырьевом теплообменнике Т-1/1 установки Л-35/11 (ремонт 2013 г.) Причина – наличие хлорсодержащих примесей в сырье установки
Рис. 3. Отложения в сырьевом теплообменнике Т-1/1 установки Л-35/11 (ремонт 2013 г.) Причина – наличие хлорсодержащих примесей в сырье установки Рис. 4. Отложения в ХВ-201. 1-я секция установки Изомалк-2 (декабрь 2014 г., останов в межремонтный пробег)
Рис. 4. Отложения в ХВ-201. 1-я секция установки Изомалк-2 (декабрь 2014 г., останов в межремонтный пробег) Рис. 5. Отложения в конденсаторе-холодильнике Х-1/4 установки АВТ-4 (ремонт 2014 г.). Причина – осаждение продуктов взаимодействия H2S c поглотителем сероводорода, вводимым в нефть на промыслах
Рис. 5. Отложения в конденсаторе-холодильнике Х-1/4 установки АВТ-4 (ремонт 2014 г.). Причина – осаждение продуктов взаимодействия H2S c поглотителем сероводорода, вводимым в нефть на промыслах Рис. 6. Трубный пучок (а) и корпус Х-1/3 (б) установки АВТ-4 (ремонт 2014 г.). Причина – осаждение продуктов взаимодействия H2S c поглотителем сероводорода, вводимым в нефть на промыслах
Рис. 6. Трубный пучок (а) и корпус Х-1/3 (б) установки АВТ-4 (ремонт 2014 г.). Причина – осаждение продуктов взаимодействия H2S c поглотителем сероводорода, вводимым в нефть на промыслах Рис. 7. Отложения в Т-15/1-4 и Т-15А установки ЭЛОУ-АВТ-6 Московского НПЗ. Причина – осаждение продуктов взаимодействия H2S c поглотителем сероводорода, вводимым в нефть на промысла
Рис. 7. Отложения в Т-15/1-4 и Т-15А установки ЭЛОУ-АВТ-6 Московского НПЗ. Причина – осаждение продуктов взаимодействия H2S c поглотителем сероводорода, вводимым в нефть на промысла Рис. 8. Внешний вид трубной решетки Т-17/1-5 (головной погон К-2) установки ЭЛОУ-АВТ-6 Московского НПЗ
Рис. 8. Внешний вид трубной решетки Т-17/1-5 (головной погон К-2) установки ЭЛОУ-АВТ-6 Московского НПЗ

 Гидромонитор – специальный моечный аппарат, который нагретой водяной струёй высокого давления размывает твёрдые отложения и превращает их в жидкое месиво, пригодное для откачки.
Гидромонитор – специальный моечный аппарат, который нагретой водяной струёй высокого давления размывает твёрдые отложения и превращает их в жидкое месиво, пригодное для откачки. афы ГТГ-ШКАФ отвечают всем нормам, требованиям и правилам, предъявляемым к электрооборудованию в химической, нефтеперерабатывающей, горнодобывающей промышленности, а также в других отраслях, где присутствует взрывоопасная атмосфера, не содержащая едких паров и газов в концентрациях, вызывающих разрушение металла и изоляции.
афы ГТГ-ШКАФ отвечают всем нормам, требованиям и правилам, предъявляемым к электрооборудованию в химической, нефтеперерабатывающей, горнодобывающей промышленности, а также в других отраслях, где присутствует взрывоопасная атмосфера, не содержащая едких паров и газов в концентрациях, вызывающих разрушение металла и изоляции. В зависимости от потребностей заказчика температура внутри термошкафа может регулироваться с помощью различных типов термостатов или с помощью автоматизированной системы на базе программируемого логического контроллера.
В зависимости от потребностей заказчика температура внутри термошкафа может регулироваться с помощью различных типов термостатов или с помощью автоматизированной системы на базе программируемого логического контроллера.





 Пожарный пеноподъемник ВИТАНД модели ППП-55 пополнил парк пожарной автотехники Саратовского НПЗ. Данный проект стал одним из наиболее значимых, поскольку ППП-55 в данной комплектации (оснащенный пожарным насосом, системой пеносмешения и пенобаком) с рабочей высотой 55 м является уникальным, ранее не производимым на российском рынке.
Пожарный пеноподъемник ВИТАНД модели ППП-55 пополнил парк пожарной автотехники Саратовского НПЗ. Данный проект стал одним из наиболее значимых, поскольку ППП-55 в данной комплектации (оснащенный пожарным насосом, системой пеносмешения и пенобаком) с рабочей высотой 55 м является уникальным, ранее не производимым на российском рынке.









.jpg) Тюмень. На Антипинском НПЗ, основном производственном предприятии ГК «Новый Поток» (New Stream Group), состоялось мероприятие, посвященное 12-летию со дня получения первой пробной партии товарной продукции. Лучшим работникам завода вручены почетные грамоты и благодарности руководства Антипинского НПЗ.
Тюмень. На Антипинском НПЗ, основном производственном предприятии ГК «Новый Поток» (New Stream Group), состоялось мероприятие, посвященное 12-летию со дня получения первой пробной партии товарной продукции. Лучшим работникам завода вручены почетные грамоты и благодарности руководства Антипинского НПЗ.