Что производят из нефти в современном мире? Попробуем разобраться в этом далее, а также понять, насколько такие изделия безопасны и практичны. Для справки: нефть представляет собой маслянистую жидкость, которая не растворяется в воде, имеет буроватый или практически прозрачный оттенок. Параметры и особенности переработки этого полезного ископаемого зависят от процентного содержания в исходном составе углеродов и прочих дополнительных компонентов.
Человечество давно открыло углероды, еще несколько столетий назад для освещения британских улиц применялись газовые фонари, а во многих домах часто эксплуатировали керосиновую лампу. После появления двигателя внутреннего сгорания произошел значимый скачок в развитии этой сферы. Что производить из нефти стали в первую очередь?
Бензиновое и дизельное топливо, служащее для заправки различных транспортных средств. Кроме того, ракетное, самолетное горючее и его аналоги для пароходов также получают из этого полезного ископаемого. Значительно возросло потребление нефтепродуктов в промышленной сфере. Известны времена, когда нефть на мировом рынке ценилась дороже золота и воды. Несмотря на выросшую долю применения атомной и альтернативной энергии, нефтепродукты продолжают оставаться востребованными.
Для начала отметим, что из нефти производят разные виды топлива, а именно:
Эта продукция получается в результате простейшей переработки сырья, итоговый результат зависит от количества соотношения используемых частей тех или иных компонентов.
Также из нефти делают еще массу полезных и востребованных изделий. Наиболее популярными, кроме топлива, являются следующие материалы:
Масло машинное. Пленка полиэтиленовая. Каучук, пластик, резина. Нейлон и искусственную ткань. Вазелиновое масло, фармацевтические и косметические кремы. Гудрон, аспирин, жевательная резинка. Удобрения, моющие средства, красители и многое другое.
Состав этого полезного ископаемого может несколько меняться, в зависимости от месторождения. Например, в Сосновском бассейне (Сибирь) парафиновая часть компонентов занимает около 52 процентов, ароматические углероды – 12%, циклоалканы – порядка 36%.
Ромашкинское месторождение в Татарстане включает в нефти до 55% алканов и 18% аромоуглепродов, при этом, вместимость циклоалканов не превышает 25 процентов. Оставшиеся элементы, входящие в состав, относятся к минеральным и азотным примесям, а также сернистым соединениям. В зависимости от указанных показателей, применяются различные способы и технологии переработки нефти.
Предварительная очистка добытого полезного ископаемого не является основным этапом переработки нефти. Эта процедура может выполняться одним из следующих способов:
Адсорбция. В этом случае удаляются смолы и кислоты посредством обработки состава горячим воздухом или адсорбентом. Такой материал часто используется для производства синтетики, тканей на их основе и полиэтилена. Химическая очистка. На продукт воздействуют при помощи концентрированной серной кислоты и олеума. Метод хорошо способствует удалению непредельных и ароматических углеродов. Каталитическая обработка – мягкая гидрогенизация, направленная на ликвидацию серных и азотистых включений. Физико-химический способ. Применяют растворители, которые избирательно удаляют ненужные компоненты. К примеру, полярный фенол служит для удаления сернистых и азотистых наполнителей, а бутан и пропан – вытесняют гудроны и ароматические углеводороды.
Этот способ дает минимальное количество отходов. Зная, из чего состоит нефть, разработчики используют принцип ее кипения при одновременном снижении давления и предельной температуры. К примеру, некоторые углероды в составе закипают только при 450 градусах по Цельсию. Однако их можно заставить реагировать быстрее, если снизить давление. Вакуумная обработка нефти производится в специальных герметичных испарителях роторного типа. Они позволяют увеличить интенсивность перегонки, при этом получают масло из нефти, парафины, топливо, церезины, а тяжелый гудрон используется далее для изготовления битума.
Этот способ использовался еще в 19-м веке. Современная технология усовершенствована, включает в себя дополнительную очистку. При этом сырье обезвоживается на специальных электрических приспособлениях, очищается от механических внедрений и легких углеводов. Затем уже подготовленная нефть поступает на окончательную переработку.
В случае с атмосферным типом – это печи, которые напоминают строения без окон, сделаны из огнеупорного кирпича высочайшего качества. В их внутренней части находятся в трубы, в которых сырье перемещается со скоростью около двух метров в секунду, нагреваясь до 300-325 градусов. В качестве охладителя используются ректификационные колонны, в которых излишки пара разделяются и конденсируются. Готовый продукт для производства топлива, масла или пленки полиэтиленовой поступает в целые комплексы из резервуаров разного объема и предназначения.
Современная добыча и переработка нефтепродуктов включает в себя разные типы гидрокрекинга. Эта процедура представляет собой процесс гидравлической очистки с расщеплением молекул углеводородов на мелкие частицы и одновременным насыщением этих элементов водородом.
Гидрокрекинг легкий – использование одного реактора, рабочее давление – 5 МПа, оптимальная температура – до 400 градусов. Таким способом получают обычно дизельное топливо и компоненты для дальнейшей катализации. Жесткий вариант предусматривает применение нескольких реакторов, температуру не менее 400 градусов, давление – 10 МПа. Таким методом получают бензин из нефти, керосин, масла с высоким коэффициентом вязкости и низким включением ароматических и сернистых углеводородов.
Этот процесс может производиться одним из способов, указанных ниже:
Висбрекинг. Рабочая температура обработки сырья составляет около 500 градусов, давление – от 0,5 до 3 МПа. После расщепления нафтенов и парафинов получают бензин, углеводородный газ, асфальтены. Риформинг. Этот метод разработан в 1911 году ученым по фамилии Зелинский. Процедура предполагает каталитическую переработку сырья с последующим получением ароматических углеводородов, топлива, газа с повышенным содержанием водорода. Коксование остатков тяжелого вида. В эту процедуру входит глубокая переработка нефти (температура – до 500 градусов, давление – порядка 0,65 МПа). В результате получается коксовая глыба, которая проходит ароматизацию, дегидрирование, крекинг и высушивание. Используется метод преимущественно для выработки нефтяного кокса, синтетики, ткани и полиэтилена. Алкилирование. В этом случае процедура основана на внедрении алкильных компонентов в органические молекулы сырья. В итоге, из углеводородов создается материал для изготовления бензина с высоким октановым числом. Еще один популярный способ вторичной переработки нефти – изомеризация. На этом этапе получают из химического соединения изомер путем изменений в углеродном составе вещества. Основной получаемый продукт – топливо товарного предназначения.
Выше мы рассмотрели, что производят из нефти. Как оказывается, это материал имеет широчайший диапазон использования, начиная от различного вида горючего, заканчивая стройматериалами, продуктами косметологии и даже питания. Технология переработки сырья постоянно совершенствуется, увеличивается глубина отбора светлых нефтепродуктов, а также повышается качество итогового товара, стремящееся к европейским стандартам. Это позволяет не только сделать изделия безопасней для организма человека, но и снизить негативное воздействие на окружающую среду.
Http://fb. ru/article/366872/chto-proizvodyat-iz-nefti-tehnologiya-pererabotki-nefti
Современные нефтеперерабатывающие компании, в том числе «Ярославский НПЗ», используют инновационные технологии для переработки нефти, такие как термический крекинг и висбрекинг.
Термический крекинг – это высокотемпературная (при 500-550 о С) переработка углеводородов нефти для получения сырья сажевого производства, бензина, кокса и др. [1]
Процесс термического крекинга тяжелых нефтяных остатков в последние годы в мировой нефтепереработке практически утратил свое "бензинопроизводящее" значение. В последнее время этот процесс используется для термоподготовки дистиллятных видов сырья для установок коксования и производства термогазойля( сырья для последующего получения технического углерода (сажи)).
В качестве сырья установки термического крекинга предпочтительно используют ароматизированные высококипящие дистилляты: тяжелые газойли каталитического крекинга, тяжелую смолу пиролиза и экстракты селективной очистки масел.
При термическом крекинге за счет преимущественного протекания реакций дегидроконденсации парафино-нафтеновых углеводородов оьбразуются арены. Образующиеся при крекинге, а также содержащиеся в исходном сырье арены, подвергаются дальнейшей ароматизации.
Основными целевыми продуктами термического крекинга дистиллятного сырья являются термогазойль (фракция 200-480 °С) и дистиллятный крекинг-остаток — сырье установок замедленного коксования — с целью получения высококачественного кокса, например игольчатой структуры. В процессе получают также газ и бензиновую фракцию.
Потребители сажевого сырья предъявляют повышенные требования к его ароматизованности и плотности. В термогазойле ограничиваются коксуемость, зольность и содержание смолисто-асфальтеновых веществ. [3]
Термический крекинг дистиллятного сырья по технологическому оформлению установки практически мало чем отличаются от своих предшественников — установок двухпечного крекинга нефтяных остатков бензинового профиля. Это объясняется тем, что в связи с утратой бензинопроизводящего назначения крекинг-установок появилась возможность для использования их без существенной реконструкции по новому назначению.
Принципиальная схема термического крекинга изображена на рис.4 [7]
Рисунок – 4 Принципиальная технологическая схема установки термического крекинга дистиллятного сырья.
I – сырье, II – бензиновая фракция на стабилизацию, III – тяжелая бензиновая фракция из К-4, IV – вакуумный погон, V – термогазойль, VI – крекинг остаток, VII – газы на ГФУ, VIII – газы и водяной парк вакуум – системе, IX – водяной пар.
Висбрекинг – это мягкий термический крекинг (450-500 о С) для получения котельного топлива путем снижения вязкости мазутов, гудронов и полугудронов.
Одним из способов неглубокой переработки гудронов является висбрекинг, который позволяет существенно понизить вязкость. Использование висбрекинга позволяет сократить расход разбавителя на 20-25 % масс.
Чаще всего сырьем для висбрекинга является гудрон, но возможна и переработка тяжелых нефтей, мазутов, даже асфальтов процессов деасфальтизации. Висбрекинг проводят в менее жестких условиях, чем термокрекинг, ввиду того, что перерабатывают более тяжелое сырье, которое легче крекируется. При этом допускаемая глубина крекинга ограничивается началом коксообразования (температура 440-500°С, давление 1,4-3,5 МПа).
В нашей стране и за рубежом определились два основных направления в развитии висбрекинга. Это "печной" (или висбрекинг в печи с сокинг-секцией), в котором высокая температура (480-500 °С) сочетается с коротким временем пребывания (1,5-2 мин). Второе направление — висбрекинг с выносной реакционной камерой. [1]
В висбрекинге с выносной реакционной камерой требуемая степень конверсии достигается при более мягком температурном режиме (430-450 °С) и длительном времени пребывания (10-15 мин). Этот висбрекинг более экономичен, так как при одной и той же степени конверсии тепловая нагрузка на печь ниже. При "печном" крекинге получается более стабильный крекинг-остаток с меньшим выходом газа и бензина, но зато с повышенным выходом газойлевых фракций.
На рис. 5 [4] приведена принципиальная технологическая схема типовой установки печного висбрекинга производительностью 1 млн т гудрона.
Рисунок – 5 Принципиальная технологическая схема установки висбрекинга гудрона
I – сырье, II – бензин на стабилизацию, III – керосино – газойлевая фракция, IV – висбрекинг остаток, V – газы на ГФУ, VI – водяной пар.
Пиролиз – термическое разложение углеводородов под действием высоких температур 700-900 о С, чаще всего для получения газообразных непредельных соединений (этилена и пропилена).
Сырье пиролиза. Основное промышленное сырье – газы нефтепереработки, бензиновые и газойлевые фракции нефти. Сырьевая база пиролиза определяется обычно структурой потребления нефтепродуктов.
С целью расширения сырьевой базы ведутся также исследования по пиролизу тяжелых нефтяных фракций сырых нефтей, мазутов. Пиролиз индивидуальных углеводородов различного строения и молекулярной массы проводят с целью установления закономерностей процесса.
Выход целевых продуктов пиролиза существенно зависит от углеводородного состава подвергаемого деструкции сырья.
Производительность современных установок пиролиза по этилену достигает 300, 450 и 600 тыс. т/год. Принципиальная технологическая схема установки производительностью 300 тыс. т/год включает узлы собственно пиролиза, а также узлы подготовки, компримирования, очистки, осушки и разделения пирогаза (рис. 6). [6]
Рисунок 6 Принципиальная технологическая схема пиролиза бензиновых фракций
Собственно пиролиз проводят в специально сконструированных пиролизных печах трубчатого типа (см. Печи). До 1960-х гг. применяли печи с горизонтальным расположением змеевиков в радиантной секции с производительностью по этилену до 20 тыс. т/год. В современны печах применяют вертикальное расположение змеевиков радиантной секции, а конвекционную помещают в верхней части печи. Такие печи пиролиза характеризуются высокой поверхностной плотностью теплового потока (до 185 кВт/м 2 ), высоким тепловым кпд (до 94%) и производительностью (до 113 тыс. т/год), имеют змеевик небольшой длины (25-35 м). На современных производствах обычно используют параллельно работающие установки для пиролиза нефтяной фракции и этана (на 8-9 установок для нефтяной фракции 1-2 установки для этана). Продукты пиролиза сначала охлаждают до 400 0 C в закалочно-испарительных аппаратах (в них получают насыщенный водяной пар с давлением 12 МПа, который после нагрева в пароперегревателе до 540 0 C применяют для энергопривода компрессоров и насосов). [3]
Коксование – высокотемпературный процесс получения из остаточного сырья электродного иди топливного кокса (при температуре 490-500 о С).
Замедленное коксование наиболее широкое используется для переработки тяжелых нефтяных остатков с выработкой продуктов. При этом другие разновидности процессов коксования (периодическое коксование в кубах и коксование в псевдоожиженном слое) ограниченно применяют в промышленности.[4]
Установка замедленного коксования используется для производства крупно-кускового нефтяного кокса. Нефтяной кокс в мире и в нашей стране являются сырьем дляпроизводства анодной массы и обожженных анодов для алюминиевой промышленности и графитированных электродов для электросталеплавления. Кроме того, нефтяной кокс применяют для изготовления конструкционных материалов, при производстве цветных металлов, кремния, абразивных материалов. Нефтяной кокс также используется в химической и электротехнической промышленности, в космонавтике, в ядерной энергетике и др.
На установке замедленного коксования помимо кокса получают газы, бензиновую фракцию и газойлевые дистилляты. Образующиеся газы коксования или направляют на ГФУ (для извлечения пропан-пропиленовой и бутан-бутиленовой фракции) или используют в качестве технологического топлива. Бензиновые фракции имеют невысокие октановыми числа ( около 60 по моторному методу) и имеют низкую химическую стабильность (за счет непредельных соединений) и содержат до 0,5 % маc. серы. Поэтому получаемые бензиновые, а также дизельные фракции необходимо гидрооблагораживать для получения качественного топлива. Кроме того, коксовые дистилляты могут быть использованы как компоненты газотурбинного и судового топлив или в качестве сырья каталитического или гидрокрекинга, для производства малозольного электродного кокса, термогазойля.
В качестве сырья установок замедленного коксования используют остатки перегонки нефти (мазуты), гудроны, остатки деасфальтизации, экстракты очистки масел, остатки термокаталитических процессов, тяжелую смолу пиролиза, тяжелый газойль каталитического крекинга и др. За рубежом в качестве сырья для коксования используют каменноугольные пеки, сланцевую смолу, тяжелые нефти и др.
К нефтяным коксам в зависимости от назначения предъявляют различные требования. В готовом коксе обычно контролируют: содержание серы, золы, летучих, гранулометрический состав, пористость, истинную плотность, механическую прочность, микроструктуру и др.
На рис. 7 приведена принципиальная технологическая схема установки замедленного коксования. Сырье — гудрон или крекинг-остаток (или их смесь) нагревают в теплообменниках и конвекционных змеевиках печи и направляют на верхнюю каскадную тарелку колонны К-1. При этом часть сырья направляют на нижнюю каскадную тарелку для регулирования коэффициента рецикла, а под нижнюю каскадную тарелку этой колонны подают горячие газы и пары продуктов коксования из коксовых камер. В процессе контакта сырья с восходящим потоком газов и паров продуктов коксования сырье нагревается (до температуры 390-405 °С), при этом низкокипящие его фракции испаряются. Тяжелые фракции паров конденсируются и смешиваются с сырьем, образуя так называемое вторичное сырье. [2]
Рисунок 7 Принципиальная технологическая схема двухблочной установки замедленного коксования
I— сырье; II — стабильный бензин; III — легкий газойль; IV— тяжелый газойль; V — головка стабилизации; VI — сухой газ; VII — кокс; VIII – пары отпарки камер; IX — водяной пар
С момента ввода в эксплуатацию на Ново-Ярославском НПЗ непрерывно велась работа по модернизации производства за счет внедрения новых процессов и совершенствования используемых технологий.
Широкомасштабные работы по реконструкции предприятия начались в 1997 году. На первом этапе (1997-2001 гг.) была проведена модернизация установки каталитического крекинга 1А-1М. В результате реализации этого инвестиционного проекта выработка бензина увеличилась в полтора раза, сжиженного газа – вдвое, расход катализатора снизился в 3 раза. В этот же период на заводе была осуществлена реконструкция установки сернокислотного алкилирования, введен в эксплуатацию комплекс по производству метилтретбутилового эфира, построены станция налива светлых нефтепродуктов в автоцистерны с производительностью до 5 тыс. тонн в сутки и узел по производству авиационного турбинного керосина.
Главной задачей второго этапа реконструкции завода (2001-2006 гг.) стало строительство современного Комплекса глубокой переработки нефти (КГПН). В рамках реализации этого проекта на предприятии было возведено 25 новых производственных объектов, в том числе три основных технологических установки – гидрокрекинга, висбрекинга и каталитического риформинга. Ввод в эксплуатацию КГПН позволил ЯНОСу увеличить глубину переработки нефти и существенно нарастить объемы выпуска светлых нефтепродуктов.
С 2006 г. на заводе началась реализация новой программы развития предприятия, главная цель которой – дальнейшее увеличение глубины переработки нефти и объемов выпускаемой высококачественной продукции, повышение экологической безопасности производства. За последующие годы на ЯНОСе были введены в эксплуатацию комплекс сооружений и резервуаров для хранения сырой нефти, эстакада герметичного налива ароматических углеводородов в железнодорожные цистерны, насосная станция для установки точечного налива светлых нефтепродуктов в железнодорожные цистерны, станция глубокой доочистки сточных вод, эстакада герметичного налива темных нефтепродуктов в автотранспорт.
В конце 2006 года была закончена реконструкция установки гидроочистки дизельного толпива Л 24/6, на которой был начат промышленный выпуск дизельного топлива, соответствующего стандарту Евро-5. В 2009 году реализован последний этап реконструкции установки гидроочистки дизельного топлива ЛЧ 24/7, что также позволило выпускать на этом объекте дизтопливо уровня Евро-5.
В августе и сентябре 2009 г. были введены в эксплуатацию установки химводоподготовки и производства водорода высокой степени чистоты, обеспечивающие потребности в водороде действующих и строящихся объектов.
В марте 2010 г. на ЯНОСе успешно произведен пуск новой установки первичной переработки нефти ЭЛОУ АТ мощностью 4 млн. тонн в год, что позволило вывести из эксплуатации устаревшие установки первичной переработки нефти АВТ-1 и АВТ-2.
Кроме того, в рамках инвестиционной программы на заводе планируется построить установку гидроочистки фракций бензина каталитического крекинга и закончить строительство установки изомеризации "Изомалк". Реализация этих проектов позволит производить высококачественные бензины, отвечающие европейским стандартам. Кроме того, начата реализация проектов по реконструкции установок 1А-1М, производства МТБЭ, 25/7. Планируется также строительство еще одной установки гидроочистки дизельного топлива.
На протяжении последних десяти лет инвестиции в реконструкцию и модернизацию производственных мощностей ОАО «Славнефть-ЯНОС» составили 1,3 млрд. долларов США.
На протяжении последних десяти лет ОАО «Славнефть-ЯНОС» активно занимается природоохранной деятельностью, направленной на снижение негативного воздействия производственных факторов на окружающую среду. Повышение экологической безопасности производства относится к числу приоритетов реализуемой на заводе промышленной стратегии. Главными направлениями природоохранной деятельности предприятия являются:
· обеспечение соответствия производственной деятельности предприятия всем нормам и требованиям природоохранного законодательства;
· проведение реконструкции производства и внедрение новых технологий, позволяющих снизить негативное воздействие на окружающую среду;
· обучение персонала правилам экологической безопасности, формирование у работников ответственного отношения к охране окружающей среды;
· контроль выполнения требований природоохранного законодательства подрядными организациями, работающими на территории предприятия.
Для повышения эффективности природоохранной деятельности на ЯНОСе разработана и внедрена интегрированная система экологического менеджмента. В 2004 году завод получил сертификат о соответствии данной системы требованиями стандарта ISO 14001. Этот стандарт предполагает постоянное совершенствование методов управления деятельностью предприятия в сфере охраны окружающей среды.
Ежегодно ОАО "Славнефть-ЯНОС" выделяет сотни миллионов рублей на финансирование различных природоохранных мероприятий. Наибольшая часть этих средств, как правило, расходуется на строительство объектов природоохранительного назначения, которое на заводе ведется опережающими темпами. Экологическая состовляющая обязательно учитывается при разработке любого осуществляемого ЯНОСом проекта по созданию новых или реконструкции действующих технологических мощностей.
ОАО «Славнефть – ЯНОС» принимает активное участие в реализации ярославской городской комплексной целевой программы «Снижение антропогенного воздействия на окружающую среду на 2009-2011 гг.». В 2007 году завершена разработка инициированного ЯНОСом проекта организации единой санитарно-защитной зоны Южного промышленного узла г. Ярославля. В 2008-2009 г. ЯНОС приступил к выполнению работ по благоустройству и озеленению санитарно-защитной зоны.
Для осуществления постоянного контроля над состоянием окружающей среды на предприятии создан и действует экоаналитический центр, в который входят три лаборатории: контроля качества атмосферного воздуха, сточных вод и питьевой воды. Наряду с этим завод располагает двумя мобильными лабораториями мониторинга окружающей среды, что позволяет круглосуточно контролировать чистоту атмосферного воздуха как на территории, так и в санитарно-защитной зоне предприятия.
Эффективность природоохранной деятельности ОАО «Славнефть – ЯНОС» подтверждается достигнутыми результатами. За последние 11 лет заводу удалось существенно улучшить качество промышленных стоков и вдвое сократить объем выбросов загрязняющих веществ в атмосферу – с 45,86 тыс. тонн в 1997 году до 24,39 тыс. тонн в 2009 году. В 2007 году ЯНОС был признан победителем конкурса на звание лучшего предприятия Ярославля в номинации «Безопасность окружающей среды». [10]
Http://allrefrs. ru/4-31992.html
Нефть – сложная субстанция, состоящая из взаиморастворимых органических веществ (углеводородов). При этом у каждого отдельно взятого вещества есть собственный молекулярный вес и температура кипения.
Сырая нефть, в том виде, в каком ее добывают, бесполезна для человека, из нее можно извлечь лишь небольшое количество газа. Чтобы получить нефтепродукты иного рода, нефть неоднократно перегоняют через специальные устройства. В процессе первой перегонки происходит разделение, входящих в состав нефти веществ на отдельные фракции, что в дальнейшем способствует появлению бензина, дизельного топлива, различных машинных масел.
Первичная переработка нефти начинается с ее поступления на установку ЭЛОУ-АВТ. Это далеко не единственная и не последняя установка, необходимая для получения качественного продукта, но от работы именно этой секции зависит эффективность остальных звеньев в технологической цепочке. Установки для первичной переработки нефти являются основой существования всех нефтеперерабатывающих компаний в мире.
Именно в условиях первичной перегонки нефти выделяются все компоненты моторного топлива, смазочные масла, сырье для вторичного процесса переработки и нефтехимии. От работы данного агрегата зависит и количеств, и качество топливных компонентов, смазочных масел, технико-экономические показатели, знание которых необходимо для последующих процессов очистки.
электрообессоливающая установка (ЭЛОУ); атмосферного; вакуумного; стабилизационного; ректификационного (вторичная перегонка); защелачивающего.
Только что добытая нефть разделяется на фракции. Для этого используется разница в температуре кипения отдельных ее компонентов и специальное оборудование – установка. Сырую нефть переправляют в блок ЭЛОУ, где из нее выделяют соли и воду. Обессоленный продукт подогревают и направляют в блок атмосферной перегонки, в котором нефть частичным образом отбензинивается, подразделяясь на нижние и верхние продукты.
Отбензиненная нефть из нижней части перенаправляется в основную атмосферную колонну, где происходит выделение керосиновой, легкой дизельной и тяжелой дизельной фракций. Если вакуумный блок не работает, то мазут, становится частью товарно-сырьевой базы. В случае включения вакуумного блока данный продукт подогревается, поступает в вакуумную колону, и из него выделяется легкий вакуумный газойль, тяжелый вакуумный газойль, затемненный продукт, гудрон.
Верхние продукты бензиновой фракции перемешиваются, освобождаются от воды и газов, передаются в стабилизационную камеру. Верхняя часть вещества охлаждается, после чего испаряется, как конденсат, или газ, а нижняя направляется на вторичную перегонку для разделения на более узкие фракции.
Чтобы понизить затраты на переработку нефти, связанные с потерями легких компонентов и износом аппаратов для переработки вся нефть подвергается предварительной обработке, суть которой заключается в разрушении нефтяных эмульсий механическим, химическим, или электрическим путем.
Каждое предприятие использует свою собственную методику переработки нефти, но общий шаблон остается единым для всех организаций, задействованных в данной области.
Процесс переработки чрезвычайно трудоемок и продолжителен, связано это, прежде всего, с катастрофическим снижением количества легкой (хорошо перерабатываемой) нефти на планете. Тяжелая нефть подается переработке с трудом, но новые открытие в данной области совершаются ежегодно, поэтому число эффективных способов и методов работы с этим продуктом увеличивается.
Образовавшиеся фракции можно преобразовывать друг в друга, для этого достаточно:
использовать метод крекинга – крупные углеводороды разбиваются на малые; унифицировать фракции – совершить обратный процесс, объединив маленькие углеводороды в крупные; произвести гидротермальные изменения – переставлять, замещать, объединять части углеводородов для получения нужного результата.
В процессе крекинга происходит разлом больших углеводов на малые. Этому процессу способствуют катализаторы и высокая температура. Для объединения малых углеводородов используется специальный катализатор. По завершению объединения выделяется газообразный водород также служащий для коммерческих целей.
Чтобы произвести другую фракцию или структуру, молекулы в остальных фракциях перестраивают. Делается это в ходе алкилирования – смешивании пропилена и бутилена (низкомолекулярные соединения) с фтористо-водородной кислотой (катализатор). В результате получаются высокооктановые углеводороды, используемые для повышения октанового числа в бензиновых смесях.
Первичная переработка нефти способствует разделению ее на фракции, без затрагивания химических особенностей отдельных компонентов. Технология данного процесса направлена не на кардинальное изменение структурного строения веществ на разных уровнях, а на изучение их химического состава.
В ходе применения специальных приборов и установок из поступившей на производство нефти выделяются:
бензиновые фракции (температура кипения устанавливается индивидуально, в зависимости от технологической цели – получения бензина для машин, самолетов, иного рода техники); керосиновые фракции (керосин применяется в качестве моторного топлива и систем освещения); газойлевые фракции (дизельное топливо); гудрон; мазут.
Разделение на фракции является первым этапом по очистке нефти от различного рода примесей. Чтобы получить действительно качественный продукт, необходима вторичная очистка и глубокая переработка всех фракций.
Глубокая переработка нефти предполагает включение в процесс переработки уже дистиллированных и химически обработанных фракций. Цель обработки – удаление примесей, содержащих органические соединения, серу, азот, кислород, воду, растворенные металлы и неорганические соли. В ходе переработки фракции разбавляют серной кислотой, удаляемой из них при помощи сероводородных скрубберов, либо водородом.
Переработанные и охлажденные фракции смешивают и получают различные виды топлива. От глубины переработки зависит качество конечного продукта – бензина, дизельного топлива, машинных масел.
Нефтеперерабатывающая отрасль оказывает значительное воздействие на разные сферы жизни общества. Профессия технолог по переработке нефти и газа считается одной из самых престижных и одновременно опасных в мире.
Технологи непосредственно отвечают за процесс очистки, перегонки и дистилляции нефти. Технолог следит за то, чтобы качество продукции соответствовало существующим стандартам. Именно за технологом остается право выбора последовательности совершенных операций при работе с оборудованием, этот специалист отвечает за его настройку и выбор нужного режима.
изучают новые методы; применяют на практике опытные технологии переработки; выявляют причины технических ошибок; ищут способы предотвращения возникших проблем.
Для работы технологом необходимы не только знания в нефтедобывающей отрасли, но и математический склад ума, находчивость, точность и аккуратность.
Использование ЭЛОУ установок во многих странах считается устаревшим способом переработки нефти. Актуальным становится необходимость постройки специальных печей из огнеупорного кирпича. Внутри каждой такой печи имеются трубы, длиной в несколько километров. Нефть движется по ним со скоростью 2 метра в секунду при температуре до 325 градусов Цельсия. Конденсация и охлаждение пара производится за счет ректификационных колонн. Конечный продукт поступает в серию резервуаров. Процесс непрерывен.
О современных методах работы с углеводородами можно узнать на выставке «Нефтегаз».
В ходе работы выставки участники уделяют особое внимание вторичной переработке продукта и использованию таких методов, как:
висбрекинг; коксование нефтяных остатков тяжелого типа; риформинг; изомеризация; алкилирование.
Технологии переработки нефти улучшаются с каждым годом. Последние достижения в отрасли можно увидеть на выставке.
Http://www. neftegaz-expo. ru/ru/ui/17156/
Основным способом переработки нефти является ее Прямая перегонка.
Перегонка — дистилляция (стекание каплями) — разделение нефти на отличающиеся по составу Фракции, основанное на различии в температурах кипения ее компонентов.
Фракции — химическая составная часть нефти с одинаковыми химическими или физическими свойствами (температурой кипения, плотностью, размерами), выделяемая при перегонке.
Прямая перегонка– это физический способ переработки нефти с помощью атмосферно-вакуумной установки, где в результате нагрева нефти в специальной Трубчатой печи до 330. 350 о С образуется смесь паров нефти и неиспарившегося жидкого остатка, поступающая В ректификационную колонну с теплообменниками.
В ректификационной колонне происходит разделение нефтяных паров на фракции, составляющие различные нефтепродукты.
Продуктами прямой перегонки нефти являются следующие дистилляты:
В зависимости от химического состава нефти используют две схемы получения топлива (рис. 1.3). В первом случае в интервале температур кипения от 40 до 150 °С отбирают авиационные бензины и в интервале от 150 до 300 °С — керосин, из которого изготавливают реактивные топлива. Во втором случае в интервале температур кипения от 40 до 200 °С отбирают автомобильные бензины и в интервале от 200 до 350 ˚С — дизельные топлива.
Рис. 1.3. Принципиальные схемы получения видов топлива 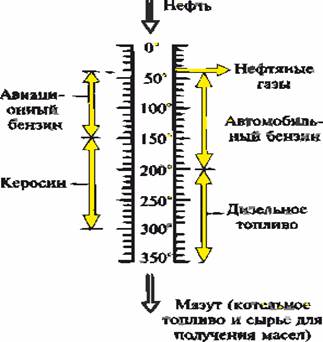
Мазут, остающийся после отгона топливных фракций (60. 80 % от исходной массы нефти), используют для получения масел и крекинг – бензинов. Углеводороды с температурой кипения ниже 40 °С (попутные газы) используют в качестве добавок к некоторым бензинам и в качестве сырья для получения ряда синтетических продуктов, а также как топливо для газобаллонных автомобилей.
Продуктами Прямой перегонки нефти являются следующие Дистилляты:
Лигроин (тяжелый бензин) – используется как дизельное топливо и в качестве сырья для получения высокооктановых бензинов.
Газойль – промежуточный продукт между керосином и смазочными маслами, используется как топливо для дизелей, а также является сырьем для каталитического крекинга.
Для увеличения выхода бензиновых фракций используют Крекинг-процесс.
Крекинг — процесс переработки нефти и ее фракций, основанный на разложении (расщеплении) молекул сложных углеводородов в условиях высоких температур и давлений.
Термический крекинг используют для получения бензина из мазута, керосина и дизельного топлива.
Например, при нагревании до 500. 550°С под давлением 5 МПа углеводород цетан, входящий в состав керосина и дизельного топлива, разлагается соответственно на нормальный октан и нормальный октен, которые являются составляющими бензина:
Каталитический крекинг — Это процесс получения бензина, основанный на расщеплении углеводородов и изменении их структуры под действием высокой температуры и катализатора.
Гидрокрекинг— процесс переработки нефтепродуктов, сочетающий в себе крекирование и гидрирование сырья (газойлей, нефтяных остатков и др.). Такой процесс проводится под давлением водорода 15. 20 МПа при температуре 370. 450 о С в присутствии алюмокобальтомолибденового или алюмоникельмолибденового катализаторов.
РиформингПроводят в среде водородосодержащего газа (70 – 90% водорода) при температуре 480. 540 о С и давлении 2. 4 МПа в присутствии молибденового иди платинового катализатора. Риформинг при использовании молибденового катализатора называется гидроформинг, а при использовании платинового катализатора — Платформинг. Последний, являющийся более простым и безопасным процессом, применяется значительно чаще.
По способу производства различают Дистиллятные и Остаточные масла.
При получении Дистиллятных масел мазут нагревают до 420. 430 о С, создавая в вакуумной колонне разрежение в 50 мм рт. ст. Выход дистиллятных масел из мазута составляет около 50%, остальное — гудрон.
Остаточные масла — это очищенные гудроны. Для их получения мазут или полугудрон смешивают с сжиженным пропаном (6. 8 частей пропана на одну часть мазута) при температуре 40. 60 о С.
1. Для снижения концентрации кислых продуктов (органических кислот, сероводорода) дистиллят обрабатывают раствором щелочи, а затем промывают чистой водой.
2. Для удаления смол дистиллят очищают серной кислотой, а затем последовательно промывают щелочными растворами и чистой водой.
3. Дистиллят с большим содержанием сернистых соединений подвергают гидрогенизации в присутствии катализатора (гидроочистке), в результате чего содержание серы в топливе снижается в 10. 20 раз.
При изготовлении зимних сортов дизельных топлив из них удаляют парафиновые углеводороды, имеющие высокие температуры плавления. Процесс депарафинизации заключается в смешивании топлива с карбамидом, образующим кристаллические комплексы с парафинами нормального строения, и последующей его фильтрации. Очищенное таким образом топливо сохраняет текучесть до -60°С.
1. Концентрированной серной кислотой, которая растворяет смолы, некоторые сернистые соединения и щелочь.
2. Отбеливающими глинами, на поверхности которых адсорбируются смолы, серная и органические кислоты и другие вещества.
3. Селективным методом очистки С помощью фенола и фурфурола получают масло с высокой химической стабильностью, т. е. масло-рафинат, и экстракт-смолку, которую используют как присадку к трансмиссионным маслам.
Http://helpiks. org/7-94569.html
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Нефть начали добывать на берегу Евфрата за 6 – 4 тыс. лет до нашей эры. Использовалась она и в качестве лекарства. Древние египтяне использовали асфальт (окисленную нефть) для бальзамирования. Нефтяные битумы использовались для приготовления строительных растворов. Нефть входила в состав “греческого огня”. В средние века нефть использовалась для освещения в ряде городов на Ближнем Востоке, Южной Италии. В начале XIX века в России, а в середине XIX века в Америке из нефти путем возгонки был получен керосин. Он использовался в лампах. До середины XIX века нефть добывалась в небольших количествах из глубоких колодцев вблизи естественных выходов ее на поверхность. Изобретение парового, а затем дизельного и бензинового двигателя привело к бурному развитию нефтедобывающей промышленности.
Нефть – наше национальное богатство, источник могущества России, фундамент ее экономики. Нефтяная промышленность РФ тесно связана со всеми отраслями народного хозяйства, имеет огромное значение для российской экономики. Спрос на нефть всегда опережает предложение, поэтому в успешном развитии нашей нефтедобывающей промышленности заинтересованы практически все развитые государства мира.
Целью моего курсового проекта является изучение технологии добычи и переработки нефти.
Актуальность выбранной темы заключается в том, что в обозримом будущем нефть заменить нечем. Мировой спрос будет расти на 1,5 процента в год, а предложение существенно не возрастет. До энергетического кризиса 1973 года в течение 70 лет мировая добыча практически удваивалась каждые десять лет. Однако сейчас из стран – членов ОПЕК располагающих 66% мировых запасов, лишь четыре страны могут ощутимо увеличить объем нефтедобычи (Саудовская Аравия, Кувейт, Нигерия, Габон). Тем более существенной становиться роль России, иначе ряд экспертов не исключают возможность скорого возникновения очередного энергетического кризиса. Итак, российская нефтяная промышленность имеет важнейшее значение для нашей страны и всего мира в целом.
Нефть – это горная порода. Она относятся к группе осадочных пород вместе с песками, глинами, известняками, каменной солью и др. Мы привыкли считать, что порода – это твердое вещество, из которого состоит земная кора и более глубокие недра Земли. Оказывается, есть и жидкие породы, и даже газообразные. Одно из важных свойств нефти – способность гореть. Таким же качеством обладает и ряд других осадочных пород: торф, бурый и каменный уголь, антрацит. Все вместе горючие породы образуют особое семейство, получившее название каустобиолитов (от греческих слов „каустос” – горючий, „биос” – жизнь, „литое” – камень, т. е. горючий органический камень). Среди них различают каустобиолиты угольного ряда и нефтяного ряда, последние называются битумами. К ним-то и относится нефть.
Вопросы об исходном веществе, из которого образовалась нефть, о процессах нефтеобразования и формирования нефти в концентрированную залежь, а отдельных залежей в месторождения до сего времени ещё не являются окончательно решёнными. Существует множество мнений как об исходных для нефти веществах, так и о причинах и процессах, обусловливающих её образование. В последние годы благодаря трудам главным образом советских геологов, химиков, биологов, физиков и исследователей других специальностей удалось выяснить основные закономерности в процессах нефтеобразования. В настоящее время установлено, что нефть органического происхождения, т. е. она, как и уголь, возникла в результате преобразования органических веществ.
Наиболее благоприятные условия для формирования нефти – морские, с так называемым некомпенсированным прогибанием. В теплых водах, на дне доисторического моря, веками накапливалась сапропель – глинистая почва, перемешанная с органическими останками умерших рыб, водорослей, моллюсков и прочей живности. В ней шла биохимическая стадия образования нефти. Микроорганизмы при ограниченном доступе кислорода перерабатывали белки, углеводы и т. д. При этом образовывался метан, углекислый газ, вода и немного углеводородов. Данная стадия происходила в нескольких метрах от дна моря. Затем осадок уплотнился: произошел диагенез. Вследствие природных процессов дно моря опускалось, а сапропель накрывали материалы, которые из-за природных разрушений или потоками воды сносились с гор. Органика попадала в застойные, бескислородные условия. Когда сапропель опустилась до глубины в 1,5 км, подземная температура достигла 100°C и стала достаточной для нефтеобразования. Начинаются химические реакции между веществами под действием температуры и давления. Сложные вещества разлагаются на более простые. Биохимические процессы затухают. Потом породу должна накрыть соль (в Прикаспийской впадине ее толщина достигает 4 км) или глина. С увеличением глубины растет содержание рассеянной нефти. Так, на глубине до 1,5 км идет газообразование, на интервале 1,5-8,5 км идет образование жидких углеводородов – микронефти – при температуре от 60 до 160°С. А на больших глубинах при температуре 150-200°С образуется метан. По мере уплотнения сапропели микронефть выжимается в вышележащие песчаники. Это процесс первичной миграции. Затем под влиянием различных сил микронефть перемещается вверх по наклону. Это вторичная миграция, которая является периодом формирования самого месторождения.
Один из первых, кто высказал научно обоснованную концепцию о происхождении нефти, был М. В. Ломоносов. В середине XVIII века в своём тракте “О слоях земных” великий русский учёный писал, что нефть произошла из каменного угля. Исходное вещество было одно: органический материал, преобразованный сначала в уголь, а потом в нефть. М. В. Ломоносов первый указал на связь между горючими полезными ископаемыми – углём и нефтью и выдвинул первую в мире гипотезу о происхождении нефти из растительных остатков.
В XIX в. среди ученых были распространены идеи, близкие к представлениям М. В. Ломоносова. Споры велись главным образом вокруг исходного материала: животные или растения? Немецкие ученые Г. Гефер и К. Энглер в 1888 г. поставили опыты, доказавшие возможность получения нефти из животных организмов. Была произведена перегонка сельдевого жира при температуре 400 °С и давлении 1 МПа. Из 492 кг жира было получено масло, горючие газы, вода, жиры и разные кислоты. Больше всего было отогнано масла (299 кг, или 61 %) плотностью 0,8105 г/см 3 , состоящего на 9/10 из УВ коричневого цвета. Последующей разгонкой из масла получили предельные УВ (от пентана до нонана), парафин, смазочные масла, в состав которых входили олефины и ароматические УВ. Позднее, в 1919 г. академиком Н. Д. Зелинским был осуществлен похожий опыт, но исходным материалом служил органогенный ил преимущественно растительного происхождения (сапропель) из озера Балхаш. При его перегонке были получены: сырая смола – 63,2 %; кокс – 16,0%; газы (метан, оксид углерода, водород, сероводород) – 20,8 %. При последующей переработке смолы из нее извлекли бензин, керосин и тяжелые масла.
В конце XIX в., когда в астрономии и физике получило развитие применение спектральных методов исследования и в спектрах различных космических тел были обнаружены не только углерод и водород, но и углеводороды, русский геолог Н. А. Соколов выдвинул космическую гипотезу образования нефти. Он предполагал, что когда земля была в огненно-жидком состоянии, то углеводороды из газовой оболочки проникли в массу земного шара, а впоследствии при остывании выделились на его поверхности. Эта гипотеза не объясняет ни географического, ни геологического распределения нефтяных месторождений.
Академик В. И. Вернадский обратил внимание на наличие в нефти азотистых соединений, встречающихся в органическом мире.
Предшественники академика И. М. Губкина, русские геологи Андрусов и Михайловский также считали, что на Кавказе нефть образовалась из органического материала. По мнению И. М. Губкина, родина нефти находится в области древних мелководных морей, лагун и заливов. Он считал, что уголь и нефть – члены одного и того же генетического ряда горючих ископаемых.
Уголь образуется в болотах и пресноводных водоёмах, как правило, из высших растений. Нефть получается главным образом из низших растений и животных, но в других условиях. Нефть постепенно образовывалась в толще различных по возрасту осадочных пород, начиная от наиболее древних осадочных пород – кембрийских, возникших 600 млн. лет назад, до сравнительно молодых – третичных слоёв, сложившихся 50 млн. лет назад. Накопление органического материала для будущего образования нефти происходило в прибрежной полосе, в зоне борьбы между сушей и морем.
По вопросу об исходном материале существовали разные мнения. Некоторые учёные полагали, что нефть возникла из жиров погибших животных (рыбы, планктона), другие считали, что главную роль играли белки, третьи придавали большое значение углеводам. Теперь доказано, что нефть может образоваться из жиров, белков и углеводов, т. е. из всей суммы органических веществ.
И. М. Губкин дал критический анализ проблемы происхождения нефти и разделил органические теории на три группы: теория, где преобладающая роль в образовании нефти отводится погибшим животным; теория, где преобладающая роль отводится погибшим растениям, и, наконец, теория смешанного животно-растительного происхождения нефти.
Последняя теория, детально разработанная И. М. Губкиным, носит название сапропелитовой от слова “сапропель” – глинистый ил – и является господствующей. В природе широко распространены различные виды сапропелитов.
Различие в исходном органическом веществе является одной из причин существующего разнообразия нефтей. Другими причинами являются различие температурных условий вмещающих пород, присутствие катализаторов и др., а также последующие преобразования пород, в которых заключена нефть.
В СССР были проведены исследования, в результате которых удалось установить роль микроорганизмов в образовании нефти. Т. Л. Гинзбург-Карагичева, открывшая присутствие в нефти разнообразнейших микроорганизмов, привела в своих исследованиях много новых, интересных сведений. Она установила, что в нефтях, ранее считавшихся ядом для бактерий, на больших глубинах идёт кипучая жизнь, не прекращавшаяся миллионы лет подряд.
Целый ряд бактерий живёт в нефти и питается ею, меняя, таким образом, химический состав нефти. Академик И. М. Губкин в своей теории нефтеобразования придавал этому открытию большое значение. Гинзбург-Карагичевой установлено, что бактерии нефтяных пластов превращают различные органические продукты в битуминозные.
Под действием ряда бактерий происходит разложение органических веществ и выделяется водород, необходимый для превращения органического материала в нефть.
Нефть – это горная порода. Она относится к группе осадочных пород вместе с песками, глинами, известняками, каменной солью и др. Мы привыкли считать, что порода – это твердое вещество, из которого состоит земная кора и более глубокие недра Земли. Оказывается, есть и жидкие породы, и даже газообразные. Одно из важных свойств нефти – способность гореть.
В состав нефти входит около 425 углеводородных соединений. Главную часть нефтей составляют три группы УВ: метановые, нафтеновые и ароматические. По углеводородному составу все нефти подразделяются на: 1) метаново-нафтеновые, 2) нафтеново-метановые, 3) ароматическо-нафтеновые, 4) нафтеново-ароматические, 5) ароматическо-метановые, 6) метаново-ароматические и 7) метаново-ароматическо-нафтеновые. Первым в этой классификации ставится название углеводорода, содержание которого в составе нефти меньше.
Наряду с углеводородами в нефтях присутствуют химические соединения других классов. Обычно все эти классы объединяют в одну группу гетеросоединений (греч. “гетерос” – другой). В нефтях также обнаружено более 380 сложных гетеросоединений, в которых к углеводородным ядрам присоединены такие элементы, как сера, азот и кислород. Большинство из указанных соединений относится к классу сернистых соединений – меркаптанов. Это очень слабые кислоты с неприятным запахом. С металлами они образуют солеобразные соединения – меркаптиды. В нефтях меркаптаны представляют собой соединения, в которых к углеводородным радикалам присоединена группа SH.
Порфирины – особые азотистые соединения органического происхождения. Считают, что они образованы из хлорофилла растений и гемоглобина животных. При температуре 200-250 о С порфирины разрушаются.
Сера широко распространена в нефтях и в углеводородном газе и содержится либо в свободном состоянии, либо в виде соединений (сероводород, меркаптаны). Количество ее колеблется от 0,1% до 5%, но бывает и значительно больше. Так, например, в газе Астраханского месторождения содержание Н2S достигает 24 %.
Зольная часть – остаток, получающийся при сжигании нефти. Это различные минеральные соединения, чаще всего железо, никель, ванадий, иногда соли натрия.
Кислород в нефтях встречается в связанном состоянии также в составе нафтеновых кислот (около 6%) – CnH2n-1(COOH), фенолов (не более 1%) – C6H5OH, а также жирных кислот и их производных – C6H5O6(P). Содержание азота в нефтях не превышает 1%. Основная его масса содержится в смолах. Содержание смол в нефтях может достигать 60% от массы нефти, асфальтенов – 16%.
Асфальтены представляют собой черное твердое вещество. По составу они сходны со смолами, но характеризуются иными соотношениями элементов. Они отличаются большим содержанием железа, ванадия, никеля и др. Если смолы растворяются в жидких углеводородах всех групп, то асфальтены нерастворимы в метановых углеводородах, частично растворимы в нафтеновых и лучше растворяются в ароматических. В “белых” нефтях смолы содержатся в малых количествах, а асфальтены вообще отсутствуют.
Нефть – это вязкая маслянистая жидкость, темно-коричневого или почти черного цвета с характерным запахом, обладающая слабой флюоресценцией, более легкая (плотность 0,73-0,97г/см 3 ), чем вода, почти нерастворимая в ней. Нефть сильно варьирует по плотности (от легкой 0,65-0,70 г/см3, до тяжелой 0,98-1,05 г/см3). Нефть и ее производные обладают наивысшей среди всех видов топлив теплотой сгорания. Теплоемкость нефти 1,7-2,1 кДж/кг, теплота сгорания нефти – 41 МДж/кг, бензина – 42 МДж/кг. Температура кипения зависит от строения входящих в состав нефти углеводородов и колеблется от 50 до 550°С.
Различные компоненты нефти переходят в газообразное состояние при различной температуре. Легкие нефти кипят при 50-100°С, тяжелые – при температуре более 100°С.
Различие температур кипения углеводородов используется для разделения нефти на температурные фракции. При нагревании нефти до 180-200°С выкипают углеводороды бензиновой фракции, при 200-250°С – лигроиновой, при 250-315°С – керосиново-газойлевой и при 315-350°С – масляной. Остаток представлен гудроном. В состав бензиновой и лигроиновой фракций входят углеводороды, содержащие 6-10 атомов углерода. Керосиновая фракция состоит из углеводородов с C11-C13, газойлевая – C14-C17.
Важным является свойство нефтей растворять углеводородные газы. В 1 м 3 нефти может раствориться до 400 м 3 горючих газов. Большое значение имеет выяснение условий растворения нефти и природных газов в воде. Нефтяные углеводороды растворяются в воде крайне незначительно. Нефти различаются по плотности. Плотность нефти, измеренной при 20°С, отнесенной к плотности воды, измеренной при 4°С, называется относительной. Нефти с относительной плотностью 0,85 называются легкими, с относительной плотностью от 0,85 до 0,90 – средними, а с относительной плотностью свыше 0,90 – тяжелыми. В тяжелых нефтях содержатся в основном циклические углеводороды. Цвет нефти зависит от ее плотности: светлые нефти обладают меньшей плотностью, чем темные. А чем больше в нефти смол и асфальтенов, тем выше ее плотность. При добыче нефти важно знать ее вязкость. Различают динамическую и кинематическую вязкость. Динамической вязкостью называется внутреннее сопротивление отдельных частиц жидкости движению общего потока. У легких нефтей вязкость меньше, чем у тяжелых. При добыче и дальнейшей транспортировке тяжелые нефти подогревают. Кинематической вязкостью называется отношение динамической вязкости к плотности среды. Большое значение имеет знание поверхностного натяжения нефти. При соприкосновении нефти и воды между ними возникает поверхность типа упругой мембраны. Капиллярные явления используются при добыче нефти. Силы взаимодействия воды с горной породой больше, чем у нефти. Поэтому вода способна вытеснить нефть из мелких трещин в более крупные. Для увеличения нефтеотдачи пластов используются специальные поверхностно-активные вещества (ПАВ). Нефти имеют неодинаковые оптические свойства. Под действием ультрафиолетовых лучей нефть способна светиться. При этом легкие нефти светятся голубым светом, тяжелые – бурым и желто-бурым. Это используется при поиске нефти. Нефть является диэлектриком и имеет высокое удельное сопротивление. На этом основаны электрометрические методы установления в разрезе, вскрытом буровой скважиной, нефтеносных пластов.
Почти вся добываемая в мире нефть, извлекается посредством буровых скважин, закрепленных стальными трубами высокого давления. Для подъема нефти и сопутствующих ей газа и воды на поверхность скважина имеет герметичную систему подъемных труб, механизмов и арматуры, рассчитанную на работу с давлениями, соизмеримыми с пластовыми. Добыче нефти при помощи буровых скважин предшествовали примитивные способы: сбор ее на поверхности водоемов, обработка песчаника или известняка, пропитанного нефтью, посредством колодцев.
Ф. Ариосто в 15 веке. Недалеко от Модены в Италии такие нефтесодержащие грунты измельчались и подогревались в котлах. Затем нефть выжимали в мешках при помощи пресса. В 1833 -1845 г. г. нефть добывали из песка на берегу Азовского моря. Песок помещали в ямы с покатым дном и поливали водой. Вымытую из песка нефть собирали с поверхности воды пучками травы.
Добыча нефти из колодцев производилась в Киссии, древней области между Ассирией и Мидией в 5 веке до нашей эры при помощи коромысла, к которому привязывалось кожаное ведро. Подробное описание колодезной добычи нефти в Баку дал немецкий натуралист Э. Кемпфер. Глубина колодцев достигала 27 м, их стенки обкладывались камнем или укреплялись деревом.
Добыча нефти посредством скважин начала широко применяться с 60-х г. 19 века. Вначале наряду с открытыми фонтанами и сбором нефти в вырытые рядом со скважинами земляные амбары добыча нефти осуществлялась также с помощью цилиндрических ведер с клапаном в днище. Из механизированных способов эксплуатации впервые в 1865 в США была внедрена глубоконасосная эксплуатация, которую в 1874 г применили на нефтепромыслах в Грузии, в 1876 в Баку. В 1886 г В. Г. Шухов предложил компрессорную добычу нефти, которая была испытана в Баку в 1897г. Более совершенный способ подъема нефти из скважины – газлифт – предложил в 1914 г М. М. Тихвинский.
Под разработкой нефтяного месторождения понимается осуществление процесса перемещения жидкостей и газа в пластах к эксплуатационным скважинам. Управление процессом движения жидкостей и газа достигается размещением на месторождении нефтяных, нагнетательных и контрольных скважин, количеством и порядком ввода их в эксплуатацию, режимом работы скважин и балансом пластовой энергии. Принятая для конкретной залежи система разработки предопределяет технико-экономические показатели. Перед забуриванием залежи проводят проектирование системы разработки. На основании данных разведки и пробной эксплуатации устанавливают условия, при которых будет протекать эксплуатация: ее геологическое строение, коллекторские свойства пород (пористость, проницаемость, степень неоднородности), физические свойства жидкостей в пласте (вязкость, плотность), насыщенность пород нефти водой и газом, пластовые давления. Базируясь на этих данных, производят экономическую оценку системы, и выбирают оптимальную.
Извлечение нефти из скважин производится либо за счет естественного фонтанирования под действием пластовой энергии, либо путем использования одного из нескольких механизированных способов подъема жидкости. Обычно в начальной стадии разработки действует фонтанная добыча, а по мере ослабления фонтанирования скважину переводят на механизированный способ: газлифтный или эрлифтный, глубинонасосный (с помощью штанговых, гидропоршневых и винтовых насосов).
В процессе добычи нефти важное место занимает внутрипромысловый транспорт продукции скважин, осуществляемый по трубопроводам. Применяются 2 системы внутрипромыслового транспорта: напорные и самотечные. При напорных системах достаточно собственного давления на устье скважин. При самотечных движение происходит за счет превышения отметки устья скважины над пометкой группового сборного пункта.
Добываемая на промыслах нефть, помимо растворенных в ней газов, содержит некоторое количество примесей – частицы песка, глины, кристаллы солей и воду. Содержание твердых частиц в неочищенной нефти обычно не превышает 1,5%, а количество воды может изменяться в широких пределах. С увеличением продолжительности эксплуатации месторождения возрастает обводнение нефтяного пласта и содержание воды в добываемой нефти. В некоторых старых скважинах жидкость, получаемая из пласта, содержит 90% воды. В нефти, поступающей на переработку, должно быть не более 0,3% воды. Присутствие в нефти механических примесей затрудняет ее транспортирование по трубопроводам и переработку, вызывает эрозию внутренних поверхностей труб нефтепроводов и образование отложений в теплообменниках, печах и холодильниках, что приводит к снижению коэффициента теплопередачи, повышает зольность остатков от перегонки нефти (мазутов и гудронов), содействует образованию стойких эмульсий. Кроме того, в процессе добычи и транспортировки нефти происходит весомая потеря легких компонентов нефти (метан, этан, пропан и т. д., включая бензиновые фракции) – примерно до 5% от фракций, выкипающих до 100°С.
Для сокращения потерь легких компонентов осуществляют стабилизацию нефти, а также применяют специальные герметические резервуары хранения нефти. От основного количества воды и твердых частиц нефть освобождают путем отстаивания в резервуарах на холоду или при подогреве. Окончательно их обезвоживают и обессоливают на специальных установках.
Однако вода и нефть часто образуют трудно разделимую эмульсию, что сильно замедляет или даже препятствует обезвоживанию нефти. В общем случае эмульсия есть система из двух взаимно нерастворимых жидкостей, в которых одна распределена в другой во взвешенном состоянии в виде мельчайших капель. Существуют два типа нефтяных эмульсий: нефть в воде, или гидрофильная эмульсия, и вода в нефти, или гидрофобная эмульсия. Чаще встречается гидрофобный тип нефтяных эмульсий. Образованию стойкой эмульсии предшествуют понижение поверхностного натяжения на границе раздела фаз и создание вокруг частиц дисперсной фазы прочного адсорбционного слоя. Такие слои образуют третьи вещества – эмульгаторы. К гидрофильным эмульгаторам относятся щелочные мыла, желатин, крахмал. Гидрофобными являются хорошо растворимые в нефтепродуктах щелочноземельные соли органических кислот, смолы, а также мелкодисперсные частицы сажи, глины, окислов металлов и т. п., легче смачиваемые нефтью чем водой.
Отстаивание – применяется к свежим, легко разрушимым эмульсиям. Расслаивание воды и нефти происходит вследствие разности плотностей компонентов эмульсии. Процесс ускоряется нагреванием до 120-160°С под давлением 8-15 атмосфер в течение 2-3 ч, не допуская испарения воды.
Центрифугирование – отделение механических примесей нефти под воздействием центробежных сил. В промышленности применяется редко, обычно сериями центрифуг с числом оборотов от 350 до 5000 в мин., при производительности 15-45 м 3 /ч каждая.
Разрушение эмульсий достигается путем применения поверхностно-активных веществ – деэмульгаторов. Разрушение достигается а) адсорбционным вытеснением действующего эмульгатора веществом с большей поверхностной активностью, б) образованием эмульсий противоположного типа (инверсия ваз) и в) растворением (разрушением) адсорбционной пленки в результате ее химической реакции с вводимым в систему деэмульгатором. Химический метод применяется чаще механического, обычно в сочетании с электрическим.
При попадании нефтяной эмульсии в переменное электрическое поле частицы воды, сильнее реагирующие на поле чем нефть, начинают колебаться, сталкиваясь друг с другом, что приводит к их объединению, укрупнению и более быстрому расслоению с нефтью. Установки, называемые электродегидраторами (ЭЛОУ – электроочистительные установки), с рабочим напряжением до 33000В при давлении 8-10 атмосфер, применяют группами по 6-8 шт. с производительностью 250-500 т нефти в сутки каждая. В сочетании с химическим методом этот метод имеет наибольшее распространение в промышленной нефтепереработке.
Различные нефти и выделенные из них соответствующие фракции отличаются друг от друга физико-химическими и товарными свойствами. Так, бензиновые фракции некоторых нефтей характеризуются высокой концентрацией ароматических, нафтеновых или изопарафиновых углеводородов и поэтому имеют высокие октановые числа, тогда как бензиновые фракции других нефтей содержат в значительных количествах парафиновые углеводороды и имеют очень низкие октановые числа. Важное значение в дальнейшей технологической переработке нефти имеет серность, масляничность смолистость нефти и др. Таким образом, существует необходимость отслеживания качественных характеристик нефтей в процессе транспортировки, сбора и хранения с целью недопущения потери ценных свойств компонентов нефти.
Однако раздельные сбор, хранение и перекачка нефтей в пределах месторождения с большим числом нефтяных пластов весомо осложняет нефтепромысловое хозяйство и требует больших капиталовложений. Поэтому близкие по физико-химическим и товарным свойствам нефти на промыслах смешивают и направляют на совместную переработку.
Выбор направления переработки нефти и ассортимента получаемых нефтепродуктов определяется физико-химическими свойствами нефти, уровнем технологии нефтеперерабатывающего завода и настоящей потребности хозяйств в товарных нефтепродуктах. Различают три основных варианта переработки нефти:
По топливному варианту нефть перерабатывается в основном на моторные и котельные топлива. Топливный вариант переработки отличается наименьшим числом участвующих технологических установок и низкими капиталовложениями. Различают глубокую и неглубокую топливную переработку. При глубокой переработке нефти стремятся получить максимально возможный выход высококачественных и автомобильных бензинов, зимних и летних дизельных топлив и топлив для реактивных двигателей. Выход котельного топлива в этом варианте сводится к минимуму. Таким образом, предусматривается такой набор процессов вторичной переработки, при котором из тяжелых нефтяных фракций и остатка – гудрона получают высококачественные легкие моторные топлива. Сюда относятся каталитические процессы – каталитический крекинг, каталитический риформинг, гидрокрекинг и гидроочистка, а также термические процессы, например коксование. Переработка заводских газов в этом случае направлена на увеличение выхода высококачественных бензинов. При неглубокой переработке нефти предусматривается высокий выход котельного топлива.
По топливно-масляному варианту переработки нефти наряду с топливами получают смазочные масла. Для производства смазочных масел обычно подбирают нефти с высоким потенциальным содержанием масляных фракций. В этом случае для выработки высококачественных масел требуется минимальное количество технологических установок. Масляные фракции (фракции, выкипающие выше 350°С), выделенные из нефти, сначала подвергаются очистке избирательными растворителями: фенолом или фурфуролом, чтобы удалить часть смолистых веществ и низкоиндексные углеводороды, затем проводят депарафинизацию при помощи смесей метилэтилкетона или ацетона с толуолом для понижения температуры застывания масла. Заканчивается обработка масляных фракций доочисткой отбеливающими глинами. Последние технологии получения масел используют процессы гидроочистки взамен селективной очистки и обработки отбеливающими глинами. Таким способом получают дистиллятные масла (легкие и средние индустриальные, автотракторные и др.). Остаточные масла (авиационные, цилиндровые) выделяют из гудрона путем его деасфальтизации жидким пропаном. При этом образуется деасфальт и асфальт. Деасфальт подвергается дальнейшей обработке, а асфальт перерабатывают в битум или кокс.
Нефтехимический вариант переработки нефти по сравнению с предыдущими вариантами отличается большим ассортиментом нефтехимической продукции и в связи с этим наибольшим числом технологических установок и высокими капиталовложениями. Нефтеперерабатывающие заводы, строительство которых проводилось в последние два десятилетия, направлены на нефтехимическую переработку. Нефтехимический вариант переработки нефти представляет собой сложное сочетание предприятий, на которых помимо выработки высококачественных моторных топлив и масел не только проводится подготовка сырья (олефинов, ароматических, нормальных и изопарафиновых углеводородов и др.) для тяжелого органического синтеза, но и осуществляются сложнейшие физико-химические процессы, связанные с многотоннажным производством азотных удобрений, синтетического каучука, пластмасс, синтетических волокон, моющих веществ, жирных кислот, фенола, ацетона, спиртов, эфиров и многих других химикалий.
Нефть представляет собой сложную смесь парафиновых, нафтеновых и ароматических углеводов, различных по молекулярному весу и температуре кипения. Кроме того, в нефти содержатся сернистые, кислородные и азотистые органические соединения. Для производства многочисленных продуктов различного назначения и со специфическими свойствами применяют методы разделения нефти на фракции и группы углеводородов, а также изменения ее химического состава. Различают первичные и вторичные методы переработки нефти:
К первичным относят процессы разделения нефти на фракции, когда используются ее потенциальные возможности по ассортименту, количеству и качеству получаемых продуктов и полупродуктов – перегонка нефти;
Ко вторичным относят процессы деструктивной переработки нефти и очистки нефтепродуктов, предназначенные для изменения ее химического состава путем термического и каталитического воздействия. При помощи этих методов удается получить нефтепродукты заданного качества и в больших количествах, чем при прямой перегонке нефти.
Братья Дубинины впервые создали устройство для перегонки нефти. Завод Дубининых был очень прост. Котёл в печке, из котла идёт труба через бочку с водой в пустую бочку. Бочка с водой – холодильник, пустая бочка – приёмник для керосина.
Различают перегонку с однократным, многократным и постепенным испарением. При перегонке с однократным испарением нефть нагревают до определенной температуры и отбирают все фракции, перешедшие в паровую фазу. Перегонка нефти с многократным испарением производится с поэтапным нагреванием нефти, и отбиранием на каждом этапе фракций нефти с соответствующей температурой перехода в паровую фазу. Перегонку нефти с постепенным испарением в основном применяют в лабораторной практике для получения особо точного разделения большого количества фракций. Отличается от других методов перегонки нефти низкой производительностью.
Процесс первичной переработки нефти (прямой перегонки), с целью получения нефтяных фракций, различающихся по температуре кипения без термического распада, осуществляют в кубовых или трубчатых установках при атмосферном и повышенном давлениях или в вакууме. Трубчатые установки отличаются более низкой достаточной температурой перегоняемого сырья, меньшим крекингом сырья, и большим КПД. Поэтому на современном этапе нефтепереработки трубчатые установки входят в состав всех нефтеперерабатывающих заводов и служат поставщиками как товарных нефтепродуктов, так и сырья для вторичных процессов (термического и каталитического крекинга, риформинга).
В настоящее время перегонку нефти в промышленности производят на непрерывно действующих трубчатых установках. У них устраивается трубчатая печь, для конденсации и разделения паров сооружаются огромные ректификационные колонны, а для приёма продуктов перегонки выстраиваются целые городки резервуаров.
Трубчатая печь представляет собой помещение, выложенное внутри огнеупорным кирпичом. Внутри печи расположен многократно изогнутый стальной трубопровод. Длина труб в печах достигает километра. Когда завод работает, по этим трубам непрерывно, с помощью насоса, подаётся нефть с большой скоростью – до двух метров в секунду. Печь обогревается горящим мазутом, подаваемым в неё при помощи форсунок. В трубопроводе нефть быстро нагревается до 350-370°. При такой температуре более летучие вещества нефти превращаются в пар.
Так как нефть – это смесь углеводородов различного молекулярного веса, имеющих разные температуры кипения, то перегонкой её разделяют на отдельные нефтепродукты. При перегонке нефти получают светлые нефтепродукты: бензин (tкип 90-200°С), лигроин (tкип 150-230°С), керосин (tкип 180-300°С), легкий газойль – соляровое масло (tкип 230-350°С), тяжелый газойль (tкип 350-430°С), а в остатке – вязкую черную жидкость – мазут (tкип выше 430°С). Мазут подвергают дальнейшей переработке. Его перегоняют под уменьшенным давлением (чтобы предупредить разложение) и выделяют смазочные масла.
При перегонке с однократным испарением нефть нагревают в змеевике какого-либо подогревателя до заранее заданной температуры. По мере повышения температуры образуется все больше паров, которые находятся в равновесии с жидкой фазой, и при заданной температуре парожидкостная смесь покидает подогреватель и поступает в адиабатический испаритель. Последний представляет собой пустотелый цилиндр, в котором паровая фаза отделяется от жидкой. Температура паровой и жидкой фаз в этом случае одна и та же.
Перегонка с многократным испарением состоит из двух или более однократных процессов перегонки с повышением рабочей температуры на каждом этапе.
Четкость разделения нефти на фракции при перегонке с однократным испарением хуже по сравнению с перегонкой с многократным и постепенным испарением. Но если высокой четкости разделения фракций не требуется, то метод однократного испарения экономичнее: при максимально допустимой температуре нагрева нефти 350-370°С (при более высокой температуре начинается разложение углеводородов) больше продуктов переходит в паровую фазу по сравнению с многократным или постепенным испарением. Для отбора из нефти фракций, выкипающих выше 350-370°С, применяют вакуум или водяной пар. Использование в промышленности принципа перегонки с однократным испарением в сочетании с ректификацией паровой и жидкой фаз позволяет достигать высокой четкости разделения нефти на фракции, непрерывности процесса и экономичного расходования топлива на нагрев сырья.
В зависимости от внутреннего устройства, обеспечивающего контакт между восходящими парами и нисходящей жидкостью (флегмой), ректификационные колонны делятся на насадочные, тарельчатые, роторные и др.
В зависимости от давления они делятся на ректификационные колонны высокого давления, атмосферные и вакуумные. Первые применяют в процессах стабилизации нефти и бензина. Атмосферные и вакуумные ректификационные колоны в основном применяют при перегонке нефтей, остаточных нефтепродуктов и дистилляторов.
Принципиальная схема для промышленной перегонки нефти приведена на рисунке. Исходная нефть прокачивается насосом через теплообменники 4, где нагревается под действием тепла отходящих нефтяных фракций и поступает в огневой подогреватель (трубчатую печь) 1. В трубчатой печи нефть нагревается до заданной температуры и входит в испарительную часть (питательную секцию) ректификационной колонны 2. В процессе нагрева часть нефти переходит в паровую фазу, которая при прохождении трубчатой печи все время находится в состоянии равновесия с жидкостью. Как только нефть в виде парожидкостной смеси выходит из печи и входит в колонну (где в результате снижения давления дополнительно испаряется часть сырья), паровая фаза отделяется от жидкой и поднимается вверх по колонне, а жидкая перетекает вниз. Паровая фаза подвергается ректификации в верхней части колонны. В ректификационной колонне размещены ректификационные тарелки, на которых осуществляется контакт поднимающихся по колонне паров со стекающей жидкостью (флегмой). Флегма создается в результате того, что часть верхнего продукта, пройдя конденсатор-холодильник 3, возвращается на верхнюю тарелку и стекает на нижележащие, обогащая поднимающиеся пары низкокипящими компонентами.
Для ректификации жидкой части сырья в нижней части ректификационной части колонны под нижнюю тарелку необходимо вводить тепло или какой-либо испаряющий агент 5. В результате легкая часть нижнего продукта переходит в паровую фазу и тем самым создается паровое орошение. Это орошение, поднимаясь с самой нижней тарелки и вступая в контакт со стекающей жидкой фазой, обогащает последнюю высококипящими компонентами.
В итоге сверху колонны непрерывно отбирается низкокипящая фракция, снизу – высококипящий остаток.
Испаряющий агент вводится в ректификационную колону с целью повышения концентрации высококипящих компонентов в остатке от перегонки нефти. В качестве испаряющего агента используются пары бензина, лигроина, керосина, инертный газ, чаще всего – водяной пар.
В присутствии водяного пара в ректификационной колонне снижается парциальное давление углеводородов, а, следовательно, их температура кипения. В результате наиболее низкокипящие углеводороды, находящиеся в жидкой фазе после однократного испарения, переходят в парообразное состояние и вместе с водяным паром поднимаются вверх по колонне. Водяной пар проходит всю ректификационную колонну и уходит с верхним продуктом, понижая температуру в ней на 10-20°С. На практике применяют перегретый водяной пар и вводят его в колонну с температурой, равной температуре подаваемого сырья или несколько выше (обычно не насыщенный пар при температуре 350-450°С под давлением 2-3 атмосферы).
Интенсивно перемешивается кипящая жидкость, что способствует испарению низкокипящих углеводородов;
Создается большая поверхность испарения тем, что испарение углеводородов происходит внутрь множества пузырьков водяного пара.
Расход водяного пара зависит от количества отпариваемых компонентов, их природы и условий внизу колонны. Для хорошей ректификации жидкой фазы внизу колонны необходимо, чтобы примерно 25% ее переходило в парообразное состояние.
В случае применения в качестве испаряющего агента инертного газа происходит большая экономии тепла, затрачиваемого на производство перегретого пара, и снижение расхода воды, идущей на его конденсацию. Весьма рационально применять инертный газ при перегонке сернистого сырья, т. к. сернистые соединения в присутствии влаги вызывают интенсивную коррозию аппаратов. Однако инертный газ не получил широкого применения при перегонке нефти из-за громоздкости подогревателей газа и конденсаторов парогазовой смеси (низкого коэффициента теплоотдачи) и трудности отделения отгоняемого нефтепродукта от газового потока.
Удобно в качестве испаряющего агента использовать легкие нефтяные фракции – лигроино-керосино-газойлевую фракцию, т. к. это исключает применение открытого водяного пара при перегонке сернистого сырья, вакуума и вакуумсоздающей аппаратуры и, в то же время, избавляет от указанных сложностей работы с инертным газом.
Чем ниже температура кипения испаряющего агента и больше его относительное количество, тем ниже температура перегонки. Однако чем легче испаряющий агент, тем больше его теряется в процессе перегонки. Поэтому в качестве испаряющего агента рекомендуется применять лигроино-керосино-газойлевую фракцию.
В результате перегонки нефти при атмосферном давлении и температуре 350-370°С остается мазут, для перегонки которого необходимо подобрать условия, исключающие возможность крекинга и способствующие отбору максимального количества дистилляторов. Самым распространенным методом выделения фракций из мазута является перегонка в вакууме. Вакуум понижает температуру кипения углеводородов и тем самым позволяет при 410-420°С отобрать дистилляты, имеющие температуры кипения до 500°С (в пересчете на атмосферное давление). Нагрев мазута до 420°С сопровождается некоторым крекингом углеводородов, но если получаемые дистилляторы затем подвергаются вторичным методам переработки, то присутствие следов непредельных углеводородов не оказывает существенного влияния. При получении масляных дистилляторов разложение их сводят к минимуму, повышая расход водяного пара, снижая перепад давления в вакуумной колонне и др. Существующие промышленные установки способны поддерживать рабочее давление в ректификационных колоннах 20 мм рт. ст. и ниже.
Рассмотренные методы перегонки нефти дают достаточно четкие разделения компонентов, однако оказываются непригодными, когда из нефтяных фракций требуется выделить индивидуальные углеводороды высокой чистоты (96-99%), которые служат сырьем для нефтехимической промышленности (бензол, толуол, ксилол и др.)
В тарельчатых колоннах 1 для повышения площади соприкосновения потоков пара и флегмы применяют большое число (30-40) тарелок специальной конструкции. Флегма стекает с тарелки на тарелку по спускным трубам 3, причем перегородки 4 поддерживают постоянный уровень слоя жидкости на тарелке. Этот уровень позволяет постоянно держать края колпаков 2 погруженными во флегму. Перегородки пропускают для стока на следующую тарелку лишь избыток поступающей флегмы. Принципом действия тарельчатой колонны является взаимное обогащения паров и флегмы за счет прохождения под давлением паров снизу вверх сквозь слой флегмы на каждой тарелке. За счет того, что пар проходит флегму в виде мельчайших пузырьков площадь соприкосновения пара и жидкости очень высока.
Конструкции тарелок разнообразны. Применяют сетчатые, решетчатые, каскадные, клапанные, инжекционные и комбинированные тарелки. Конструкцию тарелок выбирают исходя из конкретных технологических требований (степень четкости разделения фракций, требование к интенсивности работы, необходимость изменения внутренней конструкции колонны, частота профилактических и ремонтных работ и др.)
При первичной перегонке нефть подвергается только физическим изменениям. От неё отгоняются лёгкие фракции, т. е. отбираются части её, кипящие при низких температурах и состоящие из разных по величине углеводородов. Сами углеводороды остаются при этом неизменёнными. Выход бензина, в этом случае, составляет лишь 10-15%. Такое количество бензина не может удовлетворить всё возрастающий спрос на него со стороны авиации и автомобильного транспорта.
При крекинге нефть подвергается химическим изменениям. Меняется строение углеводородов. В аппаратах крекинг-заводов происходят сложные химические реакции. Выход бензина из нефти значительно увеличивается (до 65-70 %) путем расщепления углеводородов с длинной цепью, содержащихся, например, в мазуте, на углеводороды с меньшей относительной молекулярной массой. Такой процесс называется крекингом (от англ. crack – расщеплять).
Крекинг изобрёл русский инженер Шухов в 1891 г. В 1913 г. изобретение Шухова начали применять в Америке. Крекингом называется процесс расщепления углеводородов, содержащихся в нефти, в результате которого образуются углеводороды с меньшим числом атомов углерода в молекуле.
Процесс ведётся при более высоких температурах (до 600 о ), часто при повышенном давлении. При таких температурах крупные молекулы углеводородов раздробляются на более мелкие.
Аппаратура крекинг-заводов в основном та же, что и для перегонки нефти. Это – печи, колонны. Но режим переработки другой. Сырье тоже другое – мазут.
Мазут – остаток первичной перегонки – густ и тяжёл, его удельный вес близок к единице. Это потому, что он состоит из сложных и крупных молекул углеводородов. Когда на крекинг-заводе мазут снова подвергается переработке, часть составляющих его углеводородов раздробляется на более мелкие. А из мелких углеводородов как раз и составляются лёгкие нефтяные продукты – бензин, керосин, лигроин.
Http://otherreferats. allbest. ru/manufacture/00028491_0.html
2. Теоретические основы управления процессами замедленного коксования и коксования в слое теплоносителя
III. Термокаталитические и термогидрокаталитические процессы технологии
4. Переработка нефтезаводских газов – абсорбционно-газофракционирующие установки (АГФУ) и газофракционирующие (ГФУ) установки
Нефтяная промышленность сегодня – это крупный народнохозяйственный комплекс, который живет и развивается по своим закономерностям. Что значит нефть сегодня для народного хозяйства страны? Это: сырье для нефтехимии в производстве синтетического каучука, спиртов, полиэтилена, полипропилена, широкой гаммы различных пластмасс и готовых изделий из них, искусственных тканей; источник для выработки моторных топлив (бензина, керосина, дизельного и реактивных топлив), масел и смазок, а также котельно-печного топлива (мазут), строительных материалов (битумы, гудрон, асфальт); сырье для получения ряда белковых препаратов, используемых в качестве добавок в корм скоту для стимуляции его роста.
В настоящее время нефтяная промышленность Российской Федерации занимает 3 место в мире. Нефтяной комплекс России включает 148 тыс. нефтяных скважин, 48,3 тыс. км магистральных нефтепроводов, 28 нефтеперерабатывающих заводов общей мощностью более 300 млн. т/год нефти, а также большое количество других производственных объектов.
На предприятиях нефтяной промышленности и обслуживающих ее отраслей занято около 900 тыс. работников, в том числе в сфере науки и научного обслуживания – около 20 тыс. человек.
Промышленная органическая химии прошла длинный и сложный путь развития, в ходе которого ее сырьевая база изменилась кардинальным образом. Начав с переработки растительного и животного сырья, она затем трансформировалась в угле – или коксохимию (утилизирующую отходы коксования угля), чтобы в конечном итоге превратиться в современную нефтехимию, которая уже давно не довольствуется только отходами нефтепереработки. Для успешного и независимого функционирования ее основной отрасли – тяжелого, то есть крупномасштабного, органического синтеза был разработан процесс пиролиза, вокруг которого и базируются современные олефиновые нефтехимические комплексы. В основном они получают, а затем и перерабатывают низшие олефины и диолефины. Сырьевая база пиролиза может меняться от попутных газов до нафты, газойля и даже сырой нефти. Предназначавшийся вначале лишь для производства этилена, этот процесс теперь является также крупнотоннажным поставщиком пропилена, бутадиена, бензола и других продуктов.
Нефть – наше национальное богатство, источник могущества страны, фундамент ее экономики.
Вторичная перегонка – разделение фракций, полученных при первичной перегонке, на более узкие погоны, каждый из которых затем используется по собственному назначению.
На НПЗ вторичной перегонке подвергаются широкая бензиновая фракция, дизельная фракция (при получении сырья установки адсорбционного извлечения парафинов), масляные фракции и т. п. Процесс проводится на отдельных установках или блоках, входящих в состав установок АТ и АВТ.
Перегонка нефти – процесс разделения ее на фракции по температурам кипения (отсюда термин «фракционирование») – лежит в основе переработки нефти и получения при этом моторного топлива, смазочных масел и различных других ценных химических продуктов. Первичная перегонка нефти является первой стадией изучения ее химического состава.
1. Бензиновая фракция – нефтяной погон с температурой кипения от н. к. (начала кипения, индивидуального для каждой нефти) до 150-205 0 С (в зависимости от технологической цели получения авто-, авиа-, или другого специального бензина).
Эта фракция представляет собой смесь алканов, нафтенов и ароматических углеводородов. Во всех этих углеводородах содержится от 5 до 10 атомов С.
2. Керосиновая фракция – нефтяной погон с температурой кипения от 150-180 0 С до 270-280 0 С. В этой фракции содержатся углеводороды С10-С15.
Используется в качестве моторного топлива (тракторный керосин, компонент дизельного топлива), для бытовых нужд (осветительный керосин) и др.
3. Газойлевая фракция – температура кипения от 270-280 0 С до 320-350 0 С. В этой фракции содержатся углеводороды С14-С20. Используется в качестве дизельного топлива.
4. Мазут – остаток после отгона выше перечисленных фракций с температурой кипения выше 320-350 0 С.
Мазут может использоваться как котельное топливо, или подвергаться дальнейшей переработке – либо перегонке при пониженном давлении (в вакууме) с отбором масляных фракций или широкой фракции вакуумного газойля (в свою очередь, служащего сырьем для каталитического крекинга сцелью получения высокооктанового компонента бензина), либо крекингу.
5. Гудрон – почти твердый остаток после отгона от мазута масляных фракций. Из него получают так называемые остаточные масла и битум, из которого путем окисления получают асфальт, используемый при строительстве дорог и т. п. Из гудрона и других остатков вторичного происхождения может быть получен путем коксования кокс, применяемый в металлургической промышленности.
Вторичная перегонка бензинового дистиллята представляет собой либо самостоятельный процесс, либо является частью комбинированной установки входящей в состав нефтеперерабатывающего завода. На современных заводах установки вторичной перегонки бензинового дистиллята предназначены для получения из него узких фракций. Эти фракции используют в дальнейшем как сырье каталитического риформинга — процесса, в результате которого получают индивидуальные ароматические углеводороды — бензол, толуол, ксилолы, либо бензин с более высоким октановым числом. При производстве ароматических углеводородов исходный бензиновый дистиллят разделяют на фракции с температурами выкипания: 62—85°С (бензольную), 85—115 (120) °С (толуольную) и 115 (120)—140 °С (ксилольную).
Бензиновая фракция используется для получения различных сортов моторного топлива. Она представляет собой смесь различных углеводородов, в том числе неразветвленных и разветвленных алканов. Особенности горения неразветвленных алканов не идеально соответствуют двигателям внутреннего сгорания. Поэтому бензиновую фракцию нередко подвергают термическому риформингу, чтобы превратить неразветвленные молекулы в разветвленные. Перед употреблением эту фракцию обычно смешивают с разветвленными алканами, циклоалканами и ароматическими соединениями, получаемыми из других фракций, путем каталитического крекинга либо риформинга.
Качество бензина как моторного топлива определяется его октановым числом. Оно указывает процентное объемное содержание 2,2,4-триметилпентана (изооктана) в смеси 2,2,4-триметилпентана и гептана (алкан с неразветвленной цепью), которая обладает такими же детонационными характеристиками горения, как и испытуемый бензин.
Плохое моторное топливо имеет нулевое октановое число, а хорошее топливо-октановое число 100. Октановое число бензиновой фракции, получаемой из сырой нефти, обычно не превышает 60. Характеристики горения бензина улучшаются при добавлении в него антидетонаторной присадки, в качестве которой используется тетраэтилсвинец (IV), Рb(С2Н5)4. Тетраэтилсвинец представляет собой бесцветную жидкость, которую получают при нагревании хлорэтана со сплавом натрия и свинца:
При горении бензина, содержащего эту присадку, образуются частицы свинца и оксида свинца (II). Они замедляют определенные стадии горения бензинового топлива и тем самым препятствуют его детонации. Вместе с тетраэтилсвинцом в бензин добавляют еще 1,2-дибромоэтан. Он реагирует со свинцом и свинцом (II), образуя бромид свинца (II). Поскольку бромид свинца (II) представляет собой летучее соединение, он удаляется из автомобильного двигателя с выхлопными газами. Бензиновый дистиллят широкого фракционного состава, например от температуры начала кипения и до 180 °С, насосом прокачивается через теплообменники и подается в первый змеевик печи, а затем в ректификационную колонну. Головной продукт этой колонны — фракция н. к. — 85 °С, пройдя аппарат воздушного охлаждения и холодильник, поступает в приемник. Часть конденсата насосом подается как орошение на верх колонны, а остальное количество — в другую колонну. Снабжение теплом нижней части колонны осуществляется циркулирующей флегмой (фракция 85— 180 °С), прокачиваемой насосом через второй змеевик печи и подается в низ колонны, Остаток с низа колонны направляется насосом в другую колонну.
Уходящие с верха колонны, пары головной фракции (н. к. — 62 °С) конденсируются в аппарате воздушного охлаждения; конденсат, охлажденный в водяном холодильнике, собирается в приемнике. Отсюда конденсат насосом направляется в резервуар, а часть фракции служит орошением для колонны. Остаточный продукт — фракция 62— 85 °С — по выходе из колонны снизу направляется насосом через теплообменник и холодильники в резервуар. В качестве верхнего продукта колонны получают фракцию 85—120 °С, которая, пройдя аппараты, поступает в приемник. Часть конденсата возвращается на вверх колонны в качестве орошения, а балансовое его количество отводится с установки насосом в резервуар.
Фракция 120—140°С отбирается из внешней отпарной колонны, снизу насосом. Эта фракция после охлаждения в теплообменнике и аппаратах поступает в резервуар.
Нижний продукт колонны — фракция 140— 180 °С — также направляется в резервуар насосом через теплообменник и аппараты.
Тепло, необходимое для работы отгонных секций ректификационных колонн, сообщается соответственно кипятильниками. Внешняя отпарная секция обслуживается кипятильником. В кипятильники соответствующие рециркуляты подаются насосами. Теплоносителем для кипятильников является водяной пар.
Материальный баланс установки зависит от потенциального содержания узких фракций в бензиновом дистилляте, а также от четкости ректификации.
Эта фракция переработки нефти известна под названием дизельного топлива. Часть ее подвергают крекингу для получения нефтезаводского газа и бензина. Однако главным образом газойль используют в качестве горючего для дизельных двигателей. В дизельном двигателе зажигание топлива производится в результате повышения давления. Поэтому они обходятся без свечей зажигания. Газойль используется также как топливо для промышленных печей.
Газойлевые фракции – используются в производстве технического углерода (сажи), как компонент котельного топлива, а после гидроочнстки – для приготовления дизельных и газотурбинных топлив. Крекинг-остаток – направляется на установки замедленного коксования для производства кокса, применяется как компонент котельного топлива.
Фракции, полученные из малосернистого сырья, могут быть использованы как тяжелое котельное топливо (мазут Ml00 малосернистый), другие фракции – как компоненты котельных топлив. Газойлевая фракция с глухой тарелки колонны откачивается горячим насосом ( производительностью до 50 м3 / ч) в печь легкого сырья для глубокого крекинга, где нагревается до более высоких температур, чем тяжелое сырье в печи. Далее продукты крекинга из обеих печей входят в верхнюю часть выносной реакционной камеры, где поддерживается давление 2 – 2 5 МПа. Продукты реакции снизу камеры направляются в испаритель высокого давления, работающий при давлении 0 8 – 1 0 МПа, где производится разделение продуктов крекинга на паровую и жидкую фазы. Регулировка давления и его снижение производится с помощью редукционного клапана, установленного на линии перетока продуктов крекинга из выносной реакционной камеры в испаритель высокого давления. Жидкая фаза в виде тяжелого крекинг-остатка самотеком поступает в испаритель низкого давления, где за счет уменьшения давления из него происходит выделение паров газойлевых фракций, которые через проход в глухой тарелке попадают в верхнюю часть колонны и вступают в контакт с исходным сырьем, подаваемым в верхнюю часть. Некоторое количество несконденсировавшихся в колонне паров и газов конденсируется и охлаждается в холодильнике, затем собираются в сборнике-газосепараторе, откуда насосом возвращается в верхнюю часть колонны в виде орошения.
Газойлевая фракция 195 – 270 С может быть использована (с учетом ее химического состава) как компонент низкозастывающего дизельного топлива. Фракция 270 – 420 С используется как сырье для технического углерода, а остаточная фракция, выкипающая выше 420 С – в качестве компонента сырья коксования или котельного топлива.
2. Теоретические основы управления процессами замедленного коксования и коксования в слое теплоносителя
Коксование – квалифицированная переработка тяжёлых нефтяных остатков, как первичной, так и вторичной переработки, с получением нефтяного кокса, применяемого для производства электродов, используемых в металлургической промышленности, а также дополнительного количества светлых нефтепродуктов. В отличие от ранее описанных процессов, коксование является термическим процессом, не использующим катализатор.
Коксование – это разложение при высокой температуре без доступа воздуха твердых и жидких горючих ископаемых с образованием летучих веществ и твердого остатка – кокса. Последний находит широкое применение в различных отраслях народного хозяйства. Сырьем для коксования – в основном, является каменный уголь, в значительно меньших масштабах перерабатывают другие горючие ископаемые, а также высококипящие остаточные продукты дистилляции нефти, каменноугольный пек и т. д.
Среди термических процессов наиболее широкое распространение в нашей стране и за рубежом получил процесс замедленного коксования, который позволяет перерабатывать самые различные виды тяжелых нефтяных остатков (ТНО) с выработкой продуктов, находящих достаточно квалифицированное применение в различных отраслях народного хозяйства.
Замедленное коксование – это непрерывный процесс, осуществляемый при температуре около 500°С и давлении, близком к атмосферному. Сырьё поступает в змеевики технологических печей, в которых идёт процесс термического разложения, после чего поступает в камеры, в которых происходит образование кокса. На установках сооружается 4 коксовые камеры, работающие попеременно. Камера в течении суток работает в режиме реакции, заполняясь коксом, после чего в течение суток осуществляются технологические операции по выгрузке кокса и подготовке к следующему циклу.
Кокс из камеры удаляется при помощи гидрорезака, представляющего собой бур с расположенными на конце соплами, через которые под давлением 150 атм. подаётся вода, которая раздробляет кокс.
Раздробленный кокс сортируется на фракции, в зависимости от размера частиц.
Сверху коксовых камер уходят пары продуктов и поступают на ректификацию. Светлые фракции, полученные при коксовании, характеризуются низким качеством из-за большого содержания олефинов и поэтому желательно их дальнейшее облагораживание.
Выход кокса составляет порядка 25% при коксовании гудрона, выход светлых фракций – около 35%.
Достоинства замедленного коксования – высокий выход малозольного кокса. Из одного и того же количества сырья, этим методом можно получить в 1,5-1,6 раза больше кокса, чем при непрерывном коксовании. Поэтому замедленное коксование применяют, как правило, для производства нефтяного кокса.
Установка замедленного коксования предназначена для получения крупнокускового нефтяного кокса, который используется в производствах цветных металлов, кремния, абразивных материалов, в электротехнической промышленности.
В качестве сырья на установках используют тяжёлые нефтяные остатки, такие как гудрон, мазут, крекинг-остатки, тяжёлая смола пиролиза.
В качестве побочных продуктов на установке замедленного коксования получают углеводородный газ, бензиновую фракцию и газойлевые дистилляты. Полученные газойлевые фракции и бензин коксования перед дальнейшим использованием необходимо подвергнуть гидрооблагораживанию из-за повышенного (по сравнению с прямогонными дистиллятами) содержания непредельных и гетероорганических соединений.
Процесс основан на термолизе тяжелых нефтяных остатков в течение достаточно длительного времени при повышенных температурах (до 500° С), в результате которого образуются легкие фракции крекинга и продукт уплотнения – кокс.
Режим работы коксовой камеры составляет 48 часов: 24 часа коксовая камера заполняется коксом, и в течение 20-22 часов осуществляется выгрузка кокса из коксовых камер при помощи струи воды под высоким давлением (до 14 МПа).
Технологические схемы установок замедленного коксования включают в себя следующие основные блоки:
· Нагревательный (сюда относится конвекционная секция печи установки, нижняя секция ректификационной колонны, где происходит нагрев продуктами коксования, радиантная секция печи);
· Реакционный (представляет собой две/четыре полые камеры, работающие попеременно, где непосредственно происходит процесс замедленного коксования тяжёлых нефтяных остатков);
· Фракционирующий (разделение полученных лёгких фракций коксования: газ, бензин, газойль);
· Блок механической обработки кокса , его выгрузки, сортировки и транспортировки.
Процессы коксования в слое теплоносителя имеют существенное преимущество перед процессом замедленного коксования: Сырье, предварительно нагретое в теплообменнике, контактирует в реакторе с нагретым и находящимся во взвешенном состоянии инертным теплоносителем (обычно порошкообразный кокс с размером частиц до 0,3 мм, реже более крупные гранулы) и коксуется на его поверхности в течение 6-12 мин.
Образовавшийся кокс и теплоноситель выводят из зоны реакции и подают в регенератор (коксонагреватель). В последнем слой теплоносителя поддерживается во взвешенном состоянии с помощью воздуха, в токе которого выжигается до 40% кокса, а большая его часть направляется потребителю. Благодаря теплоте, выделившейся при выжигании части кокса, теплоноситель нагревается и возвращается в реактор. Для перемещения теплоносителя используется пневмотранспорт частиц кокса, захватываемых потоком пара или газа. Дистиллятные фракции и газы выводят из реактора и разделяют так же, как при замедленном коксовании. Типичные параметры процесса: температура в теплообменнике, реакторе и регенераторе 300-320, 510-540 и 600-620 °С соответственно, давление в реакторе и регенераторе 0,14-0,16 и 0,12-0,16 МПа соответственно, соотношение по массе сырье теплоноситель = (6,5-8,0).
Коксование в кипящем слое используют для увеличения производства светлых нефтепродуктов. Кроме того, сочетание непрерывного коксования с газификацией образующегося кокса, может быть применено для получения дизельных и котельных топлив.
III. Термокаталитические и термогидрокаталитические Процессы технологии пер Еработки нефти
Гидроочистка — процесс химического превращения веществ под воздействием водорода при высоком давлении и температуре. Гидроочистка нефтяных фракций направлена на снижение содержания сернистых соединений в товарных нефтепродуктах. Побочно происходит насыщение непредельных углеводородов, снижение содержания смол, кислородсодержащих соединений, а также гидрокрекинг молекул углеводородов. Гидроочистки подвергаются следующие фракции нефти:
2. Керосиновые фракции; 3. Дизельное топливо; 4. Вакуумный газойль; 5. Моторные масла. Гидроочистка керосиновых Фракций направлена на снижение содержания серы и смол в реактивном топливе. Сернистые соединения и смолы вызывают коррозию топливной аппаратуры летательных аппаратов и закокcовывают форсунки двигателей. Одновременно снижается коррозионная агрессивность топлив и уменьшается образование осадка при их хранении. Типичным сырьем при гидроочистке керосиновых дистиллятов являются фракции 130—240 и 140— 230°С прямой перегонки нефти. Однако при получении некоторых видов топлив, верхний предел выкипания может достигать 315°С. Целевым продуктом процесса является гидроочищенная керосиновая фракция, выход которой может достигать 96—97% (масс.).
Керосиновая фракция 120—230 (240) °С используется как топливо для реактивных двигателей, при необходимости подвергается демеркаптанизации, гидроочистке; фракцию 150—280 или 150—315 °С из малосернистых нефтей используют как осветительные керосины, фракцию 140—200 °С — как растворитель (уайт-спирит) для лакокрасочной промышленности.
4. Переработка нефтезаводских газов – абсорбционно-газофракционирующие установки (АГФУ) и газофракционирующие установки (ГФУ)
На НПЗ для разделения нефтезаводских газов применяются преимущественно 2 типа газофракционирующих установок, в каждый из которых входят блоки компрессии и конденсации: ректификационный – сокращенно ГФУ, и абсорбционно-ректификационный АГФУ.
Назначение ГФУ – получение индивидуальных легких углеводородов или углеводородных фракций высокой чистоты из нефтезаводских газов. Газофракционирующие установки (ГФУ) подразделяются по типу перерабатываемого сырья на ГФУ предельных и ГФУ непредельных газов.
Сырье поступает на ГФУ в газообразном и жидком (головки стабилизации) виде. На ГФУ предельных газов подаются газы с установок первичной перегонки, каталитического риформинга, гидрокрекинга, на ГФУ непредельных газов – с установок термического и каталитического крекинга, коксования.
Продукцией ГФУ Предельных газов являются узкие углеводородные фракции:
· Этановая – применяется как сырье пиролиза, в качестве хладагента, на установках депарафинизации масел, выделения параксилола и др.;
· Пропановая – используется как сырье пиролиза, бытовой сжиженный газ, хладагент;
· Изобутановая – служит сырьем установок алкилирования и производства синтетического каучука;
· Бутановая – применяется как бытовой сжиженный газ, сырье производства синтетического каучука; в зимнее время добавляется к товарным автомобильным бензинам для обеспечения требуемого давления паров;
· Изопентановая – служит сырьем для производства изопренового каучука, компонентом высокооктановых бензинов;
· Пентановая – является сырьем для процессов изомеризации и пиролиза.
· Пропан-пропиленовая – применяется в качестве сырья для установок полимеризации и алкилирования, производства нефтехимических продуктов;
· Бутан-бутиленовая – используется в качестве сырья установок полимеризации, алкилирования и различных нефтехимических производств.
В блоке ректификации ГФУ из углеводородного газового сырья сначала в деэтанизаторе извлекают сухой газ, состоящий из метана и этана.
На верху колонны поддерживают низкую температуру подачей орошения, охлаждаемого в аммиачном конденсаторе-холодильнике.
Кубовый остаток деэтанизатора поступает в пропановую колонну, где разделяется на пропановую фракцию, выводимую с верха этой колонны, и смесь углеводородов С4 и выше, направляемую в бутановую колонну. Ректификатом этой колонны является смесь бутанов, которая в изобутановой колонне разделяется на изобутановую и бутановую фракции.
Кубовый продукт колонны подается далее в пентановую колонну, где в виде верхнего ректификата выводится смесь пентанов, которая в изопентановой колонне разделяется на н-пентан и изопентан.
Нижний продукт колонны – фракция С6 и выше – выводится с установки. На АГФУ сочетается предварительное разделение газов на легкую и тяжелую части абсорбционным методом с последующей их ректификацией.
Конденсационно-ректификационный метод заключается в частичной или полной конденсации газовых смесей с последующей ректификацией конденсатов. При необходимости продукты подвергаются дополнительной очистке от меркаптанов раствором щелочи.
Для деэтанизации газов каталитического крекинга на установках АГФУ используется фракционирующий абсорбер. Он представляет собой комбинированную колонну абсорбер-десорбер. В верхней части фракционирующего абсорбера происходит абсорбция, то есть поглощение из газов целевых компонентов (С3 и выше), а в нижней – частичная регенерация абсорбента за счет подводимого тепла. В качестве основного абсорбента на АГФУ используется нестабильный бензин каталитического крекинга. Для доабсорбции унесенных сухим газом бензиновых фракций в верхнюю часть фракционирующего абсорбера подается стабилизированный бензин. Абсорбер оборудован системой циркуляционных орошений для съема тепла абсорбции. Тепло в низ абсорбера подается с помощью «горячей струи». С верха фракционирующего абсорбера выводится сухой газ (С1-С2), а с низа вместе с тощим абсорбентом выводятся углеводороды С3 и выше.
Деэтанизированный бензин, насыщенный углеводородами С3 и выше, после подогрева в теплообменнике подается в стабилизационную колонну, нижним продуктом которого является стабильный бензин, а верхним – головка стабилизации. Из нее (иногда после сероочистки) в пропановой колонне выделяют пропан-пропиленовую фракцию. Кубовый продукт пропановой колонны разделяется в бутановой колонне на бутан-бутиленовую фракцию и остаток (С5 и выше), который объединяется со стабильным бензином.
Технологические установки перегонки нефти предназначены для разделения нефти на фракции и последующей переработки или использования их как компоненты товарных нефтепродуктов. Они составляют основу всех НПЗ. На них вырабатываются практически все компоненты моторных топлив, смазочных масел, сырье для вторичных процессов и для нефтехимических производств. От их работы зависят ассортимент и качество получаемых компонентов и технико-экономические показатели последующих процессов переработки нефтяного сырья.
Компоненты, полученные после первичной переработки обычно не используются как готовый продукт. Легкие фракции проходят дополнительно крекинг, реформинг, гидрогенизационное облагораживание, целью которых является получение невысокой ценой наибольшего объема конечных продуктов с наиболее точными удовлетворительными качественными показателями. Тяжелые фракции после перегонки перерабатывают дополнительно на битумных, коксующих и других установках.
В результате первичной перегонки нефти при атмосферном давлении получаются следующие продукты:
· Сжиженный углеводородный газ, состоящий в основном из пропана и бутана.
1. Коршак А. А., Шаммазов А. М.: «Основы нефтегазового дела», издательство «Дизайнполиграфсервис», 2005. – 544с.
2. Шаммазов А. М. и др.: «История нефтегазового дела России», Москва, «Химия», 2001. – 316 с.
3. Ахметов С. А. Технология глубокой переработки нефти и газа. Уфа: «ГИЛЕМ», 2002. – 671с.;
4. Ахметов С. А. и др. Технология и оборудование процессов переработки нефти и газа: Учебное пособие / С. А. Ахметов, Т. П. Сериков, И. Р. Кузеев, М. И. Баязитов; Под ред С. А. Ахметова. – СПб.: Недра,2006. – 868 с.
5. Капустин В. М. Основные каталитические процессы переработки нефти /В. М. Капустин, Е. А. Чернышева. – М.: Калвис, 2006. – 116 с.
6. Мановян А. К. Технология переработки природных энергоносителей. – М.: Химия, КолосС, 2004. – 456 с.
7. Магарил Р. З. Теоретические основы химических процессов переработки нефти: учебное пособие. – М.: КДУ, 2008. – 280 с.
8. Смидович Е. В. Технология переработки нефти и газа. Ч.2-я. – М.: Химия, 1980. – 376с.
Http://www. referatmix. ru/referats/75/referatmix_112964.htm
1 Технология переработки углеводородного сырья Лекция 1 Нефтепереработка в России и в мире. Современные требования к НПЗ. Лектор – к. т.н., доцент кафедры ХТТ Юрьев Е. М.
2 Дополнительная литература 1. Исследование состояния и перспектив направлений переработки нефти и газа, нефте – и газохимии в РФ. – М.: Экон-информ, – 806 с. (авторский коллектив В. И. Фейгин, О. Б. Брагинский и др.) 2. ПЕРСПЕКТИВЫ НЕФТЕПЕРЕРАБОТКИ РОССИИ НА ГОДЫ. Технологический аспект / Главное управление стратегического развития и инвестиционного анализа ОАО «ЛУКОЙЛ». – Электронный ресурс/электронная презентация. – 2008 г. – 40 с.
18 Технологические процессы на НПЗ В советское время: – Близость к районам потребления нефтепродуктов; – Малое транспортное плечо; Следствие: 40 % НПЗ сосредоточено в Приволжье (по мощности); После «нефтяного бума» в Западной Сибири был предложен следующий принцип хозяйствования: построить крупный НПЗ с низкой глубиной нефтепереработки, светлые фракции: – на НХ-заводы; – потребителям; темные – в энергетику. Отражает в том числе кап. затраты на строительство Индекс (коэффициент) Нельсона: Атмосферная перегонка 1,00 Вакуумная перегонка 2,00 Каталитическая гидроочистка 3,00 Каталитический риформинг 5,00 Термические процессы (крекинг) 6,00 Висбрекинг 2,00 Каткрекинг 6,00 Кат. гидрокрекинг 6,00 Коксование 6,00 Производство асфальтов и битумов 1,50 Производство водорода 1,00 Алкилирование/полимеризация 10,00 (производство олефинов 10,00-20,00) Производство ароматики/изомеризация 15,00 (экстракция ароматики 33,00) Производство смазочных масел 60,00 Производство оксигенатов (МТБЭ, ТАМЭ) 10,00 В среднем: Топливные НПЗ – 9-10 (глубокая), 5-7 (не глубокая) Нефтехимические НПЗ – 12-16
20 Общемировая тенденция – снижение количества НПЗ, однако увеличение их мощности – углубление переработки (увеличение индекса Нельсона) В России созданы условия, в результате которых выгоднее экспорт нефти и мазута (хотя в среднем по миру стоимость светлых НП выше на %), которые потом доводится до нужных экологических требований в Зап. Европе. Спрос на низкокачественные российские НП по цене на % дешевле нефти высок. Важную роль играют вертикально интегрированные нефтяные компании – технология процессинга – добыча и переработка осуществляется одним ЮрЛ.
21 Технологические процессы на НПЗ На внутреннем рынке наиболее востребованные нефтепродукты: бензины и дизельное топливо. Зачем в России, нефтеэкспортирующей и самодостаточной по обеспечению НП стране, для продуктов не идущих на экспорт или экспортируемых в малых количествах брать за основу цены нефтепродуктов в странах, импортирующих нефть?
23 *Исследование состояния и перспектив направлений переработки нефти и газа, нефте – и газохимии в РФ. – М.: Экон-информ, – 806 с. (авторский коллектив В. И. Фейгин, О. Б. Брагинский и др.)
27 Перспективы развития поточных схем НПЗ Россия (принимая, что цены и спрос останутся на прежнем уровне и будут существовать ВИНК) – Повышение цен на экспортируемые НП за счет повышения их качества – процессы глубокого обессеривания, деароматизации, синтеза оксигенатов; – Вовлечение в экспорт доп. наименований НП, например, ВО бензинов, реактивного топлива – процессы алкилирования, изомеризации, депарафинизации США и остальной мир – Интенсивное углубление НП – процессы пиролиза, крекинга, НХ – процессы; – Удовлетворение потребностей внутреннего рынка – процессы крекинга с высоким выходом средних дистиллятов;
31 Современные требования к схеме НПЗ – Глубина переработки – коэффициент Нельсона, такие НПЗ более приспособлены к колебаниям спроса на нефтепродукты; – Общая мощность (крупнейший – 62 млн т/год, ИН=14,5) – новые НПЗ сейчас выведены за окраины городов, малые НПЗ неконкурентноспособны; – Экологические требования – например, у НПЗ «Wilmington» ИН=16,5 – НПЗ обеспечивает переработку тяжелой сернистой нефти в нефтепродукты, отвечающие строгим требованиям штата Калифорния; – Увеличение выпуска светлых топлив – обусловлено снижением спроса на мазут, замененный на газ, уголь, ядерное топливо; – Увеличение выпуска дизельной фракции (для Зап. Европы) – массовая «дизелизация» транспортных средств – гидрокрекинг и гидрообессеривание; – Возможность повсеместной переработки сернистых нефтей; – Возможность вовлечения в переработку биомассы; – Возможность переработки ШФЛУ – GTL – процессы.
32 Основу нефтеперерабатывающей промышленности России составляют 28 крупных НПЗ по различным структурам переработки: топливной, масляной, нефтехимической. Суммарная проектная мощность их по сырью 260 млн т/год, что составляет 95% всей перерабатываемой нефти. Средняя мощность российских НПЗ составляет 10,3 млн. т/год. 50 % нефти перерабатывается на восьми предприятиях семи нефтяных компаний суммарной мощностью 124 млн. т/год. Средний уровень загрузки российских НПЗ в сопоставлении с показателями зарубежных предприятий является крайне низким и составляет немногим более 70 %. 32
33 Города Мощность, млн т/год Год пуска Кат. крекинг Термокрек инг Гидрокрек инг Коксовани е Риформ нг Гидроочистка дистиллята Битум 1Ухта 5, ,3006,305,3 2Кириши 20, ,922,30 3Ярославль 16, Москва 12, ,700011,328,13,8 5Рязань 17,219605,56,80012,723,13,1 6Кстово 22, ,524,44,3 7Ново – куйбышевск 17,019463,72,808,811,317,62,5 8Самара НПЗ7,419433,72,808,811,317,62,5 9Сызрань 10,819598,16,70015,939,03,1 10Волгоград 9, ,9016,68,53,32,7 11Нижнекамск 7, ,6 12Саратов 10, ,40011,317,32,5 13Грозный 20,219409,96,9005,110,90 14Краснодар 2, ,90024,6012,6 15Туапсе 2, ,500 16Уфа НПЗ11, ,410,4005,131,11,5 17Новоуфимский НПЗ 17,419516,716,301,911,919,50 18Уфа Нефтехим 12,019577,57,38,3013,321,22,3 19Салават 11,519529,64,30017,365,00 20Орск 7, ,108,4 21Пермь 13,519586,13,005,312,828,02,5 22Омск 26,819558,35,33,72,811,213,53,9 23Ачинск 7, ,46,4 24Ангарск 23, ,612,4692,5 25Комсомольск 5, , Хабаровск 4, ,7009,208,1 33
34 Проблемы в российской нефте – и газопереработке Низкая глубина переработки нефти (в среднем по РФ около 72%); Отсутствие промышленных процессов переработки тяжелых видов нефтяного сырья; Невысокая степень вовлечения в переработку природного газа; Низкая эффективность утилизации попутного газа и его квалифицированной химической переработки; Устаревшее химическое оборудование не позволяет производить продукцию, соответствующую международным стандартам; Существующая структура нефтепереработки не позволяет реализовывать массовое внедрение на российских предприятиях технологий мирового уровня, таких как изомеризация, гидроочистка, гидродеароматизация, гидрокрекинг и др.; Существующая структура нефтепереработки и нефтехимических предприятий не отвечают современным экологическим требованиям. 34
37 Для решения этих проблем необходимо обеспечить следующее: – глубину переработки углеводородного сырья не менее 85-93% – использование для переработки тяжелых нефтей; – вовлечение в переработку альтернативных углеводородных ресурсов (природный и попутный газы); – создание современной промышленности производства топлив, отвечающих самым жестким требованиям со стороны регулирующих органов; – повышение энергоэффективности, ресурсо – и энергосбережения не менее чем на 10-20%; – удовлетворение внутреннего спроса в высококачественной химической и нефтехимической продукции глубоких переделов; – обеспечение импортозамещения и конкурентоспособности высокотехнологичной химической продукции. 37
38 Группа технологий Технологии 1. Процессы и катализаторы переработки тяжелых нефтей и нефтяных фракций Технологии глубокой переработки нефти и тяжелых остатков на наноразмерных катализаторах в сырье для нефтехимии и моторные топлива. Технологии производства катализаторов гидрокрекинга различных нефтяных фракций. Технологии производства катализаторов гидроочистки различных нефтяных фракций. 2. Получение моторных топлив и сырья для нефтехимии. Технология получения высокооктанового компонента автобензинов Евро-4 и Евро-5 алкилированием изобутана бутиленами на экологически безопасных твердых катализаторах. Новые гидрогенизационные технологии получения авиационных керосинов и дизельных топлив и соответствующие требованиям стандартов технология глубокого каталитического крекинга для получения моторных топлив и сырья для нефтехимии Технологии производства катализаторов: – крекинга, в том числе для глубокого каталитического крекинга; – риформинга, в том числе в движущемся слое катализатора; – изомеризации легких бензиновых фракций С 5 – С 8 ; – процессов ал копирования; – технологии производства оксигенатных октаноовышающих добавок из различных видов сырья. 3. Процессы переработки природного и попутного газа – технология переработка попутного нефтяного газа в легкий газовый конденсат; – технологии производство этилена и пропилена из природного (попутного) газа; – технологии переработки природного газа в высокооктановый бензин (дизельное топливо, керосин); – технологии ароматизации «жирного газа»; – мембранные технологии выделения этана и жирных газов; – технологии производства катализаторов для превращения синтезгаза в олефины, высокооктановый бензин, аналог газового конденсата; – ароматизации газового конденсата и попутного нефтяного газа; – паровой конверсии природного газа и получения синтез-газа. 38
39 Группа технологий Технологии 4. Процессы и катализаторы производства мономеров для нефтехимии – технологии получения мономеров на базе продуктов глубокой переработки нефти; – технологии производства катализаторов для получения ряда мономеров (нитрила акриловой кислоты, акриловая кислота, капролактам, формальдегид, терефталевая кислота и т. д.) – сырья для производства фенолформальдегидных смол, полимерных производств синтетических нитей, конструкционных пластиков, в том числе поликарбонатных, и т. д. – для дегидрирования широкого спектра углеводородов. 5. Катализаторы и процессы получения водорода и синтезгаза Технологии производства катализаторов получения синтезгаза и водорода для автономных потребителей в машиностроении, металлургии, пищевой промышленности. 6. Процессы и катализаторы производства полимерных материалов, в том числе для экстремальных условий и производства композиционных материалов Технологии получения полимеров и новых материалов продукции нефтехимии: – разработка технологий получения мономеров на базе продуктов глубокой переработки нефти, олигомеров и полимеров на основе этих мономеров, в том числе и специальных и функциональных полимеров (в частности полимеров на основе пентадиена, норборнена, синтетической гуттаперчи, СМПЭ, полимеры медицинского назначения и др.); – разработка новых технологий получения полиакрилонитрила – прекурсора высококачественных углеволокон; – разработка широкого спектра полимерных композиционных материалов (КМ), в том числе гибридных и модифицированных наноматериалами; – разработка принципиально новых технологий получения полимерных материалов и изделий из них, в том числе методом фронтальной полимеризации; – разработка современных технологий получения полимерных композиционных материалов нового поколения, в том числе на основе препрегов; Технологии производства катализаторов: – полимеризации олефинов; – получения синтетических каучуков. 39
40 Группа технологий Технологии 7. Катализаторы и энергосберегающие процессы в азотной промышленности Технологии производства катализаторов азотной промышленности: – катализаторы паровой конверсии природного газа, – конверсии оксида углерода (СО), – синтеза метанола. Энергосберегающие технологии производства аммиака, метанола 8. Процессы и катализаторы нефтехимического основного и тонкого органического синтеза – селективное гидрирование для получения продуктов нефтехимического синтеза и продуктов органического синтеза; – получение продуктов нефтехимии и органического синтеза с заменой гомогенных катализаторов на гетерогенные, отвечающие принципам энергосбережения и экологической безопасности (процессы алкилирования ароматических соединений, синтеза эфиров, гидратации и дегидратации и др.); – технологии гидроформилирования олефинов и получения высших аминов, карбонилирования, в том числе и с использованием альтернативных растворителей; – технологии производства катализаторов окисления и гидрирования для получения растворителей технических масел, спиртов, карбоновых кислот, альдегидов, кетонов (сырья для производства экологически чистой пищевой продукции, медпрепаратов, средств защиты растений); – технологии переработки возобновляемого сырья в продукцию нефтехимии и промышленного органического синтеза. 40
41 На перспективу до 2030 г. г. отрасль будет развиваться в следующих направлениях: дальнейшее улучшение качества моторных топлив с постепенным приближением к качеству топлив в Западной Европе Евро-4,5; углубление переработки нефти за счет применения новейших технологий по переработке нефтяных остатков; увеличение объема переработки нефти будет определяться объемами потребления автобензина в РФ и возможностью продаж избытков автобензина в страны Западной Европы и Азиатско – Тихоокеанский регион; Ускорение сроков ввода мощностей технологических установок и производств на замену морально и физически устаревших. 41
42 Современный состав технологических процессов российской и зарубежной нефтепереработки (в % на перерабатываемую нефть) Основные вторичные процессы Западная Европа СШАРоссия Япония Каталитический крекинг 15,835,86,719,8 Гидрокрекинг 7,59,51,94 Термокрекинг + висбрекинг 12,20,25,8- Коксование 2,516,222,3 Риформинг, всего 12,718,311,913,9 в т. ч. с непрерывной конфигурацией 4,16,11,16,6 Гидроочистка и гидрооблагораживание топлив, всего в том числе: 49,255,326,777,1 бензинов 9,510,30,32,2 дистиллятов 35,341,326,452,5 остатков тяжелого газойля 4,43,7-22,4 Алкилирование 1,45,60,20,8 Изомеризация 2,70,80,3 Производство МТБЭ и других ВОК 0,30,50,10,06 Производство ароматики 1,32,40,83,8 Производство масел 11,11,40,9 Производство кокса 0,65,20,50,3 Производство битума 2,83,7 3,1 42
43 Прогноз роста мировой производительности нефтеперерабатывающих установок, млн т/год Тип установки Факт Прогноз 2005 г.2006 г г г.2009 г г. Первичная переработка сырой нефти 3995,754065,624136,934209,204282,904358,04 Вакуумная перегонка 1399,241423,821448,391473,991499,591525,70 Коксование 222,14228,82234,99241,68248,36255,56 Каталитический крекинг 694,63702,30709,97718,12726,27734,42 Риформинг 472,05473,30474,56475,81477,48478,73 Гидрокрекинг 282,98298,01314,03330,56348,59367,12 Гидроочистка 2114,302198,552286,662378,172473,062572,32 43
44 За последние 10 лет из недр России было извлечено 3,3 млрд т нефти, а прирост разведанных запасов составил только 2,7 млрд т. Для устранения этой тенденции необходимо: ускорить темпы ввода в эксплуатацию новых месторождений; наращивание технологических мощностей нефтедобывающих компаний; наращивать темпы переработки нефти на НПЗ в России и экспортировать полуфабрикатные нефтепродукты; развивать транспортную инфраструктуру для поставок сырой нефти из регионов Восточной Сибири, Дальнего Востока и центральной Азии на мировые рынки стран Европы, что существенно увеличивает стоимость нефти и нефтепродуктов. 44
45 Сопоставительные характеристики размещения НПЗ в промышленно-развитых странах и в РФ Показатель СШАКанада 3 ап. Европа Россия Количество НПЗ Общая мощность, млн. т/год 842,599, ,3 Средняя мощность НПЗ, млн. т/год 6,44,77,210,3 Средний размер территории, обслуживаемой одним НПЗ, тыс. км 70,947442,9609,8 45
46 Ввод мощностей по пятилеткам, млн. т/год Период Процессы ЭЛОУ+АТ +АВТ Висбрек инг Коксование Гидрооч истка Каталити ческий крекинг Гидрокр екинг Изомери зация Каталити ческий риформ инг,03,35,530,5 * 6,09,53,32, ,01,07,833,312,823,72,23, ,04,313,363,818,833,25,56,1 * включая гидроочистку вакуумного газойля на установках каталитического крекинга. Источник: ЭС РФ-20 46
47 По каталитическому крекингу 80% зависимость от импортных катализаторов при общей потребности – 18 тыс. т/год. Из них: шарикового катализатора -7 тыс. т/год, микросферического – 11 тыс. т/год. Основные производители – американские компании Грейс, Энгельгард. Российским производителям принадлежит: 10% рынка микросферических катализаторов 40% – шариковых. По гидроочистке нефтяных фракций 70% зависимость от импортных катализаторов при общей потребности 6-8 тыс. т. Основные производители – Холдер Топсе, ЮОПи, Зюд-Хеми, Аксенс. По риформингу 70% зависимость от импортных катализаторов при общей потребности т. Основные производители – Критерион, ЮОПи, Аксенс. По гидрокрекингу 100% зависимость от импортных катализаторов при общей потребности – до 500 т (срок службы лет). Российские производители катализаторы гидрокрекинга не выпускают. Основные производители – Шеврон-Грейс, ЮОПи, Холдор Топсе. По изомеризации 70% зависимость от импортных катализаторов при общей потребности – до 500 т (срок службы лет). Основные производители – ЮОПи, Зюд Хеми. 47
49 Мировая структура использования нефтепродуктов п/п ГодыТранспорт НефтехимияДругие отрасли
50 Объемы производства нефтяных топлив в странах «большой восьмерки» Страна Год Переработка нефти, млн. т Производство топлив, в % на нефть Бензин Дизельное топливо Авиационный керосин Мазут США,341,020,69,66, ,844,423,18,74,6 Япония,716,327,42,722, ,820,627,93,915,4 Канада,132,127,35,28, ,531,730,34,48,2 Германия,426,842,72,414, , ,03,611,4 Франция,923,238,36,917, ,818,938,86,213,9 Велико – британия,235,030,79,820, ,526,631,86,114,4 Италия,623,537,03,229, ,220,939,32,517,6 Россия,914,025,74,533, ,216,029,14,027,9 50
51 Требования к автомобильным бензинам по стандартам ЕС Показатель Евро-3Евро-4Евро-5 Срок ввода в странах ЕС (Россия) 2000 (2008) 2005 (2009) 2009 (2013) Октановое число по исследовательскому методу, не менее 95/98 Содержание ароматических углеводородов, %, не более общее 3530 в т. ч. бензола 111 Содержание серы, ррm, не более
52 Требования к дизельным топливам по стандартам ЕС Показатель Евро-3Евро-4Евро-5 Цетановое число, не менее 51 54(58)* Содержание серы, ррm, не более Плотность при 15°С, кг/м Фракционный состав 95%, °С, не выше Содержание полициклической ароматики, % об., не более 11 (2) *В скобках указаны показатели, по которым возможен пересмотр 52
Http://www. myshared. ru/slide/987601/
1 Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования Ухтинский государственный технический университет (УГТУ) Технология переработки нефти и газа Методические указания для студентов ФБО Ухта 2010
2 УДК О-74 Осипова, О. О. Технология переработки нефти и газа [Текст]: метод. указания / О. О. Осипова. Ухта: УГТУ, с.: ил. В методических указаниях содержится материал для самостоятельного ознакомления с основами дисциплины «Технология переработки нефти и газа» студентов заочной формы обучения специальности «Экономика и управление на предприятии» (филиал УГТУ в г. Усинске). Методические указания рассмотрены и одобрены научно-методическим советом филиала УГТУ в г. Усинске протокол 2 от Рецензент: Мордвинов А. А., профессор кафедры РЭНГМ и ПГ. Редактор: Полубоярцев Е. Л., доцент кафедры РЭНГМ и ПГ. В методических указаниях учтены замечания рецензента и редактора. План издания 2009, позиция 214. Подписано в печать г. Компьютерный набор. Объем 26 с. Тираж 50 экз. Заказ 241. Ухтинский государственный технический университет, , Республика Коми, г. Ухта, ул. Первомайская, 13. Отдел оперативной полиграфии УГТУ, Республика Коми, г. Ухта, ул. Октябрьская, 13.
3 Список рекомендуемой литературы 1. Технология переработки нефти и газа. В 2-х ч. Ч. 1: первичная переработка нефти [Текст]: учеб. пособие для вузов / Под ред. О. Ф. Глаголевой, В. М. Капустина. М.: КолосС, с.: ил. 2. Мановян, А. К. Технология переработки природных энергоносителей [Текст]: учеб. пособие для вузов / А. К. Мановян. М.: КолосС, с.: ил. 3. Леффлер, У. Л. Переработка нефти [Текст]: учеб. пособие / У. Л. Леффлер. 2-е изд., пересмотр.; пер. с англ. М.: Олимп-Бизнес, с.: ил. 4. Бардик, Д. Л. Нефтехимия [Текст] / Д. Л. Бардик, У. Л. Леффлер; пер. с англ. М.: Олимп-Бизнес, с.: ил. 5. Коршак, А. А. Основы нефтегазового дела [Текст]: учебник для вузов / А. А. Коршак, А. М. Шаммазов. 2-е изд., доп. и испр. Уфа: ДизайнПолиграфСервис, с.: ил. 6. Химия нефти и газа: учеб. пособие для вузов [Текст] / Под ред. В. А. Проскурякова, А. Е. Драбкина. 2-е изд., перераб. Л.: Химия, с. 7. Дехтерман, А. Ш. Переработка нефти по топливному варианту [Текст]: учеб. пособие / А. Ш. Дехтерман. М.: Химия, с. 8. Бараз, В. И. Сбор, подготовка и транспортирование нефтяного газа [Текст]: справочник / В. И. Бараз. М.: Недра, с. 9. Лутошкин, Г. С. Сбор и подготовка нефти, газа и воды [Текст]: учебник / Г. С. Лутошкин. 3-е изд., перераб. и доп. М.: Недра, с. 10. Рудин, М. Г. Краткий справочник нефтепереработчика [Текст] / М. Г. Рудин, А. Е. Драбкин. Л.: Химия, с.: ил. 11. Медведев, В. Ф. Сбор и подготовка неустойчивых эмульсий на промыслах [Текст] / В. Ф. Медведев. М.: Недра, с. 12. Медведев, В. Ф. Сбор и подготовка нефти и воды [Текст]: справочник / В. Ф. Медведев. М.: Недра, с. 13. Эрих, В. Н. Химия и технология нефти и газа [Текст]: учебник / В. Н. Эрих, М. Г. Расина, М. Г. Рудин. Л.: Химия, с. 14. Добыча, подготовка и транспорт природного газа и конденсата [Текст]: справочное руководство в 2-х томах. Том 2 / Под ред. Ю. П. Коротаева [и др.]. М.: Недра, с. СОДЕРЖАНИЕ Введение 4 1. Сущность нефтеперерабатывающего производства Первичная переработка нефти Атмосферная перегонка Вакуумная перегонка Стабилизация и вторичная перегонка бензина Вторичная переработка Углеводороды, входящие в состав нефти и нефтепродуктов Каталитический риформинг Каталитическая изомеризация Гидроочистка дистиллятов Каталитический крекинг Гидрокрекинг Коксование Товарное производство Типы нефтеперерабатывающих заводов Переработка газов 24 Список рекомендуемой литературы
4 ВВЕДЕНИЕ Методические указания предназначены для ознакомления с основами дисциплины «Технология переработки нефти и газа» студентов заочной формы обучения специальности «Экономика и управление на предприятии». Для успешного освоения курса дисциплины необходимо дополнительно ознакомиться с публикациями в периодической печати о современном состоянии предприятий нефтеперерабатывающей промышленности, реализуемых проектах, внедрении нового оборудования и технологий. Приводится перечень рекомендуемой литературы для написания контрольной работы и подготовки к зачету. род, гелий и т. д. Природные горючие газы перерабатывают на газоперерабатывающих заводах, которые строят вблизи крупных нефтяных и газовых месторождений. Предварительно сырье очищают от мехпримесей, осушают и очищают от сероводорода и углекислого газа. Продуктами первичной переработки природных горючих газов являются газовый бензин, сжиженные и сухие газы, технические углеводороды: этан, пропан, бутаны, пентаны. Газы, получаемые при первичной и вторичной переработке нефти кроме предельных парафиновых углеводородов содержат также и непредельные олефины. Основные процессы ГПЗ. На газоперерабатывающих заводах с полным технологическим циклом применяют 5 основных технологических процессов: 1. прием, замер и подготовка газа к переработке 2. компримирование газа до давления, необходимого для переработки 3. отбензинивание газа 4. разделение нестабильного бензина на газовый бензин и индивидуальные технически чистые углеводороды 5. хранение и отгрузка жидкой продукции завода Для отбензинивания газов используют компрессионный, абсорбционный, адсорбционный и конденсационный методы. Сущность компрессионного метода заключается в сжатии газа компрессорами и последующем охлаждении в холодильнике. Данный метод применяют для отбензинивания «жирных» газов, с содержанием тяжелых углеводородов >1000 г/м 3. Оптимальное давления компримирования 2-4 МПа. Абсорбционный метод отбензинивания состоит в поглощении тяжелых углеводородов из газовых смесей жидкими поглотителями (керосинами, дизельными дистиллятами, маслами). Применение данного метода наиболее иррационально для отбензинивания газов, содержащих от 200 до 300 г/м 3 тяжелых углеводородов. Абсорбцией называют процесс поглощения одного или нескольких компонентов из газовой смеси твердым поглотителем (активированным углем, силикагелем и цеолитами). Данный способ применяется при отбензинивании углеводородных газов с содержанием тяжелых компонентов от 50 до 100 г/м 3. Сущность конденсационного метода заключается в сжижении тяжелых углеводородных компонентов газа при отрицательных температурах. Применяют две разновидности этого метода: низкотемпературную конденсацию и низкотемпературную ректификацию. Нестабильный газовый бензин на установках газофракционирования разделяют на стабильный газовый бензин и индивидуальные углеводороды. В основе фракционирования лежит метод ректификации. 4 25
5 Более 75 лет назад, 20 августа 1934 года, была введена в эксплуатацию перегонная установка, состоявшая из трех непрерывно действующих кубов. Эта дата стала началом истории одного из старейших в отрасли и самого северного в стране Ухтинского НПЗ. До середины 1950-х годов Ухтинский НПЗ входил в систему ГУЛАГа. В е годы интенсивно развивался. В 1990-е годы вместе со всей страной пережил кризис неплатежей и экономического спада. В 1999 году завод вошел в состав НК «ЛУКОЙЛ». На предприятии перерабатывается нефть из трех источников: примерно 60% парафинистая сернистая нефть группы месторождений севера Республики Коми и Ненецкого автономного округа, т. н. «усинская» нефть, примерно треть «тэбукская» нефть с месторождений, расположенных в Сосногорском районе и других районах центральной части Республики Коми, а также нефть Ярегского месторождения, добываемая шахтным способом. В 2009 году основные производственные фонды предприятия включают в себя установку первичной переработки нефти АТ-1, мощностью 3,2 млн тонн нефти в год, атмосферно-вакуумную трубчатку мощностью 1 млн. тонн в год, установку каталитического риформинга бензинов мощностью 380 тыс. тонн в год, установку гидродепарафинизации дизельного топлива ГДС-850 мощностью 850 тыс. тонн в год с блоком получения элементарной серы, установку по производству нефтебитумов различных марок мощностью 250 тыс. тонн в год, резервуарные парки для хранения нефти, темных и светлых нефтепродуктов общей вместимостью более 200 тыс. тонн, железнодорожные эстакады слива нефти и налива темных и светлых нефтепродуктов. Ежегодно на предприятии перерабатывается более 4 млн. тонн нефти, производится более 350 тыс. тонн автобензинов, более 1 млн. тонн дизельного топлива, отвечающего требованиям европейского стандарта Евро-4 и Евро-5, более 100 тыс. тонн битумов, котельное и судовое топливо и другие нефтепродукты. Продукция реализуется в России и за рубежом. За последние 10 лет модернизация производственных мощностей ООО «ЛУКОЙЛ Ухтанефтепереработка» позволила существенно повысить эффективность переработки углеводородного сырья: глубина переработки нефти возросла с 47 до 84%, качество продукции соответствует мировым стандартам, увеличен отбор светлых нефтепродуктов с 39,8 до 48%, снижены безвозвратные потери в три раза с 0,9 до 0,25%. Дальнейшее функционирование предприятия определено Генеральной схемой развития НПЗ на гг., в которой намечено завершение работы по увеличению глубины переработки нефти до 85-88%, постоянное повышение качества моторных топлив в соответствии с ужесточающимися европейскими нормами, все большее снижение техногенной нагрузки на окружающую среду. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ТОПЛИВНОГО ПРОИЗВОДСТВА 1. Сущность нефтеперерабатывающего производства Процесс переработки нефти можно разделить на 3 основных этапа: 1. Разделение нефтяного сырья на фракции, различающиеся по интервалам температур кипения (первичная переработка); 2. Переработка полученных фракций путем химических превращений содержащихся в них углеводородов и выработка компонентов товарных нефтепродуктов (вторичная переработка); 3. Смешение компонентов с вовлечением, при необходимости, различных присадок, с получением товарных нефтепродуктов с заданными показателями качества (товарное производство). Продукцией НПЗ являются моторные и котельные топлива, сжиженные газы, различные виды сырья для нефтехимических производств, а также, в зависимости от технологической схемы предприятия смазочные, гидравлические и иные масла, битумы, нефтяные коксы, парафины. Исходя из набора технологических процессов, на НПЗ может быть получено от 5 до более, чем 40 позиций товарных нефтепродуктов. Нефтепереработка непрерывное производство, период работы производств между капитальными ремонтами на современных заводах составляет до 3-х лет. Функциональной единицей НПЗ является технологическая установка производственный объект с набором оборудования, позволяющего осуществить полный цикл того или иного технологического процесса. В данном пособии кратко описаны основные технологические процессы топливного производства получения моторных и котельных топлив, а также кокса. В России основные объёмы сырой нефти, поставляемой на переработку, поступают на НПЗ от добывающих объединений по магистральным нефтепроводам. Небольшие количества нефти, а также газовый конденсат, поставляются по железной дороге. В государствах-импортёрах нефти, имеющих выход к морю, поставка на припортовые НПЗ осуществляется водным транспортом. Принятое на завод сырьё поступает в соответствующие емкости товарно-сырьевой базы (рисунок 1), связанной трубопроводами со всеми технологическими установками НПЗ. Количество поступившей нефти определяется по данным приборного учёта, или путём замеров в сырьевых емкостях. 6. Переработка газов Исходное сырье и продукты переработки. Легкие углеводороды содержатся в природных горючих газах, а также в газах, получаемых при переработке нефти. Природные горючие газы состоят в основном из смеси парафиновых углеводородов. Кроме того в их состав могут входить азот, углекислый газ, пары воды, сероводо – 24 Рисунок 1 Товарно-сырьевая база НПЗ 5
6 Сырая нефть содержит соли, вызывающие сильную коррозию технологического оборудования. Для их удаления нефть, поступающая из сырьевых емкостей, смешивается с водой, в которой соли растворяются, и поступает на ЭЛОУ электрообессоливащую установку (рисунок 2). Процесс обессоливания осуществляется в электродегидраторах цилиндрических аппаратах со смонтированными внутри электродами. Под воздействием тока высокого напряжения (25 кв и более), смесь воды и нефти (эмульсия) разрушается, вода собирается внизу аппарата и откачивается. Для более эффективного разрушения эмульсии, в сырьё вводятся специальные вещества деэмульгаторы. Температура процесса С. Рисунок 2 Электрообессоливающая установка 2. Первичная переработка нефти Обессоленная нефть с ЭЛОУ поступает на установку атмосферно-вакуумной перегонки нефти, которая на российских НПЗ обозначается аббревиатурой АВТ атмосферно-вакуумная трубчатка. Такое название обусловлено тем, что нагрев сырья перед разделением его на фракции, осуществляется в змеевиках трубчатых печей (рисунок 6) за счет тепла сжигания топлива и тепла дымовых газов. АВТ разделена на два блока атмосферной и вакуумной перегонки. 2.1 Атмосферная перегонка Атмосферная перегонка (рисунки 3,4) предназначена для отбора светлых нефтяных фракций бензиновой, керосиновой и дизельных, выкипающих до 360 С, потенциальный выход которых составляет 45-60% на нефть. Остаток атмосферной перегонки мазут. Процесс заключается в разделении нагретой в печи нефти на отдельные фракции в ректификационной колонне цилиндрическом вертикальном аппарате, внутри которого расположены контактные устройства (тарелки), через которые пары движутся вверх, а жидкость вниз. Ректификационные колонны различных размеров и конфигураций применяются практически на всех установках нефтеперерабатывающего производства, количество тарелок в них варьируется от 20 до 60. Предусматривается подвод тепла в нижнюю часть колонны и отвод тепла с 6 Рисунок 20 Схема производства Омского НПЗ 23
7 производством битумов; производство МТБЭ (входит в состав комплекса КТ-1/1). На заводе эксплуатируются два комплекса: комплекс по производству ароматических углеводородов (технология фирмы UOP). В комплексе используется процесс каталитического риформинга с непрерывной регенерацией; комплекс по производству масел, в состав которого входят установки депарафинизации, селективной очистки и деасфальтизации масляных погонов. Сложность технологической схемы обеспечивает высокий технический уровень НПЗ, что положительно сказывается на качестве выпускаемых нефтепродуктов. Все нефтепродукты, за исключением индивидуальных углеводородов получают компаундированием (смешением) компонентов, вырабатываемых разными процессами. Такой набор процессов обеспечивает вовлечение большого количества компонентов в товарные продукты, т. е. позволяет выпускать модифицированные (реформулированные) топлива различных марок. Даже высокооктановые бензины выпускаются без применения различных присадок (кроме МТБЭ). При этом возможность дублирования процессов и двухгодичный межремонтный период, при традиционном ежегодном, обеспечивает постоянство выпуска нефтепродуктов требуемого качества и количества. Высокая планка, которую сейчас держит завод, требует совершенствования существующей технологической схемы, внедрения новых процессов. На заводе разработана концепция технического перевооружения, в которой учтены новые экологические и эксплутационные требования к качеству топлив. Сложившийся набор технологических процессов обеспечивает выработку широкого ассортимента продукции, включая как продукты нефтепереработки, так и нефтехимии. верхней части колонны, в связи с чем температура в аппарате постепенно снижается от низа к верху. В результате сверху колонны отводится бензиновая фракция в виде паров, а пары керосиновой и дизельных фракций конденсируются в соответствующих частях колонны и выводятся, мазут остаётся жидким и откачивается с низа колонны. 2.2 Вакуумная перегонка Вакуумная перегонка (рисунки 3,5,6) предназначена для отбора от мазута масляных дистиллятов на НПЗ топливно-масляного профиля, или широкой масляной фракции (вакуумного газойля) на НПЗ топливного профиля. Остатком вакуумной перегонки является гудрон. Необходимость отбора масляных фракций под вакуумом обусловлена тем, что при температуре свыше 380 С начинается термическое разложение углеводородов (крекинг), а конец кипения вакуумного газойля 520 С и более. Поэтому перегонку ведут при остаточном давлении мм рт. ст., что позволяет снизить максимальную температуру в аппарате до С. Разряжение в колонне создается при помощи соответствующего оборудования, ключевыми аппаратами являются паровые или жидкостные эжекторы (рисунок 7). 2.3 Стабилизация и вторичная перегонка бензина Получаемая на атмосферном блоке бензиновая фракция содержит газы (в основном пропан и бутан) в объёме, превышающем требования по качеству, и не может использоваться ни в качестве компонента автобензина, ни в качестве товарного прямогонного бензина. Кроме того, процессы нефтепереработки, направленные на повышение октанового числа бензина и производства ароматических углеводородов в качестве сырья используют узкие бензиновые фракции. Этим обусловлено включение в технологическую схему переработки нефти данного процесса (рисунок 4), при котором от бензиновой фракции отгоняются сжиженные газы, и осуществляется её разгонка на 2-5 узких фракций на соответствующем количестве колонн. Продукты первичной переработки нефти охлаждаются в теплообменниках, в которых отдают тепло поступающему на переработку холодному сырью, за счет чего осуществляется экономия технологического топлива, в водяных и воздушных холодильниках и выводятся с производства. Аналогичная схема теплообмена используется и на других установках НПЗ. Современные установки первичной переработки зачастую являются комбинированными и могут включать в себя вышеперечисленные процессы в различной конфигурации. Мощность таких установок составляет от 3 до 6 млн. тонн по сырой нефти в год. На заводах сооружается несколько установок первичной переработки во избежание полной остановки завода при выводе одной из установок в ремонт. 22 7
8 Таблица 1 – Продукты первичной переработки нефти Наименование Рефлюкс стабилизации Стабильный прямогонный бензин (нафта) Интервалы (состав) Пропан, бутан, изобутан н. к.*-180 кипения Где отбирается 8 Блок стабилизации Вторичная бензина перегонка Стабильная легкая бензиновая н. к.-62 Блок стабилизации Бензольная Толуольная Ксилольная Сырьё каталитического риформинга Тяжелая бензиновая Компонент керосина Дизельная Мазут 360-к. к.** Вторичная бензина Вторичная бензина Вторичная бензина Вторичная бензина Вторичная бензина перегонка перегонка Где используется (в порядке приоритета) Газофракционирование, товарная продукция, технологическое топливо Смешение бензина, товарная продукция Изомеризация, смешение бензина, товарная продукция Производство соответствующих ароматиче – перегонка ских углеводородов перегонка Атмосферная перегонка Атмосферная перегонка (остаток) Вакуумный газойль Вакуумная перегонка Гудрон 520-к. к. *) – н. к. – начало кипения **) – к. к. – конец кипения Вакуумная (остаток) Каталитический риформинг Смешение керосина, зимнего дизтоплива, перегонка каталитический риформинг Смешение керосина, дизельных топлив Атмосферная перегонка Гидроочистка, смешение дизтоплив, мазутов Вакуумная гидрокрекинг, смешение мазутов перегонка, Каталитический крекинг, гидрокрекинг, товарная продукция, смешение мазутов. Коксование, гидрокрекинг, смешение перегонка мазутов. Рисунок 19 Цистерны с нефтепродуктами на ст. Татьянка (Волгоград) 5. Типы нефтеперерабатывающих заводов НПЗ бывают 5 основных типов: 1. топливный с неглубокой переработкой нефти 2. топливный с глубокой переработкой нефти 3. топливно-нефтехимический с глубокой переработкой нефти и производством нефтехимической продукции 4. топливно-масляный 5. энергонефтехимический Рассмотрим схему производства Омского НПЗ, одного из крупнейших предприятий нефтеперерабатывающей промышленности России. Профиль завода топливно-масляно-нефтехимический. Глубина переработки составляет не менее 83%, что является одним из высших показателей в России и значительно превышает средний уровень по отрасли, при этом отбор светлых нефтепродуктов более 65% на нефть. Высокий технологический уровень предприятия позволяет ему занимать лидирующие позиции в Российской нефтепереработке. По объёму перерабатываемой нефти завод находится на втором месте, по объёму выпускаемой продукции выработка бензинов и дизельных топлив на первом месте. Такие показатели были достигнуты благодаря сбалансированности технологических процессов, высокой долей которых являются вторичные процессы. Вторичные процессы, или как их еще называют, углубляющие и облагораживающие, позволяют преобразовывать нефть и нефтепродукты на молекулярном уровне. Вторичные процессы представлены: двумя каталитическими крекингами и, входит в состав комплекса КТ-1/1, имеющего висбрекинг и гидроочистку вакуумного газойля; двумя каталитическими риформингами; современным сернокислотным алкилированием; коксованием; гидроочисткой дизельных погонов; 21
9 Рисунок 18 Установка замедленного коксования 4. Товарное производство Рисунок 3 Установка ЭЛОУ-АВТ-6 Саратовского НПЗ. В центре атмосферная колонна (показаны точки отбора фракций), справа вакуумная Рисунок 4 Установки вторичной перегонки бензина и атмосферной перегонки на НПЗ "Славнефть-ЯНОС" (слева направо) Ранее рассмотрены основные технологические процессы топливного производства, применяемые на НПЗ России. Однако, в ходе указанных процессов вырабатываются только компоненты моторных, авиационных и котельных топлив с различными показателями качества. Например, октановое число прямогонного бензина составляет около 65, риформата, бензина коксования 60. Другие показатели качества (например, фракционный состав, содержание серы) у компонентов также различаются. Для получения же товарных нефтепродуктов организуется смешение полученных компонентов в соответствующих емкостях НПЗ в соотношениях, которые обеспечивают нормируемые показатели качества. Расчёт рецептуры смешения (компаундирования) компонентов осуществляется при помощи соответствующих модулей математических моделей, используемых для планирования производства по НПЗ в целом. Исходными данными для моделирования являются прогнозные остатки сырья, компонентов и товарной продукции, план реализации нефтепродуктов в разрезе ассортимента, плановый объём поставок нефти. Таким образом, возможно рассчитать наиболее эффективные соотношения между компонентами при смешении. Зачастую на заводах используются устоявшиеся рецептуры смешения, которые корректируются при изменении технологической схемы. Компоненты нефтепродуктов в заданном соотношении закачиваются в ёмкость для смешения, куда также могут подаваться присадки. Полученные товарные нефтепродукты проходят контроль качества и откачиваются в соответствующие ёмкости товарно-сырьевой базы, откуда отгружаются потребителю. Основной способ доставки нефтепродуктов в России перевозка железнодорожным транспортом. Для погрузки продукции в цистерны используются наливные эстакады. Поставки нефтепродуктов по России и на экспорт осуществляются также по системе магистральных нефтепродуктопроводов АК "Транснефтепродукт", речным и морским транспортом. 20 Рисунок 5 Установка вакуумной перегонки мощностью 1,5 млн. тонн в год на Туркменбашинском НПЗ по проекту фирмы Uhde 9
10 Совместное строительство установок гидрокрекинга и каталитического крекинга в рамках комплексов глубокой переработки нефти представляется наиболее эффективным для производства высокооктановых бензинов и высококачественных средних дистиллятов. Рисунок 6 Установка вакуумной перегонки мощностью 1,6 млн. тонн в год на НПЗ "ЛУКОЙЛ-ПНОС". На переднем плане трубчатая печь (жёлтого цвета) Рисунок 7 Вакуумсоздающая аппаратура фирмы Graham. Видны 3 эжектора, в которые поступают пары с верха колонны 3. Вторичная переработка Продукты первичной переработки нефти, как правило, не являются товарными нефтепродуктами. Например, октановое число бензиновой фракции составляет около 65 пунктов, содержание серы в дизельной фракции может достигать 1,0% и более, тогда как норматив составляет, в зависимости от марки, от 0,005% до 0,2%. Кроме того, тёмные нефтяные фракции могут быть подвергнуты дальнейшей квалифицированной переработке. В связи с этим, нефтяные фракции поступают на установки вторичных процессов, призванные осуществить улучшение качества нефтепродуктов и углубление переработки нефти. Приведённые в пособии параметры технологических режимов, размеров аппаратов, выходов продуктов в целом приводятся справочно, так как в каждом конкретном случае могут варьироваться в зависимости от качества сырья, заданных параметров продуктов, выбранного аппаратурного оформления, типов применяемых катализаторов и других факторов. 3.1 Углеводороды, входящие в состав нефти и нефтепродуктов Поскольку при описании процессов вторичной переработки используются наименования групп углеводородов, входящих в состав нефти и нефтепродуктов, приведём краткие описания данных групп и влияние углеводородного состава на показатели качества нефтепродуктов. 10 Рисунок 16 Установка гидрокрекинга T-Star мощностью 3,5 млн тонн на НПЗ "ЛУКОЙЛ-ПНОС" 19 Рисунок 17 Установка гидрокрекинга на НПЗ компании YPF-Repsol. Реакторный блок в центре 3.7 Коксование Назначение процесса квалифицированная переработка тяжёлых нефтяных остатков, как первичной, так и вторичной переработки, с получением нефтяного кокса, применяемого для производства электродов, используемых в металлургической промышленности, а также дополнительного количества светлых нефтепродуктов. В отличие от ранее описанных процессов, коксование является термическим процессом, не использующим катализатор. Существуют различные технологические решения для данного процесса. На российских НПЗ используются установки замедленного коксования. Замедленное коксование полунепрерывный процесс, осуществляемый при температуре около 500 С и давлении, близком к атмосферному. Сырьё поступает в змеевики технологических печей, в которых идёт процесс термического разложения, после чего поступает в камеры, в которых происходит образование кокса. На установках сооружается 4 коксовые камеры, работающие попеременно. Камера в течение суток работает в режиме реакции, заполняясь коксом, после чего в течение суток осуществляются технологические операции по выгрузке кокса и подготовке к следующему циклу. Кокс из камеры удаляется при помощи гидрорезака, представляющего собой бур с расположенными на конце соплами, через которые под давлением 150 атм подаётся вода, которая раздробляет кокс. Раздробленный кокс сортируется на фракции, в зависимости от размера частиц. Сверху коксовых камер уходят пары продуктов и поступают на ректификацию. Светлые фракции, полученные при коксовании, характеризуются низким качеством из-за большого содержания олефинов и поэтому желательно их дальнейшее облагораживание. Выход кокса составляет порядка 25% при коксовании гудрона, выход светлых фракций около 35%.
11 леводородов исходного сырья в присутствии водорода. Одновременно с крекингом происходит очистка продуктов от серы, насыщение олефинов и ароматических соединений, что обуславливает высокие эксплуатационные и экологические характеристики получаемых топлив. Например, содержание серы в дизельном дистилляте гидрокрекинга составляет миллионные доли процента. Получаемая бензиновая фракция имеет невысокое октановое число, её тяжёлая часть может служить сырьём риформинга. Гидрокрекинг также используется в масляном производстве для получения высококачественных основ масел, близких по эксплуатационным характеристикам к синтетическим. Гамма сырья гидрокрекинга довольно широкая прямогонный вакуумный газойль, газойли каталитического крекинга и коксования, побочные продукты маслоблока, мазут, гудрон. Установки гидрокрекинга, как правило, строятся большой единичной мощности 3-4 млн. тонн в год по сырью. Обычно объёмов водорода, получаемых на установках риформинга, недостаточно для обеспечения гидрокрекинга, поэтому на НПЗ сооружаются отдельные установки по производству водорода путём паровой конверсии углеводородных газов. Технологические схемы принципиально схожи с установками гидроочистки сырьё, смешанное с водородосодержащим газом (ВСГ), нагревается в печи, поступает в реактор со слоем катализатора, продукты из реактора отделяются от газов и поступают на ректификацию. Однако, реакции гидрокрекинга протекают с выделением тепла, поэтому технологической схемой предусматривается ввод в зону реакции холодного ВСГ, расходом которого регулируется температура. Гидрокрекинг один из самых опасных процессов нефтепереработки, при выходе температурного режима из-под контроля, происходит резкий рост температуры, приводящий к взрыву реакторного блока. Аппаратурное оформление и технологический режим установок гидрокрекинга различаются в зависимости от задач, обусловленных технологической схемой конкретного НПЗ, и используемого сырья. Например, для получения малосернистого вакуумного газойля и относительно небольшого количества светлых (лёгкий гидрокрекинг), процесс ведётся при давлении до 80 атм на одном реакторе при температуре около 350 С. Для максимального выхода светлых (до 90%, в том числе до 20% бензиновой фракции на сырьё) процесс осуществляется на 2-х реакторах. При этом, продукты после первого реактора поступают в ректификационную колонну, где отгоняются полученные в результате химических реакций светлые, а остаток поступает во второй реактор, где повторно подвергается гидрокрекингу. В данном случае, при гидрокрекинге вакуумного газойля давление составляет около 180 атм, а при гидрокрекинге мазута и гудрона более 300. Температура процесса, соответственно, варьируется от 380 до 450 С и выше. В России до последнего времени процесс гидрокрекинга не использовался, но в 2000-х годах введены мощности на заводах в Перми (рисунок 16), Ярославле и Уфе, на ряде заводов установки гидроочистки реконструированы под процесс лёгкого гидрокрекинга. Идёт монтаж установки в ООО "Киришинефтеоргсинтез", планируется строительство на заводах ОАО "Роснефть". 18 Парафины насыщенные (не имеющие двойных связей между атомами углерода) углеводороды линейного или разветвлённого строения. Подразделяются на следующие основные группы: 1. Нормальные парафины, имеющие молекулы линейного строения. Обладают низким октановым числом и высокой температурой застывания, поэтому многие вторичные процессы нефтепереработки предусматривают их превращение в углеводороды других групп. 2. Изопарафины с молекулами разветвленного строения. Обладают хорошими антидетонационными характеристиками (например, изооктан – эталонное вещество с октановым числом 100) и пониженной, по сравнению с нормальными парафинами, температурой застывания. 3. Нафтены (циклопарафины) насыщенные углеводородные соединения циклического строения. Доля нафтенов положительно влияет на качество дизельных топлив (наряду с изопарафинами) и смазочных масел. Большое содержание нафтенов в тяжёлой бензиновой фракции обуславливает высокий выход и октановое число продукта риформинга. 4. Ароматические углеводороды ненасыщенные углеводородные соединения, молекулы которых включают в себя бензольные кольца, состоящие из 6 атомов углерода, каждый из которых связан с атомом водорода или углеводородным радикалом. Оказывают отрицательное влияние на экологические свойства моторных топлив, однако обладают высоким октановым числом. Поэтому процесс, направленный на повышение октанового числа прямогонных фракций каталитический риформинг, предусматривает превращение других групп углеводородов в ароматические. При этом предельное содержание ароматических углеводородов и, в первую очередь, бензола в бензинах ограничивается стандартами. 5. Олефины углеводороды нормального, разветвлённого, или циклического строения, в которых связи атомов углерода, молекулы которых содержат двойные связи между атомами углерода. Во фракциях, получаемых при первичной переработке нефти, практически отсутствуют, в основном содержатся в продуктах каталитического крекинга и коксования. Ввиду повышенной химической активности, оказывают отрицательное влияние на качество моторных топлив. 11
12 Рисунок 15 Установка каталитического крекинга на Ярославнефтеоргсинтезе, пущена в 2000 году после коренной реконструкции. Аппарат большого диаметра на этажерке регенератор Рисунок 8 Структурные формулы молекул углеводородов, относящихся к различным группам Рисунок 16 Реакторный блок каталитического крекинга по технологии ExxonMobil. В правой части реактор, слева от него регенератор 3.2 Каталитический риформинг Каталитический риформинг предназначен для повышения октанового числа прямогонных бензиновых фракций путём химического превращения углеводородов, входящих в их состав, до пунктов. Процесс ведётся в присутствии алюмоплатино-рениевого катализатора. Повышение октанового числа происходит за счёт увеличения доли ароматических углеводородов. Научные основы процесса разработаны нашим соотечественником выдающимся русским химиком Н. Д.Зелинским в начале ХХ века. Выход высокооктанового компонента составляет 85-90% на исходное сырьё. В качестве побочного продукта образуется водород, который используется на других установках НПЗ, которые будут описаны ниже. Мощность установок риформинга составляет от 300 до 1000 тыс. тонн и более в год по сырью. Оптимальным сырьём является тяжёлая бензиновая фракция с интервалами кипения С. Сырьё подвергается предварительной гидроочистке удалению 12 Рисунок 17 Идёт монтаж реактора (сепаратора) каталитического крекинга на установке по проекту компании International Alliance Group 3.6 Гидрокрекинг Гидрокрекинг процесс, направленный на получение высококачественных керосиновых и дизельных дистиллятов, а также вакуумного газойля путём крекинга уг – 17
13 состав блока входит печь нагрева сырья, реактор, в котором непосредственно происходят реакции крекинга, и регенератор катализатора. Назначение регенератора – выжиг кокса, образующегося в ходе крекинга и осаждающегося на поверхности катализатора. Реактор, регенератор и узел ввода сырья связаны трубопроводами (линиями пневмотранспорта), по которым циркулирует катализатор. Наиболее удачная, хотя и не новая, отечественная технология используется на установках мощностью 2 млн. тонн в Уфе, Омске, Москве. Схема реакторнорегенераторного блока представлена на рисунке 14. На рисунке 15 приведена фотография аналогичной установки по технологии компании ExxonMobil. Мощностей каталитического крекинга на российских НПЗ в настоящее время явно недостаточно, и именно за счёт ввода новых установок решается проблема с прогнозируемым дефицитом бензина. При реализации декларируемых нефтяными компаниями программ реконструкции НПЗ, данный вопрос полностью снимается. За последние несколько лет в Рязани и Ярославле реконструированы однотипные сильно изношенные и устаревшие установки, введенные в советский период, а в Нижнекамске построена новая. При этом использованы технологии компаний Stone&Webster и Texaco. сернистых и азотистых соединений, даже в незначительных количествах необратимо отравляющих катализатор риформинга. Установки риформинга существуют 2-х основных типов с периодической (рис. 9,10) и непрерывной (рисунок 11) регенерацией катализатора восстановлением его первоначальной активности, которая снижается в процессе эксплуатации. В России для повышения октанового числа в основном применяются установки с периодической регенерацией, но в 2000-х гг. в Кстово и Ярославле введены установки и с непрерывной регенерацией, которые эффективнее технологически (возможно получения компонента с октановым числом ), однако, стоимость их строительства выше. Процесс осуществляется при температуре С и давлении атм (2-3 атм на установках с непрерывной регенерацией). Основные реакции риформинга поглощают существенные количества тепла, поэтому процесс ведется последовательно в 3-4 отдельных реакторах, объёмом от 40 до 140 м3, перед каждым из которых продукты подвергаются нагреву в трубчатых печах. Выходящая из последнего реактора смесь отделяется от водорода, углеводородных газов и стабилизируется. Полученный продукт стабильный риформат охлаждается и выводится с установки. При регенерации осуществляется выжиг образующегося в ходе эксплуатации катализатора кокса с поверхности катализатора с последующим восстановлением водородом и ряд других технологических операций. На установках с непрерывной регенерацией катализатор движется по реакторам, расположенным друг над другом, затем подаётся на блок регенерации, после чего возвращается в процесс. Каталитический риформинг на некоторых НПЗ используется также в целях производства ароматических углеводородов сырья для нефтехимической промышленности. Продукты, полученные в результате риформинга узких бензиновых фракций, подвергаются разгонке с получением бензола, толуола и смеси ксилолов (сольвента). Рисунок 14 Схема реакторно-регенераторного блока установки каталитического крекинга Сырьё с температурой С в смеси с пылевидным катализатором движется по лифт-реактору вверх в течение 2-4 секунд и подвергается крекингу. Продукты крекинга поступают в сепаратор, расположенный сверху лифт-реактора, где завершаются химические реакции и происходит отделение катализатора, который отводится из нижней части сепаратора и самотёком поступает в регенератор, в котором при температуре 700 С осуществляется выжиг кокса. После этого восстановленный катализатор возвращается на узел ввода сырья. Давление в реакторнорегенераторном блоке близко к атмосферному. Общая высота реакторнорегенераторного блока составляет от 30 до 55 м, диаметры сепаратора и регенератора 8 и 11 м соответственно для установки мощностью 2,0 млн тонн. Продукты крекинга уходят с верха сепаратора, охлаждаются и поступают на ректификацию. Каткрекинг может входить в состав комбинированных установок, включающих предварительную гидроочистку или легкий гидрокрекинг сырья, очистку и фракционирование газов. Рисунок 9 установка каталитического риформинга с периодической регенерацией катализатора на НПЗ компании Shell с предварительной гидроочисткой сырья 16 13
14 танового бензина, а при гидроочистке вакуумного газойля также образуется 6-8% дизельной фракции. Продуктовая смесь отводится из реактора, отделяется в сепараторе от избыточного ВСГ, который возвращается на циркуляционный компрессор. Далее отделяются углеводородные газы, и продукт поступает в ректификационную колонну, с низа которой откачивается гидрогенизат очищенная фракция. Содержание серы, например, в очищенной дизельной фракции, может снизиться с 1,0% до 0,005-0,03%. Газы процесса подвергаются очистке с целью извлечения сероводорода, который поступает на производство серы, или серной кислоты. Рисунок 10 Установка каталитического риформинга с периодической регенерацией на Омском НПЗ. Аппараты желтого цвета реакторы, справа на переднем плане блок воздушных холодильников Рисунок 11 Установка каталитического риформинга с непрерывной регенерацией по технологии фирмы UOP на НПЗ компании ExxonMobil. Реакторы расположены на этажерке вертикально, друг над другом 3.3 Каталитическая изомеризация Изомеризация также применяется для повышения октанового числа легких бензиновых фракций. Сырьём изомеризации являются легкие бензиновые фракции с концом кипения 62 С или 85 C. Повышение октанового числа достигается за счёт увеличения доли изопарафинов. Процесс осуществляется в одном реакторе при температуре, в зависимости от применяемой технологии, от 160 до 380 C и давлении до 35 атм. На некоторых заводах, после ввода новых установок риформинга крупной единичной мощности, старые установки мощностью тыс. тонн в год перепрофилируют на изомеризацию. Иногда риформинг и изомеризация объединяются в единый комплекс по производству высокооктановых бензинов. Рисунок 12 Установка гидроочистки дизтоплива на заводе British Petroleum в Грандмуте. Слева видна печная труба, посередине отгонная колонна Рисунок ти тонный реактор гидроочистки дизельного топлива, изготовленный фирмой ISGEC для завода Indian Oil в Гуджарате 3.4 Гидроочистка дистиллятов Задача процесса очистка бензиновых, керосиновых и дизельных фракций, а также вакуумного газойля от сернистых и азотсодержащих соединений. На установки гидроочистки (рисунок 12) могут подаваться дистилляты вторичного происхождения с установок крекинга или коксования, в таком случае идет также гидрирование олефинов. Мощность установок составляет от 600 до 3000 тыс. тонн в год. Водород, необходимый для реакций гидроочистки, поступает с установок риформинга. Сырьё смешивается с водородсодержащим газом (далее ВСГ) концентрацией 85-95% об., поступающим с циркуляционных компрессоров, поддерживающих давление в системе. Полученная смесь нагревается в печи до C, в зависимости от сырья, затем поступает в реактор (рисунок 13). Реакция идет на катализаторах, содержащих никель, кобальт или молибден под давлением до 50 атм. В таких условиях происходит разрушение сернистых и азотсодержащих соединений с образованием сероводорода и аммиака, а также насыщение олефинов. В процессе за счет термического разложения образуется незначительное (1,5-2%) количество низкоок Каталитический крекинг Каталитический крекинг важнейший процесс нефтепереработки, существенно влияющий на эффективность НПЗ в целом. Сущность процесса заключается в разложении углеводородов, входящих в состав сырья (вакуумного газойля) под воздействием температуры в присутствии цеолитсодержащего алюмосиликатного катализатора. Целевой продукт установки КК высокооктановый компонент бензина с октановым числом 90 пунктов и более, его выход составляет от 50 до 65% в зависимости от используемого сырья, применяемой технологии и режима. Высокое октановое число обусловлено тем, что при каткрекинге происходит также изомеризация. В ходе процесса образуются газы, содержащие пропилен и бутилены, используемые в качестве сырья для нефтехимии и производства высокооктановых компонентов бензина, легкий газойль компонент дизельных и печных топлив, и тяжелый газойль сырьё для производства сажи, или компонент мазутов. Мощность современных установок в среднем от 1,5 до 2,5 млн тонн, однако на заводах ведущих мировых компаний существуют установки мощностью и 4,0 млн. тонн. Ключевым участком установки является реакторно-регенераторный блок. В 15
Http://docplayer. ru/31617041-Tehnologiya-pererabotki-nefti-i-gaza. html
Лекция № 1. Введение в спецкурс. Задачи нефтеперерабатывающей и нефтехимической промышленности. Особенности развития нефтеперерабатывающей промышленности в мире Лекция № 2. Химическая природа, состав и физические свойства нефти и газоконденсата Лекция № 3. Методы исследования состава нефти и продуктов ее переработки Лекция № 4. Классификация нефтей и нефтепродуктов Лекция № 5. Приготовление товарных топлив Лекция № 6. Обезвоживание и обессоливание нефтей Лекция № 7. Борьба с потерями легких фракций и стабилизация нефтей Лекция № 8. Производственно-приемная оценка нефтей и основные направления их переработки Лекция № 9. Промышленные установки первичной переработки нефти Лекция № 10. Перегонка нефти в вакууме. Азеотропная и экстрактивная ректификация Лекция № 11. Классификация трубчатых установок Лекция № 12. Комбинированные установки Лекция № 13. Установки вторичной перегонки, четкой, азеотропной и экстрактивной ректификации Лекция № 14. Аппаратурное и технологическое оформление процессов первичной переработки нефти и газа Лекция № 15. Охрана труда и технико-экономические показатели
Лекция № 1. Введение в спецкурс. Задачи нефтеперерабатывающей и нефтехимической промышленности. Особенности развития нефтеперерабатывающей промышленности в мире
Курс посвящен физико-химическим свойствам и классификации нефти и нефтепродуктов, процессам подготовки нефти к переработке и технологии ее первичной переработки. Курс базируется на знаниях студентов в области общей и неорганической химии, коллоидной химии, аналитической химии, физической химии, органической химии, процессов и аппаратов химической технологии, общей химической технологии, химии нефти и газа, а также ряда других фундаментальных, общеинженерных и социально-экономических дисциплин. В данном курсе изучается история развития нефтепереработки, основные районы добычи и переработки нефти в республике и за рубежом, роль нефти и газа в структуре топливно-энергетического баланса в республике и за рубежом, химическая природа и состав нефти и нефтяных газов, свойства нефти и нефтепродуктов (химические, физические, физико-химические и социальные показатели), классификация и товарные характеристики нефти и нефтепродуктов производственно-проектная оценка нефти и направление их переработки.
Использование нефтепродуктов с необоснованным запасом качества приводит к большим нерациональным расходам в нефтеперерабатывающей промышленности, а применение нефтепродуктов, не отвечающих требованиям эксплуатации — к снижению надежности и долговечности техники;
6) для улучшения эксплуатационных свойств товарных нефтепродуктов все более широко применяют разнообразные присадки. Важнейшим условием при выборе процессов очистки нефтяного сырья становится обеспечение высокой приемистости продуктов и присадкам;
7) теория и практика рационального использования нефтепродуктов оформилась в самостоятельную отрасль знаний, названную химмотологией (химия+мотор+наука). В ее задачи входят оптимизация качества нефтепродуктов, их унификация, разработка и обоснование норм расхода топлив и смазочных материалов, совершенствование систем и методов оценки качества нефтепродуктов. Основные проблемы химмотологии тесно связаны с задачами нефтеперерабатывающей промышленности, и решение их существенно влияет на заключительные стадии приготовления товарных нефтепродуктов. Существенной особенностью нефтеперерабатывающей промышленности явилось изменение топливно-энергетического баланса страны в направлении роста топливно-энергетического потенциала преимущественно за счет гидроэнергии, атомной энергии и дешевых углей. Добываемые нефть и газ все в большей степени используются для производства высококачественных нефтепродуктов и для нужд нефтехимии. В настоящее время нефтеперерабатывающая промышленность существенно влияет на повышение эффективности всего производства. Прежде всего, в развитие топливно-энергетического комплекса страны. Особенно бурно нефтеперерабатывающая и нефтехимическая промышленность развивается в Западной и Восточной Сибири. В настоящее время введены в строй новые предприятия: комплексы по глубокой переработке нефти в Москве, Ачинске, Чимкенте, Павлодаре; коксование — в Куйбышеве (Самаре), Баку; по производству ароматических углеводородов — Уфе, Омске; централизованные газофракционирующие установки — Тобольске. Весь прирост объема производства планируется обеспечить за счет повышения производительности труда при снижении численности рабочих, повысить энерговооруженность труда, снизить затраты на 1 руб. товарной продукции и получить прибыль более чем в двое больше, чем стоимость капитальных вложений, выделенных в отрасли. Одним из основных направлении интенсивного развития экономики является более рациональное использование сырья, т. е. высококвалифицированной нефти, максимальное повышение глубины ее переработки, вовлечение в переработку мазута и тяжелых остатков нефти, рациональное использование газового конденсата, попутного и природного газа. В настоящее время глубокая переработка нефти проводится в направлении производства моторных топлив, но и серопроизводство масел, парафинов, повышение качества продукции и сырьевой базы нефтехимии за счет гидрокаталитических процессов. Мировые потенциальные запасы нетрадиционных ископаемых оценивается 682 млрд. т условного топлива (т. у. т.). Из них извлекаемые 128 млрд. т. у. т. Наиболее крупные запасы сосредоточены в СНГ, Бразилии, Китае, Канаде, Мексике. Основными причинами снижения темпов роста и объемов производства нефти является:
1) ограниченность запасов нефти. При современном уровне добычи нефти хватит на несколько десятилетия. Не равномерность распределения запасов нефти. Основные запасы (70%) и добычи нефти приходится на средний и Ближний Восток (Иран, Ирак, Кувейт, Саудовская Аравия и т. д. );
2) удорожание нефти: 1970 — (1т нефти) — 17 долларов; 1990 — 131 долларов;
3) удорожание добычи нефти (цены), связано с тем, что старые месторождения источаются, а новые все дальше удаляются. Современный коэффициент извлечения нефти в среднем мире составляет 30%. Новые месторождения нефти открывают в труднодоступных районах (Западной и Восточной Сибири, Сахаре), либо на все большей глубине морского дна (Каспийское море, Эквадор и т. д. ). Четвертая часть добычи нефти приходится на морское дно. К 2000 году эта доля повысится на 12% (1/3). Удорожание добычи нефти, доля горючих ископаемых возрастает;
4) развитие атомной и гидроэнергетики — использование возобновленных энергоресурсов — энергии солнца, моря, ветра, растительного сырья и т. д. ;
5) увеличение глубины переработки нефти. До настоящего времени нефть (около 90% от общего производства) являлась транспортным и энергетическим топливом. Нефть среди горючих ископаемых является наиболее дешевым, высококачественным видом энергии и практически единственным источником для производства моторных топлив. Общей мировой тенденцией в структуре использования нефти является снижение ее доли потребления в тепло — и электроэнергетике в качестве котельно-печного топлива. Увеличение в качестве транспортного моторного топлива и нефтехимического сырья. Наряду с достоинствами топливно-энергетического комплекса (ТЭК) им характерны существенные недостатки, показывающие следующие негативные воздействия на природу:
1) механические загрязнения воздуха, воды земли твердыми частицами (пыль, зола);
2) химические, радиоактивные, ионизационные, тепловые, электромагнитные, шумовые и другие виды загрязнений;
4) глобальный парниковый эффект, постепенное повышение средней температуры биосферы земли и опасность катастрофы на планете.
Нефть. Мировые потенциальные запасы нефти оцениваются 306 млрд. т (438 млрд. т. у. т.), из которых 95 млрд. т (136 млрд. т. у. т.) считается промышленно извлекаемым. Более половины (54 млрд. т.) из извлекаемых запасов нефти расположены в странах Ближнего и Среднего Востока среди стран этого региона первое место по запасам нефти занимает Саудовская Аравия — 23 млрд. т. из разведанных запасов; огромными запасами обладает Кувейт — 12 млрд. т. Природный газ. Мировые потенциальные запасы природного газа оценивается 330 млрд. т. у. т., т. е. 282 трлн. м3. Из них извлекаемые запасы составляет 92 трлн. м3. По разведанным запасам газа СНГ занимает первое место в мире (40%). Около 25% запаса газа в мире приходится на страны Среднего и Ближнего Востока, где преимущественно добывается попутный газ с нефтью; на Американском континенте находится 16% от общих мировых запасов природного газа.
В настоящее время нефть и газ является основным сырьем не только топлив и смазочных масел, а также сырьем химической и нефтехимической промышленности. Из нефти получают все виды моторных топлив: бензин, керосин, реактивное топливо, дизельное топливо, котельное топливо, а также все виды смазочных масел: машинные, турбинные, индустриальные и т. д. Углеводородные газы используются не только в качестве топлива, но и сырьем для производства всех видов органических веществ: пластмасс, красители и т. д. Поэтому роль нефти и газа в народном хозяйстве сохраняет свое ведущее место. Использование углеводородного нефтехимического сырья позволило высвободить значительные количества пищевых продуктов, которые расходовались ранее для химической переработки. В металлургической промышленности применение природного газа привело к повышению производительности доменных и мартеновских печей и позволило сэкономить более 30% дорогостоящего кокса. За последние годы созданы крупные нефтеперерабатывающие и нефтехимические комбинаты в районах массового потребления нефтепродуктов и продуктов органического синтеза, освоены новые процессы по органическому синтезу и производству нефтехимического сырья высокой чистоты. Предусматривается дальнейший рост нефтяной, газовой, нефтеперерабатывающей и нефтехимической промышленности; повышение качества автомобильных бензинов, дизельных топлив и смазочных масел, существенное расширение производства ароматических углеводородов, малосернистого электродного кокса и нефтяного сырья для химической промышленности.
Лекция № 2. Химическая природа, состав и физические свойства нефти и газоконденсата
Нефть — это жидкий горючий минерал, маслянистая, чаще всего темная жидкость. Цвет ее зависит от содержания и строения смолистых веществ. Встречаются иногда красные, бурые и даже почти бесцветные нефти. Нефть легче воды. Взаимная растворимость нефти и воды ничтожна. Однако при интенсивном перемешивании образуются иногда очень стойкие нефтяные эмульсии. По составу нефть представляет собой сложную смесь жидких углеводородов и органических соединений, в которой также растворены твердые углеводороды и газообразные предельные углеводороды. Основными химическими элементами, входящими в состав нефти, являются углерод — 82−87%, водород — 11−15%, сера — 0,1−7,0%, азот до 2,2%, кислород — до 1,5%. Среди полезных ископаемых исключая нефтяной газ, нефть известна как горючее с наивысшей теплотой сгорания, т. к. в ней содержится наибольшее количество водорода. Из компонентов горючих ископаемых водород обладает самой высокой теплотой сгорания. В состав нефтей входят в основном углеводороды следующих четырех групп: парафиновые, олефиновые, нафтеновые и ароматические. Кислород, сера и азот содержатся в виде кислородных, сернистых и азотистых соединений. Относительное содержание групп углеводородов во фракциях нефтей весьма различно. Преобладание той или другой группы углеводородов придает нефтям различные свойства, что неизбежно сказывается на методах их переработки и областях применения нефтепродуктов.
Парафиновые углеводороды присутствуют во всех нефтях и являются одной из основных составных ее частей. Распределяются они по фракциям неравномерно, концентрируясь главным образом в нефтяных газах и бензинокеросиновых фракциях. В масляных дистиллятах их содержание резко падает. Для некоторых нефтей характерно почти полное отсутствие парафинов в высококипящих фракциях. Углеводороды С1-С4 при нормальных условиях находятся в газообразном состоянии. Все они входят в состав природных и нефтяных попутных газов. Почти 96% всех газовых запасов нашей страны не связаны с нефтью, т. е. месторождения природного газа пространственно отделены от нефтяных залежей. Месторождения природных газов бывают двух типов: чисто газовые и газоконденсатные. В большинстве месторождений природного газа основным компонентом является метан. Газы конденсатных месторождений отличаются от чисто газовых тем, что метану в них отсутствуют большие количества его газообразных гомологов, начиная с пропана, а также значительные количества жидких парафиновых, нафтеновых и ароматических углеводородов. Образование конденсатных месторождений объясняется растворимостью нефти в газах под высоким давлением в глубинных пластах. Плотность газов при сверхкритических температурах под давлением около 75 МПа и более превышает плотность жидких углеводородов, и поэтому последние растворяются в сжатом газе. При разработке газоконденсатных месторождений давление снижается, и жидкие углеводороды отделяются от газа в виде газового конденсата.
Углеводороды С5-С15 — жидкие вещества. По своим температурам кипения углеводороды от пентана до декана и все их многочисленные изомеры должны попасть при разгонке нефти в бензиновый дистиллят. Известно, что температуры кипения разветвленных углеводородов ниже температур кипения соответствующих их изомеров с прямой цепью. При этом чем более компактно строение молекулы, тем температура кипения ниже. Парафиновые углеводороды с разветвленной цепью придают высокое качество бензинам, тогда как парафины нормального строения отрицательно влияют на поведение топлива в карбюраторных двигателях. Углеводороды парафинового ряда нормального строения являются желательными компонентами реактивного и дизельного топлив, смазочных масел, однако до определенных концентраций, при которых эти нефтепродукты удовлетворяют требованиям ГОСТ по низкотемпературным свойствам. Следует отметить, что парафиновые углеводороды нефти изучены лучше всего. Примерно из 450 индивидуальных углеводородов, уже выделенных из нефтей более 130 приходится на нормальные алканы (примерно 45) и изоалканы (примерно 85), а из последних более 20 приходится на изопреноидные состава С9-С25. Содержание парафиновых углеводородов в нефтях очень разнообразно 10−70%, считая на светлые фракции. Парафиновые углеводороды С17 и выше при нормальных условиях представляют собой твердые вещества, температура плавления которых с увеличением молекулярного веса повышается. Твердые углеводороды входят в состав товарных парафинов и церезинов. Твердые парафины присутствуют во всех нефтях, но чаще в небольших количествах до 5%. В типично парафинистых нефтях их содержание повышается до 7−12%. Твердые парафины в нефтях находятся в растворенном или взвешенном кристаллическом состоянии. Парафины характеризуются пластинчатой или ленточной структурой кристаллов, температура плавления их колеблется от 40 до 700С, число углеродных атомов в молекуле от 21 до 32, молекулярный вес от 300 до 450. Присутствуют твердые парафины преимущественно в масляных фракциях, выкипающих при температуре 350−5000 С. Что является одной их причин высокой температуры застывания этих фракций.
Церезины по составу и свойствам значительно отличаются от парафинов. Температура плавления товарных церезинов 65−880 С, температура кипения выше 6000 С, молекулярная масса 500−700. По химическим свойствам церезины менее инертны, чем парафины. Химический состав церезинов имеют игольчатое строение. В их состав наряду с парафиновыми углеводородами входят твердые нафтеновые и ароматические углеводороды с длинными боковыми цепями. При одной и той же температуре плавления церезины характеризуются большими по сравнению с парафинами плотностью, вязкостью и молекулярным весом. Церезины концентрируются главным образом в остатках вакуумной перегонки нефти, вызывая повышение температуры размягчения гудрона. Парафины и церезины находят разнообразное техническое применение во многих отраслях промышленности: электро – и радиотехнической бумажной, спичечной, химической, кожевенной, парфюмерной и др. Парафин как загуститель применяется также в производстве пластичных смазок. Особенное значение жидкие и твердые парафины имеют сейчас как сырье для получения белково-витаминных концентратов (БВК) на заводах микробиологического синтеза, а также синтетических жирных кислот, спиртов и поверхностно-активных веществ на заводах нефтехимического синтеза. Таким образом, парафины, церезины, выделенные из нефти, имеют большое практическое значение, и их потребление сильно возросло. С другой стороны, присутствие твердых углеводородов в смазочных и специальных маслах недопустимо, т. к. они повышают температуру застывания и уменьшают подвижность масел при низких температурах. Поэтому масла подвергают специальной очистке от парафина.
В нефтях крайне редко и в незначительных количествах встречаются олефины. По общему содержанию большое количество олефинов и некоторых других непредельных углеводородов появляются в продуктах деструктивной переработки нефти. Эти углеводороды отличаются высокой реакционной способностью и поэтому легко полимеризуется, осмоляются, что приводит к снижению срока службы и хранения нефтепродуктов. Непредельные углеводороды являются нежелательными компонентами моторных топлив и смазочных масел. Многие непредельные углеводороды — ацетилен, этилен, пропилен, бутилен, бутадиен — получили широкое применение в производстве полиэтилена, полипропилена, синтетического спирта и каучука, пластических масс и других продуктов.
По общему содержанию нафтеновые углеводороды во многих нефтях преобладают над остальными классами углеводородов. В среднем в различных нефтях от 25 до 75% полиметиленовых углеводородов всех типов. Нафтены входят в состав всех нефтей и присутствуют во всех фракциях. Их содержание, как правило, растет по мере утяжеления фракций. Только в наиболее высококипящих масляных фракциях их количество уменьшается за счет увеличения ароматических структур. В нефтях обнаружены нафтеновые углеводороды с одним, двумя, тремя и четырьмя циклами. Распределение нафтеновых углеводородов по фракциям самое разнообразное. В одних нефтях содержание их возрастает с утяжелением фракций, в других оно остается неизменным или понижается. Нафтеновые углеводороды являются важнейшей составной частью моторных топлив и смазочных масел. Автомобильным бензинам они придают высокие эксплуатационные свойства. Моноциклические нафтеновые углеводороды с длинными боковыми парафиновыми цепями являются желательными компонентами реактивных и дизельных топлив, а также смазочных масел. Являясь главной составной частью масел, они обеспечивают выполнение одного из основных требований, предъявляемых к смазочным маслам — малое изменение вязкости с изменением температуры. При одинаковом числе углеродных атомов в молекуле нафтеновые углеводороды характеризуются большой плотностью и меньшей температурой застывания, чем парафиновые углеводороды. В настоящее время нафтеновые углеводороды легких фракций нефтей широко применяются в качестве сырья для получения ароматических углеводородов: бензола, толуола и ксилолов. Находящиеся в бензиновых фракциях нафтеновые углеводороды в процессе каталитического риформинга превращаются в ароматические.
В состав нефтей входят ароматические углеводороды с числом циклов от одного до четырех. Распределение их по фракциям различно. Как правило, в тяжелых нефтях содержание их резко возрастает с повышением температуры кипения фракций. В нефтях средней плотности и богатых нафтеновыми углеводородами ароматические углеводороды распределяются по всем фракциям почти равномерно. В легких нефтях, богатых бензиновыми фракциями, содержание ароматических углеводородов резко снижается с повышением температуры кипения фракций. Ароматические углеводороды бензиновых фракций, выкипающих от 30 до 2000 С, состоят из гомологов бензола. Керосиновые фракции (200−3000 С) наряду с гомологами бензола содержат производные нафталина, но в меньших количествах. Ароматические углеводороды газойлевых фракций (400−5000 С) состоят преимущественно из гомологов нафталина. По сравнению с другими группами углеводородов ароматические обладают наибольшей плотностью. По вязкости они занимают промежуточное положение между парафиновыми и нафтеновыми.
Ароматические углеводороды являются ценными компонентами бензинов, однако снижают качество реактивных и дизельных топлив, т. к. ухудшают характеристики их сгорания. Согласно требованиям ГОСТ содержание ароматических углеводородов в реактивном топливе не должно превышать 20−22%.
Ароматические углеводороды, по сравнению с другими группами углеводородов обладают высокой растворяющей способностью по отношению к органическим веществам, но содержание их во многих растворителях нефтяного происхождения ограничивают из-за высокой токсичности. Предельно допустимая концентрация паров бензола в воздухе 5 мг/м3, толуола и ксилолов — 50 мг/м3.
В настоящее время ароматические углеводороды применяются как компоненты нефтепродуктов, растворители, а также в производстве взрывчатых веществ и в качестве сырья для нефтехимического синтеза.
Неуглеводородные соединения. Сера встречается во всех нефтях за некоторым исключением. С повышением содержания серы в нефтях возрастает их плотность, коксуемость, содержание смол и асфальтенов. Распределение серы по отдельным фракциям зависит от природы нефти и типа сернистых соединений. Обычно содержание серы увеличивается от низкокипящих к высококипящим и достигает максимума в остатке от вакуумной перегонки нефти. Типы сернистых соединений в нефти весьма разнообразны. Отдельные нефти содержат свободную серу, которая при длительном хранении их выпадает в резервуарах в виде аморфной массы. В других случаях сера пребывает в нефтях и нефтепродуктах в связанном состоянии, т. е. в виде сероводорода и сероорганических соединений: меркаптанов, сульфидов, дисульфидов, тиофенов, тиофанов. Среди сернистых соединений нефтей и нефтяных фракций различают три группы. К первой из них относятся сероводород и меркаптаны обладающие кислотными, а потому и наиболее сильными коррозионными свойствами. К второй группе относятся нейтральные на холоде и термически мало устойчивые сульфиды и дисульфиды. При 130−1600 С они начинают распадаться с образованием сероводорода и меркаптанов. В третью группу сернистых соединений входят термически стабильные циклические соединения — тиофаны и тиофены.
До недавнего времени на нефтеперерабатывающих заводах старались не извлекать и утилизировать сернистые соединения нефтей, а разрушать и возможно полнее удалять их из товарных продуктов в основном с целью предотвращения коррозии аппаратуры и оборудования в процессах переработки нефти и применения нефтепродуктов. Сернистые соединения моторных топлив снижают их химическую стабильность и полноту сгорания, придают неприятный запах, вызывают коррозию двигателей. В бензинах, кроме того, они понижают антидетонационные свойства и приемистость к тетраэтилсвинцу, который добавляется для повышения качества. В настоящее время лучшим способом обессеривания нефтяных фракций и остатков от перегонки нефтей является очистка в присутствии катализаторов и под давлением водорода. При этом сернистые соединения превращаются в сероводород, который затем улавливают и утилизируют с получением серной кислоты и элементарной серы. Извлеченные из нефтяных фракций сернистые соединения могут использоваться как сырье для нефтехимической промышленности.
Азот находится в нефтях в виде соединений, обладающих основным, нейтральным и кислым характером. К числу азотистых соединений основного характера относятся пиперидин, пиридин и хинолин; к нейтральным — бензопиррол, и карбазол; к кислотным — пиррол и др. Реагируя со щелочными металлами, азотистые соединения образуют соответствующие соли. Содержание азота в нефтяных фракциях увеличивается с повышением их температуры кипения. Наибольшее количество его находится в тяжелых остатках от перегонки. Между содержанием азота серы и смолистых веществ в нефтях имеется некоторая связь: богаты азотистыми и сернистыми соединениями тяжелые смолистые нефти; легкие, малосмолистые нефти содержат крайне мало азота.
Во всех нефтях обнаружено незначительное количество кислорода в виде соединений — нафтеновых кислот, фенолов, асфальто-смолистых веществ. Нафтеновые кислоты представляют собой карбоновые кислоты циклического строения. Содержание нафтеновых кислот в нефтях невелико. Наименьшее количество нафтеновых кислот содержится в парафинистых нефтях и их фракциях, наибольшее — в смолистых нефтях. Распределение их по фракциям неравномерное. Преимущественно они сосредоточены в легких и средних газойлевых фракциях, значительно беднее или бензинокеросиновые и тяжелые дистилляты. Фенолы в нефтях содержатся в очень незначительном количестве. Процессы выделения фенолов из нефтяных фракций пока не получили промышленного применения. Асфальто-смолистые вещества являются неотъемлемым компонентом почти всех нефтей. Редко встречающиеся белые нефти представляют собой продукты разной степени обесцвечивания темных смолосодержащих нефтей. Содержание и химический состав асфальто-смолистых веществ в значительной мере влияют на выбор направления переработки нефти и набор технологических процессов в схемах действующих и перспективных НПЗ. В связи с этим одним из главных показателей качества товарных нефтей при их классификации является относительное содержание асфальто-смолистых веществ. По принятой в настоящее время классификации асфальто-смолистые вещества нефтей подразделяются на четыре вида:
4) асфальтогеновые кислоты и их ангидриды. Общее содержание асфальто-смолистых веществ. Наряду с этими смолистые вещества обладают рядом ценных технических свойств и, входя в состав нефтяных битумов, придают им качества, позволяющие широко использовать остаточные продукты для разнообразного применения в народном хозяйстве. Главные направления их использования: дорожные покрытия, гидроизоляционные материалы в строительном деле и т. д. В основе переработки нефти и газа и применения товарных нефтепродуктов в различных областях народного хозяйства лежат физико-химические процессы. Управление этими процессами требует знания физических и физико-химических свойств газа, нефти, нефтяных фракций, составляющих их углеводородов и других органических соединений нефтяного сырья. К основным физическим свойствам нефти и нефтепродуктов относятся: плотность — в практике нефтепереработки чаще всего определяют относительную плотность — это безразмерная величина, численно равная отношению массы нефтепродукта при температуре определения к массе чистой воды при 40 С, взятой в том же объеме; молекулярная масса — широко используется при подсчете теплоты парообразования, объема паров парциального давления, а также при определении химического состава узких нефтяных фракции и т. д. ; вязкость — характеризует прокачиваемость нефти при транспортировании ее по трубопроводам, прокачиваемость топлив в двигателях внутреннего сгорания, поведение смазочных масел в механизмах и т. д. — это внутреннее трение нефти и нефтепродуктов, зависит от химического и фракционного состава.
Все процессы переработки нефти и газа связаны с нагреванием или охлаждением материальных потоков, т. е. подводом или отводом тепла. Введение этих процессов, а также технологические расчеты, проектирование нефтезаводской аппаратуры требуют всестороннего изучения тепловых свойств нефтей и нефтепродуктов. К тепловым свойствам относятся: удельная теплоемкость, теплота сгорания, теплота плавления и сублимации, теплота парообразования, энтальпия, теплопроводность и т. д.
Для характеристики низкотемпературных свойств нефтепродуктов введены чисто условные показатели: для нефти, дизельных и котельных топлив и нефтяных масел — температура застывания; для карбюраторных, реактивных и дизельных топлив — температура помутнения; для карбюраторных и реактивных топлив, содержащих ароматические углеводороды — температура начала кристаллизации. Все эти температуры определяются в строго стандартных условиях и служат кондиционности товарных продуктов.
Задачей группового анализа светлых дистиллятов является последовательное количественное определение углеводородов различных классов и групп. В продуктах прямой перегонки или получаемых в процессах, идущих под давлением водорода, присутствуют углеводороды трех классов: алканы, цикланы и ароматические. В продуктах крекинга и пиролиза наряду с этими углеводородами могут содержаться и ненасыщенные соединения; моноолефины, диолефины, циклоолефины и ароматические углеводороды с насыщенными боковыми цепями (типа стирола). При детализированном исследовании состава светлых нефтяных фракций задачей анализа уже является количественное определение и качественная идентификация, т. е. доказательство наличия отдельных индивидуальных углеводородов или гетероатомных веществ, находящихся в исследуемом образце. Успешному решению этой задачи в последнее время способствовал значительный прогресс в создании сложной и автоматизированной аппаратуры для проведения газожидкостной хроматографии и спектральных методов исследования. Именно эти аналитические приемы позволяют расшифровать состав многокомпонентных нефтяных смесей не только узкого, но и широкого фракционного состава. Так, сочетание газожидкостной хроматографии и масс — спектроскопии дает возможность устанавливать индивидуальный состав бензинов с пределами кипения 35−1800С.
Среди спектроскопических методов для исследования химического состава нефти наибольшее значение получили анализы по спектрам комбинационного рассеяния света, по спектрам поглощения в инфракрасной и ультрафиолетовой области, масс-спектроскопия, а в последнее время и спектроскопия ядерного магнитного резонанса. Комбинационное рассеяние света заключается в том, что при пропускании длины волны через вещества молекулы этого вещества частично поглощают электромагнитные колебания, в спектре рассеянного света, помимо линии, частота которой совпадает с частотой источника света, появляются по обе стороны от нее дополнительные линии слабой интенсивности, расположенные симметрично от центральной линии частоты и интенсивность этих дополнительных линии характерны для данного рассеивающего вещества. В настоящее время имеются подробные атласы спектров комбинационного рассеяния света очень многих индивидуальных углеводородов, что и дает возможность применять этот метод для идентификации, а иногда и для оценки количественного содержания тех или иных углеводородов в исследуемых узких фракциях.
Спектроскопия ядерного магнитного резонанса основана на поглощении веществом, помещенным в сильное однородное магнитное поле, энергии радиочастотного излучения.
Масс-спектральный метод анализа основан на ионизации потоком электронов в паровой фазе под глубоким вакуумом исследуемой углеводородной смеси. Образующийся при этом поток ионов в магнитном поле делится на группы в зависимости от их масс. Ионизацию ведут таким путем, что происходит не только ионизация, но и распад молекул углеводородов с образованием осколочных ионов. Между структурой соединения и его масс-спектром существуют определенные зависимости, которые и положены в основу количественного анализа этим физическим методом. Каждый углеводород дает на масс-спектрограмме свои характерные полосы, по которым ведется в дальнейшем расшифровка спектрограмм.
Любое соединение в той или иной степени поглощает падающие на него инфракрасные лучи в определенной области длин волн. Это появляется в виде полос поглощения в инфракрасном спектре данного соединения. Спектр смесей представляет собой наложение спектров отдельных соединений. Следовательно, изучая инфракрасные спектры поглощения, можно качественно расшифровать состав углеводородной смеси, а по интенсивности полос в отдельных случаях определять и количественный состав смеси. Идентификация ароматических углеводородов хорошо проводится также и по спектрам поглощения в ультрафиолетовой части спектра.
Все химические методы количественного определения непредельных углеводородов основаны на реакции присоединения по месту кратной связи. В качестве реагентов применяется галогены и их соединения, серная кислота, полухлористая сера, водород, уксусно-кислая ртуть, окислы азота и другие вещества, способные количественно присоединяться к непредельным углеводородам. Наиболее простые и самые распространенные — методы определения бромных и иодных чисел.
Хромным или иодным числом называется количество граммов брома (иода), присоединившееся к 100 г исследуемого вещества. Определение бромного (иодного) числа в общем виде заключается в проведении реакции галогенирования с последующим титрованием тиосульфатом натрия не вошедшего в реакцию галогена. Зная молекулярную массу продукта, по назначению бромного или иодного числа подсчитывают количество непредельных углеводородов в %.
Физические константы ароматических углеводородов значительно отличаются по абсолютной величине от констант предельных углеводородов. Это положено в основу многих методов определения количественного содержания ароматических углеводородов в бензиновых и керосиновых фракциях, не содержащих непредельных углеводородов. Наибольшее распространение имеет метод определения критических температур растворения в анилине — метод анилиновых точек. Ароматические углеводороды имеют самые низкие анилиновые точки по сравнению с насыщенными углеводородами. Для определения количественного содержания ароматических углеводородов получили также распространение дисперсиометрический и креоскопический методы анализа.
После удаления из смеси непредельных и ароматических соединений в так называемом предельном остатке можно определить содержание нафтеновых и парафиновых углеводородов. Для этого используют различие их физических констант. Примерно с одинаковым успехом, с точностью анализа, применяют данные по плотностям, анилиновым точкам, показателям преломления и удельным рефракциям. Указанные физические методы дают возможность судить о суммарной количестве нафтенов с циклопентановыми и циклогексановыми кольцами. Во фракциях выше 3000С содержание твердых парафинов определяется непосредственно методом вымораживания. Для количественного определения содержания нормальных алканов в бензинах применяют молекулярные сита типа 0,5 нм. Анализ проводится в колонке, снабженной электрообогревателем. О количестве алканов судят по привесу колонки после их поглощения молекулярными ситами. Освобождение пор адсорбента для следующего анализа (регенерация) проводится в токе абсолютно сухого водорода при 3750С в течение 1ч.
На основе методов, разработанных для определения отдельных классов и групп углеводородов, применяют различные схемы группового химического анализа фракций, перегоняющихся до 3000С. Необходимой подготовительной операцией является разделение исходного продукта на следующие фракций: 60−95, 95−122, 122−150, 150−175, 175−200, 200−250, 250−3000С. При фракционировании учитывается количественный выход фракций в %. Все дальнейшие анализы проводятся с каждой фракцией отдельно.
Анализ фракций, не содержащих непредельных углеводородов в наиболее простом случае сводится к последовательному определению ароматических, нафтеновых и парафиновых углеводородов методом анилиновых точек. Во всех случаях удаление ароматических углеводородов для получения предельного остатка рекомендуется проводить фильтрованием через колонку с силикагелем.
Анализ фракций, содержащих непредельные углеводороды обычная схема предусматривает определение непредельных углеводородов по бромному или иодному числу, а суммы непредельных и ароматических — сернокислотным или криоскопическим методом. По разности узнается содержание ароматических углеводородов. В предельном остатке нафтеновые и парафиновые углеводороды определяются любым физическим методом. При анализе бензина, содержащего непредельные углеводороды, на индивидуальной углеводородный состав предложена следующая схема, сочетающая ректификацию и хроматографию:
2) Жидкостная хроматография фракций 100−120 и 120−1500С с выделением из каждой фракций парафино-нафтеновой части, непредельных и ароматических углеводородов. Суть этого метода заключается в адсорбционном разделении пробы на силикагеле в присутствии индикатора, состоящего из смеси красителей. Эти красители при ультрафиолетовом освещении показывают границы раздела зон в хроматографической колонке указанных групп углеводородов, что гарантирует их более четкое разделение.
3) Газожидкостная хроматография на капиллярных колонках высотой до 100 м фракции н. к. — 1000С и всех групп углеводородов, выделенных из других двух фракций.
Химический состав фракций нефти, перегоняющейся выше 3000С, очень сложен. Помимо высокомолекулярных углеводородов в масляных фракциях присутствуют кислородные, сернистые, смолистые вещества, а также твердые парафины. Комбинируя различные способы разделения, прежде всего отделяют твердые парафины и смолистые вещества. Дальнейшее разделение на более узкие фракции возможно путем вакуумной разгонки, адсорбции на различных сорбентах и другими методами. Полученные тем или иным путем узкие фракции подвергают затем детальному исследованию. Определяют их элементарный состав, молекулярную массу, плотность, показатель преломления, вязкость, анилиновую точку, температуру застывания. По молекулярной массе и элементному составу выводят эмпирические формулы углеводородных рядов. Рассчитывают удельную фракцию и интерцепт рефракции.
По всем этим данным, а также путем сравнения с физическими константами синтезированных индивидуальных углеводородов в ряде случаев удается установить типы молекул и примерные соотношения их в исследуемой фракции. Для детального изучения масляных фракций более доступны групповой хроматографический и структурно-групповой анализы. Когда говорят о групповом составе масляных фракций, то имеют в виду лишь те группы органических веществ с более или менее общими свойствами, которые удается отделять друг от друга путем избирательной адсорбции на некоторых адсорбентах.
Для анализа высококипящих фракций применяется жидкостная адсорбционная хроматография. В качестве сорбентов используется силикагели марки АКС, активная окись алюминия и активированный уголь. На силикагеле метано-нафтеновая часть хорошо отделяется от ароматических углеводородов, а последние — от смолистых веществ. Сернистые соединения сорбируются в основном вместе с ароматическими фракциями. На активированном угле из метано-нафтеновой фракций можно дополнительно отделить нормальные парафиновые углеводороды. Десорбция отдельных групп компонентов масляных фракций проводится последовательно:
1) растворителем типа легкого деароматизированного бензина для отмывки метано-нафтеновой фракции;
3) спирто-бензольной смесью или ацетоном для десорбции смолистых веществ. Контроль за составом десорбируемых фракций ведется по показателям преломления. Адсорбцию на разных сорбентах обычно проводят последовательно. Вначале на силикагеле получают метано-нафтеновую и суммарную ароматическую фракцию. Затем ароматические углеводороды разделяют на фракции легких, средних и тяжелых ароматических углеводородов на колонке с окисью алюминия. При необходимости метано-нафтеновую фракцию хроматографируют на активированном угле для отделения нормальных алканов.
Применяются и другие модификации хроматографического анализа, например, на колонках с двойным сорбентом. Идея структурно-группового, или кольцевого, анализа состоит в том, что разнообразная смесь гибридных углеводородов исследуемой фракции представляется как бы в виде одной усредненной молекулы, свойства которой определяются соотношением нафтеновых и бензольных циклов и парафиновых цепей. Иначе говоря, на основании структурно-группового анализа можно судить лишь об относительном содержании отдельных структурных элементов, но не о количестве отдельных групп углеводородов в исследуемой фракции.
Состав и свойства нефтей всех промышленных и вновь вводимых в эксплуатацию месторождений исследуются по обширной единой программе.
Фактический материал, получаемый в результате всестороннего исследования сырой нефти и ее погонов, дает возможность проводить проектно-производственную оценку нефти данного месторождения и заранее судить о качестве и эксплуатационных особенностях тех или иных нефтепродуктов, которые намечено получать из данной нефти. Материалы исследования также необходимы при проектировании нефтеперерабатывающих заводов и установок.
Единая программа предусматривает проведение следующих определений, аналитических операций и углубленных исследований.
Выделение растворенных газов и низкокипящих углеводородов (до С5) и анализ их с помощью хроматографического метода;
Определение физико-химических показателей по действующим ГОСТам (плотности, вязкости, температуры вспышки, температуры застывания, коксуемости, золы, молекулярной массы);
Определение количественного содержания парафина, серы, нейтральных смол, асфальтенов, нафтеновых кислот и фенолов;
Перегонка нефти на аппарате АРН-2, снабженном ректификационной колонкой эффективности в 22 теоретические тарелки;
Определение углеводородного состава бензиновой фракции методом газожидкостной хроматографии;
Определение содержания нормальных алканов в бензиновой фракции при помощи молекулярных сит;
Определение содержания индивидуальных ароматических углеводородов состава С8 с помощью ультрафиолетовой спектроскопии;
Анализ фракций, выкипающих выше 2000С методом жидкостной адсорбционной хроматографии;
Структурно-групповой анализ 50-градусных керосино-газойлевых и масляных фракций по методу показатель преломления — плотность, молекулярная масса;
Определение потенциального содержания базовых дистиллятных и остаточных масел;
Углубленные исследования керосино-газойлевых и масляных фракций, а также отдельных групп углеводородов и их смесей, выделенных при адсорбционном разделении дистиллятных и остаточных фракций.
Таким образом, основной принцип исследования химического состава нефти заключается в том, что комбинируя разнообразные методы разделения веществ, достигают вначале постепенного упрощения состава отдельных фракций исходной нефти. Химическая природа и молекулярное строение отдельных компонентов нефти при этом не должны изменяться. Полученные фракции затем анализируются вышеизложенными методами. В результате такого исследования в зависимости от молекулярной массы и сложности смеси в выделенных фракциях удается установить либо содержание отдельных индивидуальных веществ, при анализе газов и легких фракций до 1500 С, либо содержание отдельных групп углеводородов или других компонентов нефти, либо относительное распределение структурных элементов в гибридных молекулах, в тяжелых фракциях нефти.
К важнейшим показателям, характеризующим электрические свойства нефтепродуктов, относятся электропроводность, электровозбудимость, диэлектрическая проницаемость, диэлектрическая прочность и тангенс угла диэлектрических потерь. Чистые нефтепродукты — плохие проводники электрического тока, поэтому их применяют в качестве электроизолирующих материалов для кабелей трансформаторов и т. д. Электропроводность жидких нефтепродуктов зависит от содержания влаги, посторонних примесей, а также от температуры. По оптическим свойствам нефтей и нефтепродуктов можно косвенно судить о содержании в них асфальто-смолистых веществ, о глубине очистки нефтепродуктов, о возрасте и происхождении нефти и т. д. К оптическим свойствам нефтепродуктов относятся цвет, лучепреломление и оптическая активность.
Определение фракционного состава нефти и нефтепродуктов показывает содержание в них различных фракций, выкипающих в определенных температурных пределах. Этот показатель имеет большое практическое значение. По фракционному составу нефти судят о том, какие нефтепродукты и в каких количествах можно из нее выделить. Фракционный состав бензинов характеризует их испаряемость. Температура выкипания 10% бензина показывает возможность запуска двигателя при низких температурах; температура выкипания 50% – скорость прогрева двигателя и перехода на меньшее или большее число оборотов и т. д. Для определения фракционного состава нефтей и нефтяных фракций в лабораторной практике распространены следующие методы перегонки:
1) низкотемпературная ректификация — для сжиженных газов и фракций, кипящих при температуре ниже 200С;
Среднетемпературная перегонка — для нефтепродуктов, выкипающих до 3500С;
Молекулярная дистилляция — для высокомолекулярных веществ (например, смол);
Ассортимент товарных нефтепродуктов, получаемых в результате переработки нефтей, определяется многими техническими и экономическими факторами. Среди них главную роль играют структура потребления нефтепродуктов и требования, предъявляемые к их качеству, а также состав и свойства намечаемых к переработке нефтей. Существенную помощь при выборе оптимального варианта нефтепереработки оказывает всесторонняя классификация нефтей: Химическая классификация нефтей: Горное бюро США разработало форму для классификации нефтей, базирующуюся на взаимосвязи между их плотностью и углеводородным составом. По этому методу было установлено семь типов нефтей:
7) нафтенового основания. Эта классификация несколько условна и не отражает подлинной химической природы нефтей. Классификация ГрозНИИ: По этой классификации различают нефти шести типов:
6) ароматические. Эта классификация точнее отражает истинный химический состав нефтей. Технологическая классификация: В основу этого метода положено содержание серы в нефтях и светлых нефтепродуктах, выход фракций, выкипающих до 3500С, потенциальное содержание, а также индекс вязкости базовых масел и содержание парафина в нефтях. По содержанию серы нефти делятся на три класса: I-малосернистые (не выше 5%); II-сернистые (от 0,5 до 2%); III-высокосернистые (выше 2%). По содержанию фракции до 3500С нефти делятся на три типа: Т1 — не менее 45%; Т2 — 30ч45%; Т3 — менее 30%. В зависимости от суммарного содержания дистиллятных и остаточных базовых масел делятся на четыре группы: М1-не менее 25% в расчете на нефть; М2−15 ч25% в расчете на нефть и не менее 45% в расчете на мазут; М3−15ч25% в расчете на нефть и 30ч45% в расчете на мазут. По величине индекса вязкости базовых масел классификацией предусмотрены две подгруппы нефтей: Н1-индекс вязкости выше 85; Н2-индекс вязкости 40ч85. По содержанию парафина различают нефти трех видов: П1-малопарафиновые (не выше 1,5%); П2-парафиновые (1,5ч6%); П3 — высокопарафиновые (более 6%). Используя эту классификацию, для любой промышленной нефти можно составить шифр. По шифру нефти легко составить представление о наиболее рациональных путях ее переработки и о возможности замены ею ранее применявшейся нефти в данном технологическом процессе.
Основное количество нефтепродуктов используется в народном хозяйстве в качестве горючих и смазочных материалов. Относительно малая доля нефтяного сырья расходуется на производство битумов, используемых в дорожных и кровельных покрытиях, сажи, электродного кокса, твердых парафинов и разного рода растворителей, и еще меньшая — в промышленности тяжелого органического синтеза для производства пластмасс, синтетического волокна, каучука, моющих веществ, удобрений и т. д.
В соответствии с этим различают следующие группы нефтепродуктов:
1) карбюраторные (авиационные, автомобильные бензины и тракторные топлива);
В качестве карбюраторных топлив применяются низко — и среднекипящие фракции нефтей (бензиновые, лигроиновые, керосиновые), сжиженные углеводородные газы, а также легкие продукты вторичной переработки нефти и газа. Авиационные бензины представляют собой смеси бензиновых фракций прямой перегонки, каталитического крекинга и риформинга (базовые бензины) с высокооктановыми компонентами и присадками. К числу высокооктановых компонентов относятся: индивидуальные углеводороды изостроения (изооктан, изопентан); продукты алкилирования изобутана и бензола непредельными углеводородами (алкилбензины и алкилбензолы). В качестве присадок применяют: для повышения октанового числа — тетраэтилсвинец (не более 3,3 г/кг бензина), который вводится в топливо в виде этиловой жидкости, и для удлинения срока хранения — антиокислители. Авиационные бензины окрашивают в яркие цвета оранжевый, зеленый и желтый, что свидетельствует о наличии в топливе ядовитой этиловой жидкости. Автомобильные бензины выпускаются промышленностью пяти марок. Цифры, входящие в марку бензина, означают октановое число по моторному методу, для АИ-93 и АИ-98 — по исследовательскому методу. Современные автомобильные бензины предусматриваются двух видов: летние и зимние. Их готовят из бензиновых фракций продуктов каталитического крекинга и риформинга, частично термического крекинга, реже прямой перегонки. Бензин А-72 не содержит антидетонатора. Во все остальные сорта вводят тетраэтилсвинец в виде этиловой жидкости.
Важнейшими показателями качества авиационных и автомобильных бензинов являются: стойкость против детонации, фракционный состав и испаряемость, давление насыщенных паров, химическая стабильность, т. е. стойкость против окисления кислородом воздуха. Стойкость бензинов против детонации характеризуется октановыми числами. В настоящее время выпускаются автомобильные бензины с октановыми числами по моторному методу от 66 до 89. В дальнейшем требования к детонационной стойкости бензинов будут повышаться в связи с увеличением степени сжатия в карбюраторных двигателях.
Http://gugn. ru/work/408434/Texnologii-pererabotki-nefti
Нефть, полученная из скважины, представляет не большую ценность, ведь чтобы получить тот же бензин или керосин, ей придется пройти сложный и длительный процесс очистки и обработки.
Полученное из нефтяных месторождений сырье нельзя сразу отправлять на переработку, т. к. в нем слишком много различных примесей: воды, соли, газа и т. д. Например, если не очистить нефть от соли, трубы, по которым она будет доставляться, быстро покроются коррозией, что приведет к закупориванию теплообменной аппаратуры. Поэтому на первом этапе нефть всегда очищается от посторонних примесей:
Нефть проходит процесс сепарации, т. е. отделение газа от нефти в специальных установках. Далее в аппаратах-отстойниках из полученной жидкости удаляется вода. Очистка сырой нефти от соли может производиться как с помощью специальных установок комплексной подготовки нефти, так и непосредственно на нефтеперерабатывающем заводе.
Нефть, прошедшую эти этапы очистки, называют стабильной. Именно она транспортируется на нефтеперерабатывающие заводы для дальнейшей переработки.
Первый в мире завод по переработке нефти был построен именно в России на реке Ухта в 1745 году братьями Чумеловыми. Завод производил керосин и смазочные масла.
На первой стадии переработки сырая нефть разделяется на узкие фракции при помощи высокотемпературной атмосферной или атмосферно-вакуумной перегонки. Этот процесс производится в специальных установках — колоннах. В зависимости от температуры нагрева, из нефти может получаться различная продукция:
Бензин (температура выкипания 150–180 градусов ). Низкооктановый бензин полностью готов уже на стадии первичной переработки. Высокооктановый бензин получают после вторичной переработки. Керосин (температура выкипания 120–315 градусов). Применяется в реактивных и тракторных двигателях, осветительных приборах и в качестве сырья для установок гидроочистки. Дизельное топливо (температура выкипания 180–360 градусов). Используется в качестве топлива или сырья для установок гидроочистки при вторичной переработке. Мазут (температура кипения более 350 градусов). Используется в качестве топлива для котельных или сырья для гидроочистки и термического крекинга при вторичной переработке. Вакуумные дистилляты (температура выкипания порядка 350–500 градусов). Применяются в качестве сырья для каталитического крекинга и гидрокрекинга при вторичной очистке. Гудрон (температура выкипания более 500 градусов). Применяется при производстве битумов и масел, а также в качестве сырья для крекинга при вторичной переработке.
Если посмотреть на статистику первичной переработки нефти в России, можно увидеть, что пока перерабатывающая промышленность не может выйти на рекордные показатели, зафиксированные еще во времена СССР, но при этом количество ежегодно перерабатываемого сырья постоянно растет. В 1990 году первичной переработке подверглось 300 млн тонн сырой нефти. В течение 90-х годов эти показатели постоянно падали, а непрерывный рост начался лишь с 2001 года. В 2014 году был зафиксирован пока рекордный показатель в истории современной России — 294 млн тонн.
Правда, без ввода в эксплуатацию новых перерабатывающих установок на значительный рост первичной переработки в дальнейшем надеяться не стоит. Если в 1990 загрузка перерабатывающих мощностей была на уровне 85%, то в 2014 году перерабатывающие установки работали почти на максимуме — 95% загрузки.
Процесс расщепления углеводородов с длинной цепью на углеводороды с меньшей молекулярной массой. Он подразделяется на два вида:
Термический — происходит путем нагревания нефтяного сырья. Каталитический — происходит путем воздействия на сырье высокой температуры и специальных катализаторов.
Продуктами крекинга являются : бензин, котельное и моторное топливо, масла, кокс, газойли, этилен и ацетилен.
В отличие от крекинга, молекулы углеводорода при риформинге не расщепляются, а преобразуются. Сам процесс производится в специальных нагревательных печах с несколькими реакторами при температуре 350–5200 градусов. Через реакторы печи пропускается водород, а сырая нефть проходит через них в реакционную камеру, в которой находятся катализаторы (иридий, германий, рений, различные вещества, содержащие платину), которые приводят к химической реакции. Из этой камеры нефть попадает в специальную колонну, где и разделяется на готовые продукты.
В результате риформинга получается высокооктановый автомобильный и авиационный бензин, сухой газ, а также водород.
В этом случае тяжелые фракции нефти, получаемые в результате атмосферной и вакуумной перегонки, нагреваются в реакторе без доступа кислорода, в результате чего и получается кокс.
В результате этого процесса нефтяные фракции нагреваются в газогенераторах или ретортных печах. Полученный газ и газовые смолы перерабатываются для получения бензола, нафталина, толуола. При дальнейшей переработке из полученного в результате пиролиза газа производят синтетический каучук и спирт.
Это переработка нефтяных высококипящих фракций путем воздействия водорода при помощи высоких температур (250–420 градусов), давления (2,5–32 МПа) и различных катализаторов.
Все гидрогенизационные процессы можно разделить на три вида в зависимости от изменяющихся в результате молекул:
Гидроочистка: изменений в молекулярной структуре сырья практически не происходит. Гидрооблагораживание: изменяется около 10% молекулярной структуры сырья. Гидрокрекинг: изменяется молекулярная структура более 50% сырья.
Http://pronedra. ru/oil/2015/03/18/tekhnologiya-pererabotki-netfi





 Фото: «БИЗНЕС Online»
Фото: «БИЗНЕС Online»

















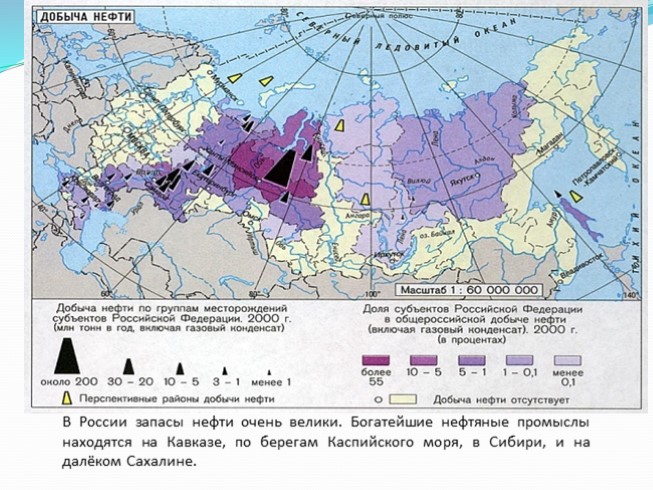









 Когда встаёт вопрос об оборудовании по переработке нефти, на постройку которой будет затрачено минимальное количество времени, то оптимальным вариантом становятся мини НПЗ.
Когда встаёт вопрос об оборудовании по переработке нефти, на постройку которой будет затрачено минимальное количество времени, то оптимальным вариантом становятся мини НПЗ. Фракцией, управляемые АСУ ТП, что позволяет точно контролировать и регулировать температурный режим работы колонн и качество продукции.
Фракцией, управляемые АСУ ТП, что позволяет точно контролировать и регулировать температурный режим работы колонн и качество продукции.








 На нефтеперерабатывающем заводе ООО «ВолховНефтехим» внедрена система диспетчеризации азотно-компрессорной станции, в основу которой положено оборудование ОВЕН.
На нефтеперерабатывающем заводе ООО «ВолховНефтехим» внедрена система диспетчеризации азотно-компрессорной станции, в основу которой положено оборудование ОВЕН. ). пластовой воды (от 4 до 90% масс.) с минеральными солями (до 10 г/л) в виде эмульсии и механических примесей (до 1% масс). От группы скважин сырая нефть поступает на несколько автоматизированных групповых замерных установок (АГЗУ), на которых замеряется дебит каждой скважины.
). пластовой воды (от 4 до 90% масс.) с минеральными солями (до 10 г/л) в виде эмульсии и механических примесей (до 1% масс). От группы скважин сырая нефть поступает на несколько автоматизированных групповых замерных установок (АГЗУ), на которых замеряется дебит каждой скважины. В присутствии деэмульгаторов содержание воды уменьшается до 1% и менее, минеральных солей до 300 мг/л и менее и выделяется газ третьей ступени сепарации.
В присутствии деэмульгаторов содержание воды уменьшается до 1% и менее, минеральных солей до 300 мг/л и менее и выделяется газ третьей ступени сепарации. . При этом бензин, нафта (лигроин), керосин, легкий и тяжелый газойль переходят в парообразное состояние, а жидкая фаза с более высокой температурой кипения представляет собой мазут. После ввода горячей смеси в колонну мазут стекает вниз, а углеводороды в парообразном состоянии поднимаются вверх.
. При этом бензин, нафта (лигроин), керосин, легкий и тяжелый газойль переходят в парообразное состояние, а жидкая фаза с более высокой температурой кипения представляет собой мазут. После ввода горячей смеси в колонну мазут стекает вниз, а углеводороды в парообразном состоянии поднимаются вверх. Преимущественно подвергается вторичной перегонке для получения узких фракций (
Преимущественно подвергается вторичной перегонке для получения узких фракций (  И др.). Эти фракции служат сырьем для процессов изомеризации, каталитического риформинга c целью получения индивидуальных ароматических углеводородов (бензола, толуола, ксилолов), высокооктановых компонентов автомобильных и авиационных бензинов, а также в качестве сырья для пиролиза при получении этилена.
И др.). Эти фракции служат сырьем для процессов изомеризации, каталитического риформинга c целью получения индивидуальных ароматических углеводородов (бензола, толуола, ксилолов), высокооктановых компонентов автомобильных и авиационных бензинов, а также в качестве сырья для пиролиза при получении этилена. Используется как топливо для реактивных двигателей; фракцию
Используется как топливо для реактивных двигателей; фракцию  Из малосернистых нефтей используют как осветительные керосины: фракцию
Из малосернистых нефтей используют как осветительные керосины: фракцию  – как растворитель для лакокрасочной промышленности.
– как растворитель для лакокрасочной промышленности. Используется в качестве дизельного топлива зимнего, фракция
Используется в качестве дизельного топлива зимнего, фракция  — в качестве летнего. Фракция
— в качестве летнего. Фракция  Из высокопарафинистой нефти используется как сырье для получения жидких парафинов.
Из высокопарафинистой нефти используется как сырье для получения жидких парафинов. ) используют как сырье для производства минеральных масел различного назначения и твердых парафинов.
) используют как сырье для производства минеральных масел различного назначения и твердых парафинов. И давлении 1,5—2,0 МПа для получения котельного топлива из высоковязкого исходного сырья: мазута и гудрона.
И давлении 1,5—2,0 МПа для получения котельного топлива из высоковязкого исходного сырья: мазута и гудрона. И давлении выше 5,0 МПа применяется для получения бензина с антидетонационными характеристиками из лигроиновых. керосиновых и газойлевых фракций. Крекинг-бензины содержат в своем составе значительное количество непредельных и ароматических углеводородов.
И давлении выше 5,0 МПа применяется для получения бензина с антидетонационными характеристиками из лигроиновых. керосиновых и газойлевых фракций. Крекинг-бензины содержат в своем составе значительное количество непредельных и ароматических углеводородов. И давлении 1,0—1,2 МПа. С его помощью получают газообразные непредельные углеводороды, в основном этилен и пропилен. Побочными продуктами пиролиза являются смолы пиролиза и предельные газы метан и этан.
И давлении 1,0—1,2 МПа. С его помощью получают газообразные непредельные углеводороды, в основном этилен и пропилен. Побочными продуктами пиролиза являются смолы пиролиза и предельные газы метан и этан. И 0,2—0,6 МПа) процесс получения электродного или топливного кокса из нефтяных остатков. Это пек, полученный из смолы пиролиза, мазут, и гудрон.
И 0,2—0,6 МПа) процесс получения электродного или топливного кокса из нефтяных остатков. Это пек, полученный из смолы пиролиза, мазут, и гудрон. И давлении 0,13-0,15 МПа в присутствии катализаторов. Разработан процесс для производства высокооктанового бензина с октановым числом до 92 и сжиженных газов. В качестве катализаторов используются в основном алюмосиликаты и цеолиты.
И давлении 0,13-0,15 МПа в присутствии катализаторов. Разработан процесс для производства высокооктанового бензина с октановым числом до 92 и сжиженных газов. В качестве катализаторов используются в основном алюмосиликаты и цеолиты. И давлении 2,0—4 МПа. Продуктом является высокооктановая компонента товарного автомобильного бензина с октановым числом до 100 и ароматические углеводороды (бензол, толуол, ксилолы). Сырьем являются бензиновые фракции, содержащие все типы углеводородов.
И давлении 2,0—4 МПа. Продуктом является высокооктановая компонента товарного автомобильного бензина с октановым числом до 100 и ароматические углеводороды (бензол, толуол, ксилолы). Сырьем являются бензиновые фракции, содержащие все типы углеводородов. И давлении 2—32 МПа. Эти процессы увеличивают выход светлых нефтепродуктов и обеспечивают удаление примесей серы, кислорода и азота.
И давлении 2—32 МПа. Эти процессы увеличивают выход светлых нефтепродуктов и обеспечивают удаление примесей серы, кислорода и азота.